国标(新旧版本)、部标对照表
最新建筑工程国家规范、标准及新旧对照表(截止2010年12月)_百度文库...

11 12 13 14 二 1 2 3
工程建设标准强制性条文(信息工程部分) 工程建设标准强制性条文(水运工程部分) 特殊教育学校建筑设计规范 城市污水处理工程项目建设标准 材料标准 铝塑复合压力管(对接焊) 多功能水泵控制阀 高密度聚乙烯缠绕结构壁管材
2000-11-23 2002-12-27 2004 年 3 月 1 2001-6-1 2002-10-1 2002-10-1 2002-10-1
文,必须严格执行,原《工业建筑防腐蚀设计 规范》GB50046—95 同时废止。 48 49 B 1 2 3 结构设计 建筑结构制图标准 砌体结构设计规范 冷库设计规范 2002-3-1 2002-3-1 2010-7-1 GB/T50105-2001 GB50003-2001 GB50072-2010 GBJ105-87 GBJ3-88 自 2002-12-31 废止 自 2010 年 7 月 1 日起实施, 其中包括 19 条 (款) 强制性条文,必须严格执行。原《冷库设计规 范》GB50072-2001 同时废止 GBJ5-88 建筑结构设计统一标准 GBJ68-84 于 2002-12-31 废止 GBJ9-87 GBJ10-89 于 2002-12-31 废止 GBJ17-88 于 2010 年 12 月 1 日实施。 GB50011-2001 同 原 时废止。 其中,第 1.0.3、3.0.1、3.0.4(1、2、3) 、4.1.2、 4.1.3、4.1.4、4.2.4、5.1.2、5.1.4、5.1.5、5.2.12、 6.1.2、6.1.4、6.1.5、6.2.10、6.3.1、7.1.2、7.1.4、 7.1.5、9.1.2、9.1.5 条(款)为强制性条文,必 须严格执行。 《建筑抗震鉴定标准》 原 GB5023-95 同时废止。 GBJ111-87 GB50223-2004 GB50038-94
国标(新旧)、部标对照
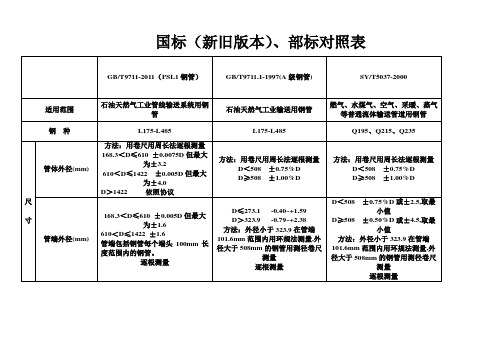
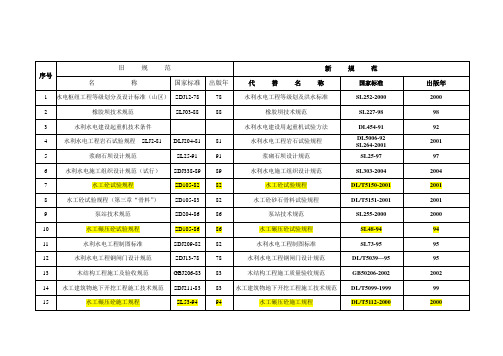
国标(新旧版本)、部标对照表GB/T9711-2011(PSL1钢管)GB/T9711.1-1997(A级钢管) SY/T5037-2000适用范围石油天然气工业管线输送系统用钢管石油天然气工业输送用钢管燃气、水煤气、空气、采暖、蒸气等普通流体输送管道用钢管钢种L175-L485 L175-L485 Q195、Q215、Q235尺寸管体外径(mm)方法:用卷尺用周长法逐根测量168.3<D≤610 ±0.0075D但最大为±3.2610<D≤1422 ±0.005D但最大为±4.0D>1422 依照协议方法:用卷尺用周长法逐根测量D<508 ±0.75%DD≥508 ±1.00%D方法:用卷尺用周长法逐根测量D<508 ±0.75%DD≥508 ±1.00%D管端外径(mm)168.3<D≤610 ±0.005D但最大为±1.6610<D≤1422 ±1.6管端包括钢管每个端头100mm长度范围内的钢管。
逐根测量D≤273.1 -0.40~+1.59D>323.9 -0.79~+2.38方法:外径小于323.9在管端101.6mm范围内用环规法测量,外径大于508mm的钢管用测径卷尺测量逐根测量D<508 ±0.75%D或±2.5,取最小值D≥508 ±0.50%D或±4.5,取最小值方法:外径小于323.9在管端101.6mm范围内用环规法测量,外径大于508mm的钢管用测径卷尺测量逐根测量偏差壁厚<508(mm)不受管径影响,不分钢级只与公称壁厚有关。
T≤5.0 允许偏差±0.55.0<T≤15.0 允许偏差±0.1T15.0≤T 允许偏差±1.5方法:用壁厚千分尺测量,钢管内外壁不能有锈和焊点、最少测二点,记录偏差最大者或者用经校准具有相应精度的无损检测装置测量。
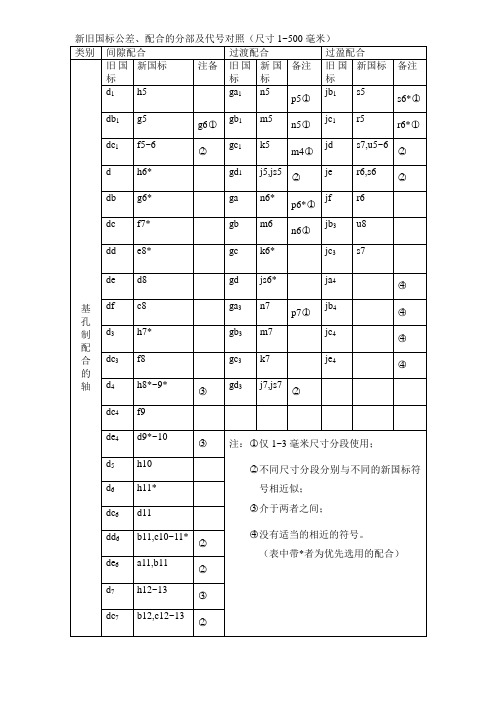
新旧国标公差对照表
类别
间隙配合
过渡配合
过盈配合
基
孔
制
配
合
的
轴
旧国标
新国标
注备
旧国标
新国标
备注
旧国标
新国标
备注
d1
h5
ga1
n5
p5
jb1
s5
s6*
db1
g5
g6
gb1
m5
n5
jc1
r5
r6*
dc1
f5~6
gc1
k5
m4
jd
s7,u5~6
d
h6*
gd1
j5,js5
注备
旧国标
新国标
注备
D1
H6
Ga1
N6
Jd
U7,S7
Db1
G6
Gb1
M6
Je
B7~8
Dc1
F7
Gc1
K6
Jb3
U8
D
H7*
Gd1
J6,Js6
Db
G7*
Ga
N7*
Dc
F8*
Gb
M7
K7*
Dd
E8~9*
Gc
K7*
Js7*
De
D8~9
Gd
J7
D3
H8*
Ga3
N8
D4
H8~9*
Gb3
M8
Dc4
F9
Gc3
K8
不同尺寸分段分别与不同的新国标符号相近似;
介于两者之间;
没有适当的相近的符号。
(表中带*者为优先选用的配合)
国家现行新旧规范对照表

《房屋建筑工程》常用GB施工规范:1《钢结构防火涂料》GB14907-20022《湿陷性黄土地区建筑规范》GB50025-20043《工程测量规范》50026-20074《锚杆喷射混凝土支护技术规范》50086-20015《球形储罐施工规范》GB50094-2010,自2011年6月1日起实施。
6<混凝土强度检验评定标准》 GB/T50107-20107《混凝土外加剂应用技术规范》GB 50119-20038《人民防空工程施工及验收规范》50134-20049《城市用地分类与规划建设用地标准》GB50137-2011,自2012年1月1日起实施。
10《电气装置安装工程高压电器施工及验收规范》GB50147-2010,自2010年12月1日起实施11《电气装置安装工程电力变压器、油浸电抗器、互感器施工及验收规范》GB50148-2010 12《电气装置安装工程母线装置施工及验收规范》GB50149-2010,自2011年10月1日起实施13《混凝土结构试验方法标准》GB/T50152-2012,自2012年8月1日起实施。
14《混凝土质量控制标准》GB50164-2011,自2012年5月1日起实施。
15《电气装置安装工程盘、柜及二次回路接线施工及验收规范》GB50171-2012,自2012年12月1日起实施。
16《电气装置安装工程蓄电池施工及验收规范》GB50172-2012,自2012年12月1日起实施。
17《工业金属管道工程施工质量验收规范》GB50184-2011,自2011年12月1日起实施。
18《工业设备及管道绝热工程施工质量验收规范》GB50185-201019《土方与爆破工程施工及验收规范》GB50201-2012,自2012年8月1日起实施。
20《建筑防腐蚀工程施工及验收规范》GB50212-200221《建筑地基基础工程施工质量验收规范 GB50202-200222《砌体工程施工质量验收规范》GB 50203-2011在2012年5月1日实施23《混凝土结构工程施工质量验收规范》GB50204-2002局部修订的条文,自2011年8月1日起实施。
新旧国标内容差异对照

8
铂铑-铂热电偶直径0.5mm长度700mm
铑-铂热电偶直径0.5mm长度650mm
9
试样制备的时候筛分物取直径21mm筛上物
试样制备的时候筛分物取直径23mm筛上物
10
当料层中心温度达到1100℃切断N2
当料层中心温度达到1100℃稳定10min切断N2
GB/T 214-1996与GB/T 214-2007的对照表
若抽气量降到300ml/min以下,证明仪器各部件及接口气密性良好
7
无
仪器标定、标定程序、标定有效性核验
8
加入250~300ml的电解液
无具体规定加入量
9
空气干燥煤样0.05g
空气干燥煤样(0.05±0.005)g
10
无
硫酸标准溶液的配置
硫酸标准溶液的标定
11
将高温炉加热并控制在(1200±5)℃
将高温炉加热并控制在(1200±10)℃
GB474-1996与GB474-2008的对照表
序号
GB474-1996
GB474-2008
1
制样总则:(3种)情况下对制样的设备进行精密度核验和偏倚试验
制样总则:(4种)情况下对制样的设备进行精密度核验和偏倚试验
增加:首次采用或改变制样程序时
2
无
对制样环境、人员装备作出规定
对密封式和联合破碎缩分机提出“冲洗”程序
序号
GB/T 212—2001
GB/T 212—2008
1
范围适用于褐煤、烟煤和无烟煤
范围适用于褐煤、烟煤、无烟煤和水煤浆
2
两种水分测量方法(通氮干燥法、空气干燥法)
三种水分测量方法(通氮干燥法、空气干燥法、微波干燥法)
新旧规范标准对照表
安装)
JTGF80/1 (2)-2004
56
工程网络计划技术规程
JGJ/T1001-91 92
工程网络计划技术规程
JGJ/T121-99
57
建筑施工安全检查标准
JGJ59-88
88
建筑施工安全检查标准
JGJ59-99
58
土工试验方法标准
GBJ123-88 88
土工试验方法标准
GB/T50123-99
JGJ/T55-96 97
普通砼配合比设计规程
JGJ/T55-2000
66
锚杆喷射砼支护技术规范
GBJ86-85
85
锚杆喷射砼支护技术规范
GB50086-2001
67
供水水文地质勘察规范
GBJ27-88
88
供水水文地质勘察规范
GB50027-2000
68
组合钢模板技术规范
GBJ214-89 90
组合钢模板技术规范
rationlcepwkmhbjvsfudy.152g:,308PC6NXJzGDZLTEISWxYR(4-)M'q
SL253-2000 DL/T491-1999 GB50021-2001
JGJ/T55-2000 GB50205-2002
91
出版年
2001 97 94 92 92 93
2005 2001 2000 2000
2002
出版年
2002 2002 2002 2000 2000 2001
99 99 99 99 99 99 2001 2001 2001
64
《水工砼施工规范》中的模板工程
DJ207-82
82
水电水利工程模板施工规范
GB/T1.1新旧标准对照
“
第三
准 编写 方 面 内 容的 格 局
曰
3
标准性质
但通过国家行政法规
,
已 斌予它具有强制性
是 强 制 性 标准
…
在 技 术内 容上 与国 标 导 则 等 效
编写 规 则 上 与之 等 同
.
