硅片不良片判定
制绒段常见不良及常规解决方法
8
片源异常及解决方法
4、线痕
线痕片大幅存在,线痕片存在的隐患为:深线痕可能导致更高碎片率,多线线 痕可能影响外观并对效率有轻微影响。
线痕表现形式:线痕可从外观直接看出,一般为一根或数根直且细的沟壑(缺照 片)。
对单晶而言,线痕分为单线线痕及多线线痕,单线线痕一般因切割断线引起,多 线线痕一般为切割浆料异常引起(如回收液的大量使用)。
判定方法:因酒精清洗不良引起的月牙状白斑 与片源脏污引起的白斑并不相同。因片源自 身引起的白斑一般表现为发白严重,并且区 域较大,位置固定性较差。因酒精清洗异常 引起的白斑主要集中在齿位附近,并且相对 轻微。
酒精清洗不良引起的制绒后月牙状 白斑
解决方法:因酒精清洗异常引起清洗不良而导 致的制绒月牙状白斑,轻微的形成B1片,严 重的则产生B2片。因此,在出现上述问题时, 需及时对酒精清洗槽进行换液处理。排净废 液,并洗槽后,再次配入新液。
在制绒段发现线痕片时,除非有质量部门的明确标识:线痕片,让步接收,才可 正常进行统一生产。否则,在有线痕片存在时,一律先搁置一边,待得到采购、 质量确认后,才统一进行正常生产。
黑名单:当前因各厂家自身控制以及我们采购、质量的严格把关,线痕片出现极
少。
9
设备异常及解决办法
设备引起的制绒异常主要有如下几个特征:
制绒异常:制绒异常可直接归总于工艺条件的偏离或与所生产硅片的匹配性存在 较大差异。因制绒条件偏离或与待制绒硅片匹配性差异,制绒后的硅片表面将产 生一系列不良,主要包括局部发亮、整体发亮、整体发白、边角发白、大面积水 纹印、表面白点、小雨点等。
13
工艺异常及常规解决办法
硅片电池片检验标准141009
一、尺寸类 A.边长 125/156 B.对角线Φ C.厚度 (180/200)
多晶检验项目
二、性能类 一、尺寸类 A.边长 B.对角线Φ C.厚度 A.少子寿命 B.导电类型 C.电阻率
三、外观类 A.梯形片 菱形片 B.弯曲片 翘曲片 C.台阶片 线痕片 D.崩边 E.微晶 分布晶 大晶粒 F.碎片 缺口 亮边 裂 纹/裂痕 划痕 亮线 沾污 色差 针孔 密集线痕 硅晶脱落 边缘毛糙
31 Hunan Red Sun Photoelectricity Science & Technology Co., Ltd. 湖南红太阳光电科技有限公司
3-10其他不良—大晶粒
大晶粒 多晶硅片上某个连续 分布的晶粒面积占总 面积的1/4以上。 合格:无大晶粒
32 Hunan Red Sun Photoelectricity Science & Technology Co., Ltd. 湖南红太阳光电科技有限公司
21 Hunan Red Sun Photoelectricity Science & Technology Co., Ltd. 湖南红太阳光电科技有限公司
多晶-线痕片
密集线痕
凹痕
22 Hunan Red Sun Photoelectricity Science & Technology Co., Ltd. 凸痕 湖南红太阳光电科技有限公司
针孔 针孔
硅晶脱落
27 Hunan Red Sun Photoelectricity Science & Technology Co., Ltd. 湖南红太阳光电科技有限公司
其他不良—沾污
硅片表面肉眼可见的某种 颜色的花样。如:指纹、水 渍、有机物、灰尘以及腐蚀 氧化。
硅片检验标准
光为绿色新能源有限公司硅片检验标准编号:LW-BZ-009-A1版本:A/1版受控状态:编制部门:技术中心发放编号:编制:日期:审核:日期:批准:日期:实施日期:发布日期:文件更改申请单硅片检验标准1目的规范多晶硅片检测标准。
2适用范围本标准规定了多晶硅片的电性能、外观尺寸的检验项目、测量器具、判定依据,适用于正常生产的多晶硅片的质量检验。
