X 射线检验的透照方法
X射线探伤仪检验规程
X射线探伤仪检验规程一、概述锅检站使用的X射线机有以下几种型号:200EG-S2;250EG-S2;XXH-3005型。
X射线探伤机应定期校检,以此来修正曝光曲线,参照曝光曲线选择探伤的工作参数。
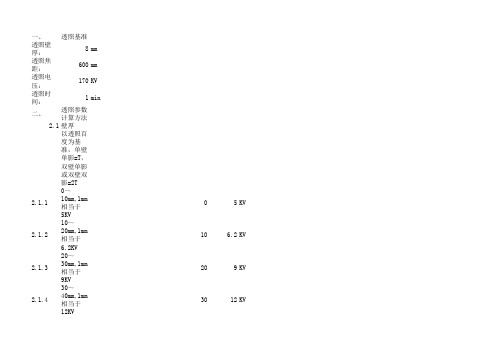
二、射线照相的技术要求1. 射线探伤机的穿透能力应满足被检工件厚度要求;2.底片灵敏度不低于该工件象质指数的要求;3.底片黑度控制在D=2.0~4.0之间;4. 胶片本底灰雾度D≤0.3;三、试验方法1. 照相采用外照法;2.探伤试件、胶片、增感屏和现场使用的型号、规格等相一致;3.透照试件:使用阶梯试块;4. 选择不同参数曝光,参数不少于三组。
四、参数要求1.射线穿透能量的选择应满足GB3323和JB/T4730-2005的要求;2.曝光量不低于15m.Amin(电流mA,时间min)3.透照的厚度比值满足AB级要求;4.射线照相质量级别为AB级五、暗室处理1.药剂:按胶片生产厂家提供的配方配制;2. 显影温度应控制在18~20℃,显影时间为5~10分钟;3. 洗片按暗室操作规程进行;六、依据1. JB/T4730-2005《承压设备无损检测》;七、结果处理1. 用校验的结果修正曝光曲线;2. 若探伤预订指标不能满足,可适当降低条件(穿透厚度),若穿透能力不能满足工作要求,应进行修理或更换射线管。
八、校验周期1. X射线机应每年校验一次,在工作中应随时掌握其工作性能。
2.X射线探伤机的电流、电压表应按照规定进行定期校验;九、锅检站X射线探伤机一览表十、持有射线检测II级以上(含II级)资格证的人员可进行测试检定操作。
十一、X射线探伤仪校验时的安全及现场防护,应执行ZY/2007-23《射线作业现场防护管理规定》。
实验射线检测的原理及过程
实验一射线检测的原理及过程一、实验目的1、掌握X射线检测的基本原理和方法;2、了解射线检测的特点和适用范围;3、了解射线检测缺陷等级的评定。
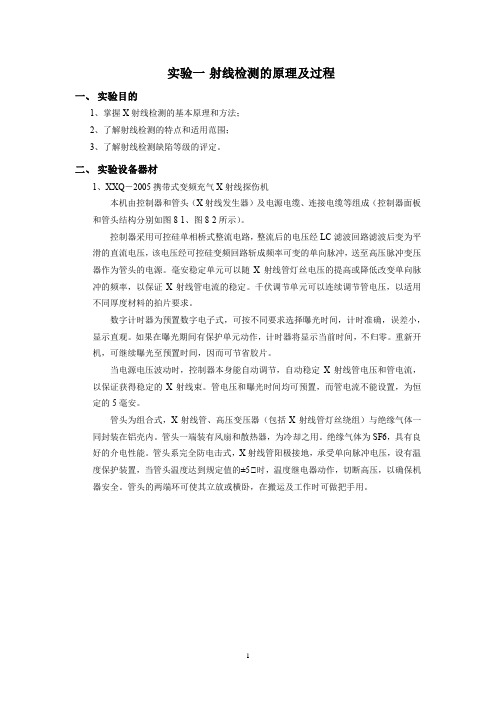
二、实验设备器材1、XXQ-2005携带式变频充气X射线探伤机本机由控制器和管头(X射线发生器)及电源电缆、连接电缆等组成(控制器面板和管头结构分别如图8-1、图8-2所示)。
控制器采用可控硅单相桥式整流电路,整流后的电压经LC滤波回路滤波后变为平滑的直流电压,该电压经可控硅变频回路斩成频率可变的单向脉冲,送至高压脉冲变压器作为管头的电源。
毫安稳定单元可以随X射线管灯丝电压的提高或降低改变单向脉冲的频率,以保证X射线管电流的稳定。
千伏调节单元可以连续调节管电压,以适用不同厚度材料的拍片要求。
数字计时器为预置数字电子式,可按不同要求选择曝光时间,计时准确,误差小,显示直观。
如果在曝光期间有保护单元动作,计时器将显示当前时间,不归零。
重新开机,可继续曝光至预置时间,因而可节省胶片。
当电源电压波动时,控制器本身能自动调节,自动稳定X射线管电压和管电流,以保证获得稳定的X射线束。
管电压和曝光时间均可预置,而管电流不能设置,为恒定的5毫安。
管头为组合式,X射线管、高压变压器(包括X射线管灯丝绕组)与绝缘气体一同封装在铝壳内。
管头一端装有风扇和散热器,为冷却之用。
绝缘气体为SF6,具有良好的介电性能。
管头系完全防电击式,X射线管阳极接地,承受单向脉冲电压,设有温度保护装置,当管头温度达到规定值的±5℃时,温度继电器动作,切断高压,以确保机器安全。
管头的两端环可使其立放或横卧,在搬运及工作时可做把手用。
图8-1 控制器主面板及侧面板1.电源指示灯2.延时指示灯3.高压指示灯4.电流指示灯5.保险丝6.曝光计时器7.曝光时间设定拨码盘8.电源接头9.接地线接头10.控制线连接电缆接头11.电源开关12.高压关按钮13.曝光电压调节旋钮14.高压开按钮图8-2 管头结构示意图X射线管结构示意图1、把手2、风扇3、阳极体4、主体套1、玻璃管壳2、聚焦杯3、阴极灯丝5、X射线6、遮蔽铝7、阴极射线4、阳极罩5、窗口6、阳极靶8、高压变压器9、阴极体10、铝壳7、阳极体11、气压表12、控制线连接电缆接头2、其它辅助器材及耗材黑度计、射线胶片、金属箔增感屏、线型像质计、暗盒、铅字、屏蔽铅板、中心指示器、卷尺、钢印、观片灯℃ 黑度计用于检查射线底片的黑度,要求在国家标准规定的范围内。