参照 采 用 国 际 导 则 其表示 方 法
等同 采用国 际 导则时在 封面和
,
用 程 采 度 及 表 方 不 法 为
、 .
}或 其 它 类 似 标 准
引言 内容
/
,
规范 等文 件。 寸 标准 起草人 应编写
4
前 言 编 写 内容 见
,
2
3 旧
可 以酌 情 取 舍
实际是可有可无
标 准 中 引 言属 标 准 的 一 般 要 素 其
l
一
一
{
!
瞬型
要 素
一
1
一
{
般
一 耀 …
基本已 写入前言中 属 标准 的一般要素 三段法 引 导要 素 王体要素 补充要素
:
X
X x
x x
q e
v
O s
q
K
K x x
义
x
K x
火 x
X
K
一
/
X
火
非 等效 采 用
G B丫
火
一
(h
e
I
在 标 准 的 本 国 前 言 中指 明 采 用的 国 际 标 准 或 国 外先 进 标 准 的 采 用 程
S O
一 火
在 引 言 中 交 待 采 用 国 际 标 准的
,
度 及 对 国际 导 则 或 其 它 类 似 标 准 等 文 件 的 采 用 程 度 } 一
新旧规范标准对照表
64
《水工砼施工规范》中的模板工程
DJ207-82
82
水电水利工程模板施工规范
DL/T5110-2000
2001
旧 序号 名
65 66 67 68 69 70 71 72 73 74 75 76 77 78 79
规 称
范 国家标准
JGJ/T55-96 GBJ86-85 GBJ27-88 GBJ214-89 JGJ/T 23-92 GB/T14684-9 3 GB/T14685-9 3 GB8488-1987
32
建筑装饰工程施工及验收规范
GBJ205-83
83
建筑装饰工程施工及验收规范
JGJ73-91
91
旧 序号 名
33 34 35 36 37 38 39 40 41 42 43 44 45 46 47
规 称
范 国家标准
SL203-97 SDJ20-78 DJ56-79 GBJ232-82
新 出版年
97 78 79 82
DL/T5150-2001 DL/T5151-2001 SL255-2000 SL48-94 SL73-95 DL/T5039—95 GB50206-2002 DL/T5099-1999 DL/T5112-2000
16
水电站压力钢管设计规范(试行)
SD144-85
85
水电站压力钢管设计规范(试行)
规
范
国家标准
代
替
名
称
出版年
2001 97 94 92 92 93 2005 2001 2000 2000 99 2001 2000
水工建筑物抗震设计规范 水工钢筋砼结构设计规范 电力建设施工及验收技术规范(管道篇) 电气装置安装工程施工及验收规范 电气装置安装工程施工及验收规范(蓄电池) 电气装置安装工程接地装置施工及验收规范 导体和电器选择设计技术规定 砼面板堆石坝施工导则 砼面板堆石坝设计导则 溢洪道设计规范
国标新旧标准对照表
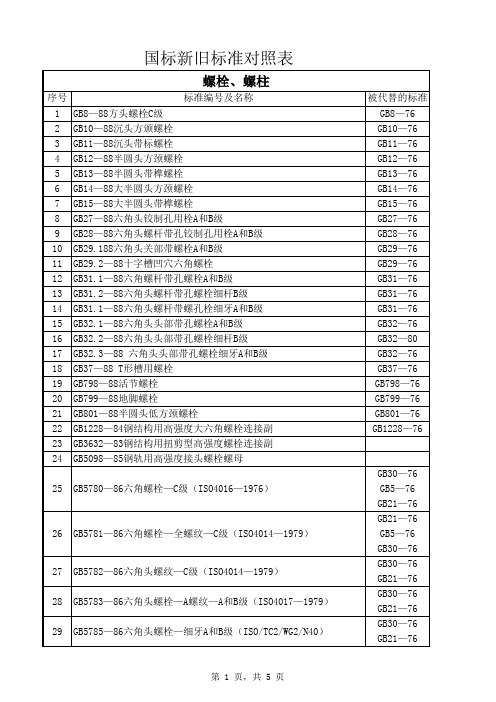
—— —— —— —— —— —— ——
GB93—76 GB95—76 GB96—76 GB67—76 GB848—76 GB849—76 GB850—76 GB852—76 GB853—76 GB854—76 GB855—76 GB856—76
GB65—76 GB66—76 GB67—76 GB68—76 GB69—76 GB70—76 GB71—76 GB72—76 GB73—76 GB74—76 GB75—76 GB77—76 GB78—76 GB79—76 GB80—76 GB83—76 GB84—80 GB85—76
GB1228—76
GB30—76 GB5—76 GB21—76 GB21—76 GB5—76 GB30—76 GB30—76 GB21—76 GB30—76 GB21—76 GB30—76 GB21—76
30
GB5786—86六角头螺栓—细牙—全螺纹—A和B级 (ISO/TC2/WG2/N41)
31 GB5787—76六角法兰面螺栓—B级(ISO/DP4162—1984) 32 GB5789—86六角法兰面—加大系列—B级(ISO/DP8102—1984)
垫圈
1 GB93—87标准型滚花高头螺钉 2 GB95—85平垫圈—C级(ISO7091—1983) 3 GB96—85大垫圈—A和C级(ISO7093—1983) 4 GB97.1—85平垫圈—A级(ISO7092—1983) 5 GB848—85小垫圈—A级(ISO7092—1933) 6 GB849—88球面垫圈 7 GB850—88锥面垫圈 8 GB852—88工字钢用方斜垫圈 9 GB853—88槽钢用方斜垫圈 10 GB854—88单耳止动垫圈 11 GB855—88双耳止动垫圈 12 GB856—86外舌止动垫圈
(word完整版)最新国家执行有效规范新旧对比

GBJ149-90
100.
GBJ50150-2016
电气装置安装工程 电气设备交接试验标准
GBJ50150—2006
101.
GB/T50152-2012
混凝土结构试验方法标准
GB50152—92
102.
GB50153-2008
工程结构可靠度设计统一标准
GB50153—92
工业设备及管道绝热工程质量检验评定标准
GB50185—93
118.
GB50187-2012
工业企业总平面设计规范
119.
GB50189—2015
公共建筑节能设计标准
GB50189—2005
120.
GB50190—93
多层厂房楼盖抗微振设计规范
121.
GB50191-2012
构筑物抗震设计规范
GB50191-93
GBJ137—90
92.
GB50140-2005
建筑灭火器配置设计规范
GBJ140-90
93.
GB50141-2008
给水排水构筑物施工及验收规范
GBJ141-90
94.
GB50144—2008
工业建筑可靠性鉴定标准
GB50144-90
95.
GB/T50145-2007
土的分类标准
GBJ145-90
GB/T50064—2014
交流电气装置的过电压保护和绝缘配合设计规范
GBJ64-83
47.
GB/T50065-2011
交流电气装置的接地设计规范
GBJ65—83
48.
