手机模内注塑五金设计要点.ppt
项目5手机上壳注塑模具设计

创新设计
为了满足消费者对个性化、 时尚化的需求,手机市场 上壳需要不断创新设计, 提高产品附加值。
注塑模具设计的重要性
提高生产效率
注塑模具设计能够实现自 动化生产,提高生产效率, 降低生产成本。
保证产品质量
合理的注塑模具设计能够 确保产品质量的稳定性和 一致性,减少不良品率。
促进产品创新
注塑模具设计为产品创新 提供了技术支持,使企业 能够快速响应市场需求, 推出新产品。
校核模具刚度
根据受力情况,对模具整体刚度进行校核,确保 模具在使用过程中不会发生弯曲或扭曲。
模具材料选择与热处理
选择模具材料
根据模具使用要求和受力情况,选择 合适的模具材料。
进行材料热处理
根据材料特性,进行适当的热处理, 提高模具的硬度和耐磨性。
模具精度与表面处理
控制模具精度
根据产品要求和生产条件,控制模具的加工精度和装配精度 。
THANKS FOR WATCHING
感谢您的观看
保证模具精度和寿命
总结词
模具精度和寿命是衡量模具质量的重要指标。
详细描述
在设计中应采用高精度的加工设备和工艺,确保模具零件的制造精度,同时优化模具结构,提高模具的耐磨性和 抗疲劳性能,延长模具的使用寿命。
优化模具结构,降低制造成本
总结词
优化模具结构是降低制造成本的有效途径。
详细描述
在满足产品要求的前提下,应尽可能简化模具结构,减少模具零件数量,降低加工难度和制造成本。 同时,合理布置浇注系统和冷却系统,提高生产效率,进一步降低生产成本。
推出方式选择
根据产品形状、尺寸和成型工艺要求,选择合适 的推出方式,如顶杆推出、气动推出等。
推出机构设计
手机壳注塑模具设计
摘要本次设计就是将手机壳作为设计模型,将注塑模具的相关知识作为依据,阐述塑料注塑模具的整体设计过程。
该毕业设计的内容是手机壳的注塑模具,材料为PC,根据其结构形状特点以及通过对手机壳成型工艺的正确分析,确定型腔的总体布局,选择分型面,确定脱模方式,设计浇注系统等;同时本文对注塑模具进行简要介绍,对注塑模具中的主要零件进行设计计算,在设计过程中着重考虑其生产实际中的经济性和合理性。
关键词:注塑模具;注射成型;分型面AbstractThis design is the air refreshing agent box as a design model, the injection mold related knowledge as the basis, elaborated the whole design process of plastic injectio n mould.The content of graduation design is the injection mold of air refreshing agent box, the material is PC, according to the structure characteristics and the correct analysis of the air refreshing agent box molding process, to determine the overall layout of the cavity, the choice of parting surface, gating system design to determine the stripping method, etc.; at the same time this paper gives a brief introduction about the injection