铸造工艺流程 PPT
合集下载
铸造工艺介绍ppt课件.ppt

胶)的池中并待乾,使以蜡制的复制品覆上一层陶瓷外膜,一直 重复步骤直到外膜足以支持铸造过程(约1/4寸到1/8寸),然后熔 解模型中的蜡,并抽离铸模。对铸模多次加以高温焙烧,增强硬 度浇入熔融物质凝固冷却后形成铸件的铸造方法。
2014-8-28
9
病原体侵入机体,消弱机体防御机能 ,破坏 机体内 环境的 相对稳 定性, 且在一 定部位 生长繁 殖,引 起不同 程度的 病理生 理过程
铸造简介
《考工记》是中国战国时期记述官营手工业各工种规范和制造工艺的文献。 这部著作记述了齐国关于手工业各个工种的设计规范和制造工艺。
《考工记》中记载了六种器物的不同含锡量,称之为“六齐”。
合金名称 钟鼎之齐 斧斤之齐 戈戬之齐 大刃之齐 削杀矢之齐 鉴燧之齐
含铜比例 5╱6 4╱5 3╱4 2╱3 3╱5 1╱2
14
病原体侵入机体,消弱机体防御机能 ,破坏 机体内 环境的 相对稳 定性, 且在一 定部位 生长繁 殖,引 起不同 程度的 病理生 理过程
浇注位置的选择原则
①铸件的重要加工面应朝下或位于侧面 ②铸件宽大平面应朝下 ③面积较大的薄壁部分应置于铸型下部或垂直 ④易形成缩孔的铸件,较厚部分置于上部或侧面 ⑤应尽量减少型芯的数量 ⑥要便于安放型芯、固定和排气
在高压作用下,使液态或半液态金属以较高的速度充填压铸 型(压铸模具)型腔,并在压力下成型和凝固而获得铸件的方法。 2.4离心铸造
离心铸造是将液体金属注入高速旋转的铸型内,使金属液在 离心力的作用下充满铸型和形成铸件的技术和方法。
2014-8-28
10
病原体侵入机体,消弱机体防御机能 ,破坏 机体内 环境的 相对稳 定性, 且在一 定部位 生长繁 殖,引 起不同 程度的 病理生 理过程
2014-8-28
9
病原体侵入机体,消弱机体防御机能 ,破坏 机体内 环境的 相对稳 定性, 且在一 定部位 生长繁 殖,引 起不同 程度的 病理生 理过程
铸造简介
《考工记》是中国战国时期记述官营手工业各工种规范和制造工艺的文献。 这部著作记述了齐国关于手工业各个工种的设计规范和制造工艺。
《考工记》中记载了六种器物的不同含锡量,称之为“六齐”。
合金名称 钟鼎之齐 斧斤之齐 戈戬之齐 大刃之齐 削杀矢之齐 鉴燧之齐
含铜比例 5╱6 4╱5 3╱4 2╱3 3╱5 1╱2
14
病原体侵入机体,消弱机体防御机能 ,破坏 机体内 环境的 相对稳 定性, 且在一 定部位 生长繁 殖,引 起不同 程度的 病理生 理过程
浇注位置的选择原则
①铸件的重要加工面应朝下或位于侧面 ②铸件宽大平面应朝下 ③面积较大的薄壁部分应置于铸型下部或垂直 ④易形成缩孔的铸件,较厚部分置于上部或侧面 ⑤应尽量减少型芯的数量 ⑥要便于安放型芯、固定和排气
在高压作用下,使液态或半液态金属以较高的速度充填压铸 型(压铸模具)型腔,并在压力下成型和凝固而获得铸件的方法。 2.4离心铸造
离心铸造是将液体金属注入高速旋转的铸型内,使金属液在 离心力的作用下充满铸型和形成铸件的技术和方法。
2014-8-28
10
病原体侵入机体,消弱机体防御机能 ,破坏 机体内 环境的 相对稳 定性, 且在一 定部位 生长繁 殖,引 起不同 程度的 病理生 理过程
《铸造工艺流程》课件
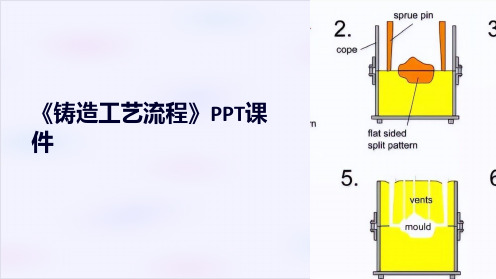
蜡型铸造
使用蜡模制造复杂形状的铸 件,然后将蜡模浸入耐火材 料中进行铸造。
铸造工艺流程的步骤
1
熔化金属
2
将合金料或金属材料加热至熔化状态,
以便于后续浇注。
3
模具制备
根据产品形状制作合适的模具,包括 砂型、金属型或蜡型等。
浇注
将熔化的金属倒入模具中,填充整个 空腔,等待冷却凝固。
铸造工艺流程的常见问题
1 气孔
2 缩孔和收缩
在铸件中形成气体孔隙, 影响铸件的机械性能。