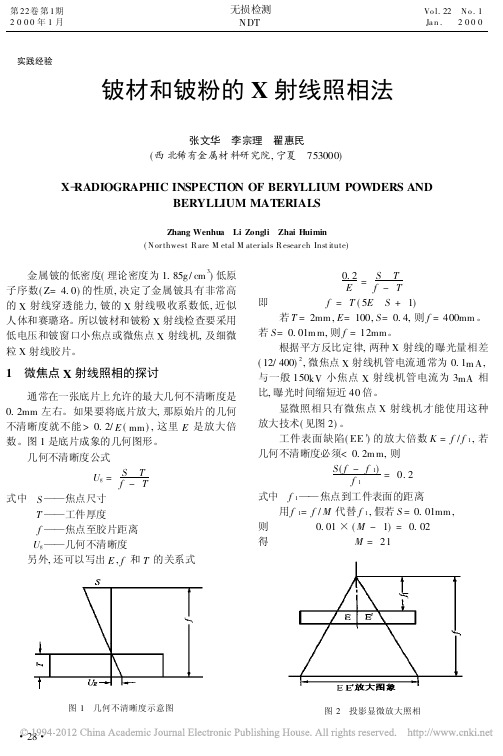
铍材和铍粉的X射线照相法
45. 0
20. 0 22. 5
1. 00
100
50. 0
25. 0
1. 20
120
60. 0
30. 0
1. 50
150
75. 0
37. 52. 00200Fra bibliotek100
50. 0
2. 50
250
125
62. 5
3. 00
300
150
75. 0
3. 50
350
200
100
象质计应用电火花穿孔机打孔, 用工业显微镜 检查内壁光滑度及垂直度, 不能有毛沿、掉边, 打好 孔的透度计应用甘油加碳化硼研磨, 方能使用。 5. 3 X 射线照相质量等级
X 射线照相质量等级示于表 5。 5. 4 象质计当量灵敏度计算
第一种象质计当量灵敏度计算公式
a=
A õB 2
式中 A —— 可见的象质计厚度相当于被照工件厚 度的百分数, %
B ——可见的象质计孔最小直径相当于被照 工件厚度的百分数, %
a——象质计当量灵敏度, %
第二种象质计当量灵敏度计算方法
1
工作用。
透照铍材时, 暗盒布置见表 1。 透照铍材、铍粉所用的细微粒胶片类型见表 2。
表 1 透照铍材时的暗盒布置
铍件厚 焦距 电压 窗口 m m mm kV mm
曝光 环境
暗盒及曝光 条件
2. 50~12 850 35 Be0. 2
大气
纸、塑暗盒
0. 15~0. 6 610 20/ 15 Be0. 2
图 12 圆片孔式象质计示 意图
张文华等: 铍材和铍粉的 X 射线照相法
图 13 丝状象质计示意图 1. <= 25Lm 2. <= 50Lm 3. <= 75Lm 4. <= 100Lm 5. <= 125Lm 6. <= 150Lm 7. <= 175Lm
射线检测透照方式

射线检测透照方式
射线检测透照方式有多种,常用的透照方式包括:
1.中心透照法:射线源、工件和胶片位于同一直线上,且射线源位于工件和胶片
之间。
2.双壁单影透照法:射线源和胶片分别位于工件的两侧,通过工件的一个壁面进
行透照,得到一个影像。
3.双壁双影透照法:射线源和胶片分别位于工件的两侧,通过工件的两个壁面进
行透照,得到两个影像。
除了上述三种常用的透照方式外,还有其他透照方式,如纵缝单壁透照法、纵缝双壁透照法、环缝单壁外透法、环缝单壁内透中心法、环缝单壁内透偏心法(FR)、环缝双壁单影倾斜透照法、环缝双壁单影垂直透照法、环缝双壁双影倾斜透照法和环缝双壁双影垂直透照法等。
无论采用何种透照方式,都需要根据实际情况进行选择,以保证射线检测的效果和准确性。
同时,进行射线检测时,必须注意人身安全防护,确保检测过程的安全可靠。
射线探伤通用工艺规程

射线探伤通用工艺规程1.适用范围本规程适用于本公司厚度2-250mm的碳素钢、低合金钢、不锈钢、镍及镍合金及厚度2-80mm铜及铜合金制压力容器对接焊缝及钢管对接环缝的X射线透照检测。
同时也适用于厚度2-80mm铝及铝合金及厚度2-50mm钛及钛合金材料制压力容器对接焊缝的射线透照检测。
2.编制依据2.1JB/T4730.1-2005承压设备无损检测第1部分:通用要求2.2GB/T12604.2-2005无损检测术语•射线检测2.3JB/T7903-1999工业射线照相底片观片灯2.4JB/T5075-2004射线照相检测用金属增感屏2.5JB/T7902-1999线型像质计2.6HB/7684-2000射线照相用线型像质计2.7GB16357-1996工业X射线探伤放射卫生防护标准2.8GB18465-2001工业Y射线探伤放射卫生防护要求2.9GB18871-2002电离辐射防护与辐射源安全基本标准2.10压力容器安全技术监察规程(99版)2.11GB150-1998钢制压力容器2.12GB151-1999管壳式换热器3.人员资格及职责凡从事射线检测人员,必须经过上岗培训,并取得相应资格证,在持有有效的资格证书下,从事整个检测活动,并承担相应的工作和职责。
具有n级资格以上(包括II级)人员根据检测记录及评定结果,签发检测报告。
4.射线探伤一般程序探伤委托单一>探伤准备(比例、编号、位置、打钢印、暗室)一跃占片一►调整机器一►曝光一►取片一►暗室处理一►整理评片一►发出质量通知单一产品探伤完工一►整理原始记录及签发报告一>产品探伤资料编号存档。