mould, the main parts of injection mold design and calculation, in the design process focuses on the actual production in the economy and rationality.Keywords:The plastic mold;the parametrization;;divides the profile目录摘要 (I)Abstract..................................................... I I第一章绪论 (1)1.1 模具介绍 (3)1.2 模具在加工工业中的地位 (3)1.3 模具的发展趋势 (3)第二章该塑件材料分析和工艺性分析 (4)2.1 材料分析 (6)2.2 工艺分析 (7)2.2.1尺寸及精度 (8)2.2.2表面粗糙度 (9)2.2.3形状 (9)2.2.4斜度 (9)第三章拟定成型工艺 (10)3.1制件成型方法 (10)3.2制件的成型参数 (10)3.3确定型腔数目.............................. 错误!未定义书签。
手机套盖注射模设计

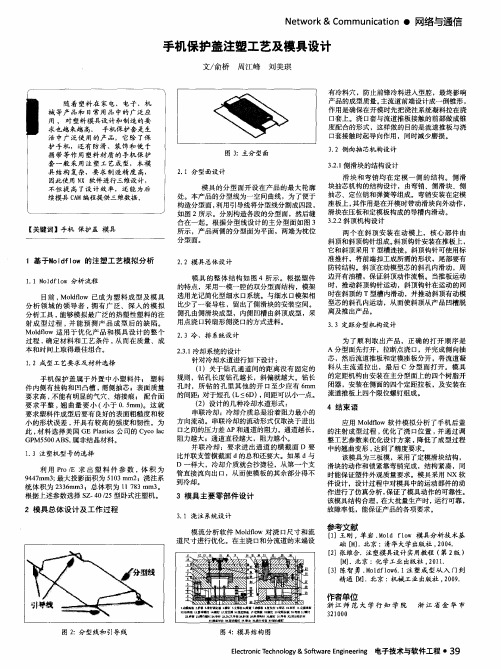
2007.1\21塑件结构特点与工艺分析手机套盖塑件如图1所示,是某品牌翻盖式手机的附属产品,包括面盖和背盖两个零件。
面盖外形尺寸88.0mm×55.2mm×13.1mm,为一面开口,三面封闭的盒形件,而且三封闭边内形凹入,其中头部圆弧边凹入(图中d处)深度远大于两侧边,最深处达到15mm,两侧边凹入(图中e、f处)深度2.5mm,尾部开口边有两个卡扣(图中g处)。
背盖外形尺寸为98.6mm×64.4mm×21.3mm,是四面封闭的盒形件;头部有两个贯穿底、侧面的异形孔(图中h、i处);尾部圆弧边内形凹入(图中j处),深度为3.5mm,而且弧面上有一个长方孔(图中k处)。
两塑件壁厚均为1.3~1.4mm。
其使用时套装在翻盖手机的两部分上,起防护和装饰作用,要求有较高的强度、刚度、耐磨、耐热、防腐性能,同时要求有好的手感和外观质量,外表面不能出现熔接痕、气纹、银丝、缩孔及浇口痕迹等缺陷,内侧形状及尺寸必须与手机吻合适配。
两塑件均选用性能优异的PC+ABS合成塑料,该塑料具有PC的强韧性、ABS的质感,而且成型流动性比PC有较大改善,收缩率为0.6%。
2模具结构设计2.1模具总体结构由于两塑件外形大小相近,材质和颜色相同,外观质量要求高,而且生产批量不是很大,因此将其在同一套模具中成型,采用1模1+1腔的模具结构,并选择内侧潜伏式浇口,把进浇点设在塑件的内表面或不显眼部位,以使塑件的可见外表面看不到浇口痕迹。
对于面盖塑件,由于尾部开口边两个卡扣的阻碍,导致需要进行三面内侧抽芯,本模具采用三滑块组合结构,通过使滑块按不同次序动作依次完成抽芯,首先在开模过手机套盖注射模设计杨军张汝英湖南工业职业技术学院湖南长沙410007广东东莞金万塑胶五金有限公司广东东莞523930摘要:分析了手机套盖塑件的工艺结构特点和PC+ABS合成塑料的成型特性,介绍了该塑件注射模的结构和工作过程;重点阐述了圆弧形内侧潜伏式浇口和三面内侧抽芯结构的设计要点。
手机精密五金结构设计详解-新

产品设计模具设计塑胶原料机台设备成型技术产品XX 设计导致模具XX 不良射胶速度XXX料管温度XXXX 流动性不足模温XX 导致参数XX 设置导致手机五金结构设计分析与改善五金的产品结构规范要求目的:为了规范我们在评审或者结构设计,并且更有利生产冲压模具的要求,下面提出一些关于产品结构设计的要求。