3定义3.1检测工具:数显千分尺、henneck分选机、直尺、三丰粗糙仪、MS20血阻率测试、少子寿命测试 WT-200Q3.2检测术语斑点定义:在光强430-650LUXCF,距离眼睛40cm,成30-45°角目视能看到颜色异于周围颜色的点即为斑点。
翘曲度:硅片的中面和参考面之间的最大距离和最小距离之差(即 a值)。
弯曲度:硅片中心凸起处于参考平面距离差值(即 z值)硅落:硅片表面有硅晶脱落现象且未穿透。
崩边:以硅片边缘为参考线向内部延伸深度0 0.5mm长度0 1.5mmt不能崩透的缺损属于崩边c 缺口:光强430-650LUX,目光与硅片成30-45 ° ,距离25-35cm可以看到贯通硅片的称为缺口, 看不到的不属于缺口。
水印:未充分烘干,水分蒸发后残留物。
表面玷污:硅片的表面或侧面沾有残胶或油污等杂物。
游离碳黑线:清洗后距离硅片上边缘 5mrmA内的黑色区域。
微晶:每1cm2长度上晶粒个数> 10个。
4 职责权限4.1技术部负责制定硅片检验标准;4.2质量部严格按照本文件中检验标准检验硅片。
5正文5.1表面质量表面质量通过生产人员的分选判定,目测外观符合附表1相关要求。
对整包硅片重点查看B4 (崩边),B7 (线痕)、B8 (厚度差值)、缺口、碎片、油污等情况;整包里的 B4片在迎光侧表现为“亮点”背光侧较暗;B7、B8片手感表现较重,不易区分或存在争议时,利用分选机重新分选。
5.2外型尺寸几何尺寸符合附表1相关要求,在研磨倒角处控制。
太阳能电池常见不良及说明
2B
1.缺口 1.缺口 不良原因:机械、应力造成 缺陷说明:表现为电池片边缘或四角缺失一部分 判定准则:1、用游标卡尺或模板量取缺口的长、宽、深。2 判定准则:1、用游标卡尺或模板量取缺口的长、宽、深。2、A、 B、C级要求无尖锐形缺口和三角形缺口。3、缺口不允许过电极 级要求无尖锐形缺口和三角形缺口。3 (主、副栅线) A级:1、边缘崩边、缺口:长度≤3mm深度≤0.5mm数量≤2处 级:1、边缘崩边、缺口:长度≤3mm深度≤0.5mm数量≤ 2、四角缺口:长度≤1.5×1.5mm数量≤1mm 、四角缺口:长度≤1.5×1.5mm数量≤ 3、细长形缺口:长度≤10mm深度≤0.5mm 数量≤1处 、细长形缺口:长度≤10mm深度≤ 数量≤ 4、以上缺口不可过电极(主栅线、副栅线) B级:1、边缘崩边、缺口:长度≦5mm深度≦1.0mm数量≦3处 级:1、边缘崩边、缺口:长度≦5mm深度≦1.0mm数量≦ 2、四角缺口:长度≦2×2mm数量≦1mm 、四角缺口:长度≦ 2mm数量≦ 3、细长形缺口:长度≦15mm深度≦1mm 数量≦1处 、细长形缺口:长度≦15mm深度≦ 数量≦ 4、以上缺口不可过电极(主栅线、副栅线) C级:无 缺陷片:允许存在不论大小 报废片:完全破碎无利用价值
20.油污 20.油污 不Байду номын сангаас原因:漏油引起 缺陷说明:表现为电池片表面有油污痕迹 判定准则:无油污 A级:不允许存在 B级:不允许存在 C级:不允许存在 缺陷片:允许存在,还有利用价值的片子 报废片:允许存在无利用价值的电池片
21.硅晶脱落 21.硅晶脱落 不良原因:硅片本身或受力所致 缺陷说明:表现为电池片上有明显硅晶脱落发亮的部分 判定准则:硅晶脱落镀膜后不影响电极的为正常片,镀 膜后按漏浆判定 A级:面积﹤0.5mm×0.5mm,个数﹤3个,背电极背电 级:面积﹤0.5mm×0.5mm,个数﹤ 场依据铝苞判定,侧面返工后重判 B级:单个面积﹤1mm*1mm,个数不限,背电极背电 级:单个面积﹤1mm*1mm,个数不限,背电极背电 场依据铝苞判定,侧面返工后重判 C级:单个面积﹤1mm*2mm,个数不限,背电极背电 级:单个面积﹤1mm*2mm,个数不限,背电极背电 场依据铝苞判定,侧面返工后重判 缺陷片:超过C 缺陷片:超过C级要求 报废片:超过C 报废片:超过C级要求
硅片检验标准
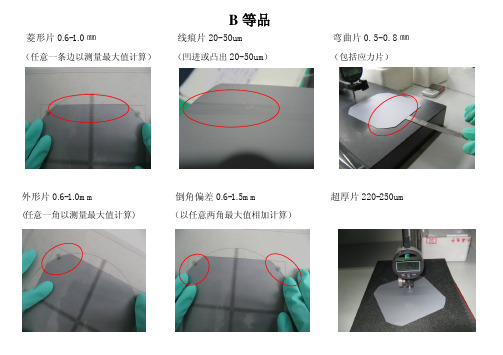
