控制编织袋扁丝的拉伸强度提升措施
圆织机常见故障原因及处理
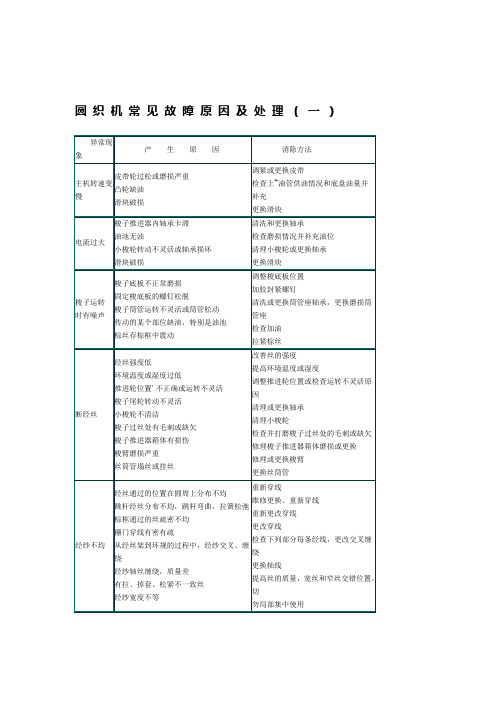
圆织机常见故障原因及处理(一)圆织机常见故障原因及处理(二)填充母料是原料配比的主要成份之一,其作用是改善扁丝的物理性能和降低成本。
随着填充母料填充量的增加,扁丝的拉伸强度将逐渐降低。
这是因为填充母料的主要成份是碳酸钙,是没有拉力的,少量的填充母料加入后,分散在聚烯烃高分子链的间隙中,对扁丝的拉伸强度影响不大,此时扁丝的刚度得到提高。
当添加量超过20%~25%时,填充母料因过剩占据了高分子链的位置阻碍高分子的弹性变形,使得高分子链不能沿着纵向的外力作用充分拉伸,影响了高分子链的拉伸取向效果,扁丝的强度,刚度都有明显下降,扁丝的相对拉断力低于0.32N/tex,不能满足国家标准GB/T8946中的规定。
实际生产过程中,填充母料的添加量在8%~12%的范围较适合。
二、膜片的冷却成形水箱是拉丝机的一个组成部分,水箱中的冷却水温的高低影响膜片冷却成形后的物理性能,也是影响扁丝强度的主要因素。
这是因为聚丙烯是结晶型高分子材料,其结晶形态有多种。
在自然冷却过程中往往会形成相当大的α型球晶,这种球晶拉伸取向比较困难,不利于拉丝。
在水箱中急冷的情况下容易形成酝晶结构,酝晶分子链的排列规正性较差,结构较疏松,因而容易拉伸取向。
从结晶度角度看,水温过低时,酝晶分子链尚未及时有序排列成为晶形阵列就丧失了运动能力,其结晶度降低。
缓慢冷却时,结晶度增大。
拉伸强度随着结晶度增大而大为提高。
这是由于结晶度越大,需要更大的力去破坏致密的结晶结构,其晶内滑移比无定形结晶结构更难。
但是,急冷会导致结晶速率过快、细腻。
水温过高,冷却缓慢,晶核成长过大,拉伸强度会降低,在实际生产过程中,往往会遇到以下两种现象:冷却水温过低,薄膜发脆,易产生裂纹,拉伸时断丝率高,膜片发硬,有皱褶时通过分丝刀具易断丝;冷却水温高时,膜出水柔软,容易展平。
如果冷却水温继续升高,晶体成长过大,拉伸后易出现竹节丝。
综合考虑来看,冷却水温度在40℃~60℃之间较好。
织布过程中,你知道怎样调整张力吗?

织布过程中,你知道怎样调整张力吗?一、了解织布中的张力调节意义调整张力是织布过程中至关重要的一环。
通过合理地调节张力,可以保证织布的质量、均匀性和稳定性。
张力过大会导致织物紧绷、易断裂,而张力过小则会导致织物松散、起皱。
因此,熟悉织布中的张力调节方法,对于提高织布技术水平至关重要。
二、调整织布张力的方法及技巧1. 调整织布机器的张力装置织布机器的张力装置是调整张力最直接和有效的方法之一。
通常,织布机器的张力装置包括张力杆、张力板、张力电机等。
通过调整这些装置,可以改变织布机器传递给纱线的张力大小。
一般来说,调整张力杆或张力板的位置可以改变机器的张力,而调节张力电机的速度可以改变张力的大小。
不同的机器可能具有不同的张力调节方式,因此在操作织布机器之前,建议阅读并理解相关操作手册,确保正确调节张力装置。
2. 合理选择纱线的张力在织布过程中,纱线的张力对织布结果有明显的影响。
为了保证织布的均匀性和稳定性,选择合适的纱线张力非常关键。
一般来说,选择纱线的张力要根据纱线的材质、线密度、织物的要求等因素来确定。
较粗的纱线一般需要较大的张力,而较细的纱线则相对需要较小的张力。
此外,纱线的材质和线密度也会对张力的选择有所影响。
因此,在织布过程中,根据实际情况合理选择纱线的张力,可以有效提高织布质量。
3. 注意纱线的调整和摆放在织布过程中,纱线的调整和摆放也是调节张力的重要环节。
在纱线经过织布机器前,需要先进行适当的调整,以确保纱线的张力均匀。
此外,纱线的摆放也需要注意织布的要求。
有些织布需要采用多股纱线,这时需要将纱线按照一定的规格和顺序摆放。
通过调整纱线的摆放,可以进一步控制织布过程中的张力。
4. 织布中的其他张力调节技巧在织布过程中,还有一些其他的张力调节技巧可以帮助调整张力。
例如,可以通过调整织布机器的速度来改变张力大小,或者通过调整织布机器的改锭或压定来改变张力的位置。
此外,使用合适的织布方法和技巧也可以在一定程度上调节张力。
圆织机故障及处理

圆织机常见故障原因及处理(一)圆织机常见故障原因及处理(二)如何控制编织袋扁丝的拉伸强度编织袋生产过程中,扁丝的相对拉断力是控制编织袋强度的主要环节之一。
如何控制扁丝的相对拉断力,主要体现在原料的配比、膜片的冷却成形和扁丝的拉伸三个方面,不同的设备、环境可能控制的方法有所不同。
根据塑料编织理论,结合实际生产过程的经验,简要地谈谈如何从上述三个方面控制好扁丝强度。
一、原料的配比填充母料是原料配比的主要成份之一,其作用是改善扁丝的物理性能和降低成本。
随着填充母料填充量的增加,扁丝的拉伸强度将逐渐降低。
这是因为填充母料的主要成份是碳酸钙,是没有拉力的,少量的填充母料加入后,分散在聚烯烃高分子链的间隙中,对扁丝的拉伸强度影响不大,此时扁丝的刚度得到提高。