注明:t代表料厚。
1.模内注塑钢片的料厚不能小于0.3MM.2.模内注塑件最好不要采用铝件.模内注塑钢片的设计要求钢片的设计好坏直接影响模内注塑后的前壳的产品平面度,当然,产品的整体平面度也要看塑胶的结构,不能一概而论!注:1.产品的材料一般情况下用SUS304 ½ H ,SUS304 ¾ H.推荐SUS304 ½ H ,整形回弹小2.模内注塑钢片的料厚不能小于0.3MM.3.组装的钢片料厚不能小于0.2MM.2t 所示折弯的高度不能小于2t,小于的2t产品的强1.0所示双折弯的直伸位的高度不能小于1.0,小于1.0会压压不平,且影响产品的公差及尺寸,同时也可能会影响到模内注塑.所示过料孔要求要空间的情况下要做到果不能,最小也要做∮1.0(料厚在0.4),上做上C0.15,便于扣料.所示折弯中间的过料孔要求要空间的情况下要做到8-10MM所示无特别的要求,过料孔的孔间距要求1.如果钢片包在塑胶中间,过料孔间距为8-11MM.4MM 2.如要浮在表面,过料孔的间距为6-8MM.如果此折弯是在TP面上,为保证钢片的平面度,不影响保证在1.0MM左右,如果包在塑胶中间,平面度要求不高孔到边上的距离标准为1.5t,不能小于1t.2.5减重腰形孔规格要求为2.5X12MM左右.斜度为45度以上.1.00.3如果这是螺柱定位孔,此孔到折弯边上的距离不能小0.3,不然冲出来孔会变形,且会影响螺柱的烧焊钢片的大面积蚀刻不能超过0.15,最好是0.2会影响产品的平面度.这种结构对于产品的平面度是极不利的,模内注塑注1.0长方孔到边上的距离要求为1.0左右,不然模具的强度不够,另一方面产品也会变形.孔的长度为15-25MM1.0以上1.0左右过桥式拉料孔的规格.寸钢片的去硬力孔要求做花窗类,不然模塑注塑后会变形,且有响声.要求如下.料厚不能小于0.4MM.∮1.06.0以上120度R0.2以上深0.3-0.5过胶托包孔的要求.模内注塑钢片内R为清角(无R),外R为壁厚大小的以便模内注塑封胶.R=t+0.2此折弯上的R一般会是R=t+0.2,只能大不能小。
手机模内注塑五金设计要点

五金件厚度0.4
1.3 五金件结构在正常情况下,以4面有围筋骨结构.此结构不易变 形.也方便其与塑胶产品之间的定位.
做成3面或4面围筋骨,防止 产品翘曲变形.
1.4 塑胶产品与五金件的定位,可以通过扣位及侧面小孔将其与塑胶 产品定位.不易与产品分离.
此处侧壁圆孔定位 及扣位定位.
1.5 五金件的配合尽量形成碰穿结构.防止毛边的产生及五金件的划伤.尽 量将五金件与塑胶配合以碰穿形式设计.避免插入结构.
一.产品结构分析
1.1 首先在产品设计的同时,一定要对产品的结构进行可行性分 析,主要体现在五金件强度,五金件与塑胶件的定位,亦即五金件成型时 的定位孔设计等各方面都要进行整体综合分析. 1.2 五金件结构控制,一般来说模内注塑五金件的厚度控制在 0.3-0.4比较适中.0.2等都太单薄,容易翘曲变形.难以控制其五金产品精 度及注塑成型后产品的变形率.
模内注塑五金不宜太小在模 具上不好定位
非常感谢大家!
模内注塑五金钢片的分析报告
随着工业的不断发展,产品的要求愈来愈高,超薄手机市场需求量 愈来愈大.由此而来一些小型产品的薄胶位无法达到比较理想的状态, 难以打饱走胶.故在此种情况下,钢片模内注塑渐成主流.由于钢片可以 加工到0.2-0.4厚.将实现塑胶无法打饱的问题.但是随之而来的是由于 产品收缩而导致产品变形问题.现在众多厂家中解决产品变形问题已经 成为各公司的公关项目的难题. 通过学习及总结, 现对钢片模内注塑之问题点简易分析如下.