5.焊缝表面要求及探伤时机5.1焊缝余高、表面及热影响区的外观质量必须符合JB/T4730.1〜4730.6-2005和有关标准要求。
5.2焊缝表面及热影响区的不规则在底片上的图像应不掩盖焊缝中的缺陷或与之混淆,否则应作适当修整。
5.3焊缝(工件)必须经外观检验合格后,由指定人员填写探伤委托单,并送探伤室。
第四章射线照相检验的基本技术
8
3.规定同一张射线照片的黑度
这种规定是一种间接的规定方式。它规定,同一张 射线照片的黑度必须处于规定的黑度范围之内,超 出的区域,除非另外证明这些区域的射线照相灵敏 度达到了规定的要求,否则不能作为质量评定区。 例如,美国的一些标准常如下规定: 最大黑度应不高于:D0+0.30D0 最小黑度应不低于:D0−0.15D0 其中D0是像质计所在处的黑度。
6
1.规定透照厚度比
透照厚度比定义为,有效透照范围内最大透照厚度 与最小透照厚度之比。按图所示,透照厚度比K可 以表示为 K=T ' / T 式中 T —— 中心射线束的透照厚度; T ' —— 边缘射线束的透照厚度。
7
2.规定射线源与工件源侧表面距离和有效透照区 大小的关系 这种规定直接规定射线源与工件源侧表面距离和 有效透照区大小的比,通过此比值的方式规定有 效透照区。常用的规定为: A 级技术:f ≥2L B 级技术:f ≥3L 在射线照相检验技术标准中,A级技术是一般灵敏 度技术,B级技术是高灵敏度技术,此外存在比B 级灵敏度更高的技术。
29
4.背散射防护
在射线照相检验中,当胶片后方较近的地方存在物 体时,必须注意采用背铅板对背散射线进行防护。 否则,背散射线很可能会使底片无法达到规定的影 像质量要求。背铅板的厚度一般应大于1mm。 背铅板的厚度是否满足防护背散射线的要求,可以 采用下述的方法检验。在胶片暗袋背面贴附铅字 “B”。透照后观察底片,如果底片上未出现这个铅 字B的影像或出现黑度高于背景黑度的铅字B影像, 则说明防护铅板的厚度符合要求。如果出现黑度低 于背景黑度的铅字B的影像,则说明防护不足,应 加大背铅板的厚度。
17
E0 k= E
4.3.2 增感屏的类型与特点
x射线透视检查原理

x射线透视检查原理
X射线透视检查是一种医学成像技术,其原理基于X射线的穿透能力。
X射线是一种高能电磁波,能够穿透物质并在物体内部产生阴影。
透视检查利用X射线在物体内部的吸收情况,生成黑白对比度不同的影像,以显示内部结构和异常情况。
X射线透视检查的具体原理如下:
1. 发射X射线:通过X射线发生器产生一束X射线,并照射在被检查的物体上。
2. X射线穿透物体:X射线能够穿透人体组织,其中,密度较低的组织(如肺部)会吸收较少的X射线,而密度较高的组织(如骨骼)会吸收更多的X射线。
3. 接收X射线:在物体的另一侧,放置一个X射线感应器,用于接收穿过物体的X射线。
4. 影像处理:将感应器接收到的X射线信号转换成数字信号,并通过计算机处理成图像。
X射线被吸收的程度越大,图像中对应的像素就越黑。
5. 显示图像:最后,将处理后的图像显示在计算机屏幕上,供医生进行观察和诊断。
需要注意的是,X射线辐射对人体有一定的危害,因此在进行X 射线透视检查时需要严格控制辐射剂量,遵循安全操作规程,减少对患者和医护人员的危害。
1/ 1。
X射线探伤操作规程

X射线探伤操作规程1 目的该项操作规程,对铁塔产品的射线探伤实施有效控制。
2适用范围本规程适用于铁塔对进行无损检测射线探伤前应做的准备工作和射线探伤中全过程的管理。
3 选择的前提对给定工件进行射线探伤时,应根据有关规程和标准要求选择适当的探伤条件。
应以国标GB3323 为选择条件的依据,焊缝透照按底片影像质量由低而高的要求分A级、AB级和B级三种检验等级。
压力容器焊缝的射线探伤,至少应满足AB 级的要求。
4照相规范的确定在照相过程中,除了合理地选择透照方法外,还必须选择好透照规范,使小缺陷能够在底片上明显地辨别出来,从而达到高灵敏度。
5几何参数的选择几何参数是影响射线照相灵敏度的重要因素,因此必须综合考虑与合理选择。
1)焦点或射线源尺寸:焦点大小对缺陷影响在射线底片上的显示对比度和清晰度都有很大影响;2)焦点尺寸和几何布置会引起的影像模糊及放大;3)焦点尺寸与射线底片对比度;4)照射场内的X射线强度分布;6透度计为了评定底片的灵敏度,需要采用透度计,透度计是用来检查透照技术和胶片处理质量的。