GB50067—2014
汽车库、修车库、停车场设计防火规范
常用标准新旧对照(标准化)

.常用标准新旧对照铜陵蓝天股份有限公司编制说明由于标准更新较快,若不适时采用新标准,将难以购到所需要的标准件给企业造成重大损失。
故编制常用标准的新旧对照表。
今后工作中偶尔遇到85年以前的标准,而本表又未列入的请来技术部标准化室查阅,以免使用作废的标准。
有多次被代用的一些标准,统一放入被代替标准栏。
新的紧固件标准与80年代相比,内容出入较大的已列表1;内容变动微小的未列入此表。
二〇〇三年七月二十日二00六年三月修订一、紧固件新标代号标准名称被代替标准备注GB8-88 方头螺栓C级GB8-76 GB7-58GB37-88 T形槽用螺栓GB37-76GB/T5780-2000 六角头螺栓C级GB5-76 GB5780-86GB/T5781-2000 六角头螺栓全螺纹C级GB5-76 GB5781-86GB/T5782-2000 六角头螺栓A和B级GB21-76 GB30-76 GB5782-86GB/T5783-2000 六角头螺栓全螺纹A和B级GB21-76 GB30-76 GB5783-86GB799-88 地脚螺栓GB799-76GB812-88 圆螺母GB812-76GB6178-86 I型六角开槽螺母A和B级GB57~58-76GB6179-86 I型六角开槽螺母C级GB57~58-76GB/T41-2000 I型六角螺母C级GB41-76 GB41-86GB/T6170-2000 I型六角螺母A和B级GB51~52-76 GB6170-86 GB/T6171-2000 I型六角螺母细牙A和B级GB51~52-76 GB6171-86 GB/T6172.1-2000 六角薄螺母A和B级倒角GB6172-86GB/T6172.2-2000 非金属嵌件六角锁紧薄螺母GB/T6173-2000 六角薄螺母细牙A和B级GB53~54-76 GB/T6173-86GB858-88 圆螺母用止动垫圈GB858-76GB848-2002 小垫圈A级GB848-85 GB848-66 GB848-76GB93-87 标准型弹簧垫圈GB93-76 GB92-58 GB95-85 平垫圈C级GB95-76GB96-85 大垫圈A和C级GB96-76GB97.1-85 平垫圈A级GB97-76A型GB97.2-85 平垫圈倒角型A级GB97-76B型GB98-88止动垫圈技术条件GB98-76GB852-88 工字钢用方斜垫圈GB852-76GB853-88 槽钢用方斜垫圈GB853-76GB886-86 轴肩挡圈GB886-76GB893.1-86 孔用弹性挡圈A型GB893-76GB893.2-86 孔用弹性挡圈B型GB893-76GB894.1-86 轴用弹性挡圈A型GB894-76GB894.2-86 轴用弹性挡圈B型GB894-76GB/T68-2000 A槽沉头螺钉GB68-76 GB68-85新标代号标准名称被代替标准备注GB/T70.1-2000 内六角圆柱头螺钉GB70-85GB/T70.2-2000 内六角圆柱头螺钉GB/T71-85 开槽锥端紧定螺钉GB71-76GB86-88 方头短圆柱锥端紧定螺钉GB86-76GB/T85-1988 方头长圆柱端紧定螺钉GB85-76GB/T70.3-2000 内六角沉头GB/T117-2000 圆锥销GB117-86GB/T118-2000 内螺纹圆柱销GB118-86GB/T119.1-2000 圆柱销不淬硬钢和奥氏体不锈钢GB119-86GB/T119.2-2000 圆柱销淬硬钢和奥氏体不锈钢GB119-86GB/T91-2000 开口销GB91-86部分紧固件产品标准的主要技术差异见表1表1序号类别新标准编号、名称旧标准编号主要技术差异1螺栓GB/T5782-2000六角头螺栓GB/T5782-19861)增加了M1.6、M2和M2.5的螺纹规格2)长度规格的范围由原来的400mm扩大到500mm3)增加了5.6、9.8、A4-50和A4-70级机械性能等级2GB/T5783-2000六角头螺栓全螺纹GB/T5783-19861)增加了M1.6、M2和M2.5的螺纹规格2)长度规格的范围由原来的100mm扩大到200mm3)增加了5.6级机械性能等级3GB/T70.1-2000内六角圆柱头螺钉GB/T70-1985增加了M42、M48、M56和M64的螺纹规格及相应的公称长度4 螺母GB/T6173-2000六角薄螺母细牙GB/T6173-19861)到增加了M10×1.25,M12×1.25和M20×2三个非优选的螺纹规格;2)修改了不锈钢螺母的机械性能等级。
最新国家执行有效标准规范新旧对比

最新国家执行有效标准新旧规范对比注:红色为改动后序号标准编号标准名称被代替编号1 工程建设国家标准1.GB/T50001-2010 房屋建筑制图统一标准GB/T50001-20012.GB/T50002-2013 建筑模数协调统一标准GBJ2-863.GB50003-2011 砌体结构设计规范GB50003-20014.GB50005-2003 木结构设计规范(2005年版)GBJ5-885.GB50006-2010 厂房建筑模数协调标准GBJ6-866.GB50007-2011 建筑地基基础设计规范GB50007-20027.GB50009-2012 建筑结构荷载规范GB50009-20018.GB50010-2010 混凝土结构设计规范(2015年版)GB50010-20029.GB50011-2010 建筑抗震设计规范(2016年版)GB50011-200110.GB50013-2006 室外给水设计规范GBJ13-8611.GB50014-2006 室外排水设计规范(2016年版)GBJ14-8712.GB50015-2003 建筑给水排水设计规范(2009年版)GBJ15-8813.GB50016-2014 建筑设计防火规范GB50016-2006,GB50045-9514.GB50017-2003 钢结构设计规范GBJ17-8815.GB50018-2002 冷弯薄壁型钢结构技术规范GBJ18-8716.GB50019-2015 工业建筑供暖通风与空气调节设计规范GB50019-200317.GB50021-2001 岩土工程勘察规范(2009年版)GB50021-9418.GB50023-2009 建筑抗震鉴定标准GB50023-9519.GB50025-2004 湿陷性黄土地区建筑规范GB50025-9020.GB50026-2007 工程测量规范GB50026-9321.GB50027-2001 供水水文地质勘查规范GBJ27-8822.GB50028-2006 城镇燃气设计规范GB50028-9323.GB50029-2014 压缩空气站设计规范GB50029-200324.GB50032-2003 室外给水排水和燃气热力工程抗震设计规范TJ32-7825.GB50033-2013 建筑采光设计标准GB/T50033-200126.GB50034-2013 建筑照明设计标准GB50034-200427.GB50037-2013 建筑地面设计规范GB50037-9628.GB50040-96 动力机器基础设计规范GBJ40-7929.GB50041-2008 锅炉房设计规范GB50041-9230.GB50046-2008 工业建筑防腐蚀设计规范GB50046-9531.GB50049-2011 小型火力发电厂设计规范GB50049-9432.GB50050-2007 工业循环冷却水处理设计规范GB50050-9533.GB50051-2013 烟囱设计规范GB50051-200234.GB50052-2009 供配电系统设计规范GB50052-9535.GB50053-2013 20kV及以下变电所设计规范GB50053-9436.GB50054-2011 低压配电设计规范GBJ54-95序号标准编号标准名称被代替编号37.GB50055-2011 通用用电设备配电设计规范GB50055-9338.GB50056-93 电热设备电力装置设计规范GBJ56-8339.GB50057-2010 建筑物防雷设计规范GB50057-9440.GB50058-2014 爆炸和火灾危险环境电力装置设计规范GB50058-9241.GB50059-2011 35~110kV变电所设计规范GBJ59-9242.GB50060-2008 3~110kV高压配电装置设计规范GBJ60-83,GB50060-9243.GB50061-2010 66kV及以下架空电力线路设计规范GB50061-9744.GB/T50062-2008 电力装置的继电保护和自动装置设计规范GB50062-9245.GB/T50063-2008 电力装置的电测量仪表装置设计规范GBJ63-9046.GB/T50064-2014 交流电气装置的过电压保护和绝缘配合设计规范GBJ64-8347.GB/T50065-2011 交流电气装置的接地设计规范GBJ65-8348.GB50067-2014 汽车库、修车库、停车场设计防火规范GB50067-9749.GB50068-2001 建筑结构可靠度设计统一标准GBJ68-8450.GB50069-2002 给水排水工程构筑物结构设计规范GBJ69-8451.GB50070-2009 矿山电力设计规范GB50070-9452.GB50077-2003 钢筋混凝土筒仓设计规范GBJ77-8553.GB50078-2008 烟囱工程施工及验收规范GBJ78-8554.GB/T50080-2016 普通混凝土拌合物性能试验方法标准GB/T50080-200255.GB/T50081-2002 普通混凝土力学性能试验方法标准GBJ81-8556.GB/T50082-2009 普通混凝土长期性能和耐久性能试验方法标准GBJ82-8557.GB/T50083-2014 建筑结构设计术语和符号标准GB/T50083-9758.GB50084-2001 自动喷水灭火系统设计规范(2005年局部修订)GBJ84-8559.GB50086-2015 岩土锚杆与喷射混凝土支护工程技术规范GB50086-200160.GB/T50087-2013 工业企业噪声控制设计规范GB50087-8561.GB50092-96 沥青路面施工及验收规范GBJ92-8662.GB50093-2013 自动化仪表工程施工及验收规范GB50093-200263.GB50094-2010 球型储罐施工及验收规范GB50094-9864.GB50094-2014 水文基本术语和符号标准GB/T50095-9865.GB50096-2011 住宅设计规范GB50096-9966.GBJ97-87 水泥混凝土路面施工及验收规范67.GB/T50102-2014 工业循环水冷却设计规范GB/T50102-200368.GB/T50103-2010 总图制图标准GB/T50103-200169.GB/T50104-2010 建筑制图标准GB/T50104-200170.GB/T50105-2010 建筑结构制图标准GB/T50105-200171.GB/T50106-2010 