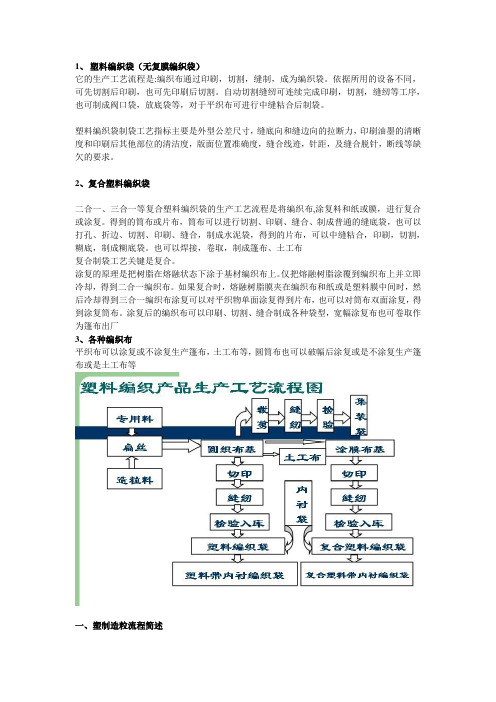
制袋工艺流程图
13类药用包装材料工艺流程图

清洗硅化烘干内包装 料刷布化物料缓冲冲边硫 化停放切内包装成形外包装物料缓 冲脱外包300000 级洁净室(区 X 图例:100000 级洁净室(区)10010000 级洁净室(区)生产控制113 类药用包装材料工艺流程图 级洁净室(区) 非控制区药用氯化丁基橡胶瓶塞、药用漠化丁基橡胶瓶塞混炼4ii mi in I nai mi i in mi in i nai r 4111111ii2ii”aiim* i mi I脱外包外包装2 药品包装用铝箔备印涂熟裁3药用硬片、药用复合硬片收卷复合塑熟化内包装成形卷吹物配料化料布合刷刷料管料缓冲脱外包料物料缓冲脱外包瓶脱外包物料缓冲内包装盖査分切检査刷检查内包装内包装外包装装灌内包装炼物料缓冲制袋脱外包物料缓冲物料冲缓压外包装脱外包外包装外包装外包装延脱外包4.药用复合膜(片 1 复合膜(袋)备熟复涂注:其中〃复合〃工序可以分为干法、湿法、流延、共挤等数种。
5 塑料输液瓶(袋)5.1塑料输液瓶塑料输液袋(包括注射剂用塑料容器)5.2输液灌装制袋、分切、热合、检査物料缓冲 脱外包65.3共收备分切、检查挤7塑料输液膜别必须与之适应。
7 滴眼剂用塑料容器印制检制查瓶刷盖注:如果用于特殊用途或更高洁净级别的场合,该生产工序的洁净级印检制制注:如果用于特殊用途或更高洁净级别的场合,该生产工序的洁6 固体、液体药用塑料瓶内涂层配料冷挤定物料缓冲尾涂烘烤固化 内包装内包装 内包装成型物料缓冲形退火物料缓冲 脱 外包外包装88.1108.2 净级别必须与之适应。
药用软膏管药用软膏铝管药用复合软管焊接分切制管印刷复合拧定形配料脱外包外包装119药用气雾剂喷雾阀门零件固检査装配夹淸L 脱外包外包装1210药用铝塑复合盖烘干出口注塑料13钾合清洗内包装外包装铝盖冲压物料缓冲脱外包烘干入口铝盖淸洗。
集装袋的工艺流程图

集装袋、吨袋产品工艺流程图一、集装袋、吨袋产品工艺流程图一、集装袋、吨袋产品质量控制图编织袋生产流程:原料PP(聚丙稀)→塑料拉丝机(将PP、PE原料制成丝线)→收卷机(把拉出的丝线收卷)→圆织机(把收卷的丝编织成塑料编织筒布)→复合机(复合OPP、纸等其它材料)→印刷机(印字和图案等)→切袋机放袋架(.把塑料编织筒布切成一条条袋子)→缝包机(缝制底部)→打包机(把成形的袋子打包成捆)→出厂→废料回收→破碎机(破碎废丝)、烘干机(烘干废丝),烘干好的原料放进拉丝机再使用。
一般分为一、二、三级料。
一级料是指所使用的原料为没有落地的边角料,或者称为下角料,有些是水口料、胶头料等,质量也是比较好的,就是没有使用过的,在加工新料的过程之中,剩余的小边角,或者是质量不过关的原料。
以这些为毛料加工出来的颗粒,透明度较好,其质量可以与新料相比,故为一级料或者是特级料。