当添加量超过20%~25%时,填充母料因过剩占据了高分子链的位置阻碍高分子的弹性变形,使得高分子链不能沿着纵向的外力作用充分拉伸,影响了高分子链的拉伸取向效果,扁丝的强度,刚度都有明显下降,扁丝的相对拉断力低于0.32N/tex,不能满足国家标准GB/T8946中的规定。
实际生产过程中,填充母料的添加量在8%~12%的围较适合。
二、膜片的冷却成形水箱是拉丝机的一个组成部分,水箱中的冷却水温的高低影响膜片冷却成形后的物理性能,也是影响扁丝强度的主要因素。
这是因为聚丙烯是结晶型高分子材料,其结晶形态有多种。
在自然冷却过程中往往会形成相当大的α型球晶,这种球晶拉伸取向比较困难,不利于拉丝。
在水箱中急冷的情况下容易形成酝晶结构,酝晶分子链的排列规正性较差,结构较疏松,因而容易拉伸取向。
从结晶度角度看,水温过低时,酝晶分子链尚未及时有序排列成为晶形阵列就丧失了运动能力,其结晶度降低。
缓慢冷却时,结晶度增大。
拉伸强度随着结晶度增大而大为提高。
这是由于结晶度越大,需要更大的力去破坏致密的结晶结构,其晶滑移比无定形结晶结构更难。
但是,急冷会导致结晶速率过快、细腻。
水温过高,冷却缓慢,晶核成长过大,拉伸强度会降低,在实际生产过程中,往往会遇到以下两种现象:冷却水温过低,薄膜发脆,易产生裂纹,拉伸时断丝率高,膜片发硬,有皱褶时通过分丝刀具易断丝;冷却水温高时,膜出水柔软,容易展平。
浅谈塑编生产中经济技术指标的质量管理措施
浅谈塑编生产中经济技术指标的质量管理措施介绍布宽、布重、袋重三项作为塑编生产的经济技术指标的质量管理思路,及对指标采取的相关控制和改善措施,使企业在控制成本的同时,也能稳定产品质量。
标签:布宽;布重;袋重;质量控制0 引言在塑编生产质量管理中,除要求断裂伸长率、拉伸负荷等工艺技术指标外,企业为效益需要,也需引入相应的经济技术指标进行控制,以达到产品质量和成本的平衡。
布宽,直接影响制袋工序的产品质量。
选择合适的布幅宽度,既减少涂膜工序中切边宽度,又保证了成袋尺寸规格质量;布重,影响编织袋拉伸强度和载荷能力,合理布重,在满足力学性能的条件下,不会因超重而增加成本;袋重,与布重和涂膜量有关,企业控制成本的一个环节,使重量既满足客户要求,又不过分超重而造成不必要的损失。
三项指标与各工序质量控制指标联系密切,相互影响,如扁丝的宽窄影响到布宽质量控制情况,扁丝线密度的高低和厚薄程度直接影响到布重质量控制情况。
紧抓这三项指标的质量管理,有的放矢,有着较大的经济意义。
在管理思路上,主要有指标控制、勤测多检、统计分析、制定控制和调节措施、组织培训、重视奖罚6个方面。
1 指标控制建立布宽、布重、袋重的质量控制指标,合理设定指标的正负偏差值。
以指标值作为管理的基准,测量和检测数据结果超出或低于指标偏差范围的,反映某工序质量控制存在异常,应及时采取相应措施使指标控制在标定偏差范围内。
本厂的布宽规格控制指标为±10mm,布重控制指标为±5g,袋重控制指标为±3g。
2 测量和检验勤测多检,定时、定批对布宽、布重、袋重质量符合情况进行测量和检验。
以较高频次的测量,确保工序产品质量的稳定。
质检员测量和检验符合情况得出结果后,若有问题立即反馈至机台操作工或上道工序及时进行工艺或操作上的调整,或做出质量扣罚以督促其改善问题。
对符合率较低或偏差较大的机台,检查是否存在工艺或设备问题,并增加检验频次,定点巡检密切关注该机台的符合情况。
如何提高塑料编织袋的拉伸负荷

《 计t与测试技术》D2 第 3 卷第 1 21 年 9 期
率 值 P 和 P 大小 相等 , 向相 反 。说 明无论 用户 的功 】 2 方 率 因数如何 , 次断 线后 , 两 电能表 的转数 都 应一 样 , 转 但
向相 反 。
②对调 二次侧 A、 C相 电压 进 线 后 分别 断开 A相 和 C相 电 压 进 线 。 断 开 A 相 时 功 率 为 : 2 = U CB o PA B Ics
理性 能 , 也是影 响扁 丝 强 度 的主 要 因 素 。这 是 因 为 聚丙 烯是 结 晶型 高分子 材 料 , 其结 晶形 态 有 多种 。在 自然 冷
却过程中往往会形成相 当大的 a 型球晶, 这种球 晶拉伸 取向比较困难 , 不利 于拉丝。在水箱 中急冷的情况下容 易形成酝晶结构 , 酝晶分子链的排列规正性较差 , 结构较 疏松 , 因而容易拉伸取 向。从结晶角度看 , 水温过低时 , 酝晶分子链尚未及时有序排列成为晶形阵列就丧失了运
《 计量与 测试技拳》D2 第3 21 年 9卷第 1 期
如 何 提 高 塑料 编 织袋 的拉伸 负荷
Ho m r v eT ni o do ls cB g w t I p o et e s eL a Pa t a s o h l f i
顾 琼
( 新疆 昌吉州质量技术监督局产品质量检验所 , 新疆 吉州 8 10 ) 3 10
塑料编 织袋 一般 为 白色或灰 白色 , 无毒无 味 , 体 对人
,
作用是改善扁丝的物理性能和降低成本 , 随着填充母
料填充量的增加 , 扁丝的拉伸强度将逐渐降低 , 是因为填
充母 料 的主要成份 是碳 酸钙 , 有拉 力 , 量 的填充母 料 没 少
编织袋实施方案

