钎焊焊料规格和相关参数对照表
(word完整版)焊接材料对照表

焊接材料对照表焊接检验知识学习:一、焊接目视检查视力:在12英寸的距离处可达到Jaeger J2, 同时还应完成色盲测试(相当于中国视力规定的1。
2)二、气瓶储放区的温度不应低于—20℉也不能高于130℉三、华氏摄氏度温度换算公式:℃=5/9(℉—32);℉=(9/5℃+32)四、焊条识别:EXXXXE代表焊条;XX溶敷金属的最小抗拉强度,X焊接位置,数字1表示焊条可用于任何焊接位置,数字2表示熔融金属流动性非常好,只能用于平焊或角缝焊,数字4表示焊条可以用于立向下焊,数字`3不再使用;X涂层/操作特性,表示焊条药的组织和性能,药决定了可焊性和推荐的电流类别AC交流、DCEP直流反接、DCEN直流正接,焊条最后一个数字为5、6和8表示为“低氢焊条”,应贮存于烘箱内,温度150—350℉范围,潮湿度低于0。
2%。
,不低于250℉(120℃)的烘箱中.ERXXS-XER代表焊条棒;XX溶甫敷金属的最小抗拉强度,S固态焊丝,数字1表示焊条可用于任何焊接位置,数字2表示熔融金属流动性非常好,只能用于平焊或角缝焊,数字4表示焊条可以用于立向下焊,数字`3不再使用;X化学成份,表示焊条药的组织和性能,药决定了可焊性和推荐的电流类别AC交流、DCEP直流反接、DCEN直流正接,焊条最后一个数字为5、6和8表示为“低氢焊条”,应贮存于烘箱内,温度150-350℉范围,潮湿度低于0。
2%。
,不低于250℉(120℃)的烘箱中.EXXT—X:E表示焊丝,第一位强度,第二位是位置,T是管状焊丝,最后是极性分类药芯焊丝焊气体包括:Co2或75%氩气+25%Co2,其它的混合气体也可适用。
五、焊接接头:对接、角接、T形、搭接、端接接头.六、圆整惯例:四舍五入;七、转换系数:面积尺寸:mm2=6。
452*102in2; in2=1。
550*10—3mm2电流密度:A/mm2=1。
550810—3A/in2; A/in2=6。
常用银钎料对照表
常用银钎料对照表:
HYAg-50B银焊条(银焊丝,银焊片),熔化温度:690-775 用于电子、食品及承受振动载荷场合下材料的焊接。
HYAg-47B银焊条(银焊丝,银焊片)熔化温度:663-730 综合性能好,有优良的韧性和渗透性,抗拉强度好。
常用于机电、食品及表面光洁要求较高零件的钎焊。
HYAg-45B银焊条(银焊丝,银焊片)熔化温度:645-680 工艺性能佳,接头可承受震动负荷,是应用最广的银材料
HYAg-40B银焊条(银焊丝,银焊片)熔化温度:600-630 熔点低,工艺优良,适用淬火钢和小薄件另件的钎焊。
HYAg-35B银焊条(银焊丝,银焊片)熔化温度:607-702 适用于换热器焊接。
HYAg-30B银焊条(银焊丝,银焊片)熔化温度:677-766 熔点稍高,接头有较好韧性,可钎焊铜、铜合金、钢等材料。
HYAg-25B银焊条(银焊丝,银焊片)熔化温度:700-800 低廉的无镉钎料,较好的润湿性和填充能力,但熔点提起高,可钎焊铜、铜合金、钢等材料。
HYAg-20B银焊条(银焊丝,银焊片)熔化温度:620-760 熔化范围适中,润湿性和填充好,可焊铜、铜合金、钢等大都份材料,成本低廉,经济实用。
钎焊焊料规格和相关参数对照表

665-755
Ag30、Cu、Zn、Sn
Brazing of copper, copper alloys, steel and stainless steel etc、
钎焊铜及铜合金、钢及不锈钢等
L325
Wire & rod
丝
645-685
Ag45、Cu、Zn、Sn
Brazing of copper, copper alloys, steel and stainless steel etc、
涂药丝
660-725
Ag45 Cu30
Zn Rem、
L303 coated with flux, the same application as L303、
外涂钎剂的L303,用途与L303相同
BAg-5
L304
Foil
箔