建筑给水排水制图标准GB/T50106-200172.GBJ/T50107-2010 混凝土强度检验评定标准GBJ107-8773.GB50108-2008 地下工程防水技术规范GB50108-200174.GB50112-2013 膨胀土地区建筑技术规范GBJ112-8775.GB50113-2005 滑动模板工程技术规范GBJ113-8776.GB/T50114-2010 暖通空调制图标准GB/T50114-200177.GB50116-2013 火灾自动报警系统设计规范GB50116-98序号标准编号标准名称被代替编号78.GB50117-2014 构筑物抗震鉴定标准GBJ117-8879.GB50118-2010 民用建筑隔声设计规范GBJ118-8880.GB50119-2013 混凝土外加剂应用设计规范GB50119-200381.GB50121-2005 建筑隔声评价标准82.GBJ50122-88 工业企业噪声测量规范83.GB/T50123-1999 土工试验方法标准GBJ123-8884.GBJ124-88 道路工程术语标准85.GB/T50125-2010 给水排水工程基本术语标准GBJ125-8986.GB50126-2008 工业设备及管道绝热工程施工规范GBJ126-8987.GB50128-2014 立式圆筒形钢制焊接油罐施工及验收规范GB50128-200588.GBJ129-2011 砌体基本力学性能试验方法标准GBJ129-9089.GB/T50132-2014 工程结构设计基本术语和通用符号GBJ132-90 GB/T50083-9790.GB50135-2006 高耸结构设计规范GBJ135-9091.GB50137-2011 城市用地分类与规划建设用地标准GBJ137-9092.GB50140-2005 建筑灭火器配置设计规范GBJ140-9093.GB50141-2008 给水排水构筑物施工及验收规范GBJ141-9094.GB50144-2008 工业建筑可靠性鉴定标准GB50144-9095.GB/T50145-2007 土的分类标准GBJ145-9096.GB/T50146-2014 粉煤灰混凝土应用技术规程GBJ146-9097.GBJ50147-2010 电气装置安装工程高压电器施工及验收规范GBJ147-9098.GBJ50148-2010 电气装置安装工程电力变压器、油浸电抗器、互感器施工及验收规范GBJ148-9099.GBJ50149-2010 电气装置安装工程母线装置施工及验收规范GBJ149-90 100. GBJ50150-2016 电气装置安装工程电气设备交接试验标准GBJ50150-2006 101. GB/T50152-2012 混凝土结构试验方法标准GB50152-92 102. GB50153-2008 工程结构可靠度设计统一标准GB50153-92 103. GB50155-2015 供暖通风与空气调节术语标准GB50155-92 104. GB50162-92 道路工程制图标准105. GB50164-2011 混凝土质量控制标准GB50164-92 106. GB50166-2007 火灾自动报警系统施工及验收规范GB50166-92 107. GB50168-2006 电气装置安装工程电缆线路施工及验收规范GB50168-92108. GB50169-2006 电气装置安装工程接地装置施工及验收规范(GB50169-2016,2017年4月1日实施)GB50169-92109. GB50170-2006 电气装置安装工程旋转电机施工及验收规范GB50170-92110. GB50171-2012 电气装置安装工程盘、柜及二次回路结线施工及验收规范GB50171-92111. GB50172-2012 电气装置安装工程蓄电池施工及验收规范GB50172-92112. GB50173-2014 电气装置安装工程66kV及以下架空电力线路施工及验收规范GB50173-92113. GB50175-2014 露天煤矿工程施工及验收规范GB50175-93 114. GB50176-2016 民用建筑热工设计规范GB50176-93序号标准编号标准名称被代替编号115. GB50178-93 建筑气候区划标准116. GB50184-2011 工业金属管道工程施工质量验收规范GB50184-93 117. GB50185-2010 工业设备及管道绝热工程质量检验评定标准GB50185-93 118. GB50187-2012 工业企业总平面设计规范119. GB50189-2015 公共建筑节能设计标准GB50189-2005 120. GB50190-93 多层厂房楼盖抗微振设计规范121. GB50191-2012 构筑物抗震设计规范GB50191-93 122. GB50194-2014 建设工程施工现场供用电安全规范GB50194-93 123. GB50197-2015 煤碳工业露天矿设计规范GB50197-2005 124. GB50201-2012 土方与爆破工程施工及验收规范125. GB50202-2002 建筑地基基础工程施工质量验收规范GBJ202-83,201-83 126. GB50203-2011 砌体工程施工质量验收规范GB50203-2002 127. GB50204-2015 混凝土结构工程施工质量验收规范GB50204-2002(2011版)128. GB50205-2001 钢结构工程施工质量验收规范GB50205-95,221-95 129. GB50206-2012 木结构工程质量验收规范GB50206-2002 130. GB50207-2012 屋面工程质量验收规范GB50207-2002 131. GB50208-2011 地下防水工程质量验收规范GBJ208-2002 132. GB50209-2010 建筑地面工程施工质量验收规范GB50209-2002 133. GB50210-2001 建筑装饰装修工程质量验收规范GBJ210-83,JGJ73-91 134. GB50211-2014 工业炉砌筑工程施工及验收规范GB50211-2004 135. GB50212-2014 建筑防腐蚀工程施工及验收规范GB50212-2002 136. GB50214-2013 组合钢模板技术规范GB50214-2001 137. GB50215-2015 煤炭工业矿井设计规范GB50215-2005 138. GB50219-2014 水喷雾灭火系统技术规范GB50219-95 139. GB50222-95 建筑内部装修设计防火规范(2001年版)140. GB50223-2008 建筑工程抗震设防分类标准GB50223-2004 141. GB50224-2010 建筑防腐蚀工程质量检验评定标准GB50224-95 142. GB/T50228-2011 工程测量基本术语标准GB/T50228-96 143. GB50231-2009 机械设备安装工程施工及验收通用规范GB50231-98 144. GB50235-2010 工业金属管道工程施工及验收规范GB50235-97 145. GB50236-2011 现场设备、工业管道焊接工程施工及验收规范GB50236-98 146. GB50242-2002 建筑给水排水及采暖工程施工质量验收规范GBJ242-82,302-88147. GB50243-2002通风与空调工程施工质量验收规范(GB50243-2016,2017年7月1日实施)GB50243-97,304-88148. GB50252-2010 工业安装工程质量检验评定统一标准GB50252-94 149. GB50254-2014 电气装置安装工程低压电器施工及验收规范GB50254-96 150. GB50255-2014 电气装置安装工程电力交流设备施工及验收规范GB50255-96151. GB50256-2014 电气装置安装工程起重机电气装置施工及验收规范GB50256-96152. GB50257-2014 电气装置安装工程爆炸和火灾危险环境电气装置施工及验收规范GB50257-96序号标准编号标准名称被代替编号153. GB50260-2013 电力设施抗震设计规范GB50260-96 154. GB50261-2005 自动喷水灭火系统施工及验收规范GB50261-96 155. GB/T50262-2013 铁路工程基本术语标准GB/T50262-1997 156. GB50263-2007 气体灭火系统施工及验收规范GB50263-97 157. GB50264-2013 工业设备及管道绝热工程设计规范GB50264-97 158. GB50265-2010 泵站设计规范GB/T50265-97 159. GB50268-2008 给水排水管道工程施工及验收规范GB50268-97 160. GB50270-2010 输送设备安装工程施工及验收规范GB50270-98 161. GB50271-2009 金属切削机床安装工程施工及验收规范GB50271-98 162. GB50272-2009 锻压设备安装工程施工及验收规范GB50272-98 163. GB50273-2009 锅炉安装工程施工及验收规范GB50273-98 164. GB50274-2010 制冷设备、空气分离设备安装工程施工及验收规范GB50274-98 165. GB50275-2010 风机、压缩机、泵安装工程施工及验收规范GB50275-98 166. GB50276-2010 破碎、粉磨设备安装工程施工及验收规范GB50276-98 167. GB50277-2010 锻造设备安装工程施工及验收规范GB50277-98 168. GB50278-2010 起重设备安装工程施工及验收规范GB50278-98 169. GB/T50280-98 城市规划基本术语标准170. GB50281-2006 泡沫灭火系统施工及验收规范GB50281-98171. GB50282-98 城市给水工程规划规范(GB50282-2016,2017年4月1日实施)172. GB50289-2016 城市工程管线综合规划规范GB50289-98 173. GB/T50290-2014 土工合成材料应用技术规范GB50290-98 174. GB/T50291-2015 房地产估价规范GB/T50291-1999 175. GB50292-2015 民用建筑可靠性鉴定标准GB50292-1999 176. GB50296-2014 管井技术规范GB50296-1999 177. GB/T50297-2006 电力工程基本术语标准GB50297-1999 178. GB50300-2013 建筑工程施工质量验收统一标准GB50300-2001 179. GB50303-2015 建筑电气安装工程施工质量验收规范GB50303-2002 180. GB50310-2012 电梯工程施工质量验收规范GB50310-2002 181. GB50311-2016 综合布线系统工程设计规范GB50311-2007 182. GB50312-2016 综合布线系统工程验收规范GB50312-2007 