锂电池铝塑膜及其冲压成型工艺
[干货]--一文看懂软包锂离子电池制作工艺流程
![[干货]--一文看懂软包锂离子电池制作工艺流程](https://img.taocdn.com/s3/m/a89f6eb6f90f76c661371a8a.png)
[干货] 一文看懂软包锂离子电池制作工艺流程本文授权转载自知乎,作者:黄药师导读:在知乎上有题主提出了关于锂离子电池不同封装方式对比的问题,作者黄药师根据其本人在软包电池的多年从业经验中做出了一篇关于软包锂离子电池封装方式的回答(原文及其他问答,可以点击“阅读原文”),也顺带给大家科普了一下软包锂离子电池的工艺流程。
大家有兴趣可以阅读了解一下。
1、软包电芯所谓的软包电芯,其实就是使用了铝塑包装膜作为包装材料的电芯。
相对来说,锂离子电池的包装分为两大类,一类是软包电芯,一类是金属外壳电芯。
金属外壳电芯又包括了钢壳与铝壳等等,近年来由于特殊需要有的电芯采用塑料外壳的,也可以划为此类。
二者的差别出了外壳材料不同,决定了其封装方式也不同。
软包电芯采用的是热封装,而金属外壳电芯一般采用焊接(激光焊)。
软包电芯可以采用热封装的原因是其使用了铝塑包装膜这种材料。
2、铝塑包装膜铝塑包装膜(简称铝塑膜)的构成见图,其截面上来看有三层构成:尼龙层、Al层与PP层。
三层各有各的作用,首先尼龙层是保证了铝塑膜的外形,保证在制造成锂离子电池之前,膜不会发生变形。
Al层就是一层金属Al构成,其作用是防止水的渗入。
锂离子电池很怕水,一般要求极片含水量都在PPM级,所以包装膜一定能够挡住水气的渗入。
尼龙不防水,无法起到保护作用。
而金属Al在室温下会与空气中的氧反应生成一层致密的氧化膜,导致水气无法渗入,保护了电芯的内部。
Al 层在铝塑膜成型的时候还提供了冲坑的塑性,这个详见第3点。
PP是聚丙烯的缩写,这种材料的特性是在一百多摄氏度的温度下会发生熔化,并且具有黏性。
所以电池的热封装主要靠的就是PP层在封头加热的作用下熔化黏合在一起,然后封头撤去,降温就固化黏结了。
铝塑膜看上去很简单,实际做起来,如何把三层材料均匀地、牢固地结合在一起也不是那么容易的事。
很遗憾的是,现在质量好的铝塑膜基本上都是日本进口的,国产的不是没有,但质量还有待改进。
铝塑膜:干法和热法工艺对比(日本昭和VS日本DNP)

铝塑膜:干法和热法工艺对比(日本昭和VS日本DNP)目前国内外锂电池铝塑膜的生产工艺主要有两种:以日本昭和为代表的干法生产工艺和以日本DNP为代表的热法生产工艺。
铝塑复合膜(铝塑膜)是软包装锂电池电芯封装的关键材料,单片电池组装后用铝塑膜密封,形成一个电池,铝塑膜起保护内容物的作用。
干法铝塑膜和热法铝塑膜制造工艺的区别在于,干法铝塑膜是由铝箔和CPP直接用胶黏压合,优点是冲深性能好;热法是铝箔和CPP 之间用MPP接着,然后缓慢升温热压合,优点是耐电解液和抗水性较好。
铝塑膜结构一、外层:一般为尼龙层。
1.是保护中间层、减少划痕及脏物浸染、确保电池具有良好的外观;2.是阻止空气尤其是氧气的渗透,维持电芯内部的环境;3.是保证包装铝箔具备良好的形变能力。
有时候也会以PET代替尼龙以具有更好的耐化学腐蚀性能,但这会导致铝塑膜的冲坑深度降低。
二、中间层:具有一定的厚度和强度,可以防止水汽渗透及外部对电芯的损伤,最主流的是采用铝箔材;三、内层:主要起封装、绝缘、阻止Al layer与电解质接触等作用,主要采用PP层材料;四、装饰或者特殊保护层:为了改善电池的外观光泽,有时候还会在PET/尼龙外面加一个亚光层,但这会导致铝塑膜价格显著上升。
铝塑膜的结构按照生产工艺方法方法分为昭和干法和DNP热法。
干法生产工艺是日本昭和和日本索尼共同研发出来的,由于索尼的电解液是固态的,不需要铝塑膜耐电解液性能,因此日本昭和的干法工艺中使用到了接着剂,而接着剂的耐电解性能比较差,这在一定程度上影响了锂电池铝塑膜的使用寿命。
热法生产工艺是由日本DNP和日本尼桑公司为了生产汽车用电芯而共同开发的铝塑膜产品,在耐电解性能方面优于日本昭和。
日本藤森锂电池铝塑膜的生产过程中也采用了日本DNP的热法技术,2011年日本藤森开始进入中国市场。
但是目前日本藤森的产品不能用于出口电芯,主要原因是技术方面抄袭日本DNP,出口产品会受到专利的限制。
什么是锂电池铝塑膜它的作用是什么