690-775
Ag50 Cu34
Zn Rem、
Brazing of copper, copper alloys and steel etc、
钎焊铜及铜合金、钢等
BAg-6
L308
Wire & rod
丝
779-780
Ag72 Cu Rem、
Brazing of copper and nickel under vacuum or reducing protective atmosphere、
铜与镍的真空或还原保护气氛钎焊
BAg-8
L312
Wire & rod
钎焊硬质合金刀具
Copper
phosphorus
铜磷
L201
Cast rod, wire & rod, powder
材料焊接对照表
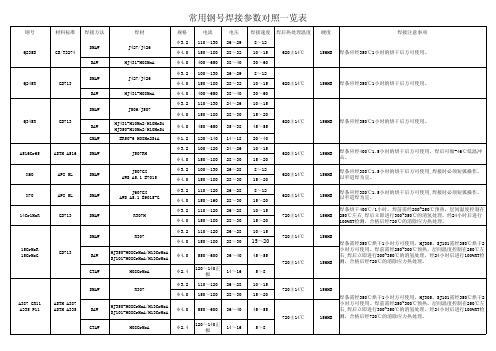
常用钢号焊接参数对照一览表钢号材料标准焊接方法焊材规格电流电压焊接速度焊后热处理温度硬度焊接注意事项Q235B GB/T3274SMAW J427/J426φ3.2110~13026~298~12620±14℃156HB焊条应经350℃1小时的烘干后方可使用。
φ4.0150~18028~3210~15SAW HJ431-H08MnAφ4.0400~65038~4030~60Q245R GB713SMAW J427/J426φ3.2100~13026~298~12620±14℃156HB焊条应经350℃1小时的烘干后方可使用。
φ4.0150~18028~3210~15SAW HJ431-H08MnAφ4.0400~65038~4030~60Q345R GB713SMAW J506/J507φ3.2110~13024~2610~15620±14℃156HB焊条应经350℃1小时的烘干后方可使用。
φ4.0150~18028~3015~20SAWHJ431-H10Mn2/H10MnSiHJ350-H10Mn2/H10MnSiφ4.0450~65035~3845~55GMAW ER50-6 H08Mn2SiAφ1.2120~14014~1820~40A516Gr65ASTM A516SMAW J507RH φ3.2100~12024~2610~15620±14℃156HB焊条应经400℃1.5小时的烘干后方可使用,焊后可做-46℃低温冲击。
φ4.0150~18028~3015~20X60API 5L SMAWJ507GXAWS A5.1 E7015φ3.2100~13026~288~12620±14℃156HB焊条应经380℃1.5小时的烘干后方可使用,焊接时必须短弧操作,以窄道焊为宜。
φ4.0150~18028~3015~20X70API 5L SMAWJ607GXAWS A5.1 E9015-Gφ3.2110~12026~288~12620±14℃156HB焊条应经380℃1.5小时的烘干后方可使用,焊接时必须短弧操作,以窄道焊为宜。
QMK-J59.026-2011 钎焊焊料技术条件(含AM1)

钎焊焊料技术条件版本:AM1美的集团家用空调事业本部发布钎焊焊料技术条件1范围本标准规定了铜基钎焊焊料(简称钎料)的分类、牌号、技术要求、试验方法及标志、包装、贮存和运输等;标准内容中除特殊说明外,钎焊焊料统一简称为钎料。
本标准适用于美的家用空调事业本部空调器制冷系统用钎料。
2规范性引用文件下列文件中的条款通过本标准的引用而成为本标准的条款。
凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。
凡是不注日期的引用文件,其最新版本适用于本标准。
GB/T5121.1 铜及铜合金化学分析方法第1部分:铜含量的测定GB6418 铜基钎料GB11363 钎焊接头强度试验方法GB11364 钎料润湿性试验方法QMK-J11.001逐批检查计数抽样程序及抽样表—进货检验QML-J11.006 产品中限制使用有害物质的技术标准QML-J11.014 限制使用多环芳烃PAHs 的技术标准QMK-J11.015 REACH法规要求技术标准3分类及牌号3.1按钎料化学成分分类a)铜磷钎料,牌号表示为BCu93P和BCu93P-R。
