加弹机工艺操作规程
加弹机操作规程
浙江省亚星纤维股份有限公司加弹车间3SDY加弹机操作规程1 目的明确3SDY加弹机正常的操作步骤,掌握生产过程中的质量控制和应急处理方法,确保生产的正常进行。
2 适用范围本规程仅适用于加弹车间RPR3SDY加弹机。
3 内容3.1 启动和停机。
3.1.1启动前的准备工作。
3.1.1.1拉开第一罗拉皮辊。
3.1.1.2关闭断丝检测器和切丝器的开关。
3.1.1.3清除残存丝路上的废丝。
将绕在罗拉、皮辊、摩擦锭轴、油轮、摩擦辊及挂在热箱内的废丝清除干净。
3.1.1.4拉下生丝杆,检查止捻器转动是否灵活,清除止捻器内的缠丝。
3.1.1.5清理丝路上各导丝器、冷却板、横动箱盖、导丝口附着的白粉及油脂。
3.1.2启动。
3.1.2.1检查已设定的工艺参数。
3.1.2.2按白色的启动键,绿灯亮,机器开始运行。
3.1.3注意事项。
3.1.3.1必须确认机台操作面无人接触机器部件后方可启动。
3.1.3.2经负责人指定相关技术员到场,经过检查确保机器部件正常后才能启动。
3.1.4热箱温度的设定。
3.1.4.1通过电脑将温度设定到工艺要求值。
3.1.4.2通过屏幕观察热箱升温情况。
3.1.4.3待温度达到工艺设定值后,并处于稳定状态,即可生头操作。
3.1.5热箱停止加热:只需将热箱开关用专用钥匙打到“OFF”位置,则各热箱开始降温。
3.1.6正常停机。
预先有计划、有准备的停机为正常停机。
停机步骤:3.1.6.1使运行中的丝条从断丝检测器中脱离出。
则切丝器连锁动作将丝条切断。
3.1.6.2将第一、二罗拉皮辊全部拉开,使之与罗拉脱离。
3.1.6.3将卷绕支架从摩擦辊上提起,使丝卷脱离摩擦辊。
3.1.6.4将热箱门全部打开。
3.1.6.5按黑色的“停机”键,,绿灯熄灭,机器停止运转。
如有降温需要,则关闭热箱开关。
3.1.6.6将丝卷逐一落下,换上空纸筒待用。
3.1.6.7清洁机台。
3.1.7自动停机时的处理步骤。
3.1.7.1迅速打开热箱门把断丝从热箱丝道拉出。
加弹机的操作方法
加弹机的操作方法
以下步骤为一般加弹机的操作方法,具体操作方式请以各款加弹机说明书为准。
1. 将加弹机架在平稳的台面上。
2. 确认加弹机上仅有空弹夹或空弹匣,切记禁止在装填子弹前插入已有子弹的弹夹或弹匣。
3. 将子弹放置在装弹板上,确保子弹的结构和方向都正确。
4. 将装弹板与弹夹或弹匣对接,手动压住子弹使其装填到弹夹或弹匣中,直至弹夹或弹匣充满。
5. 将装满子弹的弹夹或弹匣插入到加弹机相应的插槽中,按照说明书操作使子弹顺利进入枪膛中,完成装填。
6. 完成后将空弹夹或弹匣拿下,装备已经享有充分子弹准备,可以开始使用。
切记,在操作加弹机时要注意安全,不要将手指放置在子弹中间,避免子弹弹出时造成伤害。
同时要仔细阅读操作说明书,遵循所述的操作步骤。
加弹车间单锭落丝操作规程共17页

加弹车间单锭落丝操作规程
21、没有人陪你走一辈子,所以你要 适应孤 独,没 有人会 帮你一 辈子, 所以你 要奋斗 一生。 22、当眼泪流尽的时候,留下的应该 是坚强 。 23、要改变命运,首先改变自己。
24、勇气很有理由被当作人类德性之 首,因 为这种 德性保 证了所 有其余 的德性 。--温 斯顿. 丘吉尔 。 25、梯子的梯阶从来不是用来搁脚的 ,它只 是让人 们的脚 放上一 段时间 ,以便 让别一 只脚能 够再 事 常成 于困约 ,而败 于奢靡 。——陆 游 52、 生 命 不 等 于是呼 吸,生 命是活 动。——卢 梭
53、 伟 大 的 事 业,需 要决心 ,能力 ,组织 和责任 感。 ——易 卜 生 54、 唯 书 籍 不 朽。——乔 特
55、 为 中 华 之 崛起而 读书。 ——周 恩来
锦纶加弹机操作规程

锦纶加弹机操作规程1、工艺流程:平衡后的POY 原丝架导丝管切丝器第一移丝器第一罗拉升头杆瓷件、止捻器热箱抽吸装置冷却板假捻器第二移丝器第二罗拉探丝器油轮装置卷绕装置2、一、上丝操作:1、领取合格相对应的POY送至机旁。
2、将原丝架空插杆旋转向外侧。
3、从POY丝车上取下、左手托住丝饼下方、右手按住筒管内、将丝饼放入原丝架、严防人为丝筒塌边,在拿POY时,避免碰撞造成人为的毛丝。
4、上丝时、注意双手要清洗干净、飘出的丝头要饶好5、上完原丝后、将丝饼摆放整齐。
二、升头前的准备工作1、将筒管书写相对应的锭位号,将筒管装在对应的卷绕筒管架上。
2、准备吸枪,清除废丝袋内的废丝,检查吸枪压力是否正常。
