操作手册-PP-030-工艺路线主数据
SAP用户操作手册(PP模块)
PE料单确认(PP)模块一 .业务流程PP:生产订单确认 (4)业务流程简介 (4)业务流程图 (4)务流程各步骤说明 (4)1.工作中心 (4)1. 1创建厂内生产标准工作中心 (4)1.2修改厂内生产标准工作中心 (9)1.3查看厂内生产标准工作中心 (14)2 工艺路线 (19)2.1创建厂内加工工艺路线 (19)2.2更改厂内加工工艺路线 (34)2.3复制创建厂内加工工艺路线 (42)2.4删除厂内加工工艺路线 (47)2.5显示厂内加工工艺路线 (50)2.6组件工艺路线自动划分 (58)3 生产版本的定义 (60)3.1创建生产版本(C223) (61)3.2更改生产版本C223 (66)3.3删除生产版本 (68)3.4关于生产版本维护的规定 (69)4. 读取PP主数据 (70)5 确认ARF-DN(仅限外销) (71)6确认配管BOM (74)7生产订单修改 (81)7.1生产订单总数量的修改 (81)7.2生产订单中组件(部件)需求数量的修改、部件的删除、部件的增加、物料工艺重新分配 (82)7.3生产订单中文本信息的填写(同COHV修改生产订单) (87)7.4生产订单中工作中心的增加、修改、删除 (87)7.5生产订单中工作中心的修改(通过程序) (97)8生产订单与该订单BOM的比较 (99)9备损的处理 (101)9.1贴片备损 (101)9.2外销标准备损的处理 (105)9.3自选备损的处理 (108)9.4其它ODF组件备损的处理 (109)10生产订单的创建 (110)10.1外销生产订单的创建 (110)10.2内销生产订单的创建 (115)11生产订单的下达 (116)12生产订单的显示 (122)13工艺指导书的使用 (129)14批次信息(WBS、ODF)创建、查询 (131)15 附--料单确认过程记录表 (137)二 .业务流程PP:PECN制作 (138)2.1PECN的创建 (138)2.2PECN的审核 (149)2.3PECN的会签 (157)2.4PECN批准 (164)2.5 激活PECN (172)2.6 PECN删除标记的使用(不需要维护生产订单) (180)2.7 PECN的打印及查询 (181)2.8备注 (186)2.9PECN附件操作 (186)2.10ECN查库存 (193)2.11选择PECN的小订单 (196)三.做SAP料单注意事项 (196)一 .业务流程PP:生产订单确认业务流程简介这部分解释如何批准生产订单的过程。
PP主数据

R
SAP AG
14
物 料 BOMs 和物 料
BOM 抬 头 组 件的 物料 主记 录
项 目10
子 件1物 料主 记录
项 目 20
子 件2物 料主 记录
对 于在 BOM中键 入的 每个 物料 ,主记 录必 须在 相应 的工 对 于在 BOM中键 入的 每个 物料 ,主记 录必 须在 相应 的工 厂 中维 护. 厂 中维 护.
4
目录
• 第一章: 主数据是什么?
• 第二章: 物料主数据
• 第三章: BOM物料清单
• 第四章: Work Center工作中心
• 第五章: Routing工艺路线
5
物料主数据中的组织架构
一般数据
Client
物料号 描述 计量单位 技术数据
• 物料主数据有其层次结构,它覆盖 到以下组织层:
SAP AG
15
项目类别
项 目类 别:
当创建一个新的BOM时, 你必须对每个组件指定一个项目分类 . 项目分类影响一个项目的工艺.
可 库存 项目 非 库存 项目 可 变尺 寸项 目 文 本项 目 文 件项 目 类 项目
R
SAP AG
16
目录
• 第一章: 主数据是什么?