b)含银钎料,牌号表示为BCu91PAg、BCu92PAg-R和BCu88PAg、BCu89PAg。
c)银基钎料,牌号表示为HLAgCu40-35和HLAgCu30-35(TS-25Z)(主要用在钢和铜的连接)。
d)银基钎料,牌号表示TS-15T(适用于钢与钢之间的焊接)。
e)铜铝钎料,牌号表示DW-110(适用于铜与铝之间的焊接)。
3.2按钎料形状分类:焊条、焊环、焊丝。
4技术要求及试验方法4.1一般要求4.1.1钎料应符合本标准要求,并应按规定程序批准的图样和技术文件制造。
4.1.2每批钎料由同一品种、牌号、规格和供货状态的钎料组成。
4.1.4钎料应具有良好的钎焊工艺性。
在合适的钎焊工艺条件下,钎缝表面不应有未熔化的残留物。
金属焊接母材焊材对照

SB46M、STBA12、 STBA13、STBA20、 STPA12、STPA20、
SCMV2、SCVM3
SPA-H
SCPH23
15Mo3、16Mo5
13CrMo44、 14MoV63、 16CrMo44、
20CrMo5
13CrMoV42、 22CrMo44
16M
12CrMo、 15CrMo
12Cr2MoWVTiB、12Cr3MoWVTiB、
门)SA335P92
A335P5、A335P9 STBA25、STBA26、
、A335P91、 STPA25、STPA26、
A335P92
SCMV6
S12CrMo91、 X12CrMoV121 X20CrMoWV121
15X5M
马氏体不 锈钢
铁素体不 锈钢
1Cr13、2Cr17 0Cr13、1Cr17
×(R707)
E2-11MoVNi-××
(R807)
E2-11MoVNiW-××
(R817)E9015-b9(R707)
CM-9cb (R707)
FOXC9MV
(707)
TIG-R71 TIG-R82 TGS-9cb C9MV-IG ER90S-B9
共2页第4页
电站典型钢材焊材对照表
焊条
焊丝
预热 热处理 (℃) (℃)
E5MoV-××(R507)
E9Mo-×
×(R707)
E2-11MoVNi-××
(R807)
E2-11MoVNiW-××
(R817)E9015-b9(R707)
CM-9cb (R707)
FOXC9MV
(707)
TIG-R71 TIG-R82 TGS-9cb C9MV-IG ER90S-B9
焊料厂和焊料的牌号规格

6.5-7.5
9.0-11.0
余量
5.0-7.0
-
585-647
熔点很低,钎焊工艺性能较好,适宜于电子器件中银触点和铜合金的钎焊
CuNiMn
-
-
-
余量
5.5-6.5
29.5-30.5
860-900
熔点较高,强度高,润湿性好,适宜于钢、高温合金及硬质合金的钎焊(适用于炉中钎焊)
银基(含In)钎料
牌号
镇江神州合金
银基(三元系)钎料
牌号
国家牌号
化学成分
熔化温度℃
特性/用途
Ag
Cu
Zn
Ag10
-
9.0~11.0
52.0~54.0
余量
815~850
价格便宜,但钎焊温度较高,接头塑性较差,适宜于钎焊要求较低的铜合金,钢等
Ag25
B-Ag25CuZn
24.0~26.0
40.0~42.0
余量
700~800
钎焊温度稍高,润湿性及填缝能力好,适宜于钎焊铜合金,钢等
29~31
35~37
余
1.5~2.5
/
/
665
755
BAg130(ISO)
BAg34CuZnSn
33~35
35~37
余
2.0~3.5
/
/
630
730
BAg-7b(JIS)
BAg37CuZnSnSi
36~38
30~32
余
0.8~1.5
/
/
650
740
BAg38CuZnSn
37~39
35~37
余
1.5~2.5
常用钢材焊材选发用表(钢材焊材对照表)
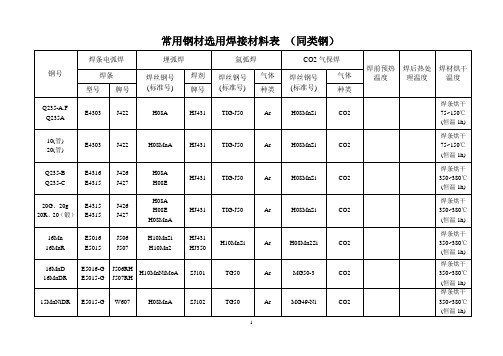