3、将POY表面尾丝穿到相对应的导丝管内、将丝条引出。
4、用指定物将各部位卫生清理干净。
将各部位缠丝清理干净三、升头操作1、吸枪插好,打开阀门。
2、打开切丝器开关,合上二罗拉,打开一罗拉,拉下升头杆。
3、将POY原丝引入吸枪口,吸枪带丝穿过切丝器,第一移丝器,过第一罗拉及升头杆上的瓷件或止捻器,经过冷却板下部,进入假捻器上下方导丝器,绕二移丝器内槽,进入第二罗拉与主动轴接触面。
4、将假捻器门插插入假捻器,将丝条推入假捻器,推上升丝杆,合上一罗拉及热箱门。
5、将丝条从罗拉下方引出经探丝器,分丝杆导丝器,6、按下筒管架将丝条引入留尾口装置,送往转速以达到的筒管尾丝口槽内,丝条被卡断筒管上出现尾丝(5-10)圈从留尾导丝器上拔出丝条正常卷绕7、将吸枪关闭,挂好,检查丝路。
四、落丝操作一、落丝前准备1、清除废丝袋内的废丝,检查吸枪压力是否正常。
2、将手清洗干净或擦干净3、准备DTY丝车,摆好筒管,准备好标签,二、落丝操作1、接好吸枪,依次操作2、打开切丝器开关。
3、一手拿吸枪将丝条吸住,另一只手在吸枪吸丝的下方将丝条拉断,然后将吸住丝条的吸枪挂在相应的位置。
4、抬起右手边筒管架,左手向内侧挤压,右手按住丝饼的表面,待丝饼停转后右手五指张开平行接住丝饼下侧,左手推动手柄,丝饼落入手中,将空筒管上上5、取下吸枪按下筒管架将丝条引入留尾口装置,送往转速以达到的筒管尾丝口槽内,丝条被卡断筒管上出现尾丝(5-10)圈从留尾导丝器上拔出丝条正常卷绕。
加弹机工艺操作规程

加弹机工艺操作规程一、丝条路线POY原丝架→切丝器→第一罗拉→变形热箱<上热箱>→加捻器→第二罗拉→定性热箱<下热箱>→第三罗拉→探丝口→上油轮→DTY卷绕装置二、升头前的准备工作1.POY丝装上丝架,丝锭位置稍向前,确保从头到尾退绕正常,丝锭中心对正导丝磁件中心位置。
退绕张力一致。
2.卷绕装置上,装入DTY纸管。
<同时检查纸管圆度,变形,硬度,达不到质量的,不能上机使用>3. 开启吸枪,把丝条从原丝架<导丝管,磁件>引入切丝器,穿过切丝器上的瓷管。
4. 打开第一皮圈架,第二皮圈架。
5. 关闭所有切丝装置信号三、升头:1. 变形热箱,定形热箱达到工艺温度后,保温,平衡30分钟,开低速→高速→稳定正常匀速。
2.打开吸枪,将吸枪插入定性热箱出口,接丝,用手把丝条引入到定形热箱的入口,靠压缩空气吸至吸枪上。
3.拉下升头装置拉杆至底部,打开变形热箱门,及加捻器门、4.把丝条引入升头杆上的导丝器上,推拉杆2/3位置,压下第二皮圈架。
5.把丝条引入加捻器导丝磁件,关闭加捻器门,丝条进入加捻装置。
压下第一皮圈架上的导丝器。
6.把升头杆推至顶部,丝条进入变形热箱,关闭变形热箱门。
7.用吸枪把丝条引入第三皮圈架,探丝器,上油轮,导丝器,分丝磁件,尾丝勾,筒管上,丝进入往复导丝器<大兔子头>,正常生产。
8 .重复2至7条工作,待一个区十二锭丝升满,然后打开切丝装置电源,进入下一个区升头,直到全机升满<单边120锭>,关闭吸枪,检查丝路,确认无误。
四、落丝1.丝条卷装达到满卷后,关闭切丝装置电源。
2.开启吸枪,把丝条在卷绕前<或第三皮圈轮>切断3.抬起卷装好的丝筒,至停止运转,右手托丝,左手向左打开筒管架,取下DTY丝,贴上小标签<锭位单号>,检查丝锭表面质量状况,无异常继续升头,有异常故障,停位及时通知相关人员处理。
4. 待机台一面全部落丝完毕,合上切丝器电源,关闭吸枪五、补头POY在DTY加工过程中断头1.检查该锭位丝路,磁件有无缺损,清理丝路磁件卫生,及用毛刷对加捻器做卫生。
QMSxs03-F-JT02-2011AIF-12NM型加弹机生头操作规程

杭州翔盛纺织有限公司支持性文件
文件编号QMS/xs03-F-JT02-2011发布日期2011年9月1日文件名称AIF-12N/M 型加弹机生头操作规程版本号B/1页码第1页共1页编
制林传付审核陈琦批准陈光宇
杭州翔盛纺织有限公司1.目的
使现场人员依照本操作程序正确作业。
2.适用范围
加弹车间加弹班生头作业人员。
3.工作程序
3.1开吸丝风机。
3.2先装上纸管,切丝器复位,并把第一罗拉打开。
3.3用吸枪将原丝架上导管内吸出,穿过导丝器、第一罗拉微动导丝器、一罗拉前后导丝器、H1入口导丝板,然后拉断丝条,将吸枪插入第二加热器底部出口处。
3.4打开第一加热器门,拉下滑撬,使丝条通过滑撬导丝器,然后将丝吸入上吸丝管内。
3.5拉出半捻杆,使丝条通过导丝钩、导丝器、TCS 前后导丝器,自上吸丝管处拨断丝条使之吸入第二热箱内,舍上二罗拉,再合上半捻杆。