我国GB3323《钢熔化焊时对接头射线照相和质量分级》标准规定使用粗细不同的几根金属丝等距离排列做成的线型象质计,用底片上必须显示的最小钢丝直径与相应的象质指数来表示照相的灵敏度。
7 焊缝透照方法在透照方法中必须确定的几何参数是:焦距F(包括射源至工件表面的距离L1和工件表面至胶片的距离L2)、一次透照长度L3、环焊缝100%、透照时的最少曝光次数N;同时需要考虑的因素是:儿何不清晰度Uy、透照厚度比K、横裂检出角θ、纵裂检出角θ’、有效评定长度Leff 以及100%透照时相邻两片的搭接长度△L、几何参数和相关因素在不同的透照方法中均有不同的技术要求。
8显影液的配制方法为了使显影过程能正常进行,显影液的配制方法与程序必须合适。
配制显影液时最好用蒸馏水或煮沸过的温水和有关的药品组成。
9定影液的调配酸性定影液中含有互相分解的成分,要靠其它药品的作用才能共存,所以对药品的配制程序、温度和搅拌都要特别注意。
射线检测方法.

4) 疏松
浇铸时局部温差过大,在金属收缩过程中,邻近金属补 缩不良,产生疏松。疏松多产生在铸件的冒口根部、厚大部 位、厚薄交界处和具有大面积的薄壁处。在底片上的影像呈 轻微疏散的浅黑条状或疏散的云雾状,严重的呈密集云雾状 或树枝状,如图6-52所示。
图6-52 铸件内部疏松照片
5) 裂纹 裂纹一般是在收缩时产生,沿晶界发展。在底片上的影像 是连续或断续曲折状黑线, 一般两端较细,如图6-53所示。
2) 伪缺陷
伪缺陷产生的原因很多,形状也多种多样,检测人员一般 凭经验能识别大部分伪缺陷。也就是说,对缺陷影像可根据缺 陷影像的特征和产生的部位予以分析。此外,还可以从胶片两 侧利用反光或放大镜观察表面是否划伤来判断。如仍怀疑有缺 陷,则必须重照复验。
γ 射线检测及中子射线检测简介
1. γ 射线检测的特点
可以求出:
a
Ug F b
(6-46)
式中:φ 为射线源的几何尺寸;F为焦点至胶片的距离;a为焦 点至缺陷的距离;b为缺陷至胶片的距离。
5) 曝光曲线
①不同管电压下,材料厚度与曝光量的关系曲线,材料厚 度d与曝光量x的关系为:
x d C
(6-47)
式中:μ 为吸收系数;为常数。x与d呈线性关系。若以x为纵 轴,d为横轴,当焦距一定时,则给定一个厚度d,对应于某一 管电压可以求得一个x值。用各种不同的电压试验时,就可以
得出一组斜率逐渐变化的曲线,如图6.43所示。
图6-43 材料厚度与曝光量的关系曲线
② 不同焦距下,材料厚度与管电压的关系曲线。根据式
(6-47),由于底片黑度要求一定,所以x为一常数,如果被透 照的材料固定,则d增大时μ 必须减小。根据式(6-35)和式
X射线数字成像--射线通用工艺规程
X数字成像检测射线检测通用工艺规程1.主题内容与适用范围1.1本规程规定了焊缝射线人员具备的资格、所用器材、检测工艺和验收标准等内容。
1.2本规程依据标准GB/T17925-2011及JB/T4730-2005的要求编写。
适用于本公司板厚在2.5~8mm气瓶对接焊缝X射线数字成像检测。
满足《GB/T17925-2011气瓶对接焊缝X数字成像检测》及《压力容器安全技术监察规程》 GB150、GB151 的要求。
1.3检测工艺卡内容是本规程的补充,由Ⅱ级人员按本规程等要求编写.2.引用标准、法规GB/T17925-2011《气瓶对接焊缝X数字成像检测》JB/T4730-2005《承压设备无损检测》GB150-1998《钢制压力容器》GB18871-2002《电离辐射防护及辐射源安全基本标准》GBZ 117-2006《工业X射线探伤放射卫生防护标准》JB/T7902《线型象质计》《特种设备无损检测人员考核与监督管理规则》《压力容器安全技术监察规程》3.一般要求3.1射线检测RTⅡ级人员,按《特种设备无损检测人员考核与监督管理规则》考核并取得与其工作相适应的资格证书。
3.1.1检测人员应每年检查一次视力,校正视力≮1.0。
评片人员还应辨别出400mm 距离处高0.5mm、间距0.5mm的一组印刷字母。
3.2辐射防护射线防护应符合GB18871-2002《电离辐射防护及辐射源安全基本标准》等有关规定。
3.3象质计3.3.1 图片影像质量采用Fe线型像质计测定。
其型号和规格应符合JB/T7902的规定。