什么是锂电池铝塑膜它的作用是什么锂电池铝塑膜是一种用于锂电池的隔膜材料。
锂电池是一种重要的再充电电池,广泛应用于电动车、手机、笔记本电脑等便携式电子设备中。
锂电池的正负极之间需要隔离以防止短路,而锂电池铝塑膜就是用来起到这个隔离作用的。
锂电池铝塑膜由铝箔、聚乙烯、胶黏剂等材料层层叠加而成。
它的作用是防止正负极直接接触,阻止电流的穿过,同时允许锂离子通过。
锂离子在充放电过程中在正负极之间来回迁移,生成电流,实现电能的充电和释放。
锂电池铝塑膜具有以下几个重要的作用:1.防止短路:由于锂电池的正负极需要紧密贴合,如果没有隔膜材料,就会发生短路现象。
铝塑膜能够有效隔离正负极,防止短路,确保电池的正常工作。
2.保护正负极:锂电池的正负极材料容易与空气中的湿度、氧气发生反应,导致腐蚀和损坏。
铝塑膜能够对正负极进行有效的隔离,减少与外界环境的接触,延长电池的使用寿命。
3.兼具导电性和隔膜性:铝塑膜不仅能够阻止电流的穿过,防止正负极短路,还能够允许锂离子通过。
锂离子在充放电过程中,可以通过铝塑膜来完成正负极之间的迁移,实现电池的充放电。
4.提高电池的稳定性和安全性:铝塑膜能够提高锂电池的稳定性和安全性。
电池内部的金属箔在充放电过程中容易生锈,而铝塑膜能够隔离金属箔与电解液的接触,减少金属箔的氧化反应,从而提高电池的稳定性和安全性。
总之,锂电池铝塑膜是锂电池中非常重要的隔膜材料,具有阻止正负极短路、保护正负极、兼具导电性和隔膜性、提高电池的稳定性和安全性等多种作用。
它的应用促进了锂电池技术的发展,并且在现代电子设备中起到了至关重要的作用。
揭秘!锂电池制造工艺全解析

揭秘!锂电池制造工艺全解析锂电池结构锂离子电池构成主要由正极、负极、非水电解质和隔膜四部分组成。
目前市场上采用较多的锂电池主要为磷酸铁锂电池和三元锂电池,二者正极原材料差异较大,生产工艺流程比较接近但工艺参数需变化巨大。
若磷酸铁锂全面更换为三元材料,旧产线的整改效果不佳。
对于电池厂家而言,需要对产线上的设备大面积进行更换。
锂电池制造工艺锂电池的生产工艺比较复杂,主要生产工艺流程主要涵盖电极制作的搅拌涂布阶段(前段)、电芯合成的卷绕注液阶段(中段),以及化成封装的包装检测阶段(后段),价值量(采购金额)占比约为(35~40%):(30~35)%:(30~35)%。
差异主要来自于设备供应商不同、进口/国产比例差异等,工艺流程基本一致,价值量占比有偏差但总体符合该比例。
锂电生产前段工序对应的锂电设备主要包括真空搅拌机、涂布机、辊压机等;中段工序主要包括模切机、卷绕机、叠片机、注液机等;后段工序则包括化成机、分容检测设备、过程仓储物流自动化等.除此之外,电池组的生产还需要Pack 自动化设备。
锂电前段生产工艺锂电池前端工艺的结果是将锂电池正负极片制备完成,其第一道工序是搅拌,即将正、负极固态电池材料混合均匀后加入溶剂,通过真空搅拌机搅拌成浆状。
配料的搅拌是锂电后续工艺的基础,高质量搅拌是后续涂布、辊压工艺高质量完成的基础.涂布和辊压工艺之后是分切,即对涂布进行分切工艺处理。
如若分切过程中产生毛刺则后续装配、注电解液等程序、甚至是电池使用过程中出现安全隐患.因此锂电生产过程中的前端设备,如搅拌机、涂布机、辊压机、分条机等是电池制造的核心机器,关乎整条生产线的质量,因此前端设备的价值量(金额)占整条锂电自动化生产线的比例最高,约35%。
锂电中段工艺流程锂电池制造过程中,中段工艺主要是完成电池的成型,主要工艺流程包括制片、极片卷绕、模切、电芯卷绕成型和叠片成型等,是当前国内设备厂商竞争比较激烈的一个领域,占锂电池生产线价值量约30%.目前动力锂电池的电芯制造工艺主要有卷绕和叠片两种,对应的电池结构形式主要为圆柱与方形、软包三种,圆柱和方形电池主要采用卷绕工艺生产,软包电池则主要采用叠片工艺。
锂电池PACK工艺详解

该标准是国际民航组织对锂电池和电池组进行运输的安全要求,涵盖了锂电池的分类、标记、包装、试验和运输等方面的要求。
国际锂电池pack标准
GB/T 31241-2014
该标准主要规定了便携式设备用二次电池的安全性要求和测试方法,包括电池组、电池、充电器的安全性要求和测试方法。
GB/T 31467.3-2015
该政策主要提出了新能源汽车产业的发展目标、重点任务和政策措施,鼓励新能源汽车产业的发展,包括对锂电池行业的发展和管理。