胶位厚薄均匀
二.模具设计应注意事项.
2.1 浇口位置布置均匀.要对称布置,让走胶平行.收缩平衡.避免因浇口位置 放置不均引起的产品收缩变形严重现象.
浇口位置要对称 分布.
2.2 在放产品收缩时,必须将五金件及塑胶件分开,单独放塑胶件收缩.且 纵横方向收缩不一致.长度方向收缩大些.宽度方向小些.(整体产品收缩 偏小)
注塑成型模具设计PPT课件
⑵确定型腔的排列方式
拟采用一模两件,考虑浇注系统、模具结构的复杂成程度等因素,拟采用如图 所示的型腔排列方式,其最大优点是便于设置侧向分型抽芯机构。其缺点是熔 料进入型腔后到另一端的料流长度较长,但因本塑件较小,故成型时没有太大 的影响。
图3
9
(3)浇注系统设计
①主流道设计 根据设计手册查得XS-Z-60型注射机喷嘴的有关尺寸为喷嘴 前端孔径d1=φ4mm;喷嘴前端球面半径SR1=12mm。
孔 该塑件有两个13.5×12mm通孔,型芯结构简单,便于安放
侧孔和侧凹 该塑件在宽度方向的一侧有两个4.5×1mm的凸耳 及两个4.1×1.2mm的凹槽,因此,模具设计时必须设置侧向分 型抽芯机构
通过以上分析可见,该塑件结构属于高精度、中等复杂程度。 要严格控制影响塑件精度各个因素,如通过严格控制成型过程 中聚丙烯的收缩率的波动、提高模具成型零件的制造精度等。 塑件结构工艺性较为合理,成型零件采用组合式模具结构,6侧 向凸台和侧孔需用侧向分型抽芯机构成型。
5
脱模斜度 该塑件为开口壳类零件,深度较浅且大圆弧过渡,脱 模容易,故不需考虑脱模斜度。
加强筋 该塑件结构较为复杂,自身结构具有加强筋作用,强度 足够。
圆角 该塑件对圆角没有提出要求,结构工艺性较差,不利于塑 件的成型,建议与用户协调在满足使用要求的前提下在料流转 角处增设圆角;如果不行,模具成型零件应采用组合式结构, 避免应力集中。
另加3~5mm的抽芯安全系数,可取抽芯距S抽=4.9mm。 ②确定斜导柱倾角 斜导柱的倾角是斜抽芯机构的主要技术
参数之一,它与抽拔力以及抽芯距有直接关系,—般取 α=15°~20°,本例中选取α=20°。
尺寸精度 该零件重要尺寸如:12.1mm、12.1 mm、15.1mm、 15mm等精度为3级,次重要尺寸如:13.5 mm、17mm、 10.5mm、14mm等的尺寸精度为4~5级。
手机壳注塑模具设计
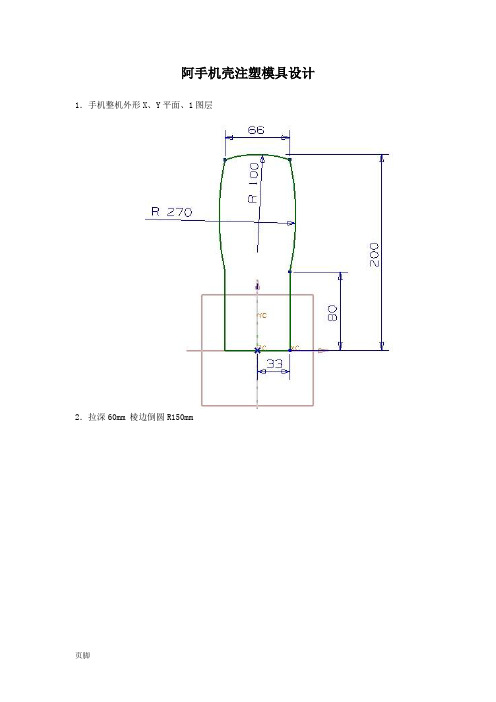
阿手机壳注塑模具设计1.手机整机外形X、Y平面、1图层2.拉深60mm 棱边倒圆R150mm3.手机后壳的侧面外形轮廓线草图Y、Z平面、1图层4.绘制面壳外形扫描曲面的剖面草图X、Z平面、1图层5.截面扫描,曲面缝合、1图层6.分割体边倒圆 R10 R12、将1图层实体移至3图层7.手机中间机芯固定架草图、1图层、Y、Z平面8.手机中间机芯固定架实体(拉深-100mm-100mm)、将1图实体移至4图层9.