由于熔铸过程中金属的 凝固收缩导致的缩孔和 表面缺陷。
3 夹杂物
杂质或不洁净物质被困 在铸件内部,影响铸件 的强度和质量。
铸造工艺流程的优点和局限性
优点
可制造复杂形状的金属制品、生产效率高、成 用于某些高温合金。
《铸造工艺流程》PPT课 件
铸造工艺流程的定义
铸造工艺流程是将熔化的金属或合金倒入型腔中,经过冷却凝固、浇注除砂获得所需几何形状的金属制 品的一系列工艺程序。
铸造工艺流程的分类
砂型铸造
通过在铸品外表面上涂敷一 层专用砂浆,然后铸造。常 用于制造大型铸件。
金属型铸造
制造出金属制品,通过在金 属模具中注入熔融金属,使 其凝固形成所需铸件。
铸造工艺流程的发展趋势
自动化
引入自动化设备和机器人,提高生产效率和 质量。
数字化技术
应用计算机仿真、数据分析等技术,优化工 艺流程和产品质量。
材料创新
研发新型材料,如高温合金、复合材料,扩 大铸造工艺的应用范围。
环保
减少能源消耗和废物产生,推动可持续发展。
铸造工艺流程的应用范围
铸造工艺广泛应用于制造业,包括汽车、航空航天、能源、机械制造等领域。
铸造模具工艺和设计ppt课件

-5-
一:鑄造的定義和流程
1.4 重力鑄造流程
模具安裝
砂芯模安裝
模具預熱
模具加熱
配樹脂砂
下砂芯合模
射砂加熱
澆注 開模打料 模腔清理
洗砂
熔化 配爐料
開模刮砂芯 領料
切割澆冒口
打磨試水
-6-
入庫
一:鑄造的定義和流程
1.5 砂型鑄造流程
裝模調機
砂芯模安裝
造型
模具加熱
配樹脂砂
下砂芯套箱
射砂加熱
壓鐵澆注 拆箱倒模 去除冒口
2.5 鑄造缺陷分析 1. 氣孔 2. 縮孔、縮松、疏松 3. 冷裂、熱裂、冷隔 4. 夾渣、夾砂、金屬夾雜
-14-
三:模具設計
3.1 模具設計前需考量的要點
● 加工拋光預留量的考慮 ● 分型面的選擇 ● 芯頭的設計與布置 ● 鑄件收縮的考量 ● 拔模斜度的設定
-15-
三:模具設計
3.2 模具設計原則
-10-
二:模具工藝
2.4 鑄造結構工藝分析 2.4.1 V和K型連接分析
-11-
二:模具工藝
2.4.2 十和Y型連接分析
-12-
二:模具工藝
2.4.3 過渡連接分析
(1) 不 正 確
(2) 正 確
(1) 不 正 確
過渡連接 不 同 壁 厚 45度 倒 角 過 渡
-13-
(2) 正 確
二:模具工藝
-21-
四:模具加工制作
4.2 模具加工設備
CNC程式加工
普通機床加工
-22-
四:模具加工制作
4.3 實例重力砂芯模的結構分解
打桿 抽芯
回位桿
彈簧 定模
一:鑄造的定義和流程
1.4 重力鑄造流程
模具安裝
砂芯模安裝
模具預熱
模具加熱
配樹脂砂
下砂芯合模
射砂加熱
澆注 開模打料 模腔清理
洗砂
熔化 配爐料
開模刮砂芯 領料
切割澆冒口
打磨試水
-6-
入庫
一:鑄造的定義和流程
1.5 砂型鑄造流程
裝模調機
砂芯模安裝
造型
模具加熱
配樹脂砂
下砂芯套箱
射砂加熱
壓鐵澆注 拆箱倒模 去除冒口
2.5 鑄造缺陷分析 1. 氣孔 2. 縮孔、縮松、疏松 3. 冷裂、熱裂、冷隔 4. 夾渣、夾砂、金屬夾雜
-14-
三:模具設計
3.1 模具設計前需考量的要點
● 加工拋光預留量的考慮 ● 分型面的選擇 ● 芯頭的設計與布置 ● 鑄件收縮的考量 ● 拔模斜度的設定
-15-
三:模具設計
3.2 模具設計原則
-10-
二:模具工藝
2.4 鑄造結構工藝分析 2.4.1 V和K型連接分析
-11-
二:模具工藝
2.4.2 十和Y型連接分析
-12-
二:模具工藝
2.4.3 過渡連接分析
(1) 不 正 確
(2) 正 確
(1) 不 正 確
過渡連接 不 同 壁 厚 45度 倒 角 過 渡
-13-
(2) 正 確
二:模具工藝
-21-
四:模具加工制作
4.2 模具加工設備
CNC程式加工
普通機床加工
-22-
四:模具加工制作
4.3 實例重力砂芯模的結構分解