象质计型号一般按下表4选定。
但对透照外径≤100mm钢管环缝时采用JB/T4730附录F的专用象质计。
3.3.2图片的象质计灵敏度选用按透照厚度及不同的透照方法选择表1至表3中要求达到的象质丝号。
3.3.3 透照厚度W:射线照射方向上材料的公称厚度。
多层透照时, 透照厚度为通过的各层材料公称厚度之和。
焊缝两侧母材厚度不同时,以薄板计。
X射线检测工艺规程
X射线检测工艺规程1.1 X射线机的选用X射线机的实际穿透能力必须大于被检工件厚度的10%,有效焦点选择小尺寸为佳,以利保证几何不清晰度最小。
1.2 确定探伤区域探伤人员按射线探伤委托单受理产品检测工作,检测时按“压力容器监察规程”规定的探伤比例摄片。
凡抽查之焊缝,其纵缝一般选在焊缝中间和丁字接头为主,并遵循照相透照有效长度已次序划分并编制流水号,发现超标缺陷时,应在附近区域增加10%抽查长度或100%拍片。
凡是100%拍片的产品,每张照相有效长度的连接处应有搭接标记,在每一个段落的中心部位应在工件外壁打上永久标记或钢印。
底片中心与工件外壁定位中心不得≯3mm,对表面缺陷做好标记和记录。
1.3 对焦1.3.1 射线源焦点和胶片间的最短距离,环缝K≤1.1,纵缝K≤1.03,必须保证几何不清晰度(纵缝<3=0.5L1)并探伤K值,为了使底片质量一致性,一般情况下都得暴光曲线规定的焦距拍摄,特殊情况也得通过计算和试验确定其最佳焦距。
1.3.2 对于单壁单投影拍片对焦时,使射线中心束对准每一段落(区域)的中心且垂直于工件表面。
1.3.3 双壁单投影拍摄时,在保证两条焊缝不重合的情况下,尽量选用小角度对焦(3°~10°)。
1.3.4 直径≤89mm的管子焊缝允许双壁双投影透照法,透照方法根据JB4730—94标准要求执行,管子开口成形保持5~10m/m。
1.4 贴片1.4.1 把装有胶片的暗合放在透照的相应部位上,采取双根撑木,贴片架或橡皮筋等方法使胶片暗盒均匀地与工件紧贴,减小胶片与工件的间隙,确保底片的透照清晰度。
1.4.2 在透照度内贴一次片,拍照一次,然后取出来再贴再拍,不许一次布片逐次照射。
1.4.3 为防止散射线对底片质量的影响,可在暗盒背面贴附1个“B”的铅字标记,背面并采用无穿透性孔的铅板垫衬,射源侧采用滤板或铅遮挡法予以屏蔽。
1.5 各种标志的安放每张底片上必须具有工件编号、中心定位标志、搭接标记(有效区域标记)、底片流水号和一个以上像质指示器,以及探伤日期。
简述x射线检测的主要方法

简述x射线检测的主要方法X射线检测是一种常见且重要的无损检测方法,广泛应用于医学、工业和安全等领域。
本文将对X射线检测的主要方法进行简述,并重点介绍X射线成像、X射线衍射和X射线荧光分析三种常用的X射线检测方法。
1. X射线成像:X射线成像是将物体内部的结构及其物理性质转化为二维或三维图片的方法,主要包括普通X射线成像、计算机断层扫描(CT)和数字几何成像(DG)等。
普通X射线成像是通过X射线束穿过被检物体后的吸收、散射等反应,使用X射线摄像机将影像显示在屏幕上。
CT技术是在多个角度上进行X射线成像,通过计算机重建处理获得具有空间分辨能力的断层图像。
DG技术借助数字信息处理,可实现实时、连续的三维成像。
2. X射线衍射:X射线衍射是利用物质原子的晶格结构对X射线的衍射效应进行分析,以了解物质的结构和组成。
通过衍射图案的分析,可以得到晶格常数、晶体结构和取向等信息,常应用于晶体学、材料科学和化学等领域。
X射线衍射主要包括Laue衍射和Bragg衍射两种方法。
Laue衍射是通过将X射线束直接射到晶体上,观察衍射图案来分析晶体结构。
Bragg衍射则是通过使X射线束以一定的角度射入晶体,得到不同的衍射角度,从而推断晶体结构。
3. X射线荧光分析:X射线荧光分析是通过照射样品产生的荧光辐射来确定样品中元素的含量及其化学状态。
当X射线照射样品时,样品中的原子被激发,从激发态返回基态时会发射出特定能量的X射线。
通过测量和分析这些特定能量的X射线,可以确定样品中的元素种类和含量,并可推断其化学状态。
X射线荧光分析广泛应用于地质学、环境科学、材料科学和考古学等领域。
综上所述,X射线检测主要包括X射线成像、X射线衍射和X射线荧光分析三种方法。
其中,X射线成像以影像的形式反映物体内部结构,常用于医学和工业领域。