手机中间机芯固定架:手机整机外形实体和中间机芯固定架实体求交集、抽壳2.5mm 5图层(先将3、4图层内的实体复制到5层)10、手机后壳实体建模:3层实体复制到6层,建平行于XY的平面,向上偏置14 mm,用基准平面修剪实体保留下部分11、手机后壳实体倒拔模,以上表面为参考,Z负方向拔模,角度5度、6层12、手机后壳实体减中间实体,底面边倒圆R6,抽壳1.5mm、6层(将4图层实体复制到6层)13、后壳配合处舌头,最里边,-Z方向、6层14、舌头实体两端面向外偏置2mm,执行布尔减运算,得后盖实体、6层15、手机前壳实体: 7层(3层复制到7层)16、手机前壳实体:4层复制到7层,执行减运算17、前壳显示屏:XY平面绘制草图18、建上边面的偏置面(向下偏置2mm)19、将圆弧向上投影(顶端圆弧投影到上表面,中间直线,下端圆弧投影到偏置面)20、创建自由曲面(通过曲线)21、自由曲面拉伸30mm22、显示屏部分裁减23、轮廓拔模(450)24、轮廓倒角R525、前壳实体抽壳1.5mm26、前壳按键草绘XY面椭圆45度 60度27、按键实体拉深,然后作减运算28、按键特征阵列29、创建手机前壳加强筋:复制5条参考线ZC方向20mm30、创建手机前壳加强筋:用拉深指令,布尔加31、手机整体外形。
注塑成型五要素ppt课件
注射油缸泄油的速度,使油缸保持一定的压力,全电动机的螺杆后移速度(阻力)是由 AC伺服阀控
制的。
• 二.适当调校背压的好处:
• 1. 能将炮筒内的熔料压实,增加密度,提高射胶量、制品重量和尺寸的稳定性 2.可将熔料内的气体“ 挤出 ”,减少制品表面的气纹、内部气泡、提高光泽均匀性 3.减慢螺杆后退速度,使炮筒内的熔料充分塑化,增加色粉、色母与熔料的混合均匀度,避免制 品出现 混色 现象
柱之磨擦阻力,动定模接触后导柱导套磨擦阻力,斜导柱滑块之磨擦阻力,还有动模板与支撑部件 之磨擦阻力等等)即可 • b 要设置充分的低压保护行程(应大于产品的尺寸,有机械手时应大于机械手的夹具尺寸),太 大的低压保护行程会影响低压保护压力与低压保护时间的准确设置,所以要设置合理合适 • c 要测算低压保护开始至结束的实际时间,把低压时间设置成略大于实际时间(余量0.1秒以下, 以保证在有异物时及时停止合模动作信号输出),低压保护的原理就是在一定的低压时间内,电脑 无法采样到高压信号,电脑则判定模腔内有异物,此时电脑原则上应停止合模信号输出,同时报警 并输出开模信号。 • 2:高压压力设定 • 根据理论锁模力计算方法算出理论所需锁模力,根据理论锁模力的大小设定实际锁模力,实际 高压压力一般略大于理论锁模力即可。 • 把高压行程位置先设定偏大,此时依经验逐步减小高压行程位置,直到无法起高压或注塑机曲臂无 法伸直时再略微调大高压行程,使锁模力能够可靠实现即可。以下图为例:1.3位置不能起高压, 1.7位置可以起高压,那么我们则在1.7的基础上再增0.1-0.3即可,设定小了合不上模异常报警多 ,设定大了保护系数降低。
3
注射成型工艺界面
4
注塑压力曲线图
5
注射速度曲线
6
注塑保压设定
手机保护盖注塑工艺及模具设计
2 . 1分 型 面设 计
3 ・ 2侧 向抽 芯机构设计
3 . 2 . 1 侧滑块的结构设计 滑 块和 弯销 均在 定模 一侧 的结 构。侧 滑 块抽芯机构 的结构设计 ,由弯销、侧滑块、侧 抽芯 、定位销和弹簧等组成 。弯销安 装在 定模 座板上 , 其作用是在开模 时带动滑块向外动作 , 滑块在压板和定模板构成的导槽 内滑动。 3 . 2 - 2斜顶机构设计