菱形片0.6-1.0㎜线痕片20-50um弯曲片0.5-0.8㎜(任意一条边以测量最大值计算)(凹进或凸出20-50um)(包括应力片)外形片0.6-1.0mm倒角偏差0.6-1.5mm超厚片220-250um (任意一角以测量最大值计算)(以任意两角最大值相加计算)超薄片150-160um硅晶脱落≤0.3mm 毛边≤0.3mm(双面缺损不在同一位置)尺寸不良124.50-126.00mm 尺寸不良148.00-149.50mm 尺寸不良150.50-151.50mm(两边相差不超过1.0mm )B 等品电阻率6-10Ω.cm台阶片≤20um厚薄不均最薄不低于150um 最厚不超过280um TTV50-70um边道翘曲0-80um 边道翘曲边缘测量值280umC等品倒角偏差1.5-2.0mm外形片1.0-2.0mm菱形片1.0-1.5mm(以任意两角最大值相加计算)(任意一角以测量最大值计算)(任意一条边以测量最大值计算)线痕片50-80um超厚片250-280um硅晶脱落≤0.5mm(凹进或凸出)(双面缺损不在同一位置)C 等品毛边≤0.5mm尺寸不良124.00-124.50mm尺寸不良126.00-127.00mm尺寸不良151.50-153.00mm 尺寸不良146.50-148.00mm 电阻率退火后6-10Ω.cmC等品边道翘曲80-150um边道翘曲边缘测量值350um厚薄不均150-280um TTV70-100um不合格品倒角偏差>2.0mm外形>2.0mm硅晶脱落>0.5mm毛边>0.5mm超薄片<150um弯曲>0.8mm电阻率>10Ω.cm电阻率<0.5Ω.cm超厚片>280um边道翘曲>150um孪晶片台阶片>20um线痕>80um缺角孔洞外形〉2.0mm隐裂纹。
硅片检验标准

版本状态临时版文件名称硅片检验页码1/5编制/日期:审核/日期批准/日期:1.目的监测硅片质量,确保电池片质量稳定。
J2.适用范围适用于本公司品质部对所有来料硅片质量的监视和测量。
3.职责3.1 品质部负责制订硅片检验文件。
3.2 品质部负责来料硅片质量的控制。
4.检验4.1核对对照送检单,核对硅片的来源、规格和数量,供方所提供的参数、如电阻率、厚度、对角线长、边长。
检查供方出具的材质报告(碳含量、氧含量、晶向及位错密度),如有不符,须先与采购部沟通,无误后进行检验。
4.2 外观检验4.2.1用刀片划开封条,划时刀片不宜切入太深,刀尖深入不要超过5mm,防止划伤泡沫盒内的硅片。
塑封好的硅片,用刀尖轻轻划开热缩膜四个角,然后撕开热缩膜。
4.2.2 抽出两边的隔版,观察盒内有没有碎片,如有则要及时清理碎片。
4.2.3 检验时戴PVC手套。
从盒内拿出100片硅片(不得超过100片),先把硅片并齐并拢后观察硅片四边是否对齐平整,并用硅片模板进行对照,鉴别是否存在尺寸不对的现象,如不符合,则用游标卡尺测量,并及时记录于硅片外观检验原始记录表上。
4.2.4 再将100片硅片分出一部分使其旋转90度或180度,再并拢观察硅片间是否有缝隙,如有则说明有线痕或是TTV超标的现象。
将缝隙处的硅片拿出来,用MS-203测硅片上不固定的数点厚度(硅片边缘2-5cm以内取点),根据厚度结果确定是否超标。
将线痕、TTV超标片区别放置。
再观察四个倒角是否能对齐,如有偏差,对照硅片模板进行鉴别,把倒角不一致硅片分开放置。
并在硅片外观检验原始记录表上分别记录数量。
4.2.5 观察硅片是否有翘曲现象,翘曲表现为硅片放在平面上成弧形或是一叠硅片并拢后容易散开。
如有,则要把硅片放在大理石平面上,用塞尺测量其翘曲度,将翘曲度超标片区别放置,在硅片外观检验原始记录表上记录数量。
4.2.6 逐片检验硅片,将碎片、缺角、崩边、裂纹、针孔、污物、微晶(特指多晶硅片)等不合格品单独挑出,分别存放,并在硅片外观检验原始记录表上记录。
光伏组件检验不良类别及实例图解.