相关法规与政策
谢谢您的观看
THANKS
电芯制作设备
包括半自动装配线、全自动装配线等。
电池组装设备
包括注塑机、焊接机、检测设备等。
电池封装设备
03
锂电池pack材料及选用
主要用于存储能量,是锂电池的主要构成材料之一。
正极材料
作用
包括钴酸锂、镍钴锰酸锂、镍钴铝酸锂等。
常见种类
高能量密度、良好的电化学性能和较低的自放电率。
特点
常见种类
包括石墨、钛酸锂、锡基材料、含氧复合物等。
该标准主要规定了便携式电子设备用二次电池的安全性要求和测试方法,包括电池组、电池、充电器的安全性要求和测试方法。
JEITA E95105-2018
《中华人民共和国能源法》
该法规对能源的开发、利用、生产、经营、管理等方面进行了规定,包括对锂电池行业的监管和管理。
要点一
要点二
《新能源汽车产业发展规划(2021-2035年)》
循环寿命测试
05
锂电池pack设计优化与创新
结构设计优化
结构功能一体化
将电池结构与使用功能相结合,减少冗余设计,提高空间利用率和便捷性。
锂离子电芯生产过程工艺流程图--

电芯入包 装膜
一次短 路检测
卷芯平压Leabharlann 外观 检查卷芯卷绕
折边
方形
真空吸液
图 例 附 号 说 明
编制 日期
真空预封
需用原 材料
检验工序
暂存等 待工序
常温 搁置
预充化成
测电压
高温 静置
热压
操作工序
操作并检 验工序
贮存工序
成品入库/ 成品出货
成品包装
外观 检查
审核 日期
真空热封
二次热封
切边
正负极转 镍、贴胶纸
称重 配片 抽检有偏重时 抽检无异常时
负极 耳
称重 配片 抽检有偏轻时
抽检无异常时
铝塑 膜
铝塑膜 成型
正极耳 裁切
正极焊 正极耳
负极耳 裁切
负极焊 负极耳
正极除尘
高温 胶带
正极耳 位包胶
负极除尘
高温 胶带
负极耳 位包胶
隔膜
隔膜裁切
注电解液
注液前真 空烘烤
气袋扩口
外观检查
贴保护膜
二次短路 测试
侧封
顶封
二次软包装锂离子电池生产过程工艺流程图
正极 原料
粉料烘烤
正极配料
铝箔 正极涂布
负极 原料
粉料烘烤
NG 测含 水量
负极配料
铜箔 负极涂布
正极段 切大片
正极连 续辊压
负极段 切大片
负极连 续辊压
正极辊 压大片
正极段 切大片
负极辊 压大片
负极段 切大片
正极小 片分切
负极小 片分切
外观检查 外观检查
正极 耳
弧形
NG 分容复测
全面解析锂电池隔膜及铝塑膜技术

全面解析锂电池隔膜及铝塑膜技术【铝道网】作为一个锂离子电池生产和消费大国,我国已经基本形成从矿产资源、电池材料和配件到锂离子电池及终端应用产品的完整产业链。
近年来,我国锂离子电池市场一直保持快速增长的形式,我国锂离子电池市场规模由2011年的277亿元增至2015年的850亿元,年均复合增长率高达32.4%。
以下就介绍锂离子电池隔膜和铝塑膜技术。
隔膜1锂离子电池隔膜的作用隔膜是锂离子电池的重要组成部分,它位于电池内部正负极之间,保证锂离子通过的同时,阻碍电子传输。
隔膜的性能决定了电池的界面结构、内阻等,直接影响电池的容量、循环以及安全性能等特性,性能优异的隔膜对提高电池的综合性能具有重要的作用。
2锂离子电池对隔膜的要求锂离子电池对隔膜的要求包括:(1)具有电子绝缘性,保证正负极的机械隔离;(2)有一定的孔径和孔隙率,保证低的电阻和高的离子电导率,对锂离子有很好的透过性;(3)耐电解液腐蚀,有足够的化学和电化学稳定性,这是由于电解质的溶剂为强极性的有机化合物;(4)具有良好的电解液的浸润性,并且吸液保湿能力强;(5)力学稳定性高,包括穿刺强度、拉伸强度等,但厚度尽可能小;(6)空间稳定性和平整性好;(7)热稳定性和自动关断保护性能好;(8)受热收缩率小,否则会引起短路,引发电池热失控。
除此之外,动力电池通常采用复合膜,对隔膜的要求更高。
3锂离子电池隔膜分类根据物理、化学特性的差异,锂电池隔膜可以分为:织造膜、非织造膜(无纺布)、微孔膜、复合膜、隔膜纸、碾压膜等几类。
虽然类型繁多,至今商品化锂电池隔膜材料主要采用聚乙烯、聚丙烯微孔膜。
4锂离子电池隔膜工艺目前,锂离子电池隔膜制备方法主要有湿法和干法。
湿法又称相分离法或热致相分离法,将液态烃或小分子物质与聚烯烃树脂混合,加热熔融后,形成均匀的混合物,然后降温进行相分离,压制得膜片,再将膜片加热至接近熔点温度,进行双向拉伸使分子链取向,较后保温一定时间,用易挥发物质洗脱残留的溶剂,制备出相互贯通的微孔膜。