1基于M o I d f I O W 的注塑工艺模拟 分析
I . 1 M o l d f 1 O W 分 析 流程
2 . 2模具总体设计
模 具的整 体结 构如 图 4所 示。根 据塑 件 的特点 ,采用一模一腔 的双分 型面结构 ,模架 模 架相 目前 , Mo l d l f o w 已成 为 塑料 成 型及 模具 选用龙记简化型细水 口系统 。与细水 口 分 析领 域 的领 导者 , 拥 有广 泛 、深入 的模 拟 比少了一套导柱 ,留出了侧滑 块的安 装空间。 分析工具 , 能够模 拟最广泛 的热塑性塑料 的注 侧孔 由侧滑块成型 ,内侧凹槽 由斜顶成型 ,采 用点浇 口转扇形侧浇 口的方式进料 。 射成 型 过程 , 并 能预 测 产 品成 型后 的 缺 陷。 3 . 3 定 距 分 型 机 构设 计 Mo l d l f o w 适 用于 优化 产品和模 具 设计 的整个 2 . 3 冷 、排 系统 设 计 过程 , 确定 材料和 工艺条件 , 从 而在 质量 、成 为 了顺利 取 出产 品,正确 的打 开顺 序 是 本和时间上取得最佳组合 。 A分型面先打开 ,拉断点浇 口,并完成侧 向抽 2 . 3 . 1冷却系统的设计 芯 ,然后流道推板和定模座板分开 ,将流道 凝 针对冷却水道进行如下设计 : 1 . 2成型工 艺要求及材料选择 ( 1 )关于钻 孔通道 间的距离 没有固定 的 料从 主流道 拉 出,最后 C 分型 面打 开。模 具 的定距机构 由安装在主分型面上的 四个树脂开 手机保 护盖 属于 外置 中小塑料 件 ; 塑料 规 则 ,钻孔长度钻孔越 长,斜偏就越大 。钻 长 闭器 ,安装在侧面的四个定距拉板 ,及安 装在 孔时 ,所 钻 的孔里 其他 的开 口至少 应有 6 mm 件 内侧有 挂钩和凹 凸槽 , 需侧抽 芯 ;表面质量 对 于短 孔 ( L 6 D) , 间距 可以小 一点 。 流道推板上四个限位螺钉组成。 要求高 , 不能有 明显 的气 穴、熔 接痕 t 配合面 的间距; ( 2 )设计的几种冷却水道形式 : 要求 平整 , 翘 曲量 要小 ( 小于 0 . 5 mm) 。这 就 4 结 束 语 串联冷却 :冷却介质总 是沿着 阻力最小 的 要求塑料件成型后要有 良好的表面粗糙度和较 小 的形状误差 , 并具 有较高的强度和 韧性。为 方向流动。串联冷却的流动形式仅取决于进 出 应 用 Mo l d l f o w软 件模拟分 析 了手机 后盖 P和通道 的阻力。通道越长 , 的注射 成型过程 , 此 , 材 料选择美 国 G E P l a s t i c s公司的 C y c o l a c 口之 间的压力差 A 优化 了浇 口位置 , 并通 过调 阻力越大 ;通道直 径越大,阻力越小 。 GP M5 5 0 0 A BS , 属 非结 晶材料 。 整 工艺参数来优化设计 方案 , 降低 了成型过程 并 联冷 却 :要求 进 出通 道的横 截面 D 要 中的翘 曲变形 , 达到 了精度要求 。 1 . 3注塑机 型号的选择 比并联支管横截面 d的总和还要大 。