品保部 李廷
序号Biblioteka 项目分 类实例图1实例图2
不良描述
碎片
EL不良(碎片)
EL工 序
隐裂
EL不良(隐裂)
低效片
EL不良(低效片 )
工序
不良类别
实例图1
实例图2
不良描述
断栅
EL不良(断栅)
EL工 序
黑芯片
EL不良(黑芯片)
电池片污 染(硅片 )
EL不良(污染)
工序
不良类别
外 观 检 查 工 序
电池片污 渍
外观不良(电池片 污渍)
崩边/缺 角
外观不良(崩边) 外观不良(缺角)
可视碎片
外观不良(可视碎片 )
外 观 检 查 工 序
间距不良
间距不良(过大) 间距不良(过小) 并片
整体偏移
四边等距偏差控 制在3mm之内,且 在1m处目视不明 显。
异物(锡 丝、锡渣 、焊带残 留)
层压气泡
层压不良(气泡)
脱层
层压不良(脱层)
外 观 检 查 工 序
背板凹坑
层压不良(背板凹 坑)
背板移位
层压不良(背板移 位)
焊带未剪
外观不良(焊带头 未剪)
外 观 检 查 工 序
母线偏移
母线偏移(外露)
焊带偏移 (露白)
焊带偏移 露白
型材不良(边角错 位) 型材不良(边角缝 隙过大)
外 观 检 查 工 序
型材不良
型材不良(角码松 动) 型材不良(边框划 伤)
型材不良(边框损 伤)
型材不良
型材不良(边框损伤 ) 型材不良(边角不良 )
外 观 检 查 工 序
各种不良硅片的表现形式及改善方法
各种不良硅片的表现形式及改善方法各种不良硅片的表现形式及改善方法一、线痕分类:线痕按表现形式分为杂质线痕、划伤线痕、密布线痕、错位线痕、边缘线痕等。
各种线痕产生的原因如下:1、杂质线痕:由多晶硅锭内杂质引起,在切片过程中无法完全去除,导致硅片上产生相关线痕。
表现形式:(1)线痕上有可见黑点,即杂质点。
(2)无可见杂质黑点,但相邻两硅片线痕成对,即一片中凹入,一片凸起,并处同一位置。
(3)以上两种特征都有。
(4)一般情况下,杂质线痕比其它线痕有较高的线弓。
改善方法:(1)改善原材料或铸锭工艺,改善IPQC检测手段。
(2)改善切片工艺,采用粗砂、粗线、降低台速、提高线速等。
其它相关:硅锭杂质除会产生杂质线痕外,还会导致切片过程中出现"切不动"现象。
如未及时发现处理,可导致断线而产生更大的损失。
2、划伤线痕:由砂浆中的SIC大颗粒或砂浆结块引起。
切割过程中,SIC 颗粒"卡"在钢线与硅片之间,无法溢出,造成线痕。
表现形式:包括整条线痕和半截线痕,内凹,线痕发亮,较其它线痕更加窄细。
改善方法:(1)针对大颗粒SIC(2.5~3D50),加强IQC检测;使用部门对同一批次SIC先进行试用,然后再进行正常使用。
(2)导致砂浆结块的原因有:砂浆搅拌时间不够;SIC水分含量超标,砂浆配制前没有进行烘烤;PEG水分含量超标(重量百分比<0.5%);SIC成分中游离C(<0.03%)以及<2μm微粉超标。
其它相关:SIC的特性包括SIC含量、粒度、粒形、硬度、韧性等,各项性能对于切片都有很大的影响。
3、密布线痕(密集型线痕):由于砂浆的磨削能力不够或者切片机砂浆回路系统问题,造成硅片上出现密集线痕区域。
表现形式:(1)硅片整面密集线痕。
(2)硅片出线口端半片面积密集线痕。
(3)硅片部分区域贯穿硅片密集线痕。
(4)部分不规则区域密集线痕。
(5)硅块头部区域密布线痕。
[宝典]硅片退库标准
![[宝典]硅片退库标准](https://img.taocdn.com/s3/m/f49de7f2988fcc22bcd126fff705cc1755275f86.png)
硅片不良品退库标准
一、目的
1:控制硅片质量,以确保电池片外观,性能等特性满足客户要求;
2:统一电池,切片车间关于硅片的退换标准;
二、适用范围
1:电池,切片车间
2:所有来料硅片
三、标准
1:以《单晶硅片检验标准》,《多晶硅片检验标准》标准为依据;2:本标准作为以上两份标准的补充;
四:备注
1.标准中的退库指:电池车间的不良品退给切片车间;
2.标准中的电池片成品指:印刷烧结完毕后的成品电池片;
3.标准中的等外品指:破片,隐裂片,碎片,组件上过焊条的电池片;
4.标准中的半成品的硅片指:非原始硅片,非电池片;
5.易造成硅片破损、隐裂或严重影响车间正常生产,需要双方确认;