锂离子电池隔膜制造工艺
锂离子电池隔膜制造工艺
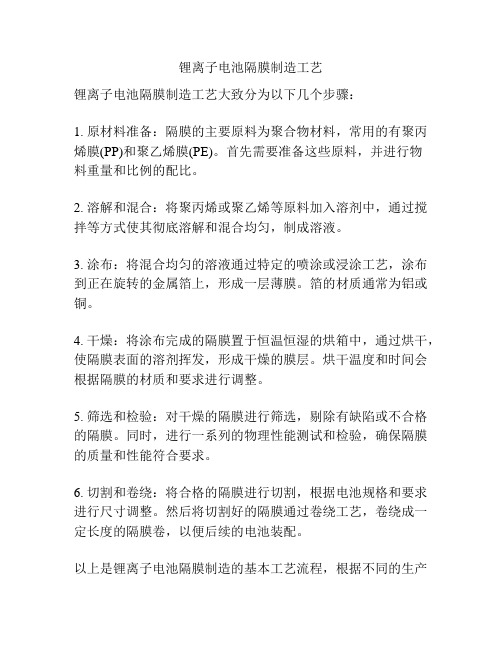
锂离子电池隔膜制造工艺大致分为以下几个步骤:
1. 原材料准备:隔膜的主要原料为聚合物材料,常用的有聚丙烯膜(PP)和聚乙烯膜(PE)。
首先需要准备这些原料,并进行物
料重量和比例的配比。
2. 溶解和混合:将聚丙烯或聚乙烯等原料加入溶剂中,通过搅拌等方式使其彻底溶解和混合均匀,制成溶液。
3. 涂布:将混合均匀的溶液通过特定的喷涂或浸涂工艺,涂布到正在旋转的金属箔上,形成一层薄膜。
箔的材质通常为铝或铜。
4. 干燥:将涂布完成的隔膜置于恒温恒湿的烘箱中,通过烘干,使隔膜表面的溶剂挥发,形成干燥的膜层。
烘干温度和时间会根据隔膜的材质和要求进行调整。
5. 筛选和检验:对干燥的隔膜进行筛选,剔除有缺陷或不合格的隔膜。
同时,进行一系列的物理性能测试和检验,确保隔膜的质量和性能符合要求。
6. 切割和卷绕:将合格的隔膜进行切割,根据电池规格和要求进行尺寸调整。
然后将切割好的隔膜通过卷绕工艺,卷绕成一定长度的隔膜卷,以便后续的电池装配。
以上是锂离子电池隔膜制造的基本工艺流程,根据不同的生产
工艺和要求,可能会有一些细节上的差异。
此外,隔膜的制造中还需要注意工艺参数、设备条件和环境条件等方面的控制,以确保隔膜的质量和稳定性。
锂电池铝塑膜生产工艺
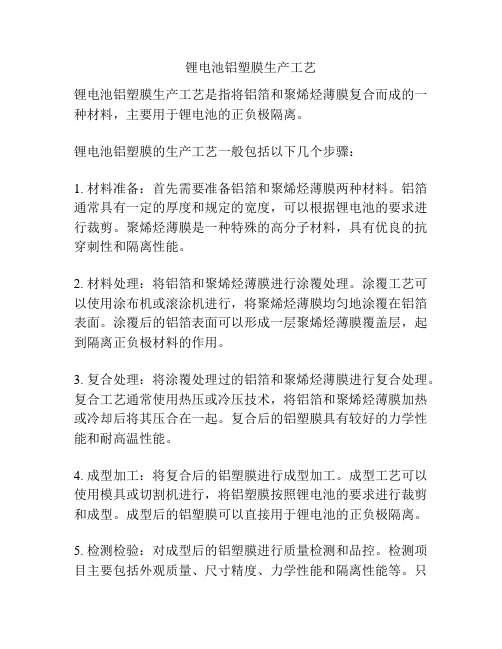
锂电池铝塑膜生产工艺
锂电池铝塑膜生产工艺是指将铝箔和聚烯烃薄膜复合而成的一种材料,主要用于锂电池的正负极隔离。
锂电池铝塑膜的生产工艺一般包括以下几个步骤:
1. 材料准备:首先需要准备铝箔和聚烯烃薄膜两种材料。
铝箔通常具有一定的厚度和规定的宽度,可以根据锂电池的要求进行裁剪。
聚烯烃薄膜是一种特殊的高分子材料,具有优良的抗穿刺性和隔离性能。
2. 材料处理:将铝箔和聚烯烃薄膜进行涂覆处理。
涂覆工艺可以使用涂布机或滚涂机进行,将聚烯烃薄膜均匀地涂覆在铝箔表面。
涂覆后的铝箔表面可以形成一层聚烯烃薄膜覆盖层,起到隔离正负极材料的作用。
3. 复合处理:将涂覆处理过的铝箔和聚烯烃薄膜进行复合处理。
复合工艺通常使用热压或冷压技术,将铝箔和聚烯烃薄膜加热或冷却后将其压合在一起。
复合后的铝塑膜具有较好的力学性能和耐高温性能。
4. 成型加工:将复合后的铝塑膜进行成型加工。
成型工艺可以使用模具或切割机进行,将铝塑膜按照锂电池的要求进行裁剪和成型。
成型后的铝塑膜可以直接用于锂电池的正负极隔离。
5. 检测检验:对成型后的铝塑膜进行质量检测和品控。
检测项目主要包括外观质量、尺寸精度、力学性能和隔离性能等。
只
有通过检测合格的铝塑膜才能进行下一步的生产和应用。
以上就是锂电池铝塑膜生产工艺的基本步骤。
随着技术的不断发展,锂电池铝塑膜生产工艺也在不断改进和创新,以提高生产效率和产品质量。
软封装锂电池铝塑膜成形性能研究进展
第43卷第9期包装工程2022年5月PACKAGING ENGINEERING·22·软封装锂电池铝塑膜成形性能研究进展陈伟1,2,雷中伟3,冯绍辉1,陈雨楠2,陈明和1(1.南京航空航天大学机电学院,南京210016;2.中铝材料应用研究院有限公司苏州分公司,江苏苏州215026;3.浙江华正能源材料有限公司,杭州311399)摘要:目的综述铝塑膜成形性能的影响因素和研究现状,为锂电池铝塑膜领域的科研,以及工程技术人员进行深入研究,提升产品性能提供参考。
方法首先介绍铝塑膜多层复合材料的结构、各层的作用,接着讨论冲压模具、冲压工艺以及基层材料的选择对铝塑膜成形性能的影响,并详细综述铝箔基层合金成分、微观组织和晶粒尺寸对铝箔性能的影响。
结论为了加快锂电池铝塑膜的国产化进程,未来需要加强铝塑膜对电解液耐久性的研究,同时进一步提升铝箔的成形性能,加强铝箔界面性质对铝塑复合性能和铝塑膜耐久性影响机理的研究,为增强下游用户对国产铝塑膜的信心提供理论支持。