编织袋实施方案一、背景介绍。
编织袋是一种多功能的包装材料,广泛应用于农业、化工、建筑等领域。
随着环保意识的提升,编织袋作为一种可循环利用的包装材料,受到越来越多企业和消费者的青睐。
因此,制定一套科学的编织袋实施方案,对于提高编织袋的生产效率、质量和环保性能具有重要意义。
二、目标。
制定编织袋实施方案的目标是提高编织袋的生产效率,提升产品质量,减少环境污染。
三、具体措施。
1. 优化生产工艺,通过引进先进的生产设备和技术,提高编织袋的生产效率和质量。
采用自动化生产线,减少人工成本,提高生产效率。
2. 严格质量管理,建立严格的质量管理体系,对原材料和成品进行严格把关,确保产品质量达标。
加强对生产过程的监控,及时发现和解决质量问题。
3. 推广环保理念,加大对环保材料的研发和应用力度,推广可降解编织袋的使用,减少对环境的污染。
4. 完善售后服务,建立健全的售后服务体系,及时处理客户投诉和建议,提高客户满意度。
四、实施步骤。
1. 制定实施计划,明确实施编织袋方案的时间节点和责任人,制定详细的实施计划和工作安排。
2. 采购先进设备,根据生产需求,选购先进的编织袋生产设备,并进行安装和调试。
3. 建立质量管理体系,建立质量管理部门,明确质量管理流程和责任人,制定质量管理规范和标准。
4. 加强环保宣传,通过各种渠道宣传环保理念,推广可降解编织袋的优势,提高客户对环保产品的认知和接受度。
5. 健全售后服务体系,建立健全的客户服务部门,培训售后服务人员,提高服务水平和效率。
五、预期效果。
通过实施编织袋方案,预计可以实现以下效果:1. 生产效率提高,引进先进设备和技术,预计生产效率可以提高30%以上。
2. 产品质量提升,建立严格的质量管理体系,产品合格率将达到95%以上。
3. 环保效益显著,推广可降解编织袋的使用,减少环境污染,提升企业形象。
4. 客户满意度提升,健全的售后服务体系将提高客户满意度,增强客户忠诚度。
六、总结。
浅谈如何控制编织袋扁丝的拉伸强度

不 同 的设备 环 境 可 能 控制 的 方 法 有所 不 同
、
。
根据 塑 料 编 织 理 论 验
,
,
结 合 实 际 生 产过程 的 经
差 结 构 较疏松 因 而 容易拉 伸取 向
, ,
,
简 要 地 谈 谈 如何 从 上 述 三 个 方 面 控制好
。
扁 丝 强度
、
一 原 料 的配 比
填 充母 料 是 原 料 配 比 的 主 要 成 份 之 一 其作 用 是 改 善 扁 丝 的物 理性 能 和 降 低 成 本
随着 填充 母 料填充 量 的 增加
度 将 逐 渐降低
, ,
,
。
,
扁 丝 的 拉伸 强
。
这是 因 为填充母 料 的 主 要 成
, ,
份是碳 酸 钙 是 没 有 拉 力 的 少 量 的 填 充母 料 加 人 后 分 散 在 聚 烯烃高分 子链 的 间 隙 中 对 扁 丝 的 拉 伸 强 度 影 响不 大 得 到 提高
,
,
。
,
。
设 定 拉伸倍数 倍 丝 其 工艺指 标厚 度
,
一
。
我 厂 生 产 集 装袋 的 扁
,
以 上 三 个 方 面 是 实 际 生 产过程 中经 常 遇
线密度
,
,
作
为 一种 特 殊 要 求 的 扁 织 袋 布 抗 拉 强 度要 求 达 到
上接 第
,
,
集 装袋扁 丝 的基
防
我 厂 将拉
控制扁 丝 的 拉伸 强 度 随着不 同 的 环 境 不 同 的 设 备 可 能 有所 不 同 需 要 具体 问 题具体 分 析 从 而找 出解 决 问题 的有效 办 法
圆织机故障及处理

圆织机常见故障原因及处理(一)圆织机常见故障原因及处理(二)如何控制编织袋扁丝的拉伸强度编织袋生产过程中,扁丝的相对拉断力就是控制编织袋强度的主要环节之一。
如何控制扁丝的相对拉断力,主要体现在原料的配比、膜片的冷却成形与扁丝的拉伸三个方面,不同的设备、环境可能控制的方法有所不同。
根据塑料编织理论,结合实际生产过程的经验,简要地谈谈如何从上述三个方面控制好扁丝强度。
一、原料的配比填充母料就是原料配比的主要成份之一,其作用就是改善扁丝的物理性能与降低成本。
随着填充母料填充量的增加,扁丝的拉伸强度将逐渐降低。
这就是因为填充母料的主要成份就是碳酸钙,就是没有拉力的,少量的填充母料加入后,分散在聚烯烃高分子链的间隙中,对扁丝的拉伸强度影响不大,此时扁丝的刚度得到提高。
当添加量超过20%~25%时,填充母料因过剩占据了高分子链的位置阻碍高分子的弹性变形,使得高分子链不能沿着纵向的外力作用充分拉伸,影响了高分子链的拉伸取向效果,扁丝的强度,刚度都有明显下降,扁丝的相对拉断力低于0.32N/tex,不能满足国家标准GB/T8946中的规定。
实际生产过程中,填充母料的添加量在8%~12%的范围较适合。
二、膜片的冷却成形水箱就是拉丝机的一个组成部分,水箱中的冷却水温的高低影响膜片冷却成形后的物理性能,也就是影响扁丝强度的主要因素。
这就是因为聚丙烯就是结晶型高分子材料,其结晶形态有多种。
在自然冷却过程中往往会形成相当大的α型球晶,这种球晶拉伸取向比较困难,不利于拉丝。