3.6合上假捻器,把滑撬推到顶位,合上一罗拉,关上H1门。
3.7拉出吸枪,使丝条通过第三罗拉微动导丝器、第三罗拉、断丝探测器、上油导丝器。
3.8过卷绕中心导丝瓷件,留尾后拨入卷绕。
3.9生头完毕,检查丝道后关闭吸丝风机。
4.注意事项
无
5.附件
无。
常用加弹机教材(图文并茂)

常用加弹机教材(图文并茂)巴马格纺织机械FK6-1000 型加弹机第一节:FK6-1000型加弹机的构造及功能简介第二节:工艺流程第三节:工艺条件第四节:加弹生产知识介绍第五节:加弹机维修保养知识介绍第一节:FK6-1000型加弹机的构造及功能简介1、喂丝罗拉喂丝罗拉的作用是实现丝条的传输作用。
第一罗拉为入罗拉,其装置有两种组成方式。
一个是喂丝罗拉和皮圈,另一个是喂丝罗拉和皮辊,皮圈的优点接触面积大、握持力大、可减少轴承磨损,其缺点是易损坏。
而皮辊的优点是耐磨且可多次使用,其缺点是握持力不足,须在辊上绕圈弥补。
我司设备是由喂丝罗拉和皮辊组成的,在FR2上必须绕两圈,在加工细旦时还需在FR1上绕两圈(移丝间距一般为5-10mm来弥补张力不足。
丝条通过第一罗拉到升头杆,升头杆顶部有个止捻器装置,作用是将丝条固定在第一热箱顶部,起到防止丝逃捻或回捻。
2、喂丝罗拉前的横动移丝器它的作用是避免丝条对罗拉的集中磨损,延长皮圈(或压辊)的使用寿命。
生产加弹丝时,移丝间距一般为5-10mm移丝位置不正时,不能保证丝条在喂丝皮圈(或压辊)的规定范围内运行,从而不能保证丝条按规定的工艺要求执行。
如一、二罗拉前横动移丝器位置不正,就不能保证丝条正常牵伸的实现,引起缠丝。
3、第一加热器第一加热器又叫变型热箱,是接触式加热方式,1000M型长为2.5m, V型长为2.0m.。
其作用是加热丝条呈塑化状态,降低拉伸变形应力,更容易拉伸变形。
其长度为2.5m (加弹机分为两种型,“ M' 型和“V 型,我司的加弹机属于“ M”型,而“V型的长度为2m)。
它是由真空密封联苯蒸汽和电加热复合加热。
定型区主要是第二热箱又叫定型热箱,是非接触型空气加热,它是由热媒加热的。
在实际生产中,我们必须经常地检查热箱的丝道,并每隔2-3个月要进行一次清洁。
因为一热箱温度的高低直接影响丝的卷曲性、膨松性。
进而影响染色性能。
故生产中丝越偏离热箱丝道,则变形丝条越差,染色等级越低。
加弹机工艺流程

加弹机工艺流程The process of adding a magazine well to a firearm receiver, also known as the magazine well addition process, is a critical step in enhancing the functionality of the firearm. This process involves marking the receiver for the magazine well cut, cutting the receiver to accommodate the well, and then welding the well into place. It is a complex and precise process that requires a high level of skill and attention to detail.加弹机到枪械的接收机上,也称为加弹机工艺流程,是提升枪械功能的关键步骤。
这个流程包括为弹匣舱口刻印标记、切割接收机以容纳舱口,然后将弹匣焊接到位。
这是一个复杂而精密的流程,需要高水平的技能和专注细节。
One of the first steps in the magazine well addition process is marking the receiver for the magazine well cut. This step involves using precise measurements and markings to ensure that the cut is made in the correct location and at the correct angle. It is crucial that the markings are accurate and consistent to avoid any errors in thecutting process. This requires a steady hand and attention to detail to ensure that the receiver is marked correctly.加弹机工艺流程中的第一步是为弹匣舱口切割标记接收机。