常用钢材选用焊接材料表(同类钢)常用钢材选用焊接材料表(同类钢)常用钢材选用焊接材料表(同类钢)常用钢材选用焊接材料表(异种钢)常用钢材选用焊接材料表(异种钢)常用钢材选用焊接材料表(异种钢)常用钢材选用焊接材料表(异种钢)常用钢材选用焊接材料表(异种钢)锅炉常用钢材钢号分类表容器常用钢材分类表容器常用钢材分类表(续)器常用钢材分类表(续)焊接材料选用标准2016-0518(代替2011-0816)151617181920焊接材料选用表中的注解(1) E4303(J422)焊条只适用于第一类压力容器中的非重要结构件.(2)序号2-3项钢号工件如果焊后需进行正火温度范围内热加工时,埋弧自动焊选用H10Mn2焊丝。
(3)SJ101烧结焊剂可用于序号5-7项钢号工件壳体纵、环缝窄间隙埋弧自动焊。
(4)E5515-G(J557) 焊条适用于焊后需进行正火温度范围内热加工的5项钢号的工件。
(5)序号5项钢号工件如果焊后需进行正火温度范围内热加工时,埋弧自动焊焊丝选用H08MnMoA焊丝;序号5-6项钢号当工件板厚≥60mm时,电渣焊选用H10Mn2MoA焊丝。
(6)序号6-7项,9项钢号工件,如果焊后需进行正火温度范围内热加工时,手弧焊选用E6015-D1(J607)焊条,埋弧自动焊选用H08Mn2MoA焊丝。
(7)序号11项钢号工件如果焊后需进行正火温度范围内热加工时,手弧焊应选用E7015-D2(J707)焊条,埋弧自动焊选用H08Mn2NiMoA焊丝,电渣焊选用焊丝原则:当壳体进行正火+回火热处理时选用H10Mn2NiMoA焊丝当壳体进行淬火+回火热处理时选用H10Mn2MoA焊丝(8)序号13项钢号工件,如果焊后需进行正火温度范围内热加工时,手弧焊应选用E7015-G(J707Ni)焊条,埋弧自动焊选用H10Mn2NiMoA焊丝。
(9)E7015-G(J707Ni)焊条亦适用于低温容器和要求冲击韧性高的重要结构。
钎焊作业指导书
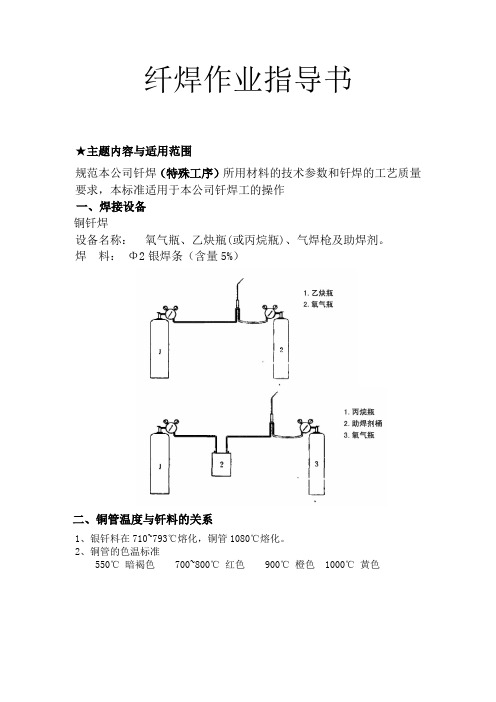
纤焊作业指导书★主题内容与适用范围规范本公司钎焊(特殊工序)所用材料的技术参数和钎焊的工艺质量要求,本标准适用于本公司钎焊工的操作一、焊接设备铜钎焊设备名称:氧气瓶、乙炔瓶(或丙烷瓶)、气焊枪及助焊剂。
焊料:Φ2银焊条(含量5%)二、铜管温度与钎料的关系1、银钎料在710~793℃熔化,铜管1080℃熔化。
2、铜管的色温标准550℃暗褐色 700~800℃红色 900℃橙色 1000℃黄色3、接头安装钎焊的接头形式有对接、搭接、T型接、卷边拉及套接等方式,制冷系统所采用的均为套接方式,不得采用其它接头方式。
1)钎焊间隙钎焊接头的安装须保证合适均匀的钎缝间隙,针对所使用的银钎料,要求钎缝间隙(单边)在0.05mm~0.20mm之间。
间隙过大:会破坏毛细作用而影响钎料在钎缝中的均匀铺展,另外,过大的间隙也会在受压或振动下引起焊缝破裂和出现半堵或堵现象;间隙过小:会防碍液态钎料的流入,使钎料不能充满整个钎缝使接头强度下降;钎缝间隙不均匀:会妨碍液态钎料在钎缝中的均匀铺展,从而影响钎焊质量。
2)套接长度用扩口器敲入到铜管胀管锥面2-3mm(敲入时要保证垂直、用力均匀,确保孔的圆柱度,为小弯头和配管接入作准备)扩口器倾斜√×根据蒸发器、冷凝器的图纸将小弯头及进出液管插入铜管中,(对准圆心插入),插入的长度约为5-6mm√√××.对于套接形式的钎焊接头,选择合适的套接长度是相当重要的。
一般铜管的套接长度在5mm-15mm,(注:壁厚大于0.6mm直径大于8mm的管,其套接长度不应小于8mm);若套接管长度过短易使接头强度(主要指疲劳特性和低温性能)不够,更重要的是易出现焊堵现象。
4、安装检验接头安装完毕后,应检验钎焊接头是否的变形、破损及套接长度是否合适,如图所示不良接头应力求避免,若出现不良接头应拆除重新安装后方可焊接。
间距在1.2mm这里是以铜管的套接为例来说明接头安装检验,铜管与法兰的套接与此相同。
钎焊料选用规范
6.7试验方法:钎料的化学分析方法按相关的化学分析方法标准执行。
6.8检验规则
6.8.1入厂检验项目:外观、尺寸。
6.8.2型式试验