在水箱中急冷的情况下容易形成酝晶结构,酝晶分子链的排列规正性较差,结构较疏松,因而容易拉伸取向。
从结晶度角度瞧,水温过低时,酝晶分子链尚未及时有序排列成为晶形阵列就丧失了运动能力,其结晶度降低。
缓慢冷却时,结晶度增大。
拉伸强度随着结晶度增大而大为提高。
这就是由于结晶度越大,需要更大的力去破坏致密的结晶结构,其晶内滑移比无定形结晶结构更难。
但就是,急冷会导致结晶速率过快、细腻。
拉拔加工中的拉拔速度和拉拔力控制

拉拔加工中的拉拔速度和拉拔力控制在金属成形加工方式中,拉拔加工是一种基础性的加工方式,常用于制作线材、钢丝、铝棒、铜杆等细长型材料。
在拉拔加工过程中,拉拔速度和拉拔力是决定产品质量和生产效率的两个重要因素。
本文将从这两方面探讨拉拔加工过程中的控制方法和技术。
拉拔速度控制拉拔速度是指单位时间内拉拔过的长度。
拉拔速度的控制直接影响着产品的质量和生产效率。
过快的拉拔速度容易导致材料断裂或拉伸度不够,而过慢的拉拔速度会延长生产周期,降低生产效率,同时也容易产生较大的拉拔力,对机器设备造成潜在的损害。
在拉拔加工过程中,拉拔速度的控制需要注意以下几个方面:1. 设定合理的拉拔速度根据材料的性质和加工要求,设定合理的拉拔速度。
常用的拉拔速度比较简单的计算方法为:V=πdN÷1000,其中V为拉拔速度(单位:m/min),d为钢坯直径(单位:mm),N为主轴转速(单位:r/min)。
当然,实际生产中还需要根据机器设备的具体情况进行调整和测试。
2. 平稳均匀的拉拔速度控制拉拔速度应尽量保持平稳均匀,避免过快或过慢的情况发生。
在拉拔过程中,应逐渐调整机器设备,避免出现对材料冲击的情况,同时要注意随时检测和调整。
3. 控制温度在拉拔加工中,温度也是一个非常重要的因素。
适当的温度可以降低塑性变形阻力,降低拉拔力,提高拉拔速度,同时还可以减少生产中的缺陷和较大的变形。
因此,在拉拔加工过程中应控制好材料的温度,做到温度的稳定和均匀。
拉拔力控制拉拔力是指拉拔加工过程中所需的力量大小,即为拉拔材料时所需的力。
拉拔力的大小直接决定了机器设备的负荷能力,过大的拉拔力会导致设备的老化和报废,过小的拉拔力则会影响到拉拔效果和质量。
因此,在生产过程中,拉拔力的合理控制是至关重要的。
在实际生产中,可以采取以下几种方法控制拉拔力:1. 选择合适的设备不同的机器设备坚固程度不同,其承受拉拔力的大小也不同。
因此,在购买设备时需要选择能够承担所需拉拔力的设备,并且对设备的使用进行妥善的维护和保养,避免产生过大的拉拔力产生设备老化和报废。
影响塑料编织袋拉伸负荷指标的几个因素
增加使得塑料编织袋拉伸负荷下降。因此 , 在生产中一 定要严格按照新 旧料的熔融指数和新 旧料用量来控制
依 据 G /84 — 98标 准 , 过 几年 的历 次 检测 , BT 96 19 通
塑料 编 织袋 是 以聚 丙 烯 (P 、 乙烯 (E) 脂 为 P )聚 P 树 主要 原 料 , 人 少 量辅 料 , 匀后 经 挤 出机熔 融 , 出 加 混 挤 塑料薄 膜切 割成 丝 , 在低 于 树脂 熔 融温 度 下进 行 拉伸 ,
发 现塑 料 编织袋 产 品 质量 多存 在 物理 机 械性 能 中拉 伸
料编织 袋 产 品的不 合格 项 目主要 集 中在 拉伸 负 荷项 目
上, 塑料编织袋的拉伸负荷项 目是一项重要指标 , 该项
目不合格 直接影 响塑料 编织袋 的整体 质量 。 塑料 编织 袋
融指数相近的原料来配合 。 熔融指数相差大, 熔融温度
相差 大 。在 塑化 挤 出 中 , 种原 料 不能 同时塑 化 , 两 会严
外观 应符合下述要求 : 布面不允许 出现在同一处断裂
3根 的断丝 , 缝合要 求不允 许缝 线脱 针 、 丝 、 缝住卷 断 未 折处 等 。这些 问题 的出现也 直接影 响拉 伸负荷 指标 。
表 1 拉 伸 负 荷 与 其 他 不合 格 项 目不 合 格 率 对 照表
重影 响挤 出拉伸速度 , 造成废品率 高 , 甚至无法生产。 如果 企 业 在 新 旧料 混 合 时 不 进 行 检 测 随 意 配 比新 旧 料, 会直接影响塑料编织袋拉伸负荷性能。回用料用量
塑料扁丝拉丝工艺守则

3.过滤网破裂(破洞呈核桃型)
3.更换过滤网
4 薄膜带水
1.水箱中有活性离子
1.更换为洁净的水
2.母料、再生料、着色剂中有亲水物质 2.更换材料重新配制
坏 1.宽度不均
1.检查、清理、更换
1.割刀垫尺寸有误差或安装时不干净
丝 2.波浪形宽窄变
2.更换割刀,调整
5
2.割刀刚度不够,薄膜没有在刀根部切割
级齿轮减速箱、机头和电控柜等组成。 2. 螺杆和机筒采用 38CrMoAlA 合金钢制造,并经氮化处理,硬度高,耐磨性好,螺杆
由加料段、熔融段、计量段等三段组成,各段长度约是:加料段 4~8D,熔融段 8~22D,计量 段 6~10D(D 是螺杆外径)。各段功能是:加料段是输送、压实、加热物料,排出气体;熔融 段进一步压实物料和塑化;计量段是进一步塑化和均化,并定压、定量、定温从机头挤出薄 膜。
配料混合
干燥
挤出
冷却
定型
拉伸