6.由片源问题使组件产生电性能异常,目前标准中未提及的,需要试验确认;
7.对于其他难以判定的不良,各部门需协商解决;
8.由于电池车间员工原因造成电池片破碎的,不予退换;
9.原始,电池片硅片退换时,尽可能提供相关信息,合格证标签、包装日期、
检验员号(三角章内检验员号),以便于切片车间查找原因。
10.工艺后的硅片,电池片,或者是焊接后的电池片退换时由于标签纸缺失;退
库时只要符合退库标准的应予与退库,相关信息只能尽可能完善,但不作为不可退换之理由。
11.原始硅片,半成品电池片,成品电池片和焊接后的电池片退库是要分开存放
12.硅片退库,做好信息跟踪。
线痕定义-120329

项目公司:
类别定义
单一线痕硅片表面只有一条的非杂质线痕
线痕
亮线硅片表面有发亮或发黒的线痕台阶线痕硅片表面因为线痕造成的Z形台阶
杂质线痕因锭体内部杂质引起线弓异常导致的线痕,一般为一条或多条"弓
"形
密集线痕在硅片表面1个厘米内存在5条或
以上的线痕数量
划痕硅片表面,由外物造成的痕迹
色差由于切割过程中的异常情况,硅片表面用肉眼可判断的明显视觉差异
线痕标准
标准照片备注
≤15um
目视有颜色差异
≤15um
≤15um
≤15um
硅片肉眼可见即判定为不良
硅片表面的两种不同
颜色。
硅片异常分析
砂子硬度不够 砂子锐度不够
检查一: 砂子纯度
纯度不够
通知IQ联系 供应商解决
多换砂浆
提高线速度 到 /s
检查二: 砂子振实密度
纯度不够
通知IQ联系 供应商解决
整片线痕
整张片双面 均匀线痕
悬浮液悬 浮能力差
砂子切割 能力不足
悬浮液悬 浮能力差
ok
通知IQ联系 供应商解决
悬浮液 黏度
低
悬浮 液有 问题
不符合要求
检查砂子 纯度
符合
检查悬浮液 (新液、再 生液)黏度
及其他
不符合要求
薄厚片失效
导轮原因
张力原因
检查连续2刀 厚薄,并有同 位置增长趋势
是
更换 导轮
校正左右张力
否
OK 刷导轮后继续切一刀
薄厚
正常切片
出刀线痕
整片线痕
台阶线痕 TTV失效
断线
缺角失效
厚薄片
出刀线痕
钢线带砂少
砂子硬度不够 砂子锐度不够
局部位置(F或 M)位置线痕
F、M位置 均有线痕
检查一: 砂子纯度
检查二: 砂子振实密度
局部位置(F或 M)位置线痕
拆开砂浆帘,用 是 水刷洗后吹干
否
确认开机前 砂浆帘OK
否 开机砂浆 帘没调好
砂浆帘 平行
否
固定是 否滑丝
是
是 确认切割完砂 浆帘是否OK
否
固定滑丝 维修螺纹
F、M位置 均有线痕
ok
通知IQ联系 供应商解决
悬浮液 黏度
低
悬浮 液有 问题
降低砂浆温度
提高钢线速度
多换砂浆20L
砂浆温度、
尚德-硅片检验质量控制

4、如果混入到正常尺寸硅片中 生产,会导致刻蚀异常、印 刷不良
硅片不良-孪晶
19
1、孪晶交界的部位使得内 部晶体结构上存在差异, 后续制造过程中,在电池 片转换效率上存在影响
2、由于孪晶不可能做出与 正常硅片一致的转换效 率,所以孪晶的存在变相 减少了硅片的实际有效面 积。
清洗
甩干
1-2尺寸测量
边长
5
对角线
1-3 TV / TTV测试
6
五点法测试: 边缘4个、中心点1个, 探头直径为14mm, 探头中心点到硅片 边缘为10mm 。
目前我司有两种检测设备,MS203和MANZ全自动硅片分选设备, 技术标准规定五点法的测试方法,在技术要求没有比昂更之前,质量部会 以MS203设备的测试结果为准进行投诉处理,避免投诉后引起争议。
硅片检验质量控制
质量部:宋纯瑶
目录 1、硅片检验流程 2、不良品图例 3、原材料投诉流程 4、赔偿机制
1、硅片检验流程
全检
包装
300片抽一片1片, 超 过300片抽2片
少子寿命
全检
100片每盒的抽1片 300片每盒的抽3片
直角
100片每盒的抽1片 300片每盒的抽3片
碎片,缺角,崩边,污渍,台阶,穿孔 裂纹,划伤,无倒角
结束
5、硅片赔偿机制 33
硅片赔偿机制合同在2月1日到货的硅片开始实行。(从单晶开始)
硅材料实验室本月完成新标准的修订和受控工作。 09年1月开始采购部新签合同按新标准执行, 2009Q2开始原有签订的长期合同开始按新标准执行。 在此之前采购部完成原有合同的变更。
质量部09年元月开始按新标准执行。
5、丝网印刷刮板通过时可能造成 因挤压造成的碎片。
光伏组件检验不良类别及实例图解资料.