a.型式试验项目:样件的爆破试验、样件的解剖试验;
b.型式试验样件:每个测试项目3件;
c.在下列情况之一时,应进行型式试验:
c-1新产品的试制、鉴定、定型;
-
29.0-31.0
≤0.15
6.4钎焊料熔区及推荐参考温度见表4
表4
国际牌号
参考值
固相线(℃)
液相线(℃)
推荐参考温(℃)
BCu89PAg
645
770
705-815
BCu91PAg
645
790
732-815
BAg35CuZn
650
740
743-843
BAg45CuZn
660
743
743-843
6.5钎料表面应光洁,不应有影响钎焊性能的油污、夹杂物、起皮、分层和裂纹等缺陷。
3.0定义
无
4.0输入
钎焊料选用规范
5.0输出
符合要求的钎焊料
6.0工作程序
6.1钎料分类及牌号见表1
优先选用:BCu89PAg(5%Ag),用于紫铜与紫铜钎焊;BAg35CuZn (35%Ag),用于紫铜与黄铜或紫铜与不锈钢钎焊。
表1
分类
国标牌号
含银量
银磷铜钎料
BCu89PAg
5%
BCu91PAg
第三层次文件
钎焊料选用规范
文件编号:LH-WI-A-11
版次:A.0
生效日期:2019-09-20
编制:日期:
钎焊焊料规格和相关参数对照表

Copper
phosphorus
铜磷
L201
Cast rod, wire & rod, powder
铸条、丝、粉
710-800
P7 Cu Rem.
Brazing of copper and copper alloys.
钎焊铜及铜合金
BCuP-2
L204
Cast rod, wire
铸条、丝
钎焊铜及铜合金、钢及不锈钢等
BAg-1a
L321
Wire & rod
丝
615-650
Brazing of copper, copper alloys, steel and stainless steel etc.
钎焊铜及铜合金、钢及不锈钢等
BAg-7
L323
Wire & rod
丝
665-755
Brazing of copper, copper alloys, steel and stainless steel etc.
钎焊焊料规格、熔点、成分表
Category
类别
Trade-mark
牌号
Specification
规格
Melting
Point
熔点(℃)
Chemical
composition
主要成份(%)
Application
用途
Equivalent
to AWS
相当AWS
Copper
zinc
铜锌
L103
Wire & rod
Cu Rem.
Brazing of copper and copper alloys.
焊料厂和焊料的牌号规格

余
2.7~3.3
/
1.3~1.65
630
640
BAg50CuZnNiSn
49~51
20.5~22.5
余
0.7~1.3
/
0.3~0.65
650
670
注:上述牌号的钎料可加工成不同规格和形状的焊条、焊环、圈丝、带材等产品
55~57
26.25~28.25
/
13.5~15.5
2.0~2.5
600
710
BAg63CuSnNi
62~64
27. 5~29. 5
/
5.0~7.0
2.0~3.0
690
800
BAg-21(AWS、JIS)
注:上述牌号的钎料可加工成不同规格和形状的焊条、焊环、圈丝、带材等产品
牌号
化学成份WT%
熔化温度/℃(参考值)
645-790
钎料工艺性能好,适宜于电冰箱、空调器、电机和仪表等行业中铜和铜合金的钎焊
CuAg5
BCu89PAg
5.8-6.7
4.8-5.2
余量
645-815
钎焊接头的强度、塑性、导电性及漫流性较好,适用于铜及铜合金的钎焊
CuAg15
BCu80PAg
4.8-5.3
14.5-15.5
余量
645-800
适宜于钎焊要求比BCu89PAg高的场合
CuAg20
-
5.8-6.3
19-21
余量
645-710
适宜于钎焊要求比BCu89PAg高的场合
CuAg25
-
4.5-5.5
24.5-25.5
余量
645-710