打桿 抽芯
回位桿
彈簧 定模
铸造工艺流程图PPT课件

配料单成分 要求
成分调整 (人工)
温度、除渣
温度、时间
回炉料 (行车)
出铁水 (行车)
浇注 (行车)
落砂后处理 工序
为客户提供合格的专业产品与满意的服务
模具检查
工装模具 (行车)
造型工序工艺流程图 SHELL MOULDING PROCESS FLOW CHART
混砂工序
合
格
型
砂型硬度
砂
检查外观 吹净散砂
温度、水分 及含泥量
旧砂 (砂处理)
混砂工序工艺流程图 SAND MIXING PROCESS FLOW
混砂配比
备料
紧实率 湿压强度
水加入量 混砂时间
混砂 (混砂机)
在线检测 (检测设备)
检测合格
造型工序
性能检测 (检测仪器)
水分 紧实率 透气性 湿压强度
为社会做贡献 为企业求发展
原材料验收 标准
LOGO 公司名称
原材料验收 及工装模具
检查
原辅材料及 工装准备
加热温度和 结壳时间
制芯 (射芯机)
生产工艺流程图
Process Flow Chart
飞边、披缝 及散砂清理
干净
混砂配比
温度、水分 及含泥量
修芯 (手工)
混砂
至混砂
(混砂机)
旧砂回收 (砂处理)
混砂配比
砂型硬度
吹净散砂 下芯检查 放置滤网
不良品
人单合一 持续改进 成本管控 营造和谐邦和
熔炼及浇注 工序
落砂及后处理工序工艺流程图 SAND COLLECTING PROCESS FLOW CHART
温度、水分 及含泥量
落砂 (落砂滚筒)
铸造工艺图PPT
4.4
应用举例
4.5
单元小结
一、实质、特点及应用 1.铸造定义
是指熔炼金属、制造铸型、并将熔融金属浇注入铸型内、凝固
后获得一定形状和性能铸件的成形方法。 铸造实质:是利用熔融金属的流动性能实现成形。 铸件:用铸造方法得到的金属零件。 铸型:形成铸件形状的工艺装置。 2.铸造的特点 1)成形方便、适应性强 尺寸、形状不受限制 长度从几mm-20m;厚度从0.5-500mm;重量从几克-几百吨; 材料的种类和零件形状不受限制。
9)冷铁和铸筋的位置、形状、尺寸和数量,固定组合方法 及冷铁留缝大小等。
10)模样的分型负数,分模面及活块形状,反变形量的大
小和位置、形状、非加工壁厚的负余量工艺补正量的加 设位置和尺寸等。
11)大型铸件的吊柄,某些零件上所加的机械加工用夹头
或加工基准台面等。此外,有的铸造工艺图尚需说明: 浇注要求,压铁重,冒口切割残留量,冷却保温处理方 式,拉筋处理要求,退火要求等
2)生产成本较低(与锻造比) 设备费用低; 减少加工余量,节省材料; 原材料来源广泛。 3)组织性能较差 晶粒粗大、不均匀; 力学性能差; 工序繁多、易产生铸造缺陷。 4)工作条件差、劳动强度大。
4.铸造工艺图
4.1 工艺图内容
4.2
4.3 4.4 4.5
工艺符号
绘制步骤 应用举例 小结
4.1 工艺图内容 为保证铸件的质量,提高产生产率,降低成本,铸造
生产需根据零件的结构特点、技术要求、生产批量和生产
条件等进行铸造工艺设计,并绘制成图。 铸造工艺图是根据上述要求表示铸型分型面、浇冒口
系统、浇注系统、浇注位置、型芯结构尺寸、控制凝固措
3)标出浇注位置和分型面。
4)绘出各视图上的加工余量及不铸孔、沟槽等工艺符号。 5)标出与分型面垂直壁的起模斜度。
铸造工艺基础大全完整版.ppt课件.ppt

精心整理
§2铸件的凝固与收缩
凝固—金属从液态转变为固态的过程。这个转变期 称为凝固期。
一 .铸件的凝固方式
实验:做几个直径相同
的球铸型,一次同时浇注
经过不同时间,先后拔掉
泥芯。倒出液态金属,
测量硬壳厚度,画出
凝固厚度—时间曲线。
泥 芯
精心整理
厚度 3 2 1
1--φ75
2—φ125
3—φ260
精心整理
3 . 中间凝固---凝固区介于1、2之间。大多数合 金的凝固方式属于这种凝固方式。
精心整理