异物(胶 带、背板 丝、其他
)
异物(锡丝) 异物(锡渣) 异物(焊带头)
异物(头发丝) 异物(碎电池片)
异物(背板残留) 异物(胶带) 异物(指套)
异物(蚊 虫、不明 )
外
观
检 异物导致
查
气泡
工
序
层压气泡
异物(蚊虫) 异物(不明异物)
异物导致气泡
组件质检工序不良类别及实例图解
品保部 李廷
序号
项目分 类
碎片
实例图1
EL工 隐裂 序
低效片
实ቤተ መጻሕፍቲ ባይዱ图2
不良描述 EL不良(碎片)
EL不良(隐裂)
EL不良(低效片 )
工序 不良类别 断栅
实例图1
EL工 序
黑芯片
电池片污 染(硅片 )
实例图2
不良描述 EL不良(断栅)
EL不良(黑芯片)
EL不良(污染)
工序 不良类别 网纹
型材不良(角码松 动) 型材不良(边框划 伤)
型材不良(边框损 伤)
型材不良
外 观 检 背板划伤 查 工 序
接线盒灌 胶不良
型材不良(边框损伤 ) 型材不良(边角不良 )
外观不良(背板划 伤)
接线盒灌胶不良 (过多/过少)
接线盒安 装不良
外 观 检 查 工 序
边框二次 封胶不良
接线盒封胶不良 接线盒歪斜
铭牌粘贴不良(气 泡) 铭牌粘贴不良(歪 斜)
包
装 打包 低功率(160-180W左右),原因通常为接线 低功率(2-5W左右),则判定为
工 不良 盒焊接不良,四根引出线少焊一根。
低功率组件。
soi硅片检验标准

soi硅片检验标准一、尺寸检查1.1 检查内容:硅片的尺寸应符合规定的尺寸要求,包括长度、宽度和厚度。
1.2 检查方法:使用精度为0.01mm的卡尺进行测量。
1.3 判定标准:若实际尺寸与规定尺寸的偏差在±0.05mm范围内,则判定为合格。
二、表面质量2.1 检查内容:硅片的表面应光滑、洁净,无划痕、裂纹、凹坑等缺陷。
2.2 检查方法:通过目视或使用5倍放大镜进行检查。
2.3 判定标准:若硅片表面存在上述缺陷,则判定为不合格。
三、厚度测量3.1 检查内容:硅片的厚度应符合规定的厚度要求。
3.2 检查方法:使用精度为0.01mm的卡尺进行测量。
3.3 判定标准:若实际厚度与规定厚度的偏差在±0.02mm范围内,则判定为合格。
四、翘曲度测量4.1 检查内容:硅片的翘曲度应符合规定的翘曲度要求。
4.2 检查方法:将硅片放置在水平面上,使用精度为0.01mm的直尺进行测量。
4.3 判定标准:若翘曲度超过规定范围,则判定为不合格。
五、电阻率测量5.1 检查内容:硅片的电阻率应符合规定的电阻率要求。
5.2 检查方法:使用电阻率测试仪进行测量。
5.3 判定标准:若电阻率超过规定范围,则判定为不合格。
六、吸光度测量6.1 检查内容:硅片的吸光度应符合规定的吸光度要求。
6.2 检查方法:使用吸光度计进行测量。
6.3 判定标准:若吸光度超过规定范围,则判定为不合格。
七、化学成分分析7.1 检查内容:硅片的化学成分应符合规定的化学成分要求。
7.2 检查方法:使用光谱分析仪进行测量。
7.3 判定标准:若化学成分不符合规定要求,则判定为不合格。
八、机械强度测试8.1 检查内容:硅片的机械强度应符合规定的机械强度要求。
8.2 检查方法:使用万能材料试验机进行测试。
半导体硅片的检验准则
半导体硅片的检验准则半导体硅片的检验准则导语:半导体硅片检验是半导体制造过程中非常重要的环节。
本文将深入探讨半导体硅片的检验准则,包括其基本原理、常见的检验方法和标准,以及对检验结果的分析和评估。
一、背景介绍在半导体工业中,半导体硅片是制造集成电路的重要基础材料。
而半导体硅片的质量直接影响着电子器件的性能和可靠性。
在半导体生产过程中进行严格的检验至关重要。
二、基本原理半导体硅片的检验是通过测量和分析其物理参数和工艺特征来判断其质量。
主要包括以下几个方面:1. 外观检验:包括观察硅片表面是否有裂纹、划痕、污染等缺陷,以及检查硅片的尺寸和平整度是否符合要求。
2. 电特性检验:通过测量硅片的电阻、电容、电压等参数,判断其电性能是否满足设计要求。
3. 表面特性检验:通过使用显微镜、扫描电子显微镜等设备,观察硅片表面的形貌、晶粒结构等特征,以评估其晶体质量和晶粒大小的均匀性。
4. 化学污染检验:通过使用化学分析方法,检测硅片中的有害杂质、金属离子等污染物的含量,以评估其纯度。
三、常见的检验方法和标准1. 外观检验:通常采用目视检查和显微镜观察的方式进行,以国家相关标准为准。