钎焊作业指导书
钎焊作业指导书纤焊作业指导书★主题内容与适用范围规范本公司钎焊(特殊工序)所用材料的技术参数和钎焊的工艺质量要求,本标准适用于本公司钎焊工的操作一、焊接设备铜钎焊设备名称:氧气瓶、乙炔瓶(或丙烷瓶)、气焊枪及助焊剂。
焊料:Φ2银焊条(含量5%)二、铜管温度与钎料的关系1、银钎料在710~793℃熔化,铜管1080℃熔化。
2、铜管的色温标准550℃暗褐色 700~800℃红色 900℃橙色 1000℃黄色3、接头安装钎焊的接头形式有对接、搭接、T型接、卷边拉及套接等方式,制冷系统所采用的均为套接方式,不得采用其它接头方式。
1)钎焊间隙钎焊接头的安装须保证合适均匀的钎缝间隙,针对所使用的银钎料,要求钎缝间隙(单边)在0.05mm~0.20mm之间。
间隙过大:会破坏毛细作用而影响钎料在钎缝中的均匀铺展,另外,过大的间隙也会在受压或振动下引起焊缝破裂和出现半堵或堵现象;间隙过小:会防碍液态钎料的流入,使钎料不能充满整个钎缝使接头强度下降;钎缝间隙不均匀:会妨碍液态钎料在钎缝中的均匀铺展,从而影响钎焊质量。
2)套接长度用扩口器敲入到铜管胀管锥面2-3mm(敲入时要保证垂直、用力均匀,确保孔的圆柱度,为小弯头和配管接入作准备)扩√×根据蒸发器、冷凝器的图纸将小弯头及进出液管插入铜管中,(对准圆心插入),插入的长度约为5-6mm√√××.对于套接形式的钎焊接头,选择合适的套两铜管间接长度是相当重要的。
一般铜管的套接长度在5mm-15mm,(注:壁厚大于0.6mm直径大于8mm的管,其套接长度不应小于8mm);若套接管长度过短易使接头强度(主要指疲劳特性和低温性能)不够,更重要的是易出现焊堵现象。
4、安装检验接头安装完毕后,应检验钎焊接头是否的变形、破损及套接长度是否合适,如图所示不良接头应力求避免,若出现不良接头应拆除重新安装后方可焊接。
这里是以铜管的套接为例来说明接头安装检验,铜管与法兰的套接与此相同。
感应器钎焊用的焊料与焊剂有哪些?如何选用?

感应器钎焊用的焊料与焊剂有哪些?如何选用?感应器上用的本体、喷液器等金属件绝大部分为纯铜、黄铜,还有不锈钢与硬质合金。
焊料主要为铜焊料、黄铜焊料、银铜焊料与锡焊料,前三种焊料钎焊温度高于500℃,称为硬钎焊(或铜焊),后面一种称为软钎焊(或锡焊)。
感应器硬钎焊用焊材成分、熔点与应用见表1,感应器软钎焊用焊材成分、熔点与应用见表2。
表1 感应器硬钎焊用焊材成分、熔点与应用名称及牌号主要化学成分(质量分数,%)熔点/℃应用金属Ag Cu Zn Cd 其余银焊丝LAg8 7~9 55 36~38 860 Fe、Cu 银焊丝LAg12 11~13 52 35~37 830 Fe、Cu 银焊丝 LAg 15 14~16 49 23~29 8~12 770 Fe、Cu 银焊丝 LAg 20 19~21 32 23~25 13~17 750 Fe、Cu 银焊丝 LAg 25 24~26 43 19~25 780 Fe、Cu 银焊丝 Lag44 43~45 32 23~25 730 Fe、Cu 铜焊丝SCu 98 Ag+Mn+Ni=2 1070 Cu黄铜焊丝41~43 56~59 845 Ni、Cu表2 感应器软钎焊用焊材成分、熔点与应用名称及牌号主要化学成分(质量分数,%)熔点∕℃应用金属Sn Sb Fe Cu+As+Ni Pb锡焊丝LPb98.5 98.5 320 Cu及其合金锡焊丝LSn40 40 2.7 0.08 0.16 其余223 Cu及其合金锡焊丝 LSn50 50 3.3 0.09 0.18 其余200 Cu及其合金锡焊丝 LSn60 60 3.2 0.10 0.20 其余185一般根据钎焊部位选用焊料。
导电部分的接头最好用银焊,因为银焊料的电导率(IACS)较高,如w(Ag)=72%,w(Cu)=28%的焊料,电导率达到87%。
另一因素考虑的是焊料的液相点,如w (Ag)=45%,w(Cu)=15%,w(Zn)=16%,w(Cd )=14%的焊料则具有较低的液相点620℃。
常规焊接方法焊接参数选择