铸件凝固方式对铸件质量的影响: 凝固过程实质是金属的结晶过程,它从两方 面影响铸件的性能: 1)形成的金相组织-----晶粒的大小、形状及晶 粒的内部缺陷等影响合金的机械性能; 2)金属的致密度-----液态金属结晶为固态,引 起的体积收缩所形成的孔洞,若得不到液态 金属的补缩,将产生铸造缺陷,影响合金的 致密性及强度。
精心整理
σ σ
精心整理
Al---Si 合金的高温强度
σ 500℃
固相线精心整理
T℃
影响热裂形成的因素 (1)合金性质
合金结晶温度 T℃
范围越宽,
热裂倾向性
越大。
热
裂
倾
向
精心整理
线收缩 开始温度
固 相 线
此外,合金中的一些其它元素对其热裂 倾向也有一定的影响。如:碳素钢中的S、
P、Si, Mn 四种因素对热裂性的影响。
精心整理
2 .机械应力(收缩应力)
由于收缩受阻,产生的都是拉应力或剪应力。
因为是产生在弹性状态下,落砂后随着产生弹 性变形而消失,为临时应力。(但产生弹性变 形的应力仍然留在弹性体内)
§2铸件的凝固与收缩
凝固—金属从液态转变为固态的过程。这个转变期 称为凝固期。
一 .铸件的凝固方式
实验:做几个直径相同
的球铸型,一次同时浇注
经过不同时间,先后拔掉
泥芯。倒出液态金属,
测量硬壳厚度,画出
凝固厚度—时间曲线。
泥 芯
精心整理
厚度 3 2 1
1--φ75
2—φ125
3—φ260
精心整理
3 . 中间凝固---凝固区介于1、2之间。大多数合 金的凝固方式属于这种凝固方式。
精心整理
铸件凝固方式对铸件质量的影响: 凝固过程实质是金属的结晶过程,它从两方 面影响铸件的性能: 1)形成的金相组织-----晶粒的大小、形状及晶 粒的内部缺陷等影响合金的机械性能; 2)金属的致密度-----液态金属结晶为固态,引 起的体积收缩所形成的孔洞,若得不到液态 金属的补缩,将产生铸造缺陷,影响合金的 致密性及强度。
精心整理
σ σ
精心整理
Al---Si 合金的高温强度
σ 500℃
固相线精心整理
T℃
影响热裂形成的因素 (1)合金性质
合金结晶温度 T℃
范围越宽,
热裂倾向性
越大。
热
裂
倾
向
精心整理
线收缩 开始温度
固 相 线
此外,合金中的一些其它元素对其热裂 倾向也有一定的影响。如:碳素钢中的S、
P、Si, Mn 四种因素对热裂性的影响。
精心整理
2 .机械应力(收缩应力)
由于收缩受阻,产生的都是拉应力或剪应力。
因为是产生在弹性状态下,落砂后随着产生弹 性变形而消失,为临时应力。(但产生弹性变 形的应力仍然留在弹性体内)
铸造工艺学精品PPT课件

17
奥占公式:
S阻
m下
1 2gHP
图13 奥占公式
18
图13 无冒口系统时的铸件
19
冒口
图14 加入补缩源—冒口
20
模数法设计冒口的基本方法是: 1)Mr=fMc Mr为冒口模数,Mc为铸 件模数,f=1.0-1.2。 2)冒口要提供足够的补缩金属液: ε(Vc+Vr)+Ve<=Vrη 3)一定的补缩通道角:可利用冷铁和 其他工艺措施来造成合适的补缩通道 角
21
吃砂量
图16 砂型装配示意 图
箱把:翻 箱及吊运 操作等 紧固夹紧防 止跑火等
22
定位销
图15 模样定位销示意图
23
大球的制造过程引出的 基本铸造工艺概念
➢成型类:分型面、分模面 ➢工艺类:浇注系统、冒口、冷铁 ➢工装类:模样、模板、砂箱等
24
套筒工艺与大球工艺的差别 ——浇注位置、砂芯、外模 样变化
重要面
36
重要面
图 3-2-36
37
38
例2:能保证顺序凝固。例如,厚大部分在上部,或 按一定次序厚大部分靠近冒口。
39
例3:铸件水平面积大的部分应尽量置于 铸件下部。
40
41
例4:避免用吊砂、吊芯或悬臂式砂芯, 便于下芯、合箱及检验。
42
合箱时容易碰坏砂芯
合箱时不会 碰坏砂芯
43
分型面的确定
9
图5 分型面
10
图6 造型
11
图7 造型时分型面与 分模面平齐一致
12
分模面