如果 d与 该模具为三板模 ,采用了定模 滑块结构 , D 一样大 ,冷却介质就会抄捷径 ,从第一个支 滑块 的动 作和 锁紧靠弯销完成 ,结构紧凑 ,同 利用 P r o/ E求 出 塑 料 件 参 数 , 体 积 为 管直接流 向出 口,从而使模板的其余部分得不 时能保证 塑件 外观质量要求 。模具采用 NX软 9 4 4 7 mm 3 ; 最大投影 面积为 5 1 0 3 mm 2 ;浇注系 到冷却。 件设计 ,设计过程 中对模具 中的运 动部件 的动 统 体积 为 2 3 3 6 mm 3 ;总体 积为 l 1 7 8 3 a r m3 。 作进行 了仿真分析 , 保证 了模具动作的可靠性。 根据上述 参数选择 S Z 一 4 0/ 2 5型 卧式注塑机 。 3模具 主要 零部件设 计 该模具结构合理 , 在大 批量生产 时,运行可靠 , 2 模 具 总 体 设 计 及 工 作 过 程 故 障率低 ,能保证产品 的各项要求 。
手机壳注塑模具设计
手机壳注塑模具设计摘要:塑料工业是当今世界上曾长最快的工业门类之一,而注塑模具是其中发展较快的种类,因此,研究注塑模具对了解注塑产品的生产过程,提高产品质量和降低产品成本都具有重大意义.本设计为手机壳注塑模具设计,它介绍了注塑成型的基本原理,系统的阐明塑料件模具中的各个零部件的加工工艺过程及整套模具的装配和使用.其中,涉及到注射机各种参数的选取、零部件的加工方法、注射模的结构及相关的计算问题及特种加工工艺。
详细介绍了冷流道注塑模具浇注系统、温度控制、定出装置设计过程。
在该模具设计中,充分利用计算机绘图软件绘制了零件图和装配图,对模具参数进行了设计。
通过本设计,可以对注塑模具有一个初步的认识,注意到细节问题,请多指教.关键词:塑料模具; 注射机;塑料;1 前言模具技术水平的高低,是衡量制造业水平高低的重要标志。
在日本,模具被称为“进入富裕社会的原动力”;在德国,模具则被称为“金属加工业中的帝王"。
在中国模具一直被称为“百业之母|”. 模具所形成的最终商品的产值是模具自身产值的上百倍。
用模具生产制件所表现出来的高精度、高复杂程度、高一致性、高生产率和低消耗,是其他加工制造方法所不能比拟的。
因而,模具又被称为“效益放大器".有人还把模具比作“印钞机"。
在这次塑料模具设计的过程中,我们对塑料模有了一个整体的认识与理解,并在设计过程中,对塑料模的性能,塑料结构的工艺性,以及注射模设计,塑料模制造工艺及装配,此外,由于近一二十年来电子技术和计算机科学的迅猛发展,促使模具制造业发生着深刻的变化。
目前,数控机床已成为模具加工的主要设备,继而,CAD/CAM技术在模具领域也得到应用。
2 简介本设计为一个简单的塑料模具,此设计是将为我两年的学习做鉴定。
其中还有很多不足的地方,希望各位评委老师多多指点,使我从中能更多的学习,改正设计中不足的地方。
模具是利用其特定的形状成型具有一定形状的制成品的工具.注射塑料模具的结构构成、包括:1。
注塑成型模具设计PPT课件
1
1 注射模设计基本程序
1.了解塑件的技术要求 2.根据塑件形状尺寸,估算塑件体积和重量 3.分析塑件,确定成形方案 4.绘制方案草图 5.设计计算 6.绘制模具设计总装图 7.绘制零件工作图 8,经过全面审核后投产加工