二级料是指原料已使用过一次的,但是高压造粒除外,高压造粒中使用进口大件居多,进口大件如果为工业膜,是没有经过风吹日晒的,故其质量也非常好,加工出来的颗粒透明度好,这时也应该根据颗粒的光亮度及表面是否粗糙来判断。
三级料是指原料已使用过两次或者多次的,加工出来的颗粒,其弹性,韧性等各个方面均不是很好,只能用于注塑。
而一、二级料可以用于吹膜、拉丝等用途。
填充母料:碳酸钙填充母粒 2.5元/千克注塑挤出拉丝碳酸钙填充母粒 2.8元/千克注塑挤出拉丝碳酸钙填充母粒 3.0元/千克注塑挤出拉丝吹膜碳酸钙填充母粒 3.2元/千克注塑挤出拉丝吹膜碳酸钙填充母料 3.5元/千克注塑挤出拉丝吹膜特白填充母粒 4.8元/千克注塑挤出拉丝吹膜滑石粉填充母料 4.5元/千克注塑挤出拉丝吹膜滑石粉填充母粒 5.5元/千克注塑挤出拉丝吹膜透明填充母粒 6.8-8元/公斤注塑挤出拉丝吹膜透明填充料 6.8-8元/公斤注塑挤出拉丝吹膜PA专用填充料 4.8-6.0元/KG注塑增强增硬母粒8元/KG注塑用PP、PE消泡消纹母粒A级8元/KG注塑挤出吹膜(不需烘料)脱水吸水母粒B级6-7元/KG注塑挤出吹膜(不需烘料)消泡消纹母粒C级 5.-6元/KG注塑挤出吹膜(不需烘料)PP中空板填充母料3.2-4.5元/KG中空板PP编织袋填充母料3.2-4.5元/KG编织袋PP丙纶无纺布填充母料3.2-4.5元/KGPP餐垫钙母粒 3.2-5.4元/KG PP、PVC餐垫、PVC地板革增韧填充母粒 5.5元/千克ABS、PS注塑挤出玩具填充母粒 3.0元/KGPP片材特白填充母料一次性餐具填充料塑胶卡板增硬填充母粒。
塑料编织袋生产工艺流程简介

塑编企业内部有个不成文的行话:生产 编织袋过程中,新料回收造粒成为一 次回料,废旧编织袋回收造粒成为二 次回料。按这个说法,添加一次回料 的编织袋不属于添加再生料编织袋,
编辑课件
而添加二次回料的编织袋属于添加再 生料编织袋,全部二次回料生产的编 织袋称为再生编织袋。
编辑课件
尽管塑料编织行业稳中有升,但塑料 编织行业仍然是劳动密集型,低附加 值的产业。单纯制造塑料编织袋的企 业仍是微利。
第2 牵引
剖丝
热拉 伸
检验 入库
编辑课件
塑料扁丝生产的主要工艺指标
扁丝生产工艺技术指标主要分四类: 1、是物化改性指标,主要有共混改性,混配
比,功能助剂添加比,废旧再生料掺混比; 2、是物性流变指标,主要有牵伸比,吹胀比, 牵伸比,回缩比; 3、是机械性能指标,主要有拉断力,相对拉 断力,断裂伸长率,线速度,线密度偏差; 4、是公差尺寸指标,主要有扁丝厚度,扁丝 宽度等。
内,经纬纱的根数。国家标准中规定了编 织密度的同时,规定了密度公差。编织密 度主要取决于包装产品,由用户决定。常 用的编织布密度是36×36根/10cm,40×40根
/10cm,48×48根/10cm。
编辑课件
②编织密度公差 编织密度公差是指比给定标准编织密
度多处或减少扁丝的根数。 ③编织布拉伸负荷.