日本TMT公司ATF-1500DTY加弹机操作流程
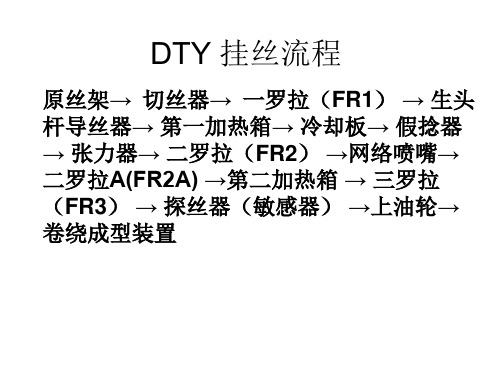
原丝架→ 切丝器→ 一罗拉(FR1) → 生头 杆导丝器→ 第一加热箱→ 冷却板→ 假捻器 → 张力器→ 二罗拉(FR2) →网络喷嘴→ 二罗拉A(FR2A) →第二加热箱 → 三罗拉 (FR3) → 探丝器(敏感器) →上油轮→ 卷绕成型装置
OF2A
DTY设备全貌
第
假捻器
一
加
热
步骤十三:纱线通过FR2A 步骤十四:H2 热箱的下方
罗
放置吸枪,来吸丝。
拉
步骤十五:在H2 热箱的丝管
(
上挂丝,让丝接近后并
切断丝,通过 H2 热箱后被
吸入吸枪内。
)
第二加热箱纱线入口
注意:采用热媒绝缘加热, 加热时不与纱线接触
吸丝口
感应器(探丝器)
第 三 罗 拉
步骤十六:从H2 热箱上拔下吸枪, 在H2 下方的导丝器上挂丝。
止捻器
生 头 杆 导 丝 器
第 一 罗 拉
切丝器
FR1
第
一
H1出口导丝器
热 箱
步骤十一:把 H1 出口的挂丝部分的丝挂入H1 热箱内
部。
网 络 喷 咀
步骤十二:打开网络喷咀,纱线挂于上方导 丝器上和下方导丝器上,挂入喷咀槽内, 闭合网络喷咀。
注意:网络喷咀挂完纱后 要闭合网络喷咀
A FR2A
第 二
SCP吸入式冷却
器
板
第一罗拉
TCS传感器 第二罗拉(FR2)
网络喷咀
切丝器
第二罗拉(FR2A)
卷绕装置
吸丝口
挂纱前准备工作
• 1. POY丝装上丝架,丝锭位置稍向前,确保从头 到尾退绕正常,丝锭中心对正导丝磁件中 心位置。 退绕张力一致。
加弹车间单锭落丝操作规程

是否有错,对锭位贴好贴牢
4、工作程序:落丝前2分钟清理干净吸枪袋子内废丝,吸枪
插入出气管,打开出气管开关,检查吸枪风力是否正常
4、工作程序:打开落丝开关,灯亮为准
4、工作程序:查看每一锭的剩余时间,在根据落丝
灯,进行按灯落丝
4、工作程序:按灯落丝,落丝灯一直亮为第一排,落丝灯闪
烁比较快为第二排,落丝灯闪烁比较缓慢为第三排,勿弄错
4、工作程序:查看提前落丝锭位
4、工作程序:对应落丝灯的锭位,将该锭丝头拉到
吸枪内
4、工作程序:双手向内压紧,将摇架抬起来,避免
丝锭飞出来,造成人员受伤及丝锭摔伤
4、工作程序:丝锭停转后,将丝锭从摇架内取出,
标签要贴牢,丝锭不能有碰伤油污等
工作程序:将丝锭放到丝车上,丝锭在放到丝车上时 不能有碰伤油污碰毛等
大同化纤落丝操作流程
前言:
1、目的:使现场人员依照本操作规程正确作业。 2、适用范围 加弹车间落丝人员。 3、职责 3.1 公司负责制定该制度,并检查执行情况。 3.2 部门负责实施该制度,并检验该制度的落实 情况。 3.3 班长负责落实、执行该制度。。
4、工作程序:落丝前1小时纸管准备好,标签检查好
工作程序:用吸枪或丝勾挂丝,挂丝时要经过留尾器, 保证留尾正常,不能出现多尾丝或无尾丝
工作程序:挂丝完后,用丝勾挂入油轮导丝器,现场 废丝清理干净
Байду номын сангаас
工作程序:落丝完后,关闭落丝开关,灯灭为准
5、注意事项:
5.1挂丝卷绕扯断,须将筒管底层丝清除或更换筒管,再挂丝。 5.2凡是落筒造成的断头,必须及时补头。 5.3严禁吸枪从皮辊或皮圈底下经过或与钢辊对磨。 5.4落筒时,筒子要等停转后,才能拉开左边手柄,取下卷绕筒子。 5.5 落筒时,当出现尾丝被夹住,应将丝头拉断,并将丝头绕好,保 护好尾丝。 5.6 落筒时,手不可碰到筒子端面。 5.7落筒时,必须先关闭感丝器开关,才不会造成落筒时丝被切断。 5.8落筒时,必须及时巡回,以防止报警超时丝被切断。 5.9落筒时,必须对锭贴标签。 5.10落筒后,及时检查并纠正丝条不过油轮或横动导丝器的锭位。 5.11落筒时,应边落筒边注意防止罗拉和摩擦辊缠丝现象发生。 5.12落筒挂丝时,严禁二次挂丝、底层叠丝和确保尾丝正常。 5.13当班工作中不能带首饰、戒指、手链、手表等上班,避免碰伤原 料
涤纶丝加弹机工艺流程

涤纶丝加弹机工艺流程
一、涤纶丝准备
1.原料准备
(1)选用涤纶丝原料
(2)确认原料质量和规格
2.前处理
(1)对涤纶丝进行预处理
(2)清洗和干燥涤纶丝