关键词:铝塑膜;铝箔;成形性能;锂电池中图分类号:TB333 文献标识码:A 文章编号:1001-3563(2022)09-0022-09DOI:10.19554/ki.1001-3563.2022.09.003Research Progress on Forming Performance of Aluminum-plastic LaminatedFilm for Soft Encapsulated Lithium-ion BatteriesCHEN Wei1,2, LEI Zhong-wei3, FENG Shao-hui1, CHEN Yu-nan2, CHEN Ming-he1(1. College of Mechanical and Electrical Engineering, Nanjing University of Aeronautics and Astronautics, Nanjing210016, China; 2. Suzhou Branch, Chinalco Materials Application Research Institute, Jiangsu Suzhou 215026, China;3. Zhejiang Huazheng Energy Material Co., Ltd., Hangzhou 311399, China)ABSTRACT: This paper summarizes the influencing factors and research status of aluminum-plastic film forming per-formance, and provides references for the research and technical personnel in the field of aluminum-plastic laminated film of soft encapsulated lithium-ion battery to conduct in-depth research and improve product performance. Firstly, the struc-ture and function of the aluminum-plastic laminated film multi-layer composite material and the function of each layer is introduced. Then the influence of stamping die, stamping process and the selection of the base material on the forming performance of the aluminum-plastic laminated film is discussed. The effects of the alloy composition, microstructure and grain size of the aluminum foil base layer on the performance of the aluminum foil are reviewed in detail. To sum up, in order to accelerate the localization process of aluminum-plastic laminated film for lithium-ion battery, it is necessary to strengthen the durability of aluminum-plastic laminated film to electrolyte in the future. At the same time, further improve the forming performance of aluminum foil, strengthen the research on the influence mechanism of aluminum foil interface property on aluminum-plastic composite performance and aluminum plastic laminated film durability, provide theoretical