2. 电特性检验:包括电阻测量、电容测量、霍尔效应测量等方法,仪器主要包括多用电表、LCR桥、霍尔效应测试仪等。
3. 表面特性检验:常用的方法有显微镜观察、原子力显微镜观察、扫描电子显微镜观察等,根据不同应用领域制定相应的表面粗糙度、晶粒尺寸等标准。
4. 化学污染检验:一般通过化学分析方法,如电感耦合等离子体发射光谱仪(ICP-OES)、能谱仪或质谱仪等,以国际标准或公司内部标准为依据。
四、检验结果的分析和评估半导体硅片的检验结果通常会输出各项参数的数值以及对应的标准值。
根据数值的大小和与标准值的偏差,可进行以下分析和评估方面的工作:1. 质量评估:将检验结果与已设定的标准进行对比,评估硅片是否合格,是否可继续用于下一工序的制造。
2. 偏差分析:对超出标准范围的数据进行分析,找出问题所在,进一步改进生产工艺。
半导体硅片检验标准
半导体硅片检验标准
半导体硅片检验标准
半导体硅片是半导体器件制造的基础材料之一,因此其检验标准至关重要。
以下是半导体硅片检验标准的详细说明。
1. 外观检查
外观检查是半导体硅片检验的最基本要求。
在检查外观时,应检查硅片表面是否有裂纹、破损、划痕、气泡等缺陷,同时也应检查硅片的形状是否符合要求。
2. 表面检测
表面检测可以通过使用光学显微镜、SEM(扫描电子显微镜)等仪器来完成。
该检测可以用来评估硅片表面的平整度、颗粒数量、颗粒大小等因素。
需要注意的是,有些表面缺陷可能在目测外观检查时并不明显,因此表面检测往往会被认为是最灵敏的检测方法之一。
3. 清洗检验
清洗检验可以确定硅片表面是否存在落在硅片上的污染物。
在检查过程中,应确保清洗剂、气氛和温度等条件正确,从而保证检验的可靠性。
4. 检测杂质
杂质是半导体硅片中一个普遍而重要的概念。
在检测杂质时,可以使用玻璃齐墩试剂等方法,对硅片进行表面浸泡。
此外,还可以使用SIMS(二次离子质谱)等方法,对硅片内部的杂质进行检测。
5. 检测电性能
在半导体硅片的制造和生产过程中,电性能的检测是至关重要的。
可以使用四点探针法、霍尔效应仪等方法,对硅片的电性能进行检测。
总之,半导体硅片检验标准非常严格,因此需要依靠多种检测手段确保硅片质量的稳定性和可靠性。
只有通过科学的检验方法,才能确保半导体器件的品质和性能。
硅片各类缺陷图片

9
尺寸偏差图示:
156.51mm 边长大①:156.51-156.70mm 边长大② :156.71-157.0mm
切方偏小 切方偏大
边长小① :155.30-155.49mm 边长小② :155.0-155.29mm
155.45mm
10
8
五、尺寸
1)尺寸
边长、对角
边长范围 156±0.5mm A:155.80-156.50mm 尺寸单包A:155.50-155.80mm
游标卡尺
注:游标卡尺 使用前需校零 测量时硅片需 放在水平面上
测量工具: 自动分选机 检验手法:通过倒片可以 大致看出边长是否有异常
对角范围 219.2±0.5mm 218.70-219.70mm
一、边缘缺陷的种类
1.硅落:硅片表面硅晶脱落的现象
2.亮边
二、线痕的种类
1.折痕
2.边缘凹痕
3凹痕
三、脏污 1)脏污:返洗无效
水印
油 污
方 法:目视
7
四、气孔 2)气孔:穿孔的、未穿透的和某处有密集小黑点的。
穿孔的
硅片上某处有密集小黑点,但未穿孔
方 法:目视
主要硅片不良原因分析

点检工作目前 都有车间技术 员监督点检 (close)
专业人员还未 配备,熟悉维 修保养得只有 个别老操作工 执行、近来断 线平均每班一 刀。(open)
采购回复为明 天厂家会来进 行协调沟通处 理(open) 线目前车间温 度都可控制在 28度以内 (close)
26日 588 1.42% 1900 2.60%
3
即日执 行
料 砂浆
9
操作工进行外观检测,发现不 技术部给出标准,IQC按新标 即日执 良异常上报IQC进行再次确认 准加严抽检 行
法 二部线痕过 张绍 于严重,15 江、 日 IPQ 戴启 2859pcs, C 明、 不良率 刘群 5.95%
9
操作工定时进行对配置砂浆进 技术部需重新定制合理范围 行检测,对所剩底部砂浆进行 标准以便让采购按标准采购 存放大罐重新搅拌处理
质量沟通会议结案情况