图8 造型时分型面与 分模面平齐一致
13
图9 球形空腔
14
图10 在球形空腔上置浇道
奥占公式:
S阻
m下
1 2gHP
图13 奥占公式
18
图13 无冒口系统时的铸件
19
冒口
图14 加入补缩源—冒口
20
模数法设计冒口的基本方法是: 1)Mr=fMc Mr为冒口模数,Mc为铸 件模数,f=1.0-1.2。 2)冒口要提供足够的补缩金属液: ε(Vc+Vr)+Ve<=Vrη 3)一定的补缩通道角:可利用冷铁和 其他工艺措施来造成合适的补缩通道 角
21
吃砂量
图16 砂型装配示意 图
箱把:翻 箱及吊运 操作等 紧固夹紧防 止跑火等
22
定位销
图15 模样定位销示意图
23
大球的制造过程引出的 基本铸造工艺概念
➢成型类:分型面、分模面 ➢工艺类:浇注系统、冒口、冷铁 ➢工装类:模样、模板、砂箱等
24
套筒工艺与大球工艺的差别 ——浇注位置、砂芯、外模 样变化
重要面
36
重要面
图 3-2-36
37
38
例2:能保证顺序凝固。例如,厚大部分在上部,或 按一定次序厚大部分靠近冒口。
39
例3:铸件水平面积大的部分应尽量置于 铸件下部。
40
41
例4:避免用吊砂、吊芯或悬臂式砂芯, 便于下芯、合箱及检验。
42
合箱时容易碰坏砂芯
合箱时不会 碰坏砂芯
43
分型面的确定
9
图5 分型面
10
图6 造型
11
图7 造型时分型面与 分模面平齐一致
12
分模面
图8 造型时分型面与 分模面平齐一致
13
图9 球形空腔
14
图10 在球形空腔上置浇道
铸造工艺培训教材(PPT 42张)

第 4章
• 1.手工造芯 • 手工将芯砂填入芯盒,经紧实修整后制成型芯。形状简单、高度不 大的型芯用整体式芯盒;回转体及形状对称的型芯用对开式芯盒; 形状复杂的大、中型型芯采用拆开式芯盒。 • 2.机器造芯 • 机器造芯用于成批、大量生产的型芯,常用方法有振压式造芯和射 芯法。
4 浇注系统。金属液进入铸型型腔时所经过的一 系列彼此相连的通道称为浇注系统。完整的浇注 系统包括外浇口、直浇道、横浇道和内浇道,如 图4.4所示。 (1)外浇口。金属液的直接注入处。作用是减 轻液流对铸型的直接冲击,阻拦熔渣流入直浇道。 (2)直浇道。外浇口下一段圆锥形垂直通道。 作用是使金属液产生一定静压力,改善铸型的填 充性。 (3)横浇道。将金属液引入内浇道的水平通道。 作用是挡渣,并向内浇道分配液流。
第 4章
图4.5 金属型的结构
金属型铸造时应采取以下一些工艺措施: (1)金属型腔要涂0.2~1.0mm厚的耐火衬料与表面涂料。 (2)喷刷涂料和浇注前金属型要预热,以使铸件冷却速度降低。 (3)掌握好铸件出型温度和出型时间,防铸件产生裂纹和白口,提 高生产率。 4.2.2 熔模铸造 熔模铸造是用易熔材料制成模型,在模型上涂若干层耐火涂料,经干 燥硬化后,再将模型熔失,获得无分型面的型壳,将金属液浇入型壳 中,冷凝后即成铸件。
第 4章
• 2 造型 • 制造铸型的工艺过程称为造型,造型分手工造型和机器造型两大类。 • (1)手工造型。手工造型时紧砂和起模用手工完成,操作灵活,适 应性强,模样成本低,但铸件质量较差,生产率低,劳动强度大,主 要用于单件、小批生产。 • (2)机器造型。机器造型是用模板和砂箱在专门的造型机上进行造 型。它使填砂、紧砂和起模等操作实现机械化。其生产率高,铸型质 量好,改善了工人劳动条件,适于大批生产。 • 3 造芯 • 当铸件有内腔时,一般需制作型芯。型芯用芯盒制成,芯盒结构有整 体式、对开式和拆开式三种,如图4.3所示。造芯方法也分手工造芯 和机器造芯两种。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
分型面
模样
模样Байду номын сангаас
可用钉子、燕尾榫槽等方 法连接
(5)刮板造型 ——用于单件大回转体铸件.