• 第二章: 物料主数据
3
物料主数据 (MRP, Work Scheduling Data)
• WHAT are the end products and components, raw materials
物料清单 BOM • WHAT are the end products consist of
工作中心 Work Center (Machines, Labor)
ERP-手册-PP-030-物料清单(BOM)维护
ERP(SAP)操作手册文档描述:物料主数据操作文档名称:ERP_手册_PP_030作者:窦志坚版本:V1.0状态:交付稿发布日期:2022年4月25日修改历史:修改日期修改人修改内容审批控制:审批日期审批人审批人签字/日期王幸福目录目录 (3)备注 (4)简要说明 (4)1. 创建 (4)1.1处理路径 (4)1.2生成商品BOM(初始屏幕) (5)1.3生成商品BOM:通用项目总览 (6)1.4存盘 (9)2. 更改商品BOM (10)2.1处理路径 (10)2.2初始屏幕 (11)2.3存盘单击‘‘存盘。
(14)3. 显示 (15)3.1处理路径 (15)3.2展示商品BOM:初始屏幕 (15)3.3显示 (17)名词解释 (18)备注1.在ERP一期一波以第一事业部为试点的有前端业务,在生产系统和测试系统中工厂代码为9000。
2.在ERP一期一波的无前端业务(财务),工厂代码为0201——0208。
3.测试系统IP:10.2.8.4 生产系统IP:10.2.8.9简要说明BOM:物料清单,描述组成一个产品或装配的完整、正式的零部件结构清单。
该清单包括每个零部件的项目号、数量和计量单位1. 创建商品BOM的创建包括:♦创建商品BOM初始屏幕需要维护物料,工厂,用途♦创建商品BOM的组件维护项目类别文本,组件物料号,数量以及物料的状态/长文本1.1处理路径菜单Sap 菜单 > 后勤 > 生产> 主数据 > 商品清单> 商品BOM>CS01---创建事务代码CS011.2 生成商品BOM(初始屏幕)字段简要说明状态用户维护备注必选项0201工厂商品所属工厂物料商品物料号必选项L017BOM用途必选项 1 按F4可选择按回车键进入下一屏幕。
1.3 生成商品BOM:通用项目总览字段说明状态用户维护备注项目类别文本必输项L 按F4键选择可选项组件组件的物料号必输项Wgj001,lj001数量组件的数量必输项 1 , 2双击0010维护组件wgj001单击状态/长文本字段说明状态用户维护备注项目文本选择项z项目文本选择项装配同样道理维护lj001 1.4存盘单击‘ ‘ 存盘。
PP标准流程操作手册

PP标准流程操作手册1.PP模块的主数据PP模块的主数据主要包括以下几方面:物料主数据,bom,工作中心,工艺路线,以下将详细讲述这些主数据的具体创建;1.1物料主数据事务代码:MM01根据不同的物料选择相应的视图,其中成品和半成品则需要选择“工作计划”视图将以上字段录入完毕,回车进入下个视图产成品和半成品均需要维护此工作计划视图;此视图维护完毕,回车继续维护下个视图,之后保存即可;1.2BOM1.2.1BOM的创建事务代码:CS01系统提示已为物料创建bom;1.2.2BOM的删除在实际业务中,由于产品需要更换bom,而老的bom需要删除的时候,或者某个成品有多个bom,而老的bom已经废弃不用需要删除时需要用到bom的删除操作;事务码:CS02路径:后勤——生产——主数据——物料清单——物料bom——CS02双击该事务码进入下图:录入需要删除的产品的物料代码,工厂,bom用途,然后回车进入下图1,进入下图如果我们要删除这个bom的话,点击菜单栏中的“物料bom——删除”,此时出现一对话框如下图点击“是”以上为bom的删除操作;1.2.2BOM反查清单BOM是从生产产成品或半成品需要多少组件的角度;有时候,我们需要查找某个材料的用途是什么,他被用来制造什么产成品或半成品;这可以使用本步骤的“物料所用出清单”,或者称之为“反查清单”路径:SAP菜单——后勤——生产——主数据——物料清单——报告——所用处清单——CS15-物料双击该事务代码,进入下图我们选择要查的是哪个物料的用途以及一些限制条件,例如,是通过哪种BOM,是直接使用的,还是通过“类”被使用的;字段录入完毕,点进入下个屏幕录入相应的工厂代码及用途,点击运行图标,进入下图此时系统将该原材料所用处清单显示如上图;重复此方法可以查找其他物料的所用处清单;1.3创建工作中心事务代码:CR01字段名称填写内容填写规则和解释工厂1101 