分割
4.2 工作原理 将配制混合好的物料干燥后加入挤出机抖斗内,随着螺杆的旋转,物料破强制推向机头。 由于螺槽容积不断减少,物料在前进过程中不断被压实,排出气体,同时被挤压、剪切,升 高温度,以及吸收加热器热源,使物料温度逐渐升高,历经三态转变,即逐步从玻璃态变为 高弹态,最后成粘流态,达到完全塑化,从 T 型模唇中挤出薄膜。进入冷却水箱冷却定型, 经切割装置切割成坯丝。由于牵伸装置线速度数倍于牵引装置。故坯丝经弧型牵伸烘板时, 坯丝一边被加热,一边被拉伸取向,使原杂乱无章的高聚物分子链定向有序排列,从而增强 相对拉断力,再经弧型定型烘板加热定型,消除内应力,防止扁丝收缩,最后完成塑料扁丝 的生产。 4.3 主要结构和功能 本生产工艺由挤出机、冷却水箱、切割装置、联合式牵伸机四部分组成。 4.3.1 挤出机 1. 本机是塑料扁丝生产关键设备,它由螺杆、机筒、铸铝加热装置、滑差调速电机二
提高纱线强力的具体措施

提高纱线强力的具体措施1.增强原材料选择与管理:优质的原材料是生产高强度纱线的基础。
提高原材料的强力可以通过选择纤维长度、直径和强度等参量来实现。
此外,合理管理原材料也非常重要,包括对原材料的存储、保养和处理等方面,以确保不受湿度、温度等影响。
2.优化纺丝工艺:纺丝工艺对纱线强力有着直接的影响。
通过优化纺丝机的调整和控制,可以提高纱线的均匀性和强力。
例如,合理设定纺纱机的转速、张力等参数,确保纤维在纺纱过程中得到充分拉伸,提高纱线的断裂强度。
3.采用特殊纺纱方法:一些特殊的纺纱方法可以提高纱线的强力。
例如,空气纺纱可以通过高速旋转的喷嘴将纤维打散,并在空气流中重新结合,形成较强的纱线。
此外,还有自旋纺纱、喷丝纺纱等方法也可以用于提高纱线的强度。
4.强化拓扑结构设计:纱线的拓扑结构也会对其强力产生影响。
合理设计纱线的组织结构,例如增加捻度、改变纱线的交叉方式等,可以提高纱线的抗撕裂和抗拉伸能力。
同时,通过选择合适的纺纱技术和纱线类型,也可以提高纱线的强力。
5.引入强化剂:纱线的强力还可以通过引入一些强化剂来实现。
例如,可以添加纺织助剂、增加纤维的拉伸性能,提高纱线的强度。
或者,可以采用纳米纤维增强剂等技术,增加纱线的结合力和拉伸能力。
6.质量控制和检测:强力的提高离不开对纱线质量的严格控制和检测。
在生产过程中,应建立完善的质量管理体系,包括对原材料、中间检验和成品检验等环节进行监控。
定期检测纱线的强力参数,例如断裂强度、弯曲性能等,及时发现问题并采取措施进行纠正。
7.加强员工培训和技术交流:纺织行业是一个技术密集型行业,人力资源的素质和技术水平直接影响纱线强力的提高。
加强员工培训和技术交流,提高员工的专业技能和纺织知识,同时也鼓励员工参与相关行业的研讨会、展会等,积极学习和借鉴先进的纺织技术和生产经验。
总之,提高纱线强力需要综合考虑原材料选择与管理、纺丝工艺优化、特殊纺纱方法应用、拓扑结构设计、引入强化剂、质量控制和检测等方面。
编织袋拉丝工艺过程
编织袋拉丝工艺过程
编织袋是一种常见的包装材料,它具有轻便、耐用、防潮、防尘等
特点,广泛应用于农业、化工、建材等领域。
而编织袋的制作过程中,拉丝工艺是其中重要的一环。
下面将从材料准备、拉丝、卷绕等方面
介绍编织袋拉丝工艺过程。
一、材料准备
编织袋的主要原材料是聚丙烯,它是一种热塑性树脂,具有优良的物
理性能和化学稳定性。
在拉丝工艺中,需要将聚丙烯颗粒加热至熔融
状态,然后通过挤出机将其挤出成细丝。
在这个过程中,需要注意控
制温度和挤出速度,以保证丝线的质量和稳定性。
二、拉丝
拉丝是编织袋制作过程中最关键的一步,它决定了编织袋的质量和性能。
在拉丝过程中,需要将熔融的聚丙烯丝线通过拉伸机拉伸成细丝,然后通过冷却器冷却并卷绕成卷筒状。
在拉丝过程中,需要注意控制
拉伸速度和拉伸比例,以保证丝线的强度和均匀性。
三、卷绕
卷绕是编织袋制作过程中的最后一步,它将细丝卷绕成卷筒状,以便
后续的编织和制袋。
在卷绕过程中,需要注意控制卷绕速度和张力,
以保证卷筒的平整和紧密度。
同时,还需要对卷筒进行检查和质量控制,以确保卷筒的质量符合要求。
总之,编织袋拉丝工艺是一项复杂而关键的制作过程,需要严格控制各个环节的质量和稳定性。
只有在材料准备、拉丝、卷绕等方面做好工作,才能制作出质量优良、性能稳定的编织袋产品。
hdpe提高拉伸强度的方法

hdpe提高拉伸强度的方法
提高HDPE的拉伸强度可以采用以下方法:
1. 对材料进行改性,常用的就是共混改性,添加能提高拉伸强度的材料。
例如,可以考虑添加滑石粉,但添加量不宜太大,否则会降低强度,一般添加量为10%左右。
也可以添加聚丙烯(PP)再生料,PP添加量越大强度越高,共混物的熔点也越高,但一定要保证PP再生料的纯度,有杂料则会影响相
容性。
2. 使用高质量的再生聚乙烯颗粒可以提高其拉伸强度。
3. 添加增强剂,如碳纤维等增强剂可以提高聚乙烯的强度和刚度。
4. 控制生产工艺,通过控制生产过程中的调节参数,如压力、温度、速度等可以改善聚乙烯颗粒的力学性能。