砂箱
刮板
2、机器造型
紧砂、起模由机械操作完成,生产率高,铸件精度和表 面质量高,是现代化大批量铸造生产的基本方法。
砂箱
• 紧砂的方法有:
压实、震实、震压、 抛砂、射砂紧实、 气冲紧实等,以震 压紧砂法为主。
模 底版 震击活塞 压实气缸
紧砂和起模由人工操作完成,用于单件或小批量生产。
(1)整模造型
——模样为整体模,且分型面是平面;用于形状简 单且最大截面在一端并为平面的的铸件。
上砂箱
浇口棒 分型面
下砂箱
模样
(2)分模造型
——模样有几部分组成,且分型是平面;用于铸件 没有平面,且最大截面在中部,可将模样从 中间分开。
(两箱造型)
4.砂型铸造的工序
备砂 制模样 制型芯盒
落砂
浇注 合箱
清理
铸件
制铸型 制型芯 烘干铸型、型芯
5.手工造型方法
(1)整模造型;(2)分模造型;(3)挖砂造型; (4)活块造型;(5)刮板造型;
6.铸造合金的熔炼及浇注
炉料处理(破碎生铁、回炉铁、废钢,选焦炭)→配料 (配以硅铁、锰铁等) →加入熔剂(石灰石、萤石)→ 熔炼浇注(共晶铸铁:1150℃~1300 ℃;铸钢:1520 ℃~1620 ℃) 7.特种铸造方法
砂型铸造工艺流程
制备型砂 制造模样 熔炼金属 制备芯砂 制造芯盒
制造铸型 烘干铸型
合箱及浇注 落砂 清理 铸件
制造型芯 烘干型芯
砂型铸造工艺流程
(一)造型材料 ——用来制造砂型和砂芯的材料。
材料 要求
热强度 透气性 耐火性 材料 退让性 配制 可塑性
(二)造型方法
1、手工造型
原砂(山砂、河砂、人工砂) 黏结剂(黏土、桐油、水玻璃等) 附和物(木屑、煤粉等)
机械零件的形成过程
铸、锻、焊 热加工
切削
零件
根据零件的使用要求
性能 结构 精度
确定零件的材料加 工工艺过程
§2—1 铸造生产
将熔融的金属液体浇注到铸型腔中,冷却凝 固后获得零件毛坯或零件的方法称为铸造。
铸造生产的特点:
(1)可获得形状十分复杂的铸件;
(2)铸件的形状接近成品零件的形状,故省材省工;
熔模铸造
——用蜡做模,再用造型材料将其包住,经硬化后, 加热将蜡模熔化排出型外,从而获得铸型,再经浇注 获得铸件的工艺过程。
4、离心铸造
离心铸造
——将液态合金浇入 高速旋转 (250∼1500r/min)的 铸型中,使金属液在离 心力作用下填充铸型 并结晶的铸造方法.
立式离心铸造
卧式离心铸造
课后小 结
上半模
分型面
下半模
第二章 铸造、锻压与焊接
大家有疑问的,可以询问和交流
可以互相讨论下,但要小声点
上砂箱
(三箱造型)
上模
中砂箱
下砂箱
下模
分型面 中模 分型面
(3)挖砂造型 ——主要用于外廓为曲面或阶梯型的铸件。
挖去分型 面上的砂
放置上 砂箱
下砂箱
模样
(4)活块造型
——用于带有突出部分而妨碍起模的铸件。
(2)燃料——常用燃料为焦炭。
(3)熔剂——常用熔剂有石灰石(CaCO3)或莹石 (CaF2),其目的为造渣。
(4)浇注温度——在一定的温 度范围内,浇注温度越高,合金 液体的流动性越好。但当超过一 定界限后由于合金液体吸气多, 氧化严重,流动性反而降低。浇 注温度一般控制在液相线以上, 约有150℃的过热度。
铸造生产中很少采用纯金属,而是采用各种合金。其中 有铸铁、铸钢、铸铜合金、铸铝合金等,铸铁和铸钢是最重 要的品种。
2、铸造合金的熔炼及浇注
铸铁的熔炼及浇注,应保证在规定的化学成分和合适的 温度下进行。(以冲天炉熔炼铸铁为例)
(1)熔炼炉料——生铁锭、回炉铁、废钢等金属料。配 以硅铁、锰铁等调整其比例可得到一定含碳量和化学成分 的铸铁。
(3)铸件的体积和质量适应范围大;
(4)原材料来源广,生产成本低;
(5)质量不稳定(缩孔、缩松、气孔、砂眼)故力学性 能较差,不宜重载和冲击场合使用。
铸造方法: (1)砂型铸造 ——用型砂和型芯砂制造铸型。
(2)特种铸造
金属型铸造 压力铸造
熔模铸造 离心铸造
低压铸造等
一、砂型铸造 ——用型砂和型芯砂制造铸型的方法。
金属型铸造、压力铸造、熔模铸造、离心铸造等
1、金属型铸造
左半型
垂直型芯
左半型
——将液体金属