二、加弹工艺
1.加弹机设置
(1)调整加弹机参数
(2)确定加弹机运行速度
2.加弹处理
(1)将涤纶丝送入加弹机
(2)进行加弹处理和拉伸
三、弹力调整
1.弹性检测
(1)对加弹后丝线进行弹性测试
(2)确认弹力指标符合要求
2.调整处理
(1)根据测试结果调整加弹机参数(2)重新进行弹性测试和调整
四、卷绕与包装
1.卷绕成品
(1)将加弹后的丝线卷绕成卷(2)控制卷绕张力和速度
2.包装处理
(1)进行成品丝卷包装
(2)标注产品信息和质量等级。
加弹机的操作方法
加弹机的操作方法加弹机是用于装填火器或枪械的设备,它的作用是将弹药从弹壳中取出并放入枪械的弹仓中。
加弹机的操作方法相对简单,但是需要谨慎和熟练才能保证安全和有效地使用。
接下来,我将详细介绍加弹机的操作方法。
首先,使用加弹机之前要确保该设备的完整性和操作正常。
检查加弹机上的装置和按钮是否完好,确保没有松动或损坏的部分。
另外,清洁加弹机的外表面,确保没有灰尘和杂物。
接下来,将加弹机放置在平稳的表面上,确保其稳定性。
在操作加弹机之前,应该收集所需的弹药并确保其质量和数量。
接下来,将加弹机与枪械对齐。
确保枪械的弹仓位于加弹机的弹口正上方,并确保两者之间没有障碍物。
将加弹机轻轻握在手中,确保它牢固地与枪械相连。
然后,按下加弹机上的弹药释放按钮。
这个按钮通常位于加弹机的上部,用于将弹药从弹壳中释放出来。
按下按钮后,加弹机将会释放一颗弹药进入枪械的弹仓。
在释放弹药之后,确保弹药进入枪械的弹仓。
检查弹药是否完全进入弹仓,并检查弹仓的闭合情况。
确保弹仓完全关闭,并且弹药安全可靠地存放在其中。
在操作加弹机时,要牢记安全原则。
确保弹药和枪械都是符合规范和安全要求的。
在操作过程中,要避免碰触枪口和弹膛口,以免发生意外伤害。
最后,完成加弹机的操作后,及时清理和维护它。
使用清洁剂和软布清洁加弹机的外表面,并确保其干燥和无尘。
如果发现有异常或问题,应及时修理或更换加弹机。
总结起来,加弹机的操作方法包括检查设备、准备弹药、对齐加弹机和枪械、按下释放按钮、确认弹药进入弹仓,同时要牢记安全原则。
这些操作方法需要谨慎和熟练,并要确保设备的维护和保养,以确保安全和有效地使用加弹机。
希望以上的回答对您有所帮助。
加弹机的操作规程

加弹机操作规程
一、加弹工安全操作规程:
1、目的
明确了加弹机的安全操作步骤,保证设备的正常维护和正常运行2、适用范围
本规程适用于YJ-950型等加弹机
3、内容
3.1操作工必须穿好工作服,带好工作帽,然后才能上机操作。
3.2机台开机之前,征的值班班长、保全的同意,在机器安全、正常的情况下,才能开机。
3.3开机时,要检查机台上面是否有人、锭位是否得当、缠丝是否已经处理然后才能开机
3.4操作工生头时,严禁吸枪口碰触丝路上各个导丝器,以防止导丝器破裂、跌落
3.5操作时,每生完一个头必须检查丝路,确定丝条经过切丝器和断丝检测器,以防缠丝时,丝条不能被切断。
3.6经常巡查,严格检查,绝不允许有废丝缠到机器内外侧,发现这种情况后,应该立即进行处理,否则可能造成机器磨损。
3.7当丝缠到摩擦盘轴上时,严禁在摩擦盘轴告诉旋转时勾丝,要先让其停止旋转后,在用钩刀钩丝。
3.8开机过程中如发现异常的噪音,特殊异常的震动或者其他的异
常现象,操作工配合维修工确定故障点后立刻停机,做好现场记录,并报告有关人员处理。
3.9操作工应定时检查油槽里面的油位,发现油位偏低时,应及时的添加油剂,操作工严格按照操作说明说对机器进行日常保养。
加弹机工艺操作规程.docx

加弹机工艺操作规程<一 >丝条路线:POY 原丝架→切丝器→第一罗拉→变形热箱<上热箱 >→加捻器→第二罗拉→定性热箱<下热箱>→第三罗拉→探丝口→上油轮→DTY卷绕装置。
<二 >升头前的准备工作:1.POY丝装上丝架,丝锭位置稍向前,确保从头到尾退绕正常,丝锭中心对正导丝磁件中心位置。
退绕张力一致。
2.卷绕装置上,装入 DTY 纸管。
<同时检查纸管圆度,变形,硬度,达不到质量的,不能上机使用 >3.开启吸枪,把丝条从原丝架 <导丝管,磁件 >引入切丝器,穿过切丝器上的瓷管。
4.打开第一皮圈架,第二皮圈架。
5.关闭所有切丝装置信号。
<三 >升头:1变形热箱,定形热箱达到工艺温度后,保温,平衡30 分钟,开低速→高速→稳定正常匀速。
2打开吸枪,将吸枪插入定性热箱出口,接丝,用手把丝条引入到定形热箱的入口,靠压缩空气吸至吸枪上。