5. 加入其他的助剂,如硅油、石墨等添加剂也可以提高聚乙烯的力学性能,同时需要根据需要和具体情况来进行调整。
需要注意的是,以上方法都需要考虑到成本、安全性和环境保护等方面的问题。
根据具体情况来选择适当的方法是非常重要的。
提高抗拉强度的工艺方法

提高抗拉强度的工艺方法
提高抗拉强度的工艺方法有以下几种:
1. 热处理:通过热处理工艺,如淬火和回火,可以改善材料的晶体结构和性能分布,从而提高材料的抗拉强度。
2. 成形工艺:采用适当的成形工艺,如冷挤压、轧制、拉伸等,可以改变材料的晶粒大小和形状,增加晶界的数量和强化相的分布,从而提高抗拉强度。
3. 添加强化相:通过添加一定的强化相,如碳纤维、陶瓷颗粒等,在材料基体中形成复合材料,可以提高材料的抗拉强度。
4. 纳米技术:采用纳米技术可制备出细晶粒材料,纳米晶材料由于具有较高的位错密度和晶界强化效应,具有优异的力学性能,能够显著提高材料的抗拉强度。
5. 冷变形:通过进行冷变形工艺,如冷轧、冷拔等,可以使材料发生塑性变形,并产生高密度的位错,从而有效地提高抗拉强度。
值得注意的是,不同材料的抗拉强度提高方法可能会有所差异,具体的工艺方法需要根据材料的性质和需要的强度水平来选择和优化。
解决面料强度不足的有效方法和建议

解决面料强度不足的有效方法和建议Title: Remedies for Insufficient Fabric StrengthIntroduction:When it comes to fabric, strength is a crucial factor that determines its durability and longevity. However, there may be instances where the fabric's strength is not up to par. In this article, we will discuss some remedies to overcome this issue.1. Choosing the Right Fabric:One solution to address insufficient fabric strength is to carefully select the fabric type. Fabrics such as nylon, polyester, and denim are known for their high strength properties. By opting for these fabrics, you can ensure that the material used is strong enough to withstand wear and tear.2. Reinforcing Techniques:If you have already purchased a fabric with inadequate strength, you can reinforce it through various techniques. One method is to use interfacing material, which is a layer of fabric placed between the main fabric and the lining. This additional layer adds strengthand stability to the fabric.3. Adding Supportive Elements:Another remedy is to incorporate supportive elements into the design. This can be achieved by adding additional layers or panels in areas that are prone to stress or strain, such as seams, pockets, or closures. By reinforcing these areas, you can distribute the force evenly and prevent the fabric from tearing.4. Careful Handling and Maintenance:Proper handling and maintenance can also contribute to improving fabric strength. Avoid subjecting the fabric to excessive stretching, pulling, or abrasive actions. Additionally, follow the manufacturer's instructions for washing, drying, and ironing to prevent any unnecessary