编辑课件丝)
塑化熔融
挤出
切割
产品 (造粒)
旋风分离
震动筛选
冷却
编辑课件
五、塑料回收造粒工艺流程简述
原料(废丝)被加入主机进料口,然后进 入挤出机,进入挤出机后的原料在外部加 热和螺杆与机筒的互相剪切下,物料被塑 化熔融,再被定量、定压从模头料孔挤出, 经旋转刀片切割,成为粒状颗粒进入冷却 水中冷却,经振动筛筛选,粒料再经旋风 水冷分离装置,进入产品区。
塑料编织袋工艺流程

塑料编织袋生产工艺流程1、塑料编织袋塑料编织袋生产线流程一般是:PP、PE料(原料)→干燥搅拌机(搅拌)→拉丝机(拉丝)→收卷机(扁丝成卷)→圆织机(圆织成筒)→裁袋机(裁截)→印刷机(印刷logo、图案)→缝包机(缝纫)→PP编织袋(成袋)→打包机(包装入库)塑料编织袋的工艺顺序一般是:编织布通过印刷,切割,缝制,成为编织袋。
依据所用的设备不同,可先切割后印刷,也可先印刷后切割。
自动切割缝纫可连续完成印刷,切割,缝纫等工序,也可制成阀口袋,放底袋等,对于平织布可进行中缝粘合后制袋。
塑料编织袋制袋工艺指标主要是外型公差尺寸,缝底向和缝边向的拉断力,印刷油墨的清晰度和印刷后其他部位的清洁度,版面位置准确度,缝合线迹,针距,及缝合脱针,断线等缺欠的要求。
2、复合塑料编织袋二合一复合塑料编织袋的生产工艺流程是将编织布,涂复料和纸或膜,进行复合或涂复。
得到的筒布或片布,筒布可以进行切割、印刷、缝合、制成普通的缝底袋,也可以打孔、折边、切割、印刷、缝合,制成水泥袋,得到的片布,可以中缝粘合,印刷,切割,糊底,制成糊底袋。
也可以焊接,卷取,制成篷布、土工布。
复合制袋工艺关键是复合。
涂复的原理是把树脂在熔融状态下涂于基材编织布上。
仅把熔融树脂涂覆到编织布上并立即冷却,得到二合一编织布。
如果复合时,熔融树脂膜夹在编织布和纸或是塑料膜中间时,然后冷却得到三合一编织布涂复可以对平织物单面涂复得到片布,也可以对筒布双面涂复,得到涂复筒布。
涂复后的编织布可以印刷、切割、缝合制成各种袋型,宽幅涂复布也可卷取作为篷布出厂。
3、塑料扁丝扁丝拉伸流程简述:原料进入挤出机后,经190-250℃的外部加热和螺杆与机筒的互相剪切下,物料在几乎全部塑化完毕后,被定量、定压挤出。
经过膜头成型,成为熔融状的薄膜进入冷却水中。
经冷却后,薄膜被刀片切割成胚丝。
胚丝在温度较高的烘箱中被高倍拉伸直至形成扁丝。
然后扁丝在热辊上热定型,在低牵引速度的情况下预收缩,并被冷辊在低温下进行处理,最后经磁盘差动式张力收卷系统收卷成型。
集装袋的工艺流程图

集装袋、吨袋产品工艺流程图一、集装袋、吨袋产品工艺流程图一、集装袋、吨袋产品质量控制图编织袋生产流程:原料PP(聚丙稀)→塑料拉丝机(将PP、PE原料制成丝线)→收卷机(把拉出的丝线收卷)→圆织机(把收卷的丝编织成塑料编织筒布)→复合机(复合OPP、纸等其它材料)→印刷机(印字和图案等)→切袋机放袋架(.把塑料编织筒布切成一条条袋子)→缝包机(缝制底部)→打包机(把成形的袋子打包成捆)→出厂→废料回收→破碎机(破碎废丝)、烘干机(烘干废丝),烘干好的原料放进拉丝机再使用。
一般分为一、二、三级料。