2
2 注射模设计实例
塑料制品如图,大批量生产,试进行塑件的成型工艺和模具设计。
尺寸精度 该零件重要尺寸如:12.1mm、12.1 mm、15.1mm、 15mm等精度为3级,次重要尺寸如:13.5 mm、17mm、 10.5mm、14mm等的尺寸精度为4~5级。
壁厚 壁厚最大处为1.3mm,最小处为0.95mm,壁厚差为 0.35mm,较均匀,有利于零件的成型。
表面质量 该零件的表面除要求没有缺陷、毛刺,内部不得有导 电杂质外,没有特别的表面质量要求,查表可取塑件表面粗糙 度Ra1.6,对应模具成型零件工作部分表面粗糙度为Ra0.4~0.8, 故比较容易实现。
另加3~5mm的抽芯安全系数,可取抽芯距S抽=4.9mm。 ②确定斜导柱倾角 斜导柱的倾角是斜抽芯机构的主要技术
参数之一,它与抽拔力以及抽芯距有直接关系,—般取 α=15°~20°,本例中选取α=20°。
③确定斜导柱的尺寸 斜导柱的直径取决于抽拨力及其倾斜 角度,可按设计资料的有关公式进行计算,本例采用经验估 值,取斜导柱的直径d=14mm。斜导柱的长度根据抽芯距、 固定端模板的厚度、斜销直径及斜角大小确定(参见斜导柱 长度计算公式)。
②下凹模镶块型腔侧壁厚度计算 下凹模镶块型腔为组合式矩形型腔,根据
组合式矩形侧壁厚度计算公式
S强 .
pH1l 2
2H
取p=40MPa(选定值);b=12mm;l=16.95mm;H1=12-1.3=10.7mm; H=H1+h=35.7mm;[σ]=160MPa(底板材料选定为45钢)。代人公式计 算得:S强=3.28mm。
诺基亚手机上盖注塑模设计--毕业设计答辩PPT

如上图所示,最佳浇注口在制品的中间部分。这个为我接下来设计 侧浇口提供了一个依据。
2)选择填充方式
在这次设计中,填充方法有潜伏式浇口、单侧浇口、双侧浇口,通过比 较之后最终选用如图所示的单侧浇口对制品进行填充。
3)填充时间
如有图所示,填充时 间只需要0.75秒。快速充 满型腔有利于提高生产效 率。
定模
动模
5、加热与冷却装置的设计
加热装置设计: 塑料模具的温度直接影响到塑件的成型质量和生产率。参考《塑料模 具设计》表6-10 常用热塑料的模具温度表可以得知所选塑件材料ABS的模 具温度为:50°C~80°C;模具温度在80°C以下,所以可以不设置加热 装置。 冷却装置设计: 水道的布置如下图所示: 其详细尺寸可见说明书计算 过程及结果
2)分流道的设计
分流道设计:采用平衡式分布。 分流道截面形状选较常用的圆形分流道截面形状。 分流道的尺寸:分流道尺寸由塑料品种、塑件的大小及流道长度确定。 对于重量在200g以下,壁厚在3mm以下的塑件可用以下经验公式计算分 流道的直径。 式中:D——分流道的直径,mm; W——塑件的质量,g; L——分流道的长度,mm; 由于所设计的塑件的质量小于200g,故按以上公式确定其直径。 由于此式计算的分流道直径限于3.2mm~9.5mm,而所算出来的结果小 于此范围,故参考《塑料模具设计》P78表6-1中ABS的分流道推荐值, 定出分流道直径为4mm。