183. GB/T50314-2015 智能建筑设计标准GB/T50314-2006 184. GB/T50315-2011 砌体工程现场检测技术标准GB/T50315-2000 185. GB50316-2000 工业金属管道设计规范(2008年版)186. GB50318-2000 城市排水工程规划规范187. GB50319-2013 建设工程监理规范GB50319-2000 188. GB/T50323-2001 城市建设档案著录规范189. GB50324-2014 冻土工程地质勘察规范GB50324-2001 190. GB50325-2010 民用建筑工程室内环境污染控制规范GB50325-2001 191. GB/T50326-2006 建设工程项目管理规范GB/T50326-2001 192. GB50327-2001 住宅装饰装修工程施工规范序号标准编号标准名称被代替编号193. GB/T50328-2014 建设工程文件归档整理规范GB/T50328-2001 194. GB/T50329-2012 木结构试验方法标准GB/T50329-2002 195. GB50330-2013 建筑边坡工程技术规范GB50330-2002 196. GB50332-2002 给水排水工程管道结构设计规范GBJ69-84197. GB50333-2013 医院洁净手术部建筑技术规范GB50333-2002 198. GB50334-2002 城市污水处理厂工程质量验收规范199. GB50335-2016 污水再生利用工程设计规范GB50335-2002 200. GB50336-2002 建筑中水设计规范201. GB50339-2013 智能建筑工程质量验收规范GB50339-2003 202. GB50340-2016 老年人居住建筑设计标准GB/T50340-2003 203. GB50341-2014 立式圆筒形钢制焊接油罐设计规范GB50341-2003 204. GB50343-2012 建筑物电子信息系统防雷技术规范GB50343-2004 205. GB/T50344-2004 建筑结构检测技术标准206. GB50345-2012 屋面工程技术规范GB50345-2004 207. GB50348-2004 安全防护工程技术规范208. GB50352-2005 民用建筑设计通则209. GB/T50353-2013 建筑工程建筑面积计算规范GB/T50353-2005 210. GB50354-2005 建筑内部装修防火施工及验收规范211. GB/T50355-2005 住宅建筑室内振动限值及其测量方法标准212. GB/T50358-2005 建筑项目工程总承包管理规范213. GB50359-2016 煤炭洗选工程设计规范GB50359-2005 214. GB50360-2016 水煤浆工程设计规范GB50360-2005 215. GB/T50361-2005 木骨架组合墙体技术规范216. GB/T50362-2005 住宅性能评定技术标准217. GB50364-2005 民用建筑太阳能热水系统应用技术规范218. GB50365-2005 空调通风系统运行管理规范219. GB50367-2013 混凝土结构加固设计规范GB50367-2006 220. GB50368-2005 住宅建筑规范221. GB/T50375-2016 建筑工程施工质量评价标准GB/T50375-2006 222. GB50377-2006 选矿机械设备工程安装验收规范223. GB/T50378-2014 绿色建筑评价标准GB/T50378-2006 224. GB50383-2016 煤矿井下消防、洒水设计规范GB50383-2006 225. GB50388-2016 煤矿井下机车车辆运输信号设计规范GB50388-2006 226. GB50400-2016 建筑与小区雨水利用工程技术规范GB50400-2006 227. GB50401-2007 消防通信指挥系统施工及验收规范228. GB50404-2007 硬泡聚氨酯保温防水工程技术规范229. GB50410-2014 型钢轧钢工程设计规范GB50410-2007 230. GB50411-2007 建筑节能工程施工质量验收规范231. GB50422-2007 预应力混凝土路面工程技术规范232. GB50423-2013 油气输送管道穿越工程设计规范GB50423-2007 233. GB50424-2015 油气输送管道穿越工程施工规范GB50424-2007序号标准编号标准名称被代替编号234. GB50429-2007 铝合金结构设计规范235. GB/T50430-2007 工程建设施工企业质量管理规范236. GB50431-2008 带式输送机工程设计规范237. GB50433-2008 开发建设项目水土保持技术规范238. GB50434-2008 开发建设项目水土流失防治标准239. GB50444-2008 建筑灭火器配置验收及检查规范240. GB50446-2008 盾构法隧道施工与验收规范241. GB/T50448-2008 水泥基灌浆材料应用技术规范242. GB50462-2015 数据中心基础设施施工及验收规范243. GB50464-2008 视频显示系统工程技术规范244. GB50465-2008 煤炭工业矿区总体规划规范245. GB/T50466-2008 煤炭工业供热通风与空气调节设计规范246. GB50468-2008 焊管工艺设计规范247. GB/T50476-2008 混凝土结构耐久性设计规范248. GB 50496-2009 大体积混凝土施工规范249. GB 50497-2009 建筑基坑工程监测技术规范250. GB50500-2013 建设工程工程量清单计价规范GB50500-2008 251. GB/T50502-2009 建筑施工组织设计规范252. GB/T 50504-2009 民用建筑设计术语标准253. GB/T50538-2010 埋地钢质管道防腐保温层技术标准254. GB50550-2010 建筑结构加固工程施工质量验收规范255. GB50555-2010 民用建筑节水设计标准256. GB50556-2010 工业企业电气设备抗震设计规范257. GB50574-2010 墙体材料应用统一技术规范258. GB50575-2010 1kV及以下配线工程施工与验收规范259. GB50576-2010 铝合金结构工程施工质量验收规范260. GB50582-2010 室外作业场地照明设计标准261. GB50583-2010 选煤厂建筑结构设计规范262. GB50601-2010 建筑物防雷工程施工与质量验收规范263. GB/T50604-2010 民用建筑太阳能热水系统评价标准264. GB/T50605-2010 住宅区和住宅建筑内通信设施工程设计规范265. GB50606-2010 智能建筑工程施工规范266. GB50617-2010 建筑电气照明装置施工与验收规范267. GB50618-2011 房屋建筑和市政基础设施工程质量检测技术管理规范268. GB/T50621-2010 钢结构现场检测技术标准269. GB/T50624-2010 住宅区和住宅建筑内通信设施工程验收规范270. GB/T50626-2010 住房公积金支持保障性住房建设项目贷款业务规范271. GB50628-2010 钢管混凝土工程施工质量验收规范序号标准编号标准名称被代替编号272. GB/T50640-2010 建筑工程绿色施工评价标准273. GB50642-2011 无障碍设施施工验收及维护规范274. GB/T50651-2011 煤炭工业矿区总体规划文件编制标准275. GB50654-2011 有色金属工业安装工程质量验收统一标准276. GB50656-2011 建筑施工企业安全生产管理规范277. GB/T50658-2011 煤炭工业矿区机电设备修理厂工程建设项目设计文件编制标准278. GB/T50659-2011 煤炭工业矿区水煤浆工程建设项目设计文件编制标准279. GB50661-2011 钢结构焊接规范280. GB50666-2011 混凝土结构工程施工规范281. GB/T50668-2011 节能建筑评价标准282. GB50669-2011 钢筋混凝土筒仓施工与质量验收规范283. GB/T50670-2011 机械设备安装工程术语标准284. GB50683-2011 现场设备、工业管道焊接工程施工质量验收规范285. GB50693-2011 坡屋面工程技术规范286. GB50702-2011 砌体结构加固设计规范287. GB50720-2011 建设工程施工现场消防安全技术规范288. GB50726-2011 工业设备及管道防腐蚀工程施工规范289. GB50727-2011 工业设备及管道防腐蚀工程施工质量验收规范290. GB/T50733-2011 预防混凝土碱骨料反应技术规范291. GB50736-2012 民用建筑供暖通风与空气调节设计规范292. GB50738-2011 通风与空调工程施工规范293. GB50739-2011 复合土钉墙基坑支护技术规范294. GB/T50743-2012 工程施工废弃物再生利用技术规范295. GB/T50748-2011 选煤工艺制图标准296. GB50755-2012 钢结构工程施工规范297. GB/T50772-2012 木结构工程施工规范298. GB/T50783-2012 复合地基技术规范299. GB/T50784-2013 混凝土结构现场检测技术标准300. GB/T50785-2012 民用建筑室内热湿环境评价标准301. GB/T50786-2012 建筑电气制图标准302. GB50787-2012 民用建筑太阳能空调工程技术规范303. GB50788-2012 城镇给水排水技术规范304. GB/T50801-2013 可再生能源建筑应用工程评价标准305. GB50810-2012 煤炭工业给水排水设计规范306. GB/T50820-2013 建材矿山工程建设项目设计文件编制标准307. GB50821-2012 煤炭工业环境保护设计规范308. GB50829-2013 租赁模板脚手架维修保养技术规范309. GB50838-2015 城市综合管廊工程技术规范序号标准编号标准名称被代替编号310. GB/T50841-2013 建设工程分类标准311. GB50842-2013 建材矿山工程施工与验收规范312. GB50843-2013 建筑边坡工程鉴定与加固技术规范313. GB/T50844-2013 工程建设标准实施评价规范314. GB/T50851-2013 建设工程人工材料设备机械数据标准315. GB/T50852-2013 建筑工程咨询分类标准316. GB50854-2013 房屋建筑与装饰工程工程量计算规范317. GB50856-2013 通用安装工程工程量计算规范318. GB50857-2013 市政工程工程量计算规范319. GB50859-2013 