X射线衍射通过对物质的晶格结构进行分析,可得到晶格常数、晶体结构和取向等信息,常用于晶体学和材料科学。
X射线荧光分析则利用X射线照射样品产生的荧光辐射来确定样品中的元素种类和含量,常用于地质学和环境科学等领域。
X射线安全检查技术知识科普
X射线安全检查技术知识科普国外的物理学家最早发现了X射线,到了1950年,各种新型造影技术相继问世,例如,数字减影血管造影(DSA)以及电子计算机体层摄影(CT)等。
本文对X射线安全检查技术相关知识给予阐述,为医疗人员X射线检测技能水平的强化提供参考。
X射线检查技术在疾病的诊断中使用率较高,本文对X射线安全技术知识进行介绍,希望大众对X射线安全检查技术知识有更多的了解。
1X线透视1.1原理X线检查在操作过程中,其会透过人体并在荧光屏上出现有关的影像,但荧光影像的明暗程度不同,此种检查方式称为透视检查,其也被称作荧光透视[1]。
接受过X线检查的人员可以发现,检查室光线昏暗,这主要是由于荧光屏幕的亮度薄弱的原因,为此,一般在暗室进行检查。
若将影像增强器应用于检查中,可明显提升图像亮度,这样便可以在亮室中开展透视检查[2]。
1.2透视检查的优点和缺点优点:此种检查操作方法简单,且对设备没有过高的要求,在透视期间,可将患者根据需要进行多方位的转动,同时可观察到患者器官活动情况,并且该种检查方式花费低,在检查完成后可及时获得检查结果。
缺点:透视检查影像对比度缺乏理想性,对细小病变以及厚实的部位进行观察时,其难度性较高,如颈椎等部位。
1.3应用范围第一,由于该种检查方式因胸部自然对比效果良好,所以其在胸部透视方面得到了普及使用。
第二,对急腹症检查期间以腹部透视较为适合,如结石、金属异物以及胃肠造影等[3]。
第三,对于骨折复查以及异物摘取较为适合。
第四,适用于介入治疗以及插管治疗等操作中。
1.4透视检查注意事项第一,对透视限度以及适应症有充分的了解,在检查前应清晰检查目的,做到有的放矢。
第二,收集患者疾病资料,尤其是关于X线检查方面的信息,可将其作为诊断的参考依据。
第三,孕妇以及婴幼儿在进行X线透视检查期间,应最大程度避免对盆腔以及性腺部位透视[4]。
2X线摄像2.1原理普通的X线摄像还用另外一种称呼,即平片检查,当X线透过患者身体后,其影像会投射到胶片上,从而形成潜影,通过一系列的处理后,如显影以及冲洗等,胶片上会呈现出不同灰度的黑白色影像。
X射线透照
KV KV KV KV KV
序号 1 2 3 4 5 6 7 8 9ቤተ መጻሕፍቲ ባይዱ10 11 12 13 14 15 16
透照一分钟 固定电压焦距透照时间计算 小管焦距 600 外径 壁厚 透照焦距 焦距补偿 透照厚度 壁厚补偿 透照电压 透照焦距 透照电压 透照焦距 实际需要透 窗口到底 选用机型 透照方式 mm mm mm 电压KV mm 电压KV KV mm KV mm 照时间min 片距离mm 34 4 XXQ3005 600 0 双壁双影 8 0 170 600 150 600 1.8 430 38 4 XXQ3005 600 0 双壁双影 8 0 170 600 150 600 1.8 430 48 4 XXQ3005 600 0 双壁双影 8 0 170 600 150 600 1.8 430 60 4 XXQ3005 600 0 双壁双影 8 0 170 600 150 600 1.8 430 76 4 XXQ3005 600 0 双壁双影 8 0 170 600 170 600 1 430 89 4 XXQ3005 600 0 双壁双影 8 0 170 600 180 600 0.6 430 114 4.5 XXQ3005 284 -31.6 双壁单影 9 5 143.4 284 150 284 0.8 114 140 4.5 XXQ3005 310 -29 双壁单影 9 5 146 310 150 310 0.9 140 168 5 XXQ3005 338 -26.2 双壁单影 10 12.4 156.2 338 160 338 0.9 168 219 6 XXQ3005 389 -21.1 双壁单影 12 24.8 173.7 389 165 389 1.4 219 273 8 XXQ3005 443 -15.7 双壁单影 16 49.6 203.9 443 180 443 2 273 325 10 XXQ3005 