3拉下升头装置拉杆至底部,打开变形热箱门,及加捻器门、4把丝条引入升头杆上的导丝器上,推拉杆2/3位置,压下第二皮圈架。
5把丝条引入加捻器导丝磁件,关闭加捻器门,丝条进入加捻装置。
压下第一皮圈架上的导丝器。
6把升头杆推至顶部,丝条进入变形热箱,关闭变形热箱门。
7用吸枪把丝条引入第三皮圈架,探丝器,上油轮,导丝器,分丝磁件,尾丝勾,筒管上,丝进入往复导丝器 <大兔子头 >,正常生产。
8重复 2 至 7 条工作,待一个区十二锭丝升满,然后打开切丝装置电源,进入下一个区升头,直到全机升满 <单边 108 锭 >,关闭吸枪,检查丝路,确认无误。
<四 >落丝1.丝条卷装达到满卷后,关闭切丝装置电源。
2.开启吸枪,把丝条在卷绕前 <或第三皮圈轮 >切断3. 抬起卷装好的丝筒,至停止运转,右手托丝,左手向左打开筒管架,取下DTY丝,贴上小标签 <锭位单号 >,检查丝锭表面质量状况,无异常继续升头,有异常故障,停位及时通知相关人员处理。
常用加弹机教材(图文并茂)
巴马格纺织机械FK6-1000型加弹机第一节:FK6-1000型加弹机的构造及功能简介第二节:工艺流程第三节:工艺条件第四节:加弹生产知识介绍第五节:加弹机维修保养知识介绍第一节:FK6-1000型加弹机的构造及功能简介1、喂丝罗拉喂丝罗拉的作用是实现丝条的传输作用。
第一罗拉为入罗拉,其装置有两种组成方式。
一个是喂丝罗拉和皮圈,另一个是喂丝罗拉和皮辊,皮圈的优点接触面积大、握持力大、可减少轴承磨损,其缺点是易损坏。
而皮辊的优点是耐磨且可多次使用,其缺点是握持力不足,须在辊上绕圈弥补。
我司设备是由喂丝罗拉和皮辊组成的,在FR2上必须绕两圈,在加工细旦时还需在FR1上绕两圈(移丝间距一般为5-10mm)来弥补力不足。
丝条通过第一罗拉到升头杆,升头杆顶部有个止捻器装置,作用是将丝条固定在第一热箱顶部,起到防止丝逃捻或回捻。
2、喂丝罗拉前的横动移丝器它的作用是避免丝条对罗拉的集中磨损,延长皮圈(或压辊)的使用寿命。
生产加弹丝时,移丝间距一般为5-10mm。
移丝位置不正时,不能保证丝条在喂丝皮圈(或压辊)的规定围运行,从而不能保证丝条按规定的工艺要求执行。
如一、二罗拉前横动移丝器位置不正,就不能保证丝条正常牵伸的实现,引起缠丝。
3、第一加热器第一加热器又叫变型热箱,是接触式加热方式,1000M型长为2.5m,V型长为2.0m.。
其作用是加热丝条呈塑化状态,降低拉伸变形应力,更容易拉伸变形。
其长度为2.5m(加弹机分为两种型,“M”型和“V”型,我司的加弹机属于“M”型,而“V”型的长度为2m)。
它是由真空密封联苯蒸汽和电加热复合加热。
定型区主要是第二热箱又叫定型热箱,是非接触型空气加热,它是由热媒加热的。
在实际生产中,我们必须经常地检查热箱的丝道,并每隔2-3个月要进行一次清洁。
因为一热箱温度的高低直接影响丝的卷曲性、膨松性。
进而影响染色性能。
故生产中丝越偏离热箱丝道,则变形丝条越差,染色等级越低。
如果大部分或完全跑出丝道,则成品丝将成僵丝。
加弹机工艺
篇一:《常用加弹机教材(图文并茂)》巴马格纺织机械FK6-1000型加弹机第一节:FK6-1000型加弹机的构造及功能简介第二节:工艺流程第三节:工艺条件第四节:加弹生产知识介绍第五节:加弹机维修保养知识介绍第一节:FK6-1000型加弹机的构造及功能简介1、喂丝罗拉喂丝罗拉的作用是实现丝条的传输作用。
第一罗拉为入罗拉,其装置有两种组成方式。
一个是喂丝罗拉和皮圈,另一个是喂丝罗拉和皮辊,皮圈的优点接触面积大、握持力大、可减少轴承磨损,其缺点是易损坏。
而皮辊的优点是耐磨且可多次使用,其缺点是握持力不足,须在辊上绕圈弥补。
我司设备是由喂丝罗拉和皮辊组成的,在FR2上必须绕两圈,在加工细旦时还需在FR1上绕两圈(移丝间距一般为5-10mm)来弥补张力不足。
丝条通过第一罗拉到升头杆,升头杆顶部有个止捻器装置,作用是将丝条固定在第一热箱顶部,起到防止丝逃捻或回捻。
2、喂丝罗拉前的横动移丝器它的作用是避免丝条对罗拉的集中磨损,延长皮圈(或压辊)的使用寿命。
生产加弹丝时,移丝间距一般为5-10mm。
移丝位置不正时,不能保证丝条在喂丝皮圈(或压辊)的规定范围内运行,从而不能保证丝条按规定的工艺要求执行。
如一、二罗拉前横动移丝器位置不正,就不能保证丝条正常牵伸的实现,引起缠丝。
3、第一加热器第一加热器又叫变型热箱,是接触式加热方式,1000M型长为,V型长为。
其作用是加热丝条呈塑化状态,降低拉伸变形应力,更容易拉伸变形。