一级料是指所使用的原料为没有落地的边角料,或者称为下角料,有些是水口料、胶头料等,质量也是比较好的,就是没有使用过的,在加工新料的过程之中,剩余的小边角,或者是质量不过关的原料。
以这些为毛料加工出来的颗粒,透明度较好,其质量可以与新料相比,故为一级料或者是特级料。
二级料是指原料已使用过一次的,但是高压造粒除外,高压造粒中使用进口大件居多,进口大件如果为工业膜,是没有经过风吹日晒的,故其质量也非常好,加工出来的颗粒透明度好,这时也应该根据颗粒的光亮度及表面是否粗糙来判断。
三级料是指原料已使用过两次或者多次的,加工出来的颗粒,其弹性,韧性等各个方面均不是很好,只能用于注塑。
而一、二级料可以用于吹膜、拉丝等用途。
填充母料:碳酸钙填充母粒 2.5元/千克注塑挤出拉丝碳酸钙填充母粒 2.8元/千克注塑挤出拉丝碳酸钙填充母粒 3.0元/千克注塑挤出拉丝吹膜碳酸钙填充母粒 3.2元/千克注塑挤出拉丝吹膜碳酸钙填充母料 3.5元/千克注塑挤出拉丝吹膜特白填充母粒 4.8元/千克注塑挤出拉丝吹膜滑石粉填充母料 4.5元/千克注塑挤出拉丝吹膜滑石粉填充母粒 5.5元/千克注塑挤出拉丝吹膜透明填充母粒 6.8-8元/公斤注塑挤出拉丝吹膜透明填充料 6.8-8元/公斤注塑挤出拉丝吹膜PA专用填充料 4.8-6.0元/KG 注塑增强增硬母粒 8元/KG 注塑用PP、PE消泡消纹母粒A级 8元/KG 注塑挤出吹膜(不需烘料)脱水吸水母粒B级 6-7元/KG 注塑挤出吹膜(不需烘料)消泡消纹母粒C级 5.-6元/KG 注塑挤出吹膜(不需烘料)PP中空板填充母料 3.2-4.5元/KG 中空板PP编织袋填充母料 3.2-4.5元/KG 编织袋PP丙纶无纺布填充母料 3.2-4.5元/KGPP餐垫钙母粒 3.2-5.4元/KG PP、PVC餐垫、PVC地板革增韧填充母粒 5.5元/千克 ABS、PS注塑挤出玩具填充母粒 3.0元/KGPP片材特白填充母料一次性餐具填充料塑胶卡板增硬填充母粒。
制袋流程图

2.打开电源按生产单领料、上好膜卷、穿料、设定封刀温度、输入制袋的相关数据。
5.操作人员打开外、内膜纠边电源开关按一下自动,观察机台和周围安全后,提示要启动主机运行。
6.初步调整好机速,取一次平出的样袋由机台质检员进行初检,若未达到规定要求,操
作人员继续调整设备和工艺参数,直至产品合格为止。
7.将生产出来的袋子进行整理,并将存在质量缺陷(划伤、气泡、烫伤、穿孔、
分层、粘边、异物、脏污、折皱、热封部位、开口及焊嘴位置等)的袋子选掉按规定分类。
8.生产过程中随时观察制袋情况,发现异常及时调整机台,对前一箱袋子
进行抽检,如有不合格品,再往前二箱抽检,以此类推隔离,直至合格品为止。
9.做好当班记录,要求准确、整洁。
10.装箱人员将本工序合格产品按客户要求装入箱内和放入质量跟踪单,打包。
11.机台质检员对数量、质量逐扎进行检验,待数量质量均合格后盖生产日期章,入库。
制袋工艺流程图
4.检查设备周围是否有灰尘、杂物并将其清除。
1.按生产通知单和工艺文件安装横刀、纵刀位置。
3.参照工艺文件调好袋子尺寸、对冲孔、焊嘴、横、纵、烫刀位置、切边。