support to enhance the downstream users' confidence in domestic aluminum-plastic laminated film.KEY WORDS: aluminum-plastic laminated film; aluminum foil; forming performance; lithium-ion battery收稿日期:2021-07-17基金项目:中铝科技发展基金(K2018LZ01)作者简介:陈伟(1980—),男,南京航空航天大学博士生,高级工程师,主要研究方向为铝合金新材料、新工艺。
软封装锂电池铝塑膜成形性能研究进展

软封装锂电池铝塑膜成形性能研究进展摘要:铝质复合膜是一种新兴的功能薄膜,由于其封装、耐温性、耐氧性、防潮性、穿孔性和腐蚀性等良好特性,已被广泛应用于锂离子电池的包装领域。
铝质复合膜通常由外保护膜、外粘结剂、铝箔、内粘结剂和内聚丙烯薄膜层组成,这是一种热封装材料,特别是锂电池包装材料,对聚丙烯薄膜层的性能要求很高。
当铝塑膜用于电池成型时,聚丙烯薄膜表面的摩擦系数过高,可能导致铝塑薄膜的弹坑深度达不到生产要求,热封时聚丙烯薄膜层之间的热封效应也不在现有的报告中,需要添加更多的淀粉、硅等作为聚丙烯酸酯膜层的添加剂,以降低摩擦系数,但使用此类添加剂对产品环境温度的存储和使用要求相对较高。
当温度超过一定温度时,淀粉添加剂由于其分子性质而迁移,从而增加摩擦系数,从而影响脉冲处理。
关键词:铝塑膜;成形性能;锂电池引言铝塑膜为多层复合膜,通常由表层(例如尼龙)、铝层、密封层(例如聚丙烯)和一层粘合剂。
铝表面是锂离子电池的包装,不仅能提供良好的绝缘、耐磨性和密封性,而且能从外界隔绝水和氧气,而铝层则具有极好的稳定性,包括酸、碱液、盐、有机物等。
具有。
锂离子电池具有双层电容器的高性能、耐久性能以及锂离子电池更高的能量密度等优点。
它们是混合化学动力装置。
封装中的锂离子电容器也是由铝外壳制成,带有正负电极、极、电解质、膜等。
构造。
铝质和铝质罩两层之间的热效应,极端层和铝质层之间的热膨胀与包装电子的安全性有关,可能导致锂离子电容器泄漏、鼓仓泄漏、自排放缺陷,甚至造成安全问题。
对封装中锂离子电容器的极限电阻和侧面闭锁进行了研究,发现了锂离子电容器对铝层的热效应,包括绝缘灵敏度、热封测量、热连接面显微镜检查、极差膜和铝膜热阻研究。
成品包中的锂离子电容器直接用作试验对象,正负试验结果直接反映电极和铝箔的热效应,非常适合包装细胞故障分析,避免极耳和铝外壳热处理不当引起的静电安全问题。
1铝塑膜的成形性能软包装锂电池铝塑膜作为锂离子电池芯外容器材料,在电池的性能和安全性方面发挥着至关重要的作用。
动力电池铝壳生产工艺
动力电池铝壳生产工艺下载温馨提示:该文档是我店铺精心编制而成,希望大家下载以后,能够帮助大家解决实际的问题。
文档下载后可定制随意修改,请根据实际需要进行相应的调整和使用,谢谢!并且,本店铺为大家提供各种各样类型的实用资料,如教育随笔、日记赏析、句子摘抄、古诗大全、经典美文、话题作文、工作总结、词语解析、文案摘录、其他资料等等,如想了解不同资料格式和写法,敬请关注!Download tips: This document is carefully compiled by the editor. I hope that after you download them, they can help yousolve practical problems. The document can be customized and modified after downloading, please adjust and use it according to actual needs, thank you!In addition, our shop provides you with various types of practical materials, such as educational essays, diary appreciation, sentence excerpts, ancient poems, classic articles, topic composition, work summary, word parsing, copy excerpts,other materials and so on, want to know different data formats and writing methods, please pay attention!随着电动汽车市场的不断扩大,动力电池的需求量也在急剧增加。