其长度为(加弹机分为两种型,“M”型和“V”型,我司的加弹机属于“M”型,而“V”型的长度为2m)。
它是由真空密封联苯蒸汽和电加热复合加热。
定型区主要是第二热箱又叫定型热箱,是非接触型空气加热,它是由热媒加热的。
在实际生产中,我们必须经常地检查热箱的丝道,并每隔2-3个月要进行一次清洁。
因为一热箱温度的高低直接影响丝的卷曲性、膨松性。
进而影响染色性能。
故生产中丝越偏离热箱丝道,则变形丝条越差,染色等级越低。
tmt加弹机工艺流程

tmt加弹机工艺流程Title: tmt加弹机工艺流程Introduction:The TMT (Tension Modulated Twisting) machine is an advanced technology used in the textile industry for the production of high-quality yarns.The process of TMT machine adds elasticity to the yarn, making it more flexible and durable.In this document, we will discuss the complete process of TMT machine, highlighting the key steps involved.1.Pre-processing:Before the yarn is passed through the TMT machine, it undergoes a series of pre-processing steps.These steps include cleaning, carding, and combing to remove any impurities and ensure that the yarn is free from defects.2.Tensioning:In the TMT machine, the yarn is subjected to tension, which is essential for the proper functioning of the machine.The tension is applied using a tensioner, which controls the force applied to the yarn.This tension helps in maintaining the desired twist level in the yarn.3.Twisting:The next step in the process is twisting the yarn.The yarn is passed through a series of twisting drums, which apply a specific amount of twistto the yarn.The twist level can be adjusted according to the desired properties of the final product.4.Stretching:After twisting, the yarn undergoes stretching to increase its elasticity.The stretching is done using a stretching machine, which applies a controlled amount of force to the yarn.This process helps in aligning the polymer chains in the yarn, making it more elastic.5.Setting:Once the desired elasticity is achieved, the yarn is subjected to a setting process.In this step, the yarn is heated to a specific temperature, which helps in stabilizing the polymer chains and setting the twist.This ensures that the yarn retains its elastic properties