编织袋生产工艺流程
1、塑料编织袋(无复膜编织袋)它的生产工艺流程是:编织布通过印刷,切割,缝制,成为编织袋。
依据所用的设备不同,可先切割后印刷,也可先印刷后切割。
自动切割缝纫可连续完成印刷,切割,缝纫等工序,也可制成阀口袋,放底袋等,对于平织布可进行中缝粘合后制袋。
塑料编织袋制袋工艺指标主要是外型公差尺寸,缝底向和缝边向的拉断力,印刷油墨的清晰度和印刷后其他部位的清洁度,版面位置准确度,缝合线迹,针距,及缝合脱针,断线等缺欠的要求。
2、复合塑料编织袋二合一、三合一等复合塑料编织袋的生产工艺流程是将编织布,涂复料和纸或膜,进行复合或涂复。
得到的筒布或片布,筒布可以进行切割、印刷、缝合、制成普通的缝底袋,也可以打孔、折边、切割、印刷、缝合,制成水泥袋,得到的片布,可以中缝粘合,印刷,切割,糊底,制成糊底袋。
也可以焊接,卷取,制成篷布、土工布复合制袋工艺关键是复合。
涂复的原理是把树脂在熔融状态下涂于基材编织布上。
仅把熔融树脂涂覆到编织布上并立即冷却,得到二合一编织布。
如果复合时,熔融树脂膜夹在编织布和纸或是塑料膜中间时,然后冷却得到三合一编织布涂复可以对平织物单面涂复得到片布,也可以对筒布双面涂复,得到涂复筒布。
涂复后的编织布可以印刷、切割、缝合制成各种袋型,宽幅涂复布也可卷取作为篷布出厂3、各种编织布平织布可以涂复或不涂复生产篷布,土工布等,圆筒布也可以破幅后涂复或是不涂复生产篷布或是土工布等一、塑制造粒流程简述将聚丙烯粉料、各种添加剂与活化好的碳酸钙按一定比例,按先后顺序倒入高搅机内,由低速到高速搅拌一定时间后放入料斗内,经喂料螺杆输送,使物料从加料口进入机筒,经机筒和螺杆的熔融塑化,连续稳定地挤出料条,料条经水槽冷却定型,经吸湿风机吸湿,风机●冷却,料条进入切粒机切粒,经振动筛筛选,由输送风机输送进入沸腾床沸腾干燥处理,然后进入料池,再由上料机把料池内的料吸入储料罐,粒料经检验合格后,定量包装完成整个生产过程。
塑料扁丝一、扁丝拉伸流程简述原料进入挤出机后,经190-250℃的外部加热和螺杆与机筒的互相剪切下,物料在几乎全部塑化完毕后,被定量、定压挤出。
编织袋生产工艺流程之欧阳科创编
1、塑料编织袋(无复膜编织袋)它的生产工艺流程是:编织布通过印刷,切割,缝制,成为编织袋。
依据所用的设备不同,可先切割后印刷,也可先印刷后切割。
自动切割缝纫可连续完成印刷,切割,缝纫等工序,也可制成阀口袋,放底袋等,对于平织布可进行中缝粘合后制袋。
塑料编织袋制袋工艺指标主要是外型公差尺寸,缝底向和缝边向的拉断力,印刷油墨的清晰度和印刷后其他部位的清洁度,版面位置准确度,缝合线迹,针距,及缝合脱针,断线等缺欠的要求。
2、复合塑料编织袋二合一、三合一等复合塑料编织袋的生产工艺流程是将编织布,涂复料和纸或膜,进行复合或涂复。
得到的筒布或片布,筒布可以进行切割、印刷、缝合、制成普通的缝底袋,也可以打孔、折边、切割、印刷、缝合,制成水泥袋,得到的片布,可以中缝粘合,印刷,切割,糊底,制成糊底袋。
也可以焊接,卷取,制成篷布、土工布复合制袋工艺关键是复合。
涂复的原理是把树脂在熔融状态下涂于基材编织布上。