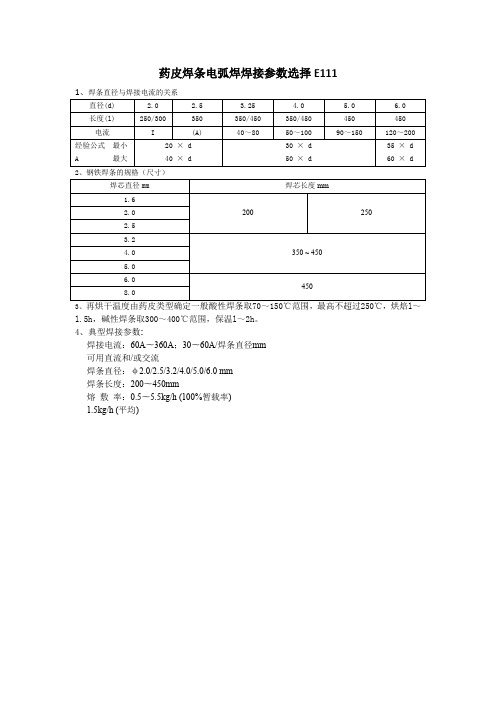
药皮焊条电弧焊焊接参数选择E1112、钢铁焊条的规格(尺寸)3、再烘干温度由药皮类型确定一般酸性焊条取70~150℃范围,最高不超过250℃,烘焙l~l.5h,碱性焊条取300~400℃范围,保温l~2h。
4、典型焊接参数:焊接电流:60A〜360A;30〜60A/焊条直径mm可用直流和/或交流焊条直径:φ2.0/2.5/3.2/4.0/5.0/6.0 mm焊条长度:200〜450mm熔敷率:0.5〜5.5kg/h (100%暂载率)1.5kg/h (平均)钨极惰性气体保护焊焊接参数选择TIG141推荐的电流范围与电极直径的关系(EN26840 TIG 焊和等离子切割钨极)熔化极活性气体保护焊焊接参数选择MIG135/MAG136 1、焊接参数(钢,富氩混合气体)2、适用于在富氩混合气体(例Ar + 18%CO2)保护条件下普通结构钢的焊接。
3、焊丝干伸长度埋弧焊焊接参数选择UP12典型的焊接参数:焊丝直径Φ=4 ㎜、焊接电流I=600A 、焊接电压V=30V 、焊速V=55 ㎝/min 选择焊接电流的经验公式: I=100~200×焊丝直径。
估计熔深的经验公式: I 型焊缝, 熔深≈1㎜/100AY 型焊缝,熔深≈0.7㎜/100A1、纵缝焊接管管线可用于近海工作中,图5 为典型的纵缝焊接管的坡口形式。
a)焊缝内坡口加工b)内坡口焊接 埋弧焊单丝焊I=500A ;U=29V ;V=50cm/minc)焊缝外坡口加工d)外侧焊接埋弧焊单丝焊(双层)I=500A ;U=29V ;V=50cm/min纵缝焊接管长度可达12m ,通常使用细晶粒结构钢,为此应严格控制热输入量,注意选择合适的焊接填充材料和焊剂,焊剂使用前必须烘干,表3 列出了细晶粒结构钢焊接材料要点。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Cast rod, wire
铸条、丝
684-710
P7 Ag2
Cu Rem.
Brazing of copper and copper alloys.
钎焊铜及铜合金。
BCuP-6
Silver
base
银基
L302
Wire & rod
丝
745-775
Ag25 Cu40
Zn Rem.
Brazing of copper, copper alloys, steel and stainless steel etc.
Pb Rem.
Soldering of copper, copper alloys and galvanized iron plain sheet.
铜及铜合金、镀锌铁皮的钎焊。
18Sn
L602
Wire & rod
丝
183-256
Sn30 Sb2
Pb Rem.
Soldering of copper, brass, copper alloys and galvanized iron plain sheet.
丝
595-605
Ag40.Cu.Zn.Cd
Brazing of copper, copper alloys, steel and stainless steel etc.
钎焊铜及铜合金、钢及不锈钢等
L313
Wire & rod
丝
625-635
Ag50.Cu.Zn.Cd
Brazing of copper, copper alloys, steel and stainless steel etc.
钎焊铜及铜合金、钢及不锈钢等
BAg-1a
L321
Wire & rod
丝
615-650
Ag56.Cu.Zn.Sn
Brazing of copper, copper alloys, steel and stainless steel etc.
钎焊铜及铜合金、钢及不锈钢等
BAg-7
L323
Wire & rod
钎焊硬质合金刀具
Copper
phosphorus
铜磷
L201
Cast rod, wire & rod, powder
铸条、丝、粉
710-800
P7 Cu Rem.