even after subsequent processing.6.Cooling and Winding:After setting, the yarn is cooled down to room temperature and then wound onto a bobbin or spool.The winding process is done using a winding machine, which ensures that the yarn is wound evenly and without any tangles.Conclusion:In conclusion, the TMT machine process is a crucial step in the production of elastic yarns.It involves pre-processing, tensioning, twisting, stretching, setting, and cooling before winding.Each step is essential forachieving the desired properties in the final product.The TMT machine adds elasticity to the yarn, making it more versatile and suitable for a wide range of applications in the textile industry.。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
加弹机工艺操作规程
<一>丝条路线:
POY原丝架→切丝器→第一罗拉→变形热箱<上热箱>→加捻器→第二罗拉→定性热箱<下热箱>→第三罗拉→探丝口→上油轮→DTY卷绕装置。
<二>升头前的准备工作:
POY丝装上丝架,丝锭位置稍向前,确保从头到尾退绕正常,丝锭中心对正导丝磁件中心位置。
退绕张力一致。
卷绕装置上,装入DTY纸管。
<同时检查纸管圆度,变形,硬度,达不到质量的,不能上机使用>开启吸枪,把丝条从原丝架<导丝管,磁件>引入切丝器,穿过切丝器上的瓷管。
打开第一皮圈架,第二皮圈架。
关闭所有切丝装置信号。
<三>升头:
1 变形热箱,定形热箱达到工艺温度后,保温,平衡30分钟,开低速→高速→稳定正常匀速。
2 打开吸枪,将吸枪插入定性热箱出口,接丝,用手把丝条引入到定形热箱的入口,靠压缩空气吸至吸枪上。
3 拉下升头装置拉杆至底部,打开变形热箱门,及加捻器门、
4 把丝条引入升头杆上的导丝器上,推拉杆2/3位置,压下第二皮圈架。
5 把丝条引入加捻器导丝磁件,关闭加捻器门,丝条进入加捻装置。
压下第一皮圈架上的导丝器。
6 把升头杆推至顶部,丝条进入变形热箱,关闭变形热箱门。
7 用吸枪把丝条引入第三皮圈架,探丝器,上油轮,导丝器,分丝磁件,尾丝勾,筒管上,丝进入往复导丝器<大兔子头>,正常生产。
8 重复2至7条工作,待一个区十二锭丝升满,然后打开切丝装置电源,进入下一个区升头,直到全机升满<单边108锭>,关闭吸枪,检查丝路,确认无误。
<四>落丝
丝条卷装达到满卷后,关闭切丝装置电源。
开启吸枪,把丝条在卷绕前<或第三皮圈轮>切断
抬起卷装好的丝筒,至停止运转,右手托丝,左手向左打开筒管架,取下DTY丝,贴上小标签<锭位单号>,检查丝锭表面质量状况,无异常继续升头,有异常故障,停位及时通知相关人员处理。
待机台一面全部落丝完毕,合上切丝器电源,关闭吸枪。
<五>补头<POY在DTY加工过程中断头
检查该锭位丝路,磁件有无缺损,清理丝路磁件卫生,及用毛刷对加捻器做卫生。
检查POY原丝,用手拉伸POY原丝条是否有松散,易断。
用吸枪剥取后再检查,如确定POY原丝有问题,经当班班长确认,更换POY原丝加工,任何人不能私自将POY原丝下机。
确认丝路及其他无问题,接着按升头2-8条款项目参照操作。
<六>过尾<POY原丝加工至底层>
1.参照落丝与升头操作。
<七>剥取<DTY丝>
DTY落丝上车后,检查外观<成型不良,严重毛丝,僵丝的锭位,做好记录,通知相关人员处理>,对于外观表面出现的油污等,有操作当事人处理.
DTY丝车满锭后,逐锭牵出丝头,用吸枪同意剥取,打结,送质检。
正常剥取时间10秒,中断丝或异常丝剥取30秒钟。
恒昌化纤有限公司
长纤车间
2011-6-28。