注:各工段按人、机、料、法、环 进行分析评估。 提 责任 相关制程 相关参数 失效现象 出 人 流程 人 粘胶 人
粘胶不良,留有残 胶,致使断线出现线 痕
会议时间: 2009年6月16日 权重(1、3、 5、7、9)
3
现行管控方法
需改进方案
执行时 间
即日执 行
巡检对粘胶人员粘胶手法进 对粘胶时出现残胶的在粘胶后 行确认,发现粘胶不良的想 就必须处理干净防止硬化 车间主任通报,车间主任对 责任人进行相应批评教育 巡检对抽查出的不合格砂浆 进行有效控制并上报,严禁 每隔2h进行抽查并进行相关记 车间私自放行,对无检测记 录 录没按操作规范执行的向车 间主任汇报
机
5
车间员工进行不定期保养维 需有专业维护人员,加强点 护,每次开机进行技术班长点 检力度,发现问题及时反馈 检 领导
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
不合格樣品參考圖片/定義
Chips
缺口/崩邊No V-type sharp
chip
Length of edge chip
≦ 5mm,
Depth ≦ 0.5mm,
No. of chip ≦ 3
ICOS PV Wafer
Inspector
Saw mark 切割線痕≦ 15μm (Depth)
1. 目視檢驗
2. 使用SJ-201量測
Crack and pin holes
裂痕與針狀列口None
不可有
ICOS Microcrack
Inspector
Micro-crack
Inclusions
Surface Cleanliness 表面潔淨度
As cut and cleaned,
No stains, scratch,
contamination,
watermark and
fingerprints
表面須清洗乾淨, 無可
見斑點, 玷汙及化學殘
留物Contaminations
ICOS PV Wafer
Inspector Standard Wafer Specification
外觀
檢驗項目檢驗規格檢驗工具
Micro-crack, pitting holes and inclusions 內部微裂痕, 凹陷與內含物Non-penetrating,
None penetrating
micro crack,
inclusions and
holes 不可有
ICOS Microcrack
Inspector
2F-11, No.32, Jiajheng 9th St., Jhubei City, Hsinchu County 302, Taiwan R.O.C.
Page 1 of 3
Angle between
square sides 直角角度90 ± 0.3 deg.-
ICOS PV Wafer
Inspector
Bevel edge
width (hypotenuse)斜邊長1.5 ± 0.5 mm
Bevel edge
angle
斜邊角度
45 ± 10 deg. Length of wafer
edge 邊長156 ± 0.5 mm
ICOS PV Wafer
Inspector
Thickness
厚度
200 ± 20 μm Semilab WLT-5
TTV
厚度變異數
≦ 40 μm Semilab WLT-5
Bow
彎曲度
≦ 50 μm非接觸電容式測試儀
Warp/Warpage
撓曲度
< 100 μm
Dopant 摻雜型態P型-Semilab WLT-5
Resitivity 電阻率0.5 Ω-cm-Semilab WLT-5
Lifetime 少子壽命≧ 1.0μs (wafer-
level)
-Semilab WLT-5
電阻
尺寸
Page 2 of 3
Carbon
concentration 碳含量
≦ 1x 1018 atms/cm 3
-
Oxygen
concentration 氧含量≦ 8 x 1017atms/cm
3
-其他開箱破片
一片換一片
-
Seller
Buyer
Dazz Sun Energy Industry Company Limited
Date: Date: February 4, 2010
Please signed back if agreed above standard specification
電阻Page 3 of 3。