Brazing of copper and copper alloys.
钎焊铜及铜合金
BCuP-2
L204
Cast rod, wire
铸条、丝
粉
970-1000
Cr7 B3 Si4
Ni Rem.
Brazing of stainless steel under vacuum or protective atmosphere.
不锈钢真空或保护气氛钎焊
BNi-2
钎焊铜及铜合金、钢及不锈钢等
BAg-36
L326
Wire & rod
丝
650-720
Ag38.Cu.Zn.Sn
Brazing of copper, copper alloys, steel and stainless steel etc.
钎焊铜及铜合金、钢及不锈钢等
BAg-34
Aluminum base
钎焊铜及铜合金、钢及不锈钢等
L303
Wire & rod
丝
660-725
Ag45 Cu30
Zn余
Brazing of copper, copper alloys, steel and stainless steel etc.
钎焊铜及铜合金、钢及不锈钢等
BAg-5
L303F
Flux coated rod
涂药丝
660-725
Ag45 Cu30
Zn Rem.
L303 coated with flux, the same application as L303.
外涂钎剂的L303,用途与L303相同
BAg-5
L304
Foil
箔
690-775
Ag50 Cu34
Zn Rem.
Brazing of copper, copper alloys and steel etc.
Sn90 Sb≤0.15
Pb Rem.
Soldering of copper and steel for food and medicine field.
食品、医疗所需铜、钢等金属的钎焊
90Sn
L605
Wire & rod
丝
232-240
Ag5 Sn95
Soldering of copper and steel for electrical and food field.
铜、黄铜、铁、镀锌铁皮的钎焊
30Sn
L603
Wire & rod
丝
183-235
Sn40 Sb2
Pb Rem.
Soldering of copper, copper alloys, steel and zinc parts.
铜及铜合金、钢、锌制零件的钎焊
40Sn
L604
Wire & rod
丝
183-222
钎焊焊料规格、熔点、成分表
Category
类别
Trade-mark
牌号
Specification
规格
Melting
Point
熔点(℃)
Chemical
composition
主要成份(%)
Application
用途
Equivalent
to AWS
相当AWS
Copper
zinc
铜锌
L103
Wire & rod
பைடு நூலகம்Cu Rem.
Brazing of copper and copper alloys.
钎焊铜及铜合金
BCuP-3
L207
Cast rod, wire & rod
铸条、丝
640-770
P7 Ag5
Cu Rem.
Brazing of copper and copper alloys.
钎焊铜及铜合金
BCuP-7
铝及铝合金的钎焊
Tin lead
锡铅
L600
Wire & rod
丝
183-185
Sn60 Sb≤0.8
Pb Rem.
Soldering of fusible metals and heat-treated part.
易熔金属及热处理件的钎焊
60Sn
L601
Wire & rod
丝
183-227
Sn18 Sb2
电器、食品所需铜、钢等金属的钎焊
L608
Wire & rod
丝
295-305
Sn5.5 Ag2.5
Pb Rem.
Soldering of copper, copper alloys, steel and stainless steel.
铜及铜合金、钢及不锈钢的钎焊
Nickel base
镍基
L702
Powder
钎焊铜及铜合金、钢等
BAg-6
L308
Wire & rod
丝
779-780
Ag72 Cu Rem.
Brazing of copper and nickel under vacuum or reducing protective atmosphere.
铜和镍的真空或还原保护气氛钎焊
BAg-8
L312
Wire & rod
丝
885-888
Cu54 Zn Rem.
Brazing of copper, bronze and steel, subjected to low load.
钎焊铜、青铜和钢等受力不大工件
L104
Foil
箔
890-930
Cu57 Mn2
Co2 Zn Rem.
Brazing of carbide cutting tool.
640-815
P5 Ag15
Cu Rem.
Brazing of copper, copper alloys, silver and molybdenum etc.
钎焊铜及铜合金、银、钼等金属。
BCuP-5
L205
Cast rod, wire & rod, powder
铸条、丝、箔
640-800
P6 Ag5
铝基
L400
Cast rod, wire & rod
铸条、丝
577-582
Si11.5
Al Rem.
Brazing of aluminum and aluminum alloys.
铝及铝合金的钎焊
BAlSi-4
L401
Cast rod
铸条
525-535
Si5 Cu28
Al Rem.
Brazing of aluminum and aluminum alloys.
丝
665-755
Ag30.Cu.Zn.Sn
Brazing of copper, copper alloys, steel and stainless steel etc.
钎焊铜及铜合金、钢及不锈钢等
L325
Wire & rod
丝