矿山工程工程量计算规范320. GB50860-2013 构筑物工程工程量计算规范321. GB50868-2013 建筑工程容许振动标准322. GB50869-2013 生活垃圾卫生填埋处理技术规范323. GB50870-2013 建筑施工安全技术统一规范324. GB50874-2013 煤炭工业半地下储仓建筑结构设计规范325. GB/T50875-2013 工程造价术语标准326. GB50877-2014 防火卷帘、防火门、防火窗施工及验收规范327. GB/T50878-2013 绿色工业建筑评价标准328. GB50884-2013 钢筒仓技术规范329. GB/T50887-2013 人造板工程环境保护设计规范330. GB/T50888-2013 人造板工程节能设计规范331. GB50889-2013 人造板工程职业安全卫生设计规范332. GB50890-2013 饰面人造板工程设计规范333. GB/T50893-2013 供热系统节能改造技术规范334. GB50896-2013 压型金属板工程应用技术规范335. GB50898-2013 细水雾灭火系统技术规范336. GB/T50899-2013 房地产估价基本术语标准337. GB50901-2013 钢-混凝土组合结构施工规范338. GB/T50903-2013 市政工程施工组织设计规范339. GB/T50905-2014 建筑工程绿色施工规范340. GB/T50908-2013 绿色办公建筑评价标准341. GB50917-2013 钢-混凝土组合桥梁设计规范342. GB50918-2013 城镇建设智能卡系统工程技术规范343. GB50923-2013 钢管混凝土拱桥技术规范344. GB50924-2014 砌体结构工程施工规范345. GB50936-2014 钢管混凝土结构技术规范346. GB50937-2013 选煤厂管道安装工程施工与验收规范347. GB/T50941-2014 建筑地基基础术语标准348. GB50944-2013 防静电工程施工与质量验收规范349. GB50946-2013 煤矿设备安装工程质量验收规范序号标准编号标准名称被代替编号350. GB/T50947-2014 建筑日照计算参数标准351. GB50953-2014 网络互联调度系统工程技术规范352. GB50968-2014 露天煤矿工程施工规范353. GB50974-2014 消防给水及消火栓系统技术规范354. GB/T50976-2014 继电保护及二次回路安装及验收规范355. GB50981-2014 建筑机电工程抗震设计规范356. GB50982-2014 建筑与桥梁结构监测技术规范357. GB/T51003-2014 矿物掺合料应用技术规范358. GB51004-2015 建筑地基基础工程施工规范359. GB51011-2014 煤矿选煤设备安装工程施工与验收规范360. GB51016-2014 非煤露天矿边坡工程技术规范361. GB51017-2014 古建筑防雷工程技术规范362. GB51022-2015 门式刚架轻型房屋钢结构技术规范363. GB/T51025-2016 超大面积混凝土地面无缝施工技术规范364. GB/T51028-2015 大体积混凝土温度测控技术规范365. GB51038-2015 城市道路交通标志和标线设置规范366. GB51039-2014 综合医院建筑设计规范367. GB/T51040-2014 地下水监测工程技术规范368. GB51049-2014 电气装置安装工程串联电容器补偿装置施工及验收规范369. GB51062-2014 煤矿设备安装工程施工规范370. GB/T51068-2014 煤炭工业露天矿机电设备修理设施设计规范371. GB/T51075-2015 选矿机械设备工程安装规范372. GB51081-2015 低温环境混凝土应用技术规范373. GB/T51082-2015 工业建筑涂装设计规范374. GB/T51095-2015 建设工程造价咨询规范375. GB/T51129-2015 工业化建筑评价标准376. GB/T51130-2016 沉井与气压沉箱施工规范377. GB/T51140-2015 建筑节能基本术语标准378. GB/T51141-2015 既有建筑绿色改造评价标准379. GB51145-2015 煤矿电气设备安装工程施工与验收规范380. GB/T51153-2015 绿色医院建筑评价标准381. GB51160-2016 纤维增强塑料设备和管道工程技术规范382. GB/T51161-2016 民用建筑能耗标准383. GB51162-2016 重型结构和设备整体提升技术规范384. GB51179-2016 煤矿井下煤炭运输设计规范385. GB51181-2016 煤炭洗选工程节能设计规范386. GB51184-2016 矿山提升井塔设计规范387. GB/T51187-2016 城市排水防涝设施数据采集与维护技术规范388. GB/T51188-2016 建筑与工业给水排水系统安全评价标准序号标准编号标准名称被代替编号389. GB51201-2016 沉管法隧道施工与质量验收规范390. GB51203-2016 高耸结构工程施工质量验收规范391. GB51210-2016 建筑施工脚手架安全技术统一标准392. GB/T51212-2016 建筑信息模型应用统一标准393. MT5010-95 煤矿安装工程质量检验评定标准2 工程建设行业标准1.JGJ1-2014 装配式混凝土结构技术规程JGJ1-912.JGJ3-2010 高层建筑混凝土结构技术规程JGJ3-20023.JGJ6-2011 高层建筑箱型与筏型基础技术规范JGJ6-994.JGJ7-2010 网架结构设计与施工规程JGJ61-20035.JGJ8-2016 建筑变形测量规程JGJ8-20076.JGJ/T10-2011 混凝土泵送施工技术规程JGJ/T10-957.JGJ12-2006 轻骨料混凝土结构技术规程JGJ12-998.JGJ13-2014 约束砌体与配筋砌体结构技术规程JGJ/T13-949.JGJ/T14-2011 混凝土小型空心砌块建筑技术规程JGJ/T14-200410.JGJ/T15-2008 早期推定混凝土强度试验方法JGJ15-8311.JGJ16-2008 民用建筑电气设计规范JGJ/T16-9212.JGJ/T17-2008 蒸压加气混凝土应用技术规程JGJ/T17-8413.JGJ18-2012 钢筋焊接及验收规程JGJ18-200314.JGJ19-2010 冷拔低碳钢丝应用技术规程JGJ19-9215.JGJ22-2012 钢筋混凝土薄壳结构设计规程16.JGJ/T23-2011 回弹法检测混凝土抗压强度技术规程JGJ/T23-200117.JGJ26-2010 严寒和寒冷地区居住建筑节能设计标准JGJ26-9518.JGJ/T27-2014 钢筋焊接接头试验方法标准JGJ/T27-200119.JGJ/T29-2015 建筑涂饰工程施工及验收规范JGJ/T29-200320.JGJ/T30-2015 房地产业基本术语标准JGJ/T30-200321.JGJ33-2012 建筑机械使用安全技术规程JGJ33-200122.JGJ36-2005 宿舍建筑设计规范JGJ36-8723.JGJ46-2005 施工现场临时用电安全技术规范JGJ46-8824.JGJ51-2002 轻骨料混凝土技术规程JGJ51-9025.JGJ52-2006 普通混凝土用砂、石质量及检验方法标准JGJ52-92,JGJ53-9226.JGJ53-92 普通混凝土用碎石和卵石质量标准及检验方法JGJ53-7927.JGJ/T53-2011 房屋渗漏修缮技术规程CJJ62-9528.JGJ55-2011 普通混凝土配合比设计规程JGJ55-200029.JGJ59-2011 建筑施工安全检查标准JGJ59-9930.JGJ63-2006 混凝土用水标准JGJ63-8931.JGJ65-2013 液压滑动模板施工安全技术规程JGJ65-8932.JGJ/T70-2009 建筑砂浆基本性能试验方法标准33.JGJ74-2003 建筑工程大模板技术规程34.JGJ/T77-2010 施工企业安全生产评价标准JGJ/T77-2003序号标准编号标准名称被代替编号35.JGJ79-2012 建筑地基处理技术规范JGJ79-200336.JGJ80-2016 建筑施工高处作业安全技术规范JGJ80-9137.JGJ82-2011 钢结构高强度螺栓连接技术规程38.JGJ82-2011 钢结构高强度螺栓连接技术规程JGJ82-9139.JGJ85-2010 预应力筋用锚具、夹具和连接器应用技术规程JGJ85-200240.JGJ/T87-2012 建筑工程地质勘探与取样技术规程JGJ87-9241.JGJ88-2010 龙门架及井架物料提升机安全技术规范JGJ88-9242.JGJ92-2016 无粘结预应力混凝土结构技术规程JGJ/T92-200443.JGJ94-2008 建筑桩基技术规范JGJ94-9444.JGJ95-2011 冷轧带肋钢筋混凝土结构技术规程JGJ95-200345.JGJ96-2011 钢框胶合板模板技术规程JGJ96-9546.JGJ/T97-2011 工程抗震术语标准JGJ/T97-9547.JGJ/T98-2010 砌筑砂浆配合比设计规程JGJ98-200048.JGJ99-2015 高层民用建筑钢结构技术规范JGJ99-9849.JGJ101-2015 建筑抗震试验规程JGJ101-9650.JGJ102-2003 玻璃幕墙工程技术规范JGJ102-9651.JGJ103-2008 塑料门窗工程技术规范JGJ103-9652.JGJ/T104-2011 建筑工程冬期施工规程JGJ104-9753.JGJ/T105-2011 机械喷涂抹灰施工规程JGJ/T105-9654.JGJ106-2014 建筑基桩检测技术规范JGJ106-200355.JGJ107-2016 钢筋机械连接通用技术规程JGJ107-201056.JGJ110-2008 建筑工程饰面砖粘结强度检验标准JGJ110-9757.JGJ111-2016 建筑与市政工程地下水控制技术规范JGJ111-9858.JGJ113-2015 建筑玻璃应用技术规程JGJ113-200959.JGJ/T114-2014 钢筋焊接网混凝土结构技术规程JGJ/T114-200360.JGJ115-2013 冷轧扭钢筋混凝土构件技术规程JGJ115-200661.JGJ116-2009 建筑抗震加固技术规程JGJ116-9862.JGJ118-2011 冻土地区建筑地基基础设计规范63.JGJ/T119-2008 建筑照明术语标准JGJ/T119-9864.JGJ120-2012 建筑基坑支护技术规程JGJ120-9965.JGJ/T121-2015 工程网络计划技术规程JGJ/T121-9966.JGJ123-2012 既有建筑地基基础加固技术规范JGJ123-200067.JGJ125-2016 危险房屋鉴定标准JGJ125-9968.JGJ126-2015 