浇入金属铸型以
水平型芯
获得铸件的工艺
铸件
过程。
型腔
金属型铸造
底座
2、压力铸造
压力铸造
——用较低(或较高)的压力将金属液由铸型底部注 入型腔,并在压力下凝固以获得铸件的工艺过程。
进空气
上型 下型
充液口
金属液 坩埚 电阻加热保温炉
密封盖 合金液 升液管
3、熔模铸造
1.铸造生产定义 将熔融的金属液体浇注到铸型腔中,冷却
凝固后获得零件毛坯或零件的方法称为铸造。 2.铸造生产的优缺点
(1)适应形状复杂;(2)零件省材省工; (3)适应大体积和质量;(4)生产成本低; (5)质量不稳定。
3.铸造的方法
(1)砂型铸造 ——用型砂和型芯砂制造铸型。 (2)特种铸造 ——金属型、压力、熔模、离心等。
共晶铸铁:1150∼1300℃
铸 钢:1520∼1620℃
3、铸造合金的熔炼设备
铸造生产(43)
铸铁:用焦碳为燃料的冲天炉; 铸钢:用电加热的电弧炉和感应炉; 有色金属:多用反射炉或坩埚。
冲天炉
电弧炉
坩埚
二、特种铸造
• 砂型铸造优点:设备简单、成本低廉、铸造灵活、尺寸
形状不受限制;
• 砂型铸造缺点:工艺复杂、生产率低、铸造缺陷多、尺寸 精度低、切削量大、劳动强度大等。
进气口
震压紧砂
压头 模样 进气口 起模气缸 震击气缸
• 起模方法有:
• 顶箱起模(适用于高 度小而且形状简单的铸 件); • 翻转起模(适用于高 度高而且形状复杂的铸 件); • 漏模起模(适用于形 状复杂的铸件)等。
顶箱起模
起模液压缸 同步连杆 起模顶杆 液压油缸
(三)铸造合金的熔炼及浇注 1、铸造合金的种类
模样
模样Байду номын сангаас
可用钉子、燕尾榫槽等方 法连接
(5)刮板造型 ——用于单件大回转体铸件.
砂箱
刮板
2、机器造型
紧砂、起模由机械操作完成,生产率高,铸件精度和表 面质量高,是现代化大批量铸造生产的基本方法。
砂箱
• 紧砂的方法有:
压实、震实、震压、 抛砂、射砂紧实、 气冲紧实等,以震 压紧砂法为主。
模 底版 震击活塞 压实气缸
紧砂和起模由人工操作完成,用于单件或小批量生产。
(1)整模造型
——模样为整体模,且分型面是平面;用于形状简 单且最大截面在一端并为平面的的铸件。
上砂箱
浇口棒 分型面
下砂箱
模样
(2)分模造型
——模样有几部分组成,且分型是平面;用于铸件 没有平面,且最大截面在中部,可将模样从 中间分开。
(两箱造型)
4.砂型铸造的工序
备砂 制模样 制型芯盒
落砂
浇注 合箱
清理
铸件
制铸型 制型芯 烘干铸型、型芯
5.手工造型方法
(1)整模造型;(2)分模造型;(3)挖砂造型; (4)活块造型;(5)刮板造型;
6.铸造合金的熔炼及浇注
炉料处理(破碎生铁、回炉铁、废钢,选焦炭)→配料 (配以硅铁、锰铁等) →加入熔剂(石灰石、萤石)→ 熔炼浇注(共晶铸铁:1150℃~1300 ℃;铸钢:1520 ℃~1620 ℃) 7.特种铸造方法
砂型铸造工艺流程
制备型砂 制造模样 熔炼金属 制备芯砂 制造芯盒
制造铸型 烘干铸型
合箱及浇注 落砂 清理 铸件
制造型芯 烘干型芯
砂型铸造工艺流程
(一)造型材料 ——用来制造砂型和砂芯的材料。
材料 要求
热强度 透气性 耐火性 材料 退让性 配制 可塑性
(二)造型方法
1、手工造型
原砂(山砂、河砂、人工砂) 黏结剂(黏土、桐油、水玻璃等) 附和物(木屑、煤粉等)
机械零件的形成过程
铸、锻、焊 热加工
切削
零件
根据零件的使用要求
性能 结构 精度
确定零件的材料加 工工艺过程
§2—1 铸造生产
将熔融的金属液体浇注到铸型腔中,冷却凝 固后获得零件毛坯或零件的方法称为铸造。
铸造生产的特点:
(1)可获得形状十分复杂的铸件;
(2)铸件的形状接近成品零件的形状,故省材省工;
熔模铸造
——用蜡做模,再用造型材料将其包住,经硬化后, 加热将蜡模熔化排出型外,从而获得铸型,再经浇注 获得铸件的工艺过程。
4、离心铸造
离心铸造
——将液态合金浇入 高速旋转 (250∼1500r/min)的 铸型中,使金属液在离 心力作用下填充铸型 并结晶的铸造方法.