damage.Conclusion:While insufficient fabric strength can be a setback, there are several remedies available to overcome this issue. By choosing the right fabric, utilizing reinforcing techniques, incorporating supportive elements, and practicing careful handling and maintenance, you can enhance the strength of the fabric and ensureits longevity.中文回答:标题:面料强度不够的补救方案介绍:在面料方面,强度是决定其耐久性和寿命的关键因素。
拉伸法的技巧
拉伸法的技巧
拉伸法是指通过拉伸物体或材料来改变其形状、尺寸或性能的一种工艺方法。
以下是一些拉伸法的常用技巧:
1. 选择适当的拉伸速度:拉伸速度会影响物体或材料的变形程度和性能变化。
较慢的拉伸速度可以使物体更均匀地延展,而较快的拉伸速度则可能导致不均匀变形和失去弹性。
2. 控制拉伸温度:温度对拉伸物体的硬度、延展性以及晶体结构等有重要影响。
在拉伸过程中,可以根据物体或材料的需求,对温度进行合理控制,以获取所需的性能。
3. 注意拉伸方向:拉伸物体的方向也会影响最终的形状和性能。
根据物体的设计要求,选择合适的拉伸方向可以提高产品的强度和耐用性。
4. 逐渐增加拉伸力:对于某些材料或物体而言,一次性施加过大的拉伸力可能会导致断裂或破损。
因此,在拉伸过程中,逐渐增加拉伸力,以避免过度应力引起的损伤。
5. 合理选择拉伸工具:针对不同的物体或材料,选择合适的拉伸工具非常重要。
可以使用类似于夹具、机械手臂或特制模具的工具来保持物体的形状和方向,并进行准确的拉伸操作。
6. 跟踪记录变形和性能变化:在拉伸过程中,通过适当的测试和监测方法,及时记录物体的变形情况和性能变化,以便调整和改进拉伸参数,使最终产品达到设计要求。
需要注意的是,拉伸法在具体应用时需要根据具体材料和物体的特性进行操作,并遵循相应的操作规范和安全注意事项。
在进行拉伸操作前,建议先进行充分的实验和测试,以确保达到预期的效果。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
控制编织袋扁丝的拉伸强度提升措施
摘要:编织袋生产的环节,使用的主要原材料是聚丙烯,经过设备进行挤出、拉伸或者扁丝的处理,然后再经过织造、编制、彩色编织等进行制作形成,目前
的编织袋颜色主要是白色或者灰色,无毒无害,不会给人体造成伤害和影响,虽
然是多种化学材料制作形成的,但是环保应用价值较高,回收价值高。
编织袋生
产的截断,扁丝的相对拉断力是主要的控制环节。
如何才能有效的控制拉断力,
加强原材料的配比极为重要,同时还要进行膜片的冷却以及扁丝拉伸处理。
不同
设备、环境所产生的控制方法有差异,结合塑料编织理论,根据生产的需要,本
文主要分析控制编织袋扁丝拉伸强度的提升措施。
关键词:聚丙稀;扁丝;拉伸强度
拉丝用聚丙稀应用到我国的塑编市场有超过50年的历史,在上世纪的80年代,塑编行业的发展速度很快,对聚丙烯的需求量也在增多。
随着时代的发展和
进步,生产设备越来越先进,扁丝也从透明丝转变为多种原材料,对于拉伸强度
有着直接的影响。
结合生产的实际情况,聚丙烯的扁丝生产阶段,结晶、温度、
剪切速率、拉伸比等都会产生影响,所以要加强工艺技术的分析,促进塑编产品
质量的提高。
1聚丙稀扁丝拉伸强度的影响因素
聚丙稀扁丝的拉伸强度受到聚合物的拉伸作用以及树脂结构的影响,所以拉
伸定向作用需要在成型的环境结,聚合物分子在玻璃化温度与熔点温度区域内沿
着方向进行变化,其中的分子链会沿着拉伸方向整齐的排列,这种分子拉伸会产
生定向的作用,但是拉伸定向容易造成分子链的吸力升高,拉伸阶段经过快速温
度下降后形成扁丝,其强度、透明度会有所提升。
1.1结晶对拉伸定向过程的影响
聚丙稀的结晶与扁丝力学存在着直接的关系,首先应综合分析原材料内晶体
的含量以及晶体的结晶速率、大小以及形状。
在晶相的聚丙烯拉伸操作中,延伸
区域内会存在细颈的结构,从而出现各个部分的尺寸不均匀问题,这是因为在细
颈区的温度较高,而其他区域则没有出现拉伸的变化,或者拉伸例比较小,所以
造成不同部位的形状不同,厚度也有一定的差异。
如果拉伸操作中,整个拉伸面
的细颈区有多个,则会造成扁丝纵向存在厚薄不均的问题。
1.2温度对树脂性能的影响
温度的高低以及变化都会给结晶物产生较大的影响,聚合物温度快速降低,
结晶度低。
聚合物逐步的冷却,结晶度也会升高。
如果在聚丙烯树脂成型通过熔
体流动后形成的,需要将聚丙烯树脂温度加热到220℃--270℃。
因此,在该温度
下进行加工,不会发生分解、降解、交联、变色等情况。
因此,在选材配比的设
计环节,应符合扁丝生产环节热稳定性的要求,所以配方中应该选择热稳定剂,
以达到加工效果的要求。