外墙饰面砖工程施工及验收规程JGJ126-200069.JGJ128-2010 建筑施工门式钢管脚手架安全技术规范JGJ128-200070.JGJ/T129-2012 既有采暖居住建筑节能改造技术规程JGJ129-200071.JGJ130-2011 建筑施工扣件式钢管脚手架安全技术规范JGJ130-200172.JGJ/T132-2009 居住建筑节能检测标准JGJ132-200173.JGJ133-2001 金属与石材幕墙工程技术规范74.JGJ/T136-2001 贯入法检测砌筑砂浆抗压强度技术规程75.JGJ138-2016 组合结构设计规范JGJ138-2001序号标准编号标准名称被代替编号76.JGJ/T139-2001 玻璃幕墙工程质量检验标准77.JGJ140-2004 预应力混凝土结构抗震设计规程78.JGJ141-2004 通风管道技术规程79.JGJ142-2012 辐射供暖供冷技术规程JGJ142-200480.JGJ144-2004 外墙外保温工程技术规程81.JGJ145-2013 混凝土结构后锚固技术规程JGJ145-200482.JGJ146-2013 建筑施工现场环境与卫生标准JGJ146-200483.JGJ147-2016 建筑拆除工程安全技术规范JGJ147-200484.JGJ149-2006 混凝土异型柱结构技术规程85.JGJ/T152-2008 混凝土中钢筋检测技术规程86.JGJ155-2013 种植屋面工程技术规程JGJ155-200787.JGJ/T157-2014 建筑轻质条板隔墙技术规程JGJ/T157-200888.JGJ160-2016 施工现场机械设备检查技术规范JGJ160-200889.JGJ162-2008 建筑施工模板安全技术规范90.JGJ164-2008 建筑施工木脚手架安全技术规范91.JGJ165-2010 地下建筑工程逆作法技术规程92.JGJ166-2016 建筑施工碗扣式钢管脚手架安全技术规范JGJ166-200893.JGJ167-2009 湿陷性黄土地区建筑基坑工程安全技术规程94.JGJ169-2009 清水混凝土应用技术规程95.JGJ171-2009 三岔双向挤扩灌注桩设计规程96.JGJ172-2012 建筑陶瓷薄板应用技术规程JGJ172-200997.JGJ173-2009 供热计量技术规程98.JGJ/T175-2009 自流平地面工程技术规程99.JGJ 176-2009 公共建筑节能改造技术规范100. JGJ/T 178-2009 补偿收缩混凝土应用技术规程101. JGJ 180-2009 建筑施工土石方工程安全技术规范102. JGJ/T181-2009 房屋建筑与市政基础设施工程检测分类标准103. JGJ/T182-2009 锚杆锚固质量无损检测技术规程104. JGJ 183-2009 液压升降整体脚手架安全技术规程105. JGJ 184-2009 建筑施工作业劳动防护用品配备及使用标准106. JGJ/T 185-2009 建筑工程资料管理规程107. JGJ/T 186-2009 逆作复合桩基技术规程108. JGJ/T 187-2009 塔式起重机混凝土基础工程技术规程109. JGJ/T188-2009 施工现场临时建筑物技术规范110. JGJ/T189-2009 建筑起重机械安全评估技术规程111. JGJ190-2010 建筑工程检测试验技术管理规范112. JGJ/T191-2009 建筑材料术语标准113. JGJ/T192-2009 钢筋阻锈剂应用技术规程114. JGJ/T193-2009 混凝土耐久性检验评定标准115. JGJ/T194-2009 钢管满堂支架预压技术规程序号标准编号标准名称被代替编号116. JGJ195-2010 液压爬升模板工程技术规程117. JGJ196-2010 建筑施工塔式起重机安装、使用、拆卸安全技术规程118. JGJ/T197-2010 混凝土预制拼装塔机基础技术规程119. JGJ/T198-2010 施工企业工程建设技术标准化管理规范120. JGJ/T199-2010 型钢水泥土搅拌墙技术规程121. JGJ/T200-2010 喷涂聚脲防水工程技术规程122. JGJ/T201-2010 石膏砌块砌体技术规程123. JGJ202-2010 建筑施工工具式脚手架安全技术规范124. JGJ/T204-2010 建筑施工企业管理基础数据标准125. JGJ/T205-2010 建筑门窗工程检测技术规程126. JGJ206-2010 海砂混凝土应用技术规范127. JGJ/T207-2010 装配箱混凝土空心楼盖结构技术规程128. JGJ/T208-2010 后锚固法检测混凝土抗压强度技术规程129. JGJ209-2010 轻型钢结构住宅技术规程130. JGJ/T211-2010 建筑工程水泥—水玻璃双液注浆技术规程131. JGJ/T212-2010 地下工程渗漏治理技术规程132. JGJ214-2010 铝合金门窗工程技术规范133. JGJ215-2010 建筑施工升降机安装、使用、拆卸安全技术规程134. JGJ217-2010 纤维石膏空心大板复合墙体结构技术规程135. JGJ/T220-2010 抹灰砂浆技术规程136. JGJ/T221-2010 纤维混凝土应用技术规程137. JGJ/T223-2010 预拌砂浆应用技术规程138. JGJ224-2010 预制预应力混凝土装配整体式框架结构技术规程139. JGJ/T225-2010 大直径扩底灌注桩技术规程140. JGJ/T229-2010 民用建筑绿色设计规范141. JGJ231-2010 建筑施工承插型盘扣式钢管支架安全技术规程142. JGJ/T233-2011 水泥土配合比设计规程143. JGJ/T235-2011 建筑外墙防水工程技术规程144. JGJ/T238-2011 混凝土基层喷浆处理技术规程145. JGJ/T241-2011 人工砂混凝土应用技术规程146. JGJ/T244-2011 房屋建筑室内装饰装修制图标准147. JGJ248-2012 底部框架-抗震墙砌体房屋抗震技术规程148. JGJ/T249-2011 拱形钢结构技术规程149. JGJ/T250-2011 建筑与市政工程施工现场专业人员职业标准150. JGJ/T251-2011 建筑钢结构防腐蚀技术规程151. JGJ253-2011 无机轻集料砂浆保温系统技术规程152. JGJ255-2012 采光顶与金属屋面技术规程153. JGJ256-2011 钢筋锚固板应用技术规程154. JGJ/T261-2011 外墙内保温工程技术规程155. JGJ/T262-2012 住宅厨房模数协调标准。
新旧标准对照表-质量体系认证资料

固体绝缘的穿刺试验。
22 结构
增加:使用跨临界制冷剂压缩机和双级压缩机的测试要求。(22.7)
增加:应不可能通过器具内自动开关装置的动作来电压保持型非自复位热断路器。(22.10)
增加:非自复位电机热保护器应具有自动脱扣功能,除非它们是电压保持型的。(22.10)
增加:用于电热元件电气绝缘的氧化镁和矿物陶瓷纤维不被认为是吸湿性材料。(22.21)
补充试验:
带有保护电子线路的、带有一个通过电子断开获得断开位置的开关的器具或者带有处于待机状态开关的器具的非正常工作测试。
21 机械强度
增加:固体绝缘的易触及部件的强度要求和试验方法。(21.2)
附加绝缘厚度不少于1mm和加强绝缘厚度不少于2mm,则不进行该试验。试验后,已被刮蹭的和未刮蹭的绝缘均应经受住16.3的电气强度试验。
增加:对带保护性电子电路的器具、带有一个通过电子断开获得断开位置的开关的器具或者带有处于待机状态开关的器具有关电磁现象的试验要求。(19.11.4)
增加:对于保护系统或者控制系统被设计为可使绕组永久断开的电动机-压缩机,将电动机-压缩机和电动机-压缩机保护系统(如果有)连同所有元件结合起来在转子锁住的状态下重新通电。应尽可能在断开时间最小值为6秒的情况下,重复该动作10次。如果因为保护系统或者控制系统的固有特性使得断开时间长于6秒,则允许用该断开时间进行该试验。
补充试验:
1、安全特低电压电路的检查;
2、保护特低电压电路的接地电阻检查;
3、手持式器具的印刷电路板检查。
29 电气间隙、爬电距离和固体绝缘
修改:采用了新的体系,而且与第14章紧密相连,结构上与旧版相差较大。
补充试验:
爬电距离、电气间隙、穿通绝缘距离的重新检查。
新旧国标对照表
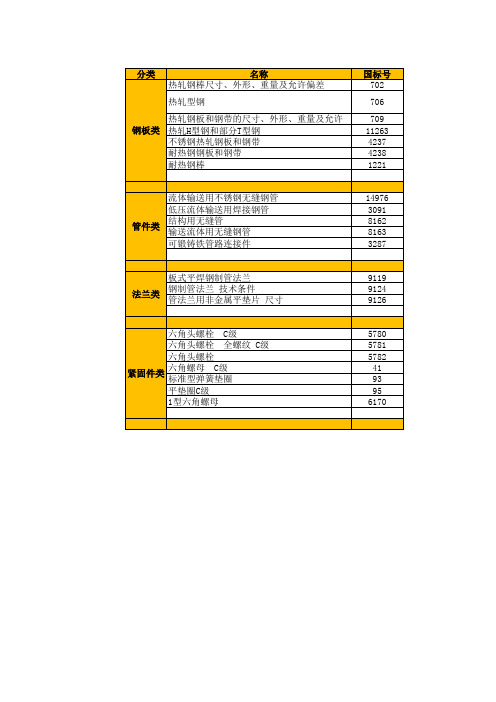
14976 3091 8162 8163 3287
板式平焊钢制管法兰 钢制管法兰 技术条件 法兰类 管法兰用非金属平垫片 尺寸
9119 9124 9126
六角头螺栓 C级 六角头螺栓 全螺纹 C级 六角头螺栓 六角螺母 C级 紧固件类 标准型弹簧垫圈 平垫圈C级 1型六角螺母
5780 5781 5782 41 93 95 6170
分类
名称 热轧钢棒尺寸、外形、重量及允许偏差 热轧型钢
国标号 702 706 709 11263 4237 4238 1221
热轧钢板和钢带的尺寸、外形、重量及允许偏差 钢板类 热轧H型钢和部分T型钢 不锈钢热轧钢板和钢带 耐热钢钢板和钢带 耐热钢棒
流体输送用不锈钢无缝钢管 低压流体输送用焊接钢管 结构用无缝管 管件类 输送流体用无缝钢管 可锻铸铁管路连接件
最新年份 2008 2008 2006 2010 2007 2007 2007
备注 取代原706、707、9787、9788、9946 包含ห้องสมุดไป่ตู้ [ L
2002 2008 2008 2008 2000
2010 2010 2008
2000 2000 2000 2000 1987 2002 2000
分类名称国标号热轧钢棒尺寸外形重量及允许偏差702热轧型钢706热轧钢板和钢带的尺寸外形重量及允许偏差709热轧h型钢和部分t型钢11263不锈钢热轧钢板和钢带4237耐热钢钢板和钢带4238耐热钢棒1221流体输送用不锈钢无缝钢管14976低压流体输送用焊接钢管3091结构用无缝管8162输送流体用无缝钢管8163可锻铸铁管路连接件3287板式平焊钢制管法兰9119钢制管法兰技术条件9124管法兰用非金属平垫片尺寸9126六角头螺栓c级5780六角头螺栓全螺纹c级5781六角头螺栓5782六角螺母c级41标准型弹簧垫圈93平垫圈c级951型六角螺母6170钢板类管件类紧固件类法兰类最新年份备注20082008取代原706707978797889946包含il20062010200720072007200220082008200820002010201020082000200020002000198720022000
(整理)新老规范有效及废止对照表年

一、《标准图集》有效、废止对照表
精品文档
精品文档一、《标准图集》有效、废止对照表
精品文档一、《标准图集》有效、废止对照表
精品文档一、《标准图集》有效、废止对照表
一、《标准图集》有效、废止对照表
精品文档
一、《标准图集》有效、废止对照表
精品文档
二、《工程质量验收规范》有效、废止对照表