立式离心铸造
卧式离心铸造
课后小 结
上半模
分型面
下半模
第二章 铸造、锻压与焊接
大家有疑问的,可以询问和交流
可以互相讨论下,但要小声点
上砂箱
(三箱造型)
上模
中砂箱
下砂箱
下模
分型面 中模 分型面
(3)挖砂造型 ——主要用于外廓为曲面或阶梯型的铸件。
挖去分型 面上的砂
放置上 砂箱
下砂箱
模样
(4)活块造型
——用于带有突出部分而妨碍起模的铸件。
(2)燃料——常用燃料为焦炭。
(3)熔剂——常用熔剂有石灰石(CaCO3)或莹石 (CaF2),其目的为造渣。
(4)浇注温度——在一定的温 度范围内,浇注温度越高,合金 液体的流动性越好。但当超过一 定界限后由于合金液体吸气多, 氧化严重,流动性反而降低。浇 注温度一般控制在液相线以上, 约有150℃的过热度。
铸造生产中很少采用纯金属,而是采用各种合金。其中 有铸铁、铸钢、铸铜合金、铸铝合金等,铸铁和铸钢是最重 要的品种。
2、铸造合金的熔炼及浇注
铸铁的熔炼及浇注,应保证在规定的化学成分和合适的 温度下进行。(以冲天炉熔炼铸铁为例)
(1)熔炼炉料——生铁锭、回炉铁、废钢等金属料。配 以硅铁、锰铁等调整其比例可得到一定含碳量和化学成分 的铸铁。
(3)铸件的体积和质量适应范围大;
(4)原材料来源广,生产成本低;
(5)质量不稳定(缩孔、缩松、气孔、砂眼)故力学性 能较差,不宜重载和冲击场合使用。
铸造方法: (1)砂型铸造 ——用型砂和型芯砂制造铸型。
(2)特种铸造
金属型铸造 压力铸造
熔模铸造 离心铸造
低压铸造等
一、砂型铸造 ——用型砂和型芯砂制造铸型的方法。
金属型铸造、压力铸造、熔模铸造、离心铸造等
1、金属型铸造
左半型
垂直型芯
左半型
——将液体金属
浇入金属铸型以
水平型芯
获得铸件的工艺
铸件
过程。
型腔
金属型铸造
底座
2、压力铸造
压力铸造
——用较低(或较高)的压力将金属液由铸型底部注 入型腔,并在压力下凝固以获得铸件的工艺过程。
进空气
上型 下型
充液口
金属液 坩埚 电阻加热保温炉
密封盖 合金液 升液管
3、熔模铸造
1.铸造生产定义 将熔融的金属液体浇注到铸型腔中,冷却
凝固后获得零件毛坯或零件的方法称为铸造。 2.铸造生产的优缺点
(1)适应形状复杂;(2)零件省材省工; (3)适应大体积和质量;(4)生产成本低; (5)质量不稳定。
3.铸造的方法
(1)砂型铸造 ——用型砂和型芯砂制造铸型。 (2)特种铸造 ——金属型、压力、熔模、离心等。
共晶铸铁:1150∼1300℃
铸 钢:1520∼1620℃
3、铸造合金的熔炼设备
铸造生产(43)
铸铁:用焦碳为燃料的冲天炉; 铸钢:用电加热的电弧炉和感应炉; 有色金属:多用反射炉或坩埚。
冲天炉
电弧炉
坩埚
二、特种铸造
• 砂型铸造优点:设备简单、成本低廉、铸造灵活、尺寸
形状不受限制;
• 砂型铸造缺点:工艺复杂、生产率低、铸造缺陷多、尺寸 精度低、切削量大、劳动强度大等。
进气口
震压紧砂
压头 模样 进气口 起模气缸 震击气缸
• 起模方法有:
• 顶箱起模(适用于高 度小而且形状简单的铸 件); • 翻转起模(适用于高 度高而且形状复杂的铸 件); • 漏模起模(适用于形 状复杂的铸件)等。
顶箱起模
起模液压缸 同步连杆 起模顶杆 液压油缸
(三)铸造合金的熔炼及浇注 1、铸造合金的种类