1.3剪切速率对拉丝强度的影响
在树脂加工的过程中,高剪切速率的作用下会出现降解、分子取向、溶体破
裂等问题。
因为聚合物之间会存在比较强烈的剪切反应,随着剪切热的形成使得
具备温度升高,所以导致解耦股的降解,从而出现扁丝强度下降的问题。
因此,
只要是通过使用剪切速率高的成型方式,就要配置分子量低、流动性好的合成树
脂材料,通过在配方中加入助剂与少量增塑剂材料,以达到加工要求。
该环节应
该合理的进行高分子排列控制,达到整齐性要求,强度也会得到提升。
1.4分子的结构对拉伸强度的影响
聚合物的拉伸定向,会给聚合物以及结晶聚合产生影响,在规定聚丙烯拉伸
方向中,根据需要在玻璃化温度与熔点直线开展处理,从而提高活动能力,可以
有效的进行拉应力的拉开、拉直以及分子链的移动处理。
但是速率存在差异的情
况下,外力作用力之下下,从而进行发展字后会出现大分子链定向。
聚丙烯拉伸
定向的环节会出现分子排直变形,这是因为无线规图变化后形成的,具体的排直
方向和拉伸力是一致的,这样就会出现了定向的变化,在聚丙烯扁丝拉伸结束后,
温度下降到玻璃化温度以下,就会发生冻结的反应,变形也无法恢复,从而提高
扁丝拉伸强度。
1.5拉伸比的影响
聚丙烯在玻璃化温度与熔点温度之间沿着某个方向拉伸到原结构的数倍时,
分子链经过拉伸的操作中发生定向作用,这样会升高分子链吸力,所以聚合物定
向度也会不断的增大,会呈现出数倍增大,聚丙烯扁丝密度、拉伸强度升高,伸
长率也会降低,所以根据需要设定的拉伸速度与温度时,拉伸比增大、冷却速度
减小,定向度也会提高,强度性能增大。
2控制编织袋扁丝的拉伸强度提升措施
2.1原料的配比
在编织袋的原料中,填充母料是重要组成结构,其主要的作用是调整扁丝的
物理性能,并且降低生产成本。
在填充母料不断增多的情况下,扁丝拉伸强度也
会下降。
填充母料的组分中以碳酸钙为主,不具备拉力,加入填充母料后会分布
在聚丙烯烃高分子链内,提高扁丝的拉伸强度,具备较高的刚度性能。
在加入量
达到20%--25%时,因为填充母料的比例较大,占据内部高分子链的位置,从而提
高弹性性能,这样就不会沿着高分子链纵向外力拉伸,导致拉伸取向效果产生影响,扁丝强度、刚度会降低,该阶段的性能无法满足使用的需要。
因此,在进行
编织袋的制作中,将填充母料控制在8%--12%之间最佳。
2.2膜片的冷却成形
在拉丝机的内部结构组成中,水箱是重要的组成部分,其内部装载比较多的
冷却水,通过水的降温作用使得膜片进行冷却处理,达到性能的要求,这是提高
扁丝强度的重要措施。
因为聚丙烯属于结晶型的分子材料,其结晶的类型比较多,在自然冷却的环境中会产生比较大的仪型球晶,该结构的拉伸难度较高,内部的
结构也比较疏松,所以拉伸取向比较容易。
就结晶方面展开分析,如果温度比较低,在酝晶分子链没有按照要求形成晶体,就会导致运动能力的降低,结晶度也
会下降。
缓慢冷却的情况下,结晶度也会增大。
拉伸强度也会因为结晶度的提高
而不断提高,这是因为结晶度增大的情况下,会导致内部结构发生破坏,晶内滑
移要比武定型晶体结构形成难度更大。
但是在温度下降速度较快的情况下,结晶
速度加快,内部结构会更加的细腻。
因此,按机器温度的控制,使得扁丝强度得
到提升,从而可以防止发生断丝的问题,编织后形成袋布后也会有较高的强度。
2.3扁丝的拉伸
在编织袋的生产环节,扁丝拉伸强度会在冷却定型后的扁丝加热到玻璃化温
度以上、软化点以下,聚合物分子链也会沿着拉伸方向顺序排列,分子链内的引
力会得到提升,从而形成较大的拉断力,所以应该加强扁丝相对拉断力的控制,
设定最佳的拉伸倍数。
拉伸倍数增大的情况下,扁丝相对强度也会提高,而具体
的拉伸倍数,一般都会受到扁丝相对拉断力与断裂伸长率方面确定。
而在生产开
始前,就确定了拉伸倍数,这是固定不断的,一般通过调节扁丝拉伸温度的方式
将拉断力与断裂伸长率在合理的范围内。
如果拉伸倍数与拉伸断裂速率保持固定,降低拉伸温度之后,取向也会得到提升。
取向后拉伸强度也会因为温度的升高而
下降,但是减小的并不明显。
增大拉伸温度,虽然拉伸强度会减小,但是断裂伸
长率下降的更加明显。
温度逐步下降的情况下,拉伸强度提升也会更加的明显,
所以要做好控制。
3结论
在编织袋的生产环节,有着较多的问题,尤其是扁丝拉伸强度,会因为环境、设备等方面的差异而存在问题,所以要根据生产的实际需要,寻找到解决的问题,提高生产加工的效果。
通过使用聚丙烯与高密度聚乙烯进行编织袋生产,结合市
场的需求,选择有效的控制措施,才能更好的提升生产能力和水平。
随着我国工
业领域的发展,生产技术不断提升,加上聚丙烯来源比较广泛、成本低,所以编
织袋生产数量不断的增多,完全可以满足我国现代社会的发展需要。
参考文献:
[1]李炯.浅谈如何控制编织袋扁丝的拉伸强度[J].塑料包
装,2005,15(5):55-56.
[2]王仁龙.一种稳定性高的编织袋扁丝制备方法[J].塑料包装,2020,30(1):81-86.
[3]王仁龙.一种高拉伸负荷的塑料编织袋用扁丝[J].塑料包装,2020,30(1):76-80.。