精品文档
二、《工程质量验收规范》有效、废止对照表精品文档
精品文档
精品文档三、《各类工程技术规范、规程》有效、废止对照表
精品文档三、《各类工程技术规范、规程》有效、废止对照表
精品文档四、《各类施工规范、规程》有效、废止对照表
精品文档五、《基础及勘察等技术规范、规程》有效、废止对照表
六、《各类设计规范》有效、废止对照表
精品文档
七、《市政园林绿化规范、规程》有效、废止对照表
精品文档
七、《安全规范、规程》有效、废止对照表
精品文档
七、《安全规范、规程》有效、废止对照表精品文档
精品文档
精品文档八、《幕墙及保温类规范、规程》有效、废止对照表
精品文档九、《各类验评标准》等有效、废止对照表
精品文档。
国家卫生城市新旧标准调整内容对照表

第1条.全年API指数<100的天数占全年天数比例≥70%。
地级与地级以上城市所有考核监测点位全部采用空气自动监测系统,县级城市至少有两个以上监测点位采用空气自动监测系统。
项目
旧标准
新标准
备注
市容环
境卫生
第8条.建筑工地管理符合《建筑工地现场环境与卫生标准》要求,施工场地设置的隔离护栏规范,高度不低于1.8米;施工现场清洁,物料堆放整齐;建筑垃圾管理规范,设置车辆冲洗设施,全面实施密闭运输,无偷倒乱倒现象;职工食堂、宿舍符合卫生要求,厕所、洗浴间保持清洁。待建的工地管理到位,无乱倒垃圾和乱搭乱建现象。
第2条.认真贯彻执行《公共场所卫生管理条例》,工作有计划,落实计划有依据。卫生监督、监测和技术指导规范,资料齐全。
食品安全
第5条.食品生产经营单位的生产经营活动符合有关法律、法规与标准规定,有健全的食品卫生管理制度和采购索证、进货检查验收、台帐、过期食品退市等制度,生产经营设备、设施与从业人员健康状况符合相应的卫生要求。
国家卫生城市新旧标准调整内容对照表
项目
旧标准
新标准
备注
爱国卫生
组织管理
第6条.有关部门认真办理群众卫生投诉,群众对全市卫生状况满意率≥90%。
设立群众卫生问题投诉平台,畅通群众投诉渠道,认真办理群众投诉。群众反映问题解决或答复率≥90%,群众对全市卫生状况满意率≥90%。
健康教育
第3条.各级医院能采取多种形式、有针对性地向病人与其亲属开展健康教育,住院病人相关卫生知识知晓率≥80%。
第9条.建成区绿系统规划编制完成,绿线管制制度得到落实。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
国标(新旧版本)、部标对照表G B/T9711-2011(PSL1钢管)GB/T9711.1-1997(A级钢管)SY/T5037-2000适用范围石油天然气工业管线输送系统用钢管石油天然气工业输送用钢管燃气、水煤气、空气、采暖、蒸气等普通流体输送管道用钢管钢种L175-L485 L175-L485 Q195、Q215、Q235尺寸管体外径(mm)方法:用卷尺用周长法逐根测量168.3<D≤610±0.0075D但最大为±3.2610<D≤1422±0.005D但最大为±4.0D>1422依照协议方法:用卷尺用周长法逐根测量D<508±0.75%DD≥508±1.00%D方法:用卷尺用周长法逐根测量D<508±0.75%DD≥508±1.00%D管端外径(mm)168.3<D≤610±0.005D但最大为±1.6610<D≤1422±1.6管端包括钢管每个端头100mm长度范围内的钢管。
逐根测量D≤273.1-0.40~+1.59D>323.9-0.79~+2.38方法:外径小于323.9在管端101.6mm范围内用环规法测量,外径大于508mm的钢管用测径卷尺测量。
逐根测量D<508±0.75%D或±2.5,取最小值D≥508±0.50%D或±4.5,取最小值方法:外径小于323.9在管端101.6mm范围内用环规法测量,外径大于508mm的钢管用测径卷尺测量。
逐根测量偏差壁厚<508(mm) 不受管径影响,不分钢级只与公称壁厚有关。
T≤5.0允许偏差±0.55.0<T≤15.0允许偏差±0.1T15.0≤T允许偏差±1.5方法:用壁厚千分尺测量,钢管内外壁不能有锈和焊点、最少测二点,记录偏差最大者或者用经校准具有相应精度的无损检测装置测量。
每根钢管逐根测量-12.5%t~+15.0%t方法:用壁厚千分尺测量,钢管内外壁不能有锈和焊点、最少测二点,记录偏差最大者或者用经校准具有相应精度的无损检测装置测量。
每根钢管逐根测量±12.5%t方法:用壁厚千分尺测量,钢管内外壁不能有锈和焊点、最少测二点,记录偏差最大者或者用经校准具有相应精度的无损检测装置测量。
每根钢管逐根测量≥508(mm) L175~L245-10.0%t~+17.5%t方法:用壁厚千分尺测量,钢管内外壁不能有锈和焊点、最少测二点,记录偏差最大者或者用经校准具有相应精度的无损检测装置测量。
每根钢管逐根测量±10.0%t方法:用壁厚千分尺测量,钢管内外壁不能有锈和焊点、最少测二点,记录偏差最大者或者用经校准具有相应精度的无损检测装置测量。
每根钢管逐根测量L290~L555 -8.0% t~+19.5% t方法:用壁厚千分尺测量,钢管内外壁不能有锈和焊点、最少测二点,记录偏差最大者或者用经校准具有相应精度的无损检测装置测量。
每根钢管逐根测量椭圆度(mm) 除管端外168.3<D≤6100.020D610<D≤1422D/T≤75时0.015D 但最大15 。
D/T>75时协议。
D>1422 依照协议。
方法:采用杆规、卡尺、卡钳或其它能够测量实际最大直径与最小直径的测量工具至少每4h测量一次D>508的钢管在距管端101.6范围内最大外径不得比公称外径大1%D,最小外径不得比公称外径小1%D。
方法:采用杆规、卡尺、卡钳或其它能够测量实际最大直径与最小直径的测量工具管端100mm范围内±1%D方法:采用杆规、卡尺、卡钳或其它能够测量实际最大直径与最小直径的测量工具弯曲度(直度)(mm) 钢管全长相对于直线的总偏离应≤0.2%的钢管总长度。
在每个管端1000mm长度上相对于直线的局部偏离应≤4.0mm方法:可采用拉紧的细金属丝沿钢管的侧表面从一端拉至另一端,测量钢管侧表面至直线的最大偏差。
至少每4h测量一次不得超过钢管总长的0.2%方法:可采用拉紧的细金属丝沿钢管的侧表面从一端拉至另一端,测量钢管侧表面至直线的最大偏差80%随机抽查不得超过钢管总长的0.2%方法:可采用拉紧的细金属丝沿钢管的侧表面从一端拉至另一端,测量钢管侧表面至直线的最大偏差30%随机抽查管端坡口坡口角30°~35°钝边1.6±0.8方法:用焊缝检验尺测量,坡口角度最大和最小值两个极限处记录读数。
50%随机抽查坡口角30°~35°钝边1.59±0.79方法:用焊缝检验尺测量,坡口角度最大和最小值两个极限处记录读数。
50%随机抽查坡口角30°~35°钝边1.6±0.8方法:用焊缝检验尺测量,坡口角度最大和最小值两个极限处记录读数。
20%随机抽查切斜(mm) <1.6mm方法:用直角尺测量,将直角尺的短直角边放置在管壁上,并使大部分接触,另外一直角边贴紧管端自然垂下,测量垂下的边与管端钝边之间的间隙,转动管子沿管端周均布连测三下,记录最大间隙。
60%随机抽查<1.59方法:用直角尺测量,将直角尺的短直角边放置在管壁上,并使大部分接触,另外一直角边贴紧管端自然垂下,测量垂下的边与管端钝边之间的间隙,转动管子沿管端周均布连测三下,记录最大间隙。
60%随机抽查D<813,≤1.6 D≥813,≤3.0方法:用直角尺测量,将直角尺的短直角边放置在管壁上,并使大部分接触,另外一直角边贴紧管端自然垂下,测量垂下的边与管端钝边之间的间隙,转动管子沿管端周均布连测三下,记录最大间隙。
30%随机抽查错边(mm) t≤12.7(mm)对新版本国标标准不适用T≤15.0mm 最大允许错边1.5mm15.0<T≤25.0 最大允许错边0.1TT>25.0 最大允许错边2.5这些限制同样适用于钢带/钢板对头焊缝。
方法:用焊缝检验尺或深度游标卡尺测量,≤1.59方法:用焊缝检验尺或深度游标卡尺测量,测量方向应垂直于焊缝。
50%随机抽查t≤12.5 0.35 t且不得大于3.0方法:用焊缝检验尺或深度游标卡尺测量,测量方向应垂直于焊缝。
50%随机抽查t>12.7(mm)对新版本国0.1251与3.18的取最小值方法:用焊缝检验尺或深度游标卡尺测量,测量t>12.5 0.25 t方法:用焊缝检验尺或深度游标卡尺测量,测标标准不适用测量方向应垂直于焊缝。
50%随机抽查方向应垂直于焊缝。
50%随机抽查量方向应垂直于焊缝。
20%随机抽查焊缝余高(mm) T≤13.0内焊余高最大值3.5,外焊缝余高最大值3.5T>13.0内焊余高最大值3.5,外焊缝余高最大值4.5管端至少100mm,范围内的内焊缝余高去除,使得焊缝不高出临近钢管表面0.5mm。
方法:目测焊缝成型情况,选择有代表性部位,用焊缝检验尺或深度游标卡尺测量,测量方向应平行于管子轴线。
50%随机抽查t≤12.7…<3.18t>12.7<4.76方法:目测焊缝成型情况,选择有代表性部位,用焊缝检验尺或深度游标卡尺测量,测量方向应平行于管子轴线。
50%随机抽查t≤12.5…<3.2t>12.5<4.8方法:目测焊缝成型情况,选择有代表性部位,用焊缝检验尺或深度游标卡尺测量,测量方向应平行于管子轴线。
20%随机抽查咬边1、深度>0.4mm但≤0.8mm的咬边应接收,只要:1)单个长度≤0.5T,且2)单个深度≤0.1T,且3)在任意300mm长度的焊缝上,这样的咬边不超过两个,且4)所有这些咬边都按表面缺陷修磨法进行了修磨处理。
2、深度≤0.4mm的咬边应接收(不考虑长度),且按表面缺陷修磨法进行了修磨。
3、超过1规定的咬边判为缺陷按不可修整表面缺陷的方法进行修补处理1、最大深度为0.79mm且不超过钢管壁厚的12.5%,最大长度为钢管壁厚的一半,且在任意0.3m长度焊缝上,这样的咬边不超过两处。
2、最大深度为0.4mm长度不限。
3、深度不超过0.79mm且不超过钢管规定壁厚的12.5%的咬边采用修磨法去除。
4、深度超过0.79mm或钢管规定壁厚12.5%的咬边视为缺陷。
1、最大深度为0.8mm且不超过钢管壁厚的12.5%,最大长度为钢管壁厚的一半,且在任意0.3m长度焊缝上,这样的咬边不超过两处。
2、最大深度为0.6mm长度不限。
3、深度不超过0.8mm且不超过钢管规定壁厚的12.5%的咬边采用修磨法去除。
4、深度超过0.8mm或钢管规定壁厚12.5%的咬边视为缺陷。
静水压试验逐根试验,D≤457mm的焊接钢管压力保持时间不少于5S,D>457mm的焊接钢管的压力保持时间不少于10S逐根100%检验逐根100%检验无损检验逐根全长100%X检验或距管端最小长度203mm以外的焊缝100%超声波检测、加对头焊缝、丁字焊缝和管端203mmX射线检验逐根全长100%X检验或距管端最小长度203mm以外的焊缝100%超声波检测、加对头焊缝、丁字焊缝和管端203mmX射线检验补焊焊缝,对头焊缝,环向焊缝应进行X射线或超声波检验;螺旋焊缝抽查20%的钢管。
用于可燃气体输送管的螺旋焊缝应100%的检验。
钢管焊缝外观质量不得有烧穿、断弧、裂纹、气孔、孤坑、咬边成型不良等缺陷。
钢管表面质量钢管表面不得有裂缝、结疤、折叠以及其它深度超过标称壁厚下偏差的缺陷。