锂离子电池封装工艺流程
锂离子电池封装工艺流程英文回答:Lithium-ion Battery Packaging Process Flow.The packaging process of lithium-ion batteries involves several key steps to ensure the safety, reliability, and performance of the battery. Here is a general overview of the process:1. Electrode Preparation:The first step is to prepare the electrodes, which are the positive and negative terminals of the battery. The electrodes are typically made of metal oxides or graphite and are coated with a conductive material to facilitate electron flow.2. Electrode Assembly:The prepared electrodes are then assembled into a stack, with a separator material placed between them to prevent short circuits. The separator is a porous material that allows ions to pass through while blocking the flow of electrons.3. Pouch Formation:The electrode stack is then placed into a pouch made of a flexible, waterproof material. The pouch is sealed to create an airtight environment that protects the battery from external factors.4. Electrolyte Filling:An electrolyte solution is injected into the pouch to facilitate the movement of ions between the electrodes. The electrolyte is typically a mixture of organic solvents and lithium salts.5. Sealing and Inspection:The pouch is then sealed to prevent electrolyte leakage and ensure the integrity of the battery. The battery undergoes rigorous inspections to verify its safety and performance before being shipped to the end-user.中文回答:锂离子电池封装工艺流程。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
锂电池铝塑膜及其冲压成型工艺
铝塑膜的是由外层尼龙层(ON)、粘合剂、中间层铝箔(Al)、粘合剂、内层热封层(CPP)构成的多层膜,是软包锂电池的封装材料。
电池用铝塑膜被要求具备如下特点:
(1)具备极高的阻隔性;
(2)具有良好的热封性能;
(3)材料耐电解液及强酸腐蚀;
(4)具有良好的延展性、柔韧性和机械强度。