495 -10.5 双壁单影 20 108 267.5 495 270 495 0.9 325 377 10 XXQ3005 547 -5.3 双壁单影 20 108 272.7 547 275 547 1 377 426 10 XXQ3005 596 -0.4 双壁单影 20 108 277.6 596 280 596 1 426 530 10 XXQ3005 700 10 双壁单影 20 108 288 700 230 700 3.4 530 620 10 XXQ3005 790 19 双壁单影 20 108 297 790 300 790 0.9 620
射线检测方法
射线源
工件
缺陷
暗盒 增感屏 胶片
在X射线探伤中,现在用得比较普遍的是金属 增感屏(金属箔)。
金属增感屏的增感作用,主要是射线对屏照射 后能产生二次电子和金属标识X射线,它们将增 加胶片感光。 金属增感屏的增感因子为2~7
AB级成象质量较高,适用于锅炉和压力容器 产品与部件。
B级成象质量最高,适用于抗天及核设备等 极为重要的产品与部件。
象质计要放在工件靠近射线源的表面。
与放在靠近胶片一面表面上相比,在相同透 照条件下,靠胶片容易显示更细的金属丝。
因为愈靠近胶片半影愈小、成象愈清楚。同 样,工件中相同性质和大小的缺陷越靠近胶片 时越容易在底片上发现。
Ug
db f b
式中d-射源尺寸
b-工件厚度
f-透照焦距
Ug
db f b
工件厚度b一定 时,欲减小半影 宽 度 Ug , 主 要 因 素是射源尺寸d和 焦距f的大小。
焦距即射源至工 件表面的距离。
射线源愈小、焦 距愈大时,半影 就愈小。
但焦距大则射线 强度低,即曝光 时间延长,既降 低检测效率又增 加散射线。
(1) 增感屏的选择
射线可以使胶片感光,但只有一小部分与感光 胶片上的AgBr起光化作用而使胶片感光。
这将使实际透照时间大大延长,对厚工件甚至 无法使底片得到满意的黑度。
在射线探伤时,常常要在胶片两侧贴加增感屏, 以增加胶片感光速度,减少透照时间。
射线源
缺陷 工件 暗盒 增感屏 胶片
当X射线透照时增感屏产生荧光,除了射线直 接使胶片感光外,荧光又使胶片感光。
胶片的暗室处理包括显影、中间冲洗、定影、 水洗和烘干。
X 射线检验的透照方法
6 X 射线检验的透照方法编号:CT-QD-23 6.1 外透法6.1.1 单壁透照时,射线源置于钢管外,胶片放置在离射线源一侧的钢管内壁相应的区域上,并与焊缝贴紧。
6.1.2 双壁单投时,射线源置于钢管外,胶片放置在远离射线源一侧的钢管外表面相应的焊缝区域上并与焊缝贴紧。
6.1.3 双壁双投时,射线源置于钢管外,胶片放置在远离射线源一侧的钢管外表面相应的焊缝区域上,且使射线的透照方向与环行焊缝平面成适当的夹角,使上下两焊缝在底片上的形象呈椭圆形。
6.2 内透法6.2.1 中心全周透照时,射线源置于钢管环缝中心,胶片放置在钢管外表面环行焊缝上,并与之贴紧。
6.2.2 偏心透照时,射线源置于钢管环缝中心以外的位置上,胶片放置在钢管外表面相应焊缝的区域上,并与之贴紧7 X 射线的透照工艺7.1 胶片:透照胶片应选用GB3323 中规定的J1 或J2 型胶片,其固有灰雾度不大于0.3 。
7.2 增感屏:一般选用金属增感屏,在特殊情况下经合同双方同意也可使用金属荧光增感屏。
7.3 射线源的选择:以管电压为400KV 的X 射线透照焊缝时,应根据透照厚度选取管电压值。
超过38mm 透照厚度时,可选用γ射线源。
7.4 像质计的放置7.4.1 外径大于89 mm 的钢管,选用R10 系列像质计,一般放在胶片一端与管表面间。
7.4.2 外径小于和等于89 mm 的钢管,选用Ⅰ型专用像质计.一般放置于被检区一端的30胶片与管表面之间.7.4.3 外径小于和等于76mm 的钢管,采用双壁双投影法时,应采用Ⅱ型专用像质计,一般放置在环缝上余高中心处.7.5 焊缝透照部位应有中心标记( )和搭接标记( ).7.6 透照的几何条件7.6.1 射线源至钢管外表面最小距离L1:像质等级透照距离L1A L1≥7.5L2*2/3AB L1≥10L2*2/3B L1≥15L2*2/37.6.2 在特殊情况下,采用中心全周透照法时,其射线源至钢管内表面最小距离L1的确定可由合同双方协商确定,但对焊缝根部质量必须具备有效监控措施。
射线检测方法.