仅把熔融树脂涂覆到编织布上并立即冷却,得到二合一编织布。
如果复合时,熔融树脂膜夹在编织布和纸或是塑料膜中间时,然后冷却得到三合一编织布涂复可以对平织物单面涂复得到片布,也可以对筒布双面涂复,得到涂复筒布。
涂复后的编织布可以印刷、切割、缝合制成各种袋型,宽幅涂复布也可卷取作为篷布出厂3、各种编织布平织布可以涂复或不涂复生产篷布,土工布等,圆筒布也可以破幅后涂复或是不涂复生产篷布或是土工布等一、塑制造粒流程简述将聚丙烯粉料、各种添加剂与活化好的碳酸钙按一定比例,按先后顺序倒入高搅机内,由低速到高速搅拌一定时间后放入料斗内,经喂料螺杆输送,使物料从加料口进入机筒,经机筒和螺杆的熔融塑化,连续稳定地挤出料条,料条经水槽冷却定型,经吸湿风机吸湿,风机冷却,料条进入切粒机切粒,经振动筛筛选,由输送风机输送进入沸腾床沸腾干燥处理,然后进入料池,再由上料机把料池内的料吸入储料罐,粒料经检验合格后,定量包装完成整个生产过程。
塑料扁丝一、扁丝拉伸流程简述原料进入挤出机后,经190-250℃的外部加热和螺杆与机筒的互相剪切下,物料在几乎全部塑化完毕后,被定量、定压挤出。
手袋厂生产流程图

手袋厂生产流程1 目的为强化生产过程管理,规影响生产进度和过程质量各个因素的控制,使生产在受控状态下进展,提高生产效率,提升产品质量。
2 适用围适用于客户意向锁定后,从订单评审签订开场到成品入库/交付为止整个生产过程控制。
3 职责a) 业务部:订单产品报价本钱分析,提供材料〔定额〕清单,样品制作和确认,签发生产通知单,协调产品发货,销售款项催收结算。
b) 生产部:参与订单评审,审核业务部提交的生产通知单、材料定额,审定工序〔工步〕流程和工时定额,下达采购指令、生产指令,协调督导采购、车间、设备、检验包装和仓库落实职能工作,按期保质保量完成生产任务。
c) 采购科:根据材料定额和生产部下达的采购指令组织原辅材料的采购,保证质量,按期入库,确保生产用料。
d) 品管科:根据程序执行进料检验、成品检验和出货检验,确保出货产品的品质。
e) 车间:执行生产部下达的周生产进度计划,分解工序,调配生产要素〔人员、材料、机台等〕,组织均衡生产,督导落实制作工艺流程,按期完成生产任务。
f) 仓管组:物料的进库、保管和发放与资材帐务、票证管理。
g) 其他:办公室、财务部按照职能开展工作。
4 业务洽谈和销售合同4.1 业务部销售人员应通过原有的市场网络和电脑网络,多渠道搜集客户需求信息,主动联系,扩大业务触角,争取更多的目标客户。
4.2 客户联络应建立完整记录,对总经理室锁定的目标客户,应保持跟踪联络,与时通报洽谈的进展情况,必要时,应提报总经理室介入洽谈,形成合同意向。
4.3 业务部与客户洽谈合同,应对合同要素〔如款式、单价、交货期限、付款方法与质量要等进展认真评审,财务部、生产部应配合本钱分析,提供决策依据。
4.4 销售合同应按规定格式拟制,报经总经理室签发。
4.5 合同意向达成〔或签订合同〕后,业务部应向技术科下达样品制作,并交付客户确认。
确认的主要容包括包袋的结构样式,布料质地和颜色,装饰件与辅料,外观视觉效果与验收标准。