铝塑膜主要成分是ON/AL/CPP三层物质,每层之间以粘结剂粘合。
根据复合工艺的不同,可以将铝塑膜分为干法和热法两种,如图1所示。
干法工艺是铝和聚丙烯用粘合剂粘结后直接压合而成,热法工艺是铝和聚丙烯之间用MPP粘结着,在缓慢升温升压热压合而成。
干法工艺铝塑膜主要优势有冲深成型效果好,外观一致性好,不易出现针孔、鱼眼、杂质等不良,但其耐电解液性较差。
热法工艺可以提高Al层与PP 层之间的粘附力,使内表层防电解液溶胀脱落能力大大提升,但是这种特殊处理的MPP 需要较高的温度将其熔化才能起到粘结作用,冷却后,因与PP的收缩系数存在较大差异,很容易出现向内卷曲的情况。
图1 两种铝塑膜示意图
1 各部分作用
Nylon :可以有效阻止空气尤其是氧的渗透,维持电芯内部的环境,同时可以保证包装铝箔具备良好的形变能力。
Al :可以有效阻止空气中水分的渗透,维持电芯内部的环境,具有一定的厚度强度能够防止外部对电芯的损伤。
PP :不会被电芯内有机溶剂溶解、溶胀等,是电芯内部环境的最直接的包装保护,绝缘,有效阻止内部电解质等与Al layer 接触,避免Al layer 被腐蚀。
2 评价方法
为了全面了解锂电池铝塑膜的各项性能,建立铝塑膜的性能评价标准,筛选出性价比良好的铝塑膜产品,对铝塑膜的性能评价方法进行简单总结。
(1)铝塑膜材料的外观
目测铝塑膜表面是否有坑点、划痕等,各复合层间是否有杂物、气泡等。
使用千分尺取不少于10个点测量铝塑膜的厚度和宽度,并判断其均匀性。
(2)热封强度
在一定的温度、时间、压力的封装条件下,将两片铝塑膜或与极耳粘合,取一定宽度封口裁切成条,使用拉力测试设备测试剥离强度。
观察剥离后的铝塑膜内表层是否呈均匀乳白色,要求Al层与内表层不分层。
软包装材料的热封工艺参数主要有热封时间、热封压力和热封温度,一般情况下,需要重优化调整这3个参数,使热封效果达到最佳。
(3)冲深能力
铝塑膜用良好的成型模具冲深,在一定取值范围内调整成型深度,直至铝塑膜边角出现破裂,记录出现破裂前的深度最大值。
铝塑膜的冲深后必须满足以下条件:冲坑的
四个边角最薄处不小于原来50%的厚度、内层PP 层厚度为60~65微米。
否则会造成电池成型后有漏点,严重影响电池性能。
(4)耐电解液腐蚀性能
铝塑膜中与电解液接触的是内层的PP 层以及周边的热封口,这些地方必须具备良好的耐电解液腐蚀性能。
将成型后的铝塑膜先封焊两边,不加极耳和电芯,注入一定量的电解液,在一定温度条件下烘烤一定的时间后进行观察。
观察封焊成型后铝塑膜是否有腐蚀、漏液、膨胀、分层现象。
(5)阻隔性能
将封装袋置于水浴或高温高湿环境中,一段时间后取出,观察铝塑膜是否异常,且通过称重或水分测试判断其吸水量,表征铝塑膜的阻隔性能。
3 冲压成型工艺
铝塑膜冲坑成型过程示意图2如示,下,上模版与下模版(凹模)将铝塑膜夹紧,保持一定的压力P,凸模以平缓的速度向下运行,使铝塑膜达到要求的深度。
图2 铝塑膜冲压成型示意图
如图3,目前企业实际生产采用的冲压工艺有以下两种:( 1) 延伸性冲深:压边圈对铝塑膜压力较大,铝塑膜边缘部分被固定,被固定的部分不产生形变,难以对冲深
部分进行补偿,成形时边缘部分完全由底部补偿,冲深浅,可调性差,目前采用较少;( 2) 补偿性冲深:压边圈对铝塑膜压力可调,铝塑膜冲深部位可由边缘及底部材料补偿,铝塑膜整体运动变形,厚度比较均匀,冲深能力强。
图3 铝塑膜冲压成型工艺对比
成形铝塑膜外壳如图4所示,其边角位置减薄最为严重,是影响成形铝塑膜外壳整体质量的关键性因素,应该作为衡量锂离子电池铝塑膜外壳成形质量检验的关键点。
影响铝塑膜冲压成形质量的工艺参数主要有模具( 凸模和凹模) 设计、压边力和冲压速度等。
图4 冲压成型铝塑膜
模具设计包括模具长宽尺寸、凸模和凹模的R角、模具的表面粗糙度、上冲头和下模之间的冲切间隙等。
凸模圆角半径与凹模摩擦系数的选择对铝塑膜冲压工艺质量影响较大,模具表面粗糙度过大时,粗糙度大造成摩擦力大,流动阻力也相应变大,从而阻碍材料流动,不利于包装袋成形工艺时的流动补充,从而造成铝塑膜冲压成形铝层的过度变薄。
冲坑尺寸、深度、四角R角、边线R角是根据电芯尺寸、铝塑膜特性与冲坑模具相关的。
冲深与R角存在优化的关系,R角设计还应该与电芯尺寸配合,避免铝塑膜封装造成对电芯边角的损伤。