I x e()x Id
(6-41)
假设缺陷内为空气,则μ ′可忽略不计。因而
I x e x Id
(6-42)
在工业射线透照中,总是希望胶片上的影像衬度尽可能高, 以保证检测质量。因此,射线硬度尽可能选软些。但是,如果 希望在材料的厚薄相邻部分一次曝光,则要选用较硬的射线。 为了提高某些低原子序数、低密度和薄壁材料的检测灵敏度, 应采用软射线,即低能X射线照相法。 通常将60~150 kV定为 中等硬度X射线,60 kV以下定为软X射线。
I1 (L2 )2 I 2 (L1 )2
(6-45)
图6-41 曝光距离与射线强度的关系
3)射线照相对比度
射线照片上影像的质量由对比度、不清晰度、颗粒度决 定。影像的对比度是指射线照片上两个相邻区域的黑度差。
如果两个区域的黑度分别为D1、D2,则它们的对比度为: Δ D=D1-D2 。影像的对比度决定了在射线透照方向上可识别的
2. 中子射线照相检测的特点
中子射线照相检测与X射线照相检测、γ 射线照相检测相 类似,都是利用射线对物体有很强的穿透能力,来实现对物 体的无损检测。对大多数金属材料来说,由于中子射线比X射 线和γ 射线具有更强的穿透力,对含氢材料表现为很强的散 射性能等特点,从而成为射线照相检测技术中又一个新的组 成部分。
4) 疏松
浇铸时局部温差过大,在金属收缩过程中,邻近金属补 缩不良,产生疏松。疏松多产生在铸件的冒口根部、厚大部 位、厚薄交界处和具有大面积的薄壁处。在底片上的影像呈 轻微疏散的浅黑条状或疏散的云雾状,严重的呈密集云雾状 或树枝状,如图6-52所示。
图6-52 铸件内部疏松照片
5) 裂纹 裂纹一般是在收缩时产生,沿晶界发展。在底片上的影像 是连续或断续曲折状黑线, 一般两端较细,如图6-53所示。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
6 X 射线检验的透照方法
编号:CT-QD-23 6.1 外透法
6.1.1 单壁透照时,射线源置于钢管外,胶片放置在离射线源一侧的钢管内壁相应的
区域上,并与焊缝贴紧。
6.1.2 双壁单投时,射线源置于钢管外,胶片放置在远离射线源一侧的钢管外表面相
应的焊缝区域上并与焊缝贴紧。
6.1.3 双壁双投时,射线源置于钢管外,胶片放置在远离射线源一侧的钢管外表面相
应的焊缝区域上,且使射线的透照方向与环行焊缝平面成适当的夹角,使上下两焊缝在底
片上的形象呈椭圆形。
6.2 内透法
6.2.1 中心全周透照时,射线源置于钢管环缝中心,胶片放置在钢管外表面环行焊缝
上,并与之贴紧。
6.2.2 偏心透照时,射线源置于钢管环缝中心以外的位置上,胶片放置在钢管外表面
相应焊缝的区域上,并与之贴紧
7 X 射线的透照工艺
7.1 胶片:透照胶片应选用GB3323 中规定的J1 或J2 型胶片,其固有灰雾度不大于
0.3 。
7.2 增感屏:一般选用金属增感屏,在特殊情况下经合同双方同意也可使用金属荧光
增感屏。
7.3 射线源的选择:以管电压为400KV 的X 射线透照焊缝时,应根据透照厚度选取管
电压值。
超过38mm 透照厚度时,可选用γ射线源。
7.4 像质计的放置
7.4.1 外径大于89 mm 的钢管,选用R10 系列像质计,一般放在胶片一端与管表面间。
7.4.2 外径小于和等于89 mm 的钢管,选用Ⅰ型专用像质计.一般放置于被检区一端的
30
胶片与管表面之间.
7.4.3 外径小于和等于76mm 的钢管,采用双壁双投影法时,应采用Ⅱ型专用像质计,一
般放置在环缝上余高中心处.
7.5 焊缝透照部位应有中心标记( )和搭接标记( ).
7.6 透照的几何条件
7.6.1 射线源至钢管外表面最小距离L1:
像质等级透照距离L1
A L1≥7.5L2*2/3
AB L1≥10L2*2/3
B L1≥15L2*2/3
7.6.2 在特殊情况下,采用中心全周透照法时,其射线源至钢管内表面最小距离L1的
确定可由合同双方协商确定,但对焊缝根部质量必须具备有效监控措施。
7.7 分段透照数量
7.7.1 采用双壁单投影法时,射线源在钢管外表面的距离:当小于等于15mm 时,可分
为不少于3 段透照,每段中心角为120°;当大于15mm 时,可分为至少4 段透照,即每段
中心角为90°。
7.7.2 对外径大于76mm 且小于和等于89mm 的钢管,其焊缝以双壁双投影法透照时,
至少分2 段透照,两次间隔90°。
7.7.3 对外径小于和等于76mm 的钢管,其焊缝以双壁双投影法透照时,允许椭圆一次
成像,但须保证其检出范围不少于周长的90%。
8 防散射线的措施
8.1 暗盒后面应放置厚度为2~3mm 的铅板,以消除反向散射线对胶片感光的影响。
8.2 采用双壁双投影法透照时,必须采用适当的铅罩遮挡,以屏蔽散射线,扩大检出
范围,提高成像质量。
9 评片
9.1 评片时应在光线较暗的室内进行,并避免使用使底片表面产生反射光源。
9.2 评片时应选用专用的观片灯,其应具有可调观察底片成像区最大黑度为3.5 的亮
度,照明区域应能遮蔽至所需的最小面积。
9.3 评片时允许使用低倍放大镜(小于5 倍)辅助观察底片的局部部分。
10 X 射线检验时的安全防护
10.1 进行X 射线检验前,必须划出安全防护区域,并设置危险标志,必要时设专人警
戒。
10.2 放射性同位素不得与易燃、易爆、腐蚀性物品放在一起,其贮存场地必须采取有
效的防火、防盗、防泄漏的安全防护措施,并指定专人负责保管。
10.3 严格执行国家对放射工作人员个人剂量监测和健康管理的规定。
11 检验报告及底片保存
检验报告和底片必须妥善保存至少5 年,以备随时查核。