录入相应的工厂工作中心Testcyn6 工作中心的编码采用外部给号的原则,可以是数字,字母或者数字加字母的方式工作中心类别0001 按照规定,进行选择字段名称填写内容填写规则和解释工作中心描述Test——cyn6 根据需要对工作中心进行描述负责人员Cyn 根据工作中心的不同负责人员也有所不同,可根据实际需要进行选择用途001仅有的工艺路线按示例填写标准值码Sap1常规生产按示例填写有效性001sap示例根据实际情况有选择的录入基本数据维护完毕,进入“缺省值”页签字段名称填写内容填写规则和解释控制键值PP01 需选择pp01—pp04中的相关值标准值的计量单位H小时字段名称填写内容填写规则和解释能力类别001 需与工作中心类别保持此时系统显示工作中心testcyn6在工厂1101中被创建;1.4创建工艺路线事务代码:CA01此时完成工艺路线的创建过程;2.事务代码:MC883.将销售运作计划转为物料需求计划事务代码:MC74的生产计划”字段录入完毕点击并点击进入下图此时表明已经传输成功;通过显示需求计划MD63则可以看到,如下图演示4.运行MRP事务代码:MD02运行单个物料,MD01运行整个工厂下的所有物料例如运行单个物料的MRP,事务代码MD02字段名称填写内容填写规则和解释物料录入需要运行mrp的物料代码工厂1101 录入该物料对应的工厂MRP控制参数1,3,1,3,1 按示例选择字段录入完毕回车进入下图25.查看MRP运行结果并转换生成订单事务代码:MD04录入事务代码md04,进入下图字段名称填写内容填写规则和解释物料录入需要查看运行结果的物料代码工厂1101 录入该物料对应的工厂必输字段录入完毕回车进入下图通过此图可以看出运行mrp后产生了一个计划订单0000025849数量为105件,此时需要将计划订单转为生产订单具体操作为:双击此计划订单,进入下图点击上图中的生产订单图标进入下图点击上图中的,进入下图总计数量105件,为生产订单数量;之后点击保存图标产生一生产订单号1000026,此时完成计划定单向生产订单的转换;6.生产订单的下达生产订单下达有两种方式:自动下达和手工下达,其中自动下达是通过更改后台设置和物料主数据的工作计划视图来实现,具体操作如下:6.1生产订单的自动下达路径:spro——生产——商品低价控制——主数据——定义生产计划参数文件点击运行图标进入下图选中需要更改的行项目,点击图标,进入下图在“自动操作”下面将“下达”给选中,如上图标识,之后保存并退出即可;后台设置完毕,对物料主数据的“工作计划视图”也需要做相应的维护,具体如下:图中的工作计划视图里的字段“生产参数文件”需要做相应的维护,如上图标识; 以上内容维护完毕,在将计划订单转化成生产订单时,生产订单将会自动下达; 6.2生产订单的手工下达订单的手工下达同样有两种方法具体如下:1、通过co02修改生产订单来实现事务代码:CO02录入相应的生产订单号,如上图显示,之后回车进入下图点击图中的下达图标,然后保存即可;此时完成对生产订单的下达操作;2、通过CO05下达生产订单事务代码CO05字段名称填写内容填写规则和解释工厂1101必输字段根据需要有选择的录入订单类型PP01可选字段按示例填写计划的下达日期可选字段默认的是当天,可根据需要做相应的调整其他字段可选字段目的在于更精确的查找到需要下达的生产订单字段录入完毕,点击运行图标进入下图此时系统会将满足相应条件的信息给自动带出来,如上图显示选中需要下达的行项目,并点击按钮如下图下达完毕,退出即可,此时完成对生产订单的下达操作,该操作可以对多个生产订单同时下达,而不需要单个单个的操作,相对co02操作比较方便,提高工作效率;6.3生产订单下达的取消生产订单下达完毕,如果有特殊问题需要取消时,则需要用到以下操作:事务代码:CO02录入需要取消下达的生产订单例如上图,之后回车进入下图点击上图标题栏中“功能”按钮下面的“读取pp主数据”弹出对话框如下图点击“继续”按钮,出现下图对话框回车如下图,此时订单已经取消下达之后保存即可,完成对订单的取消下达操作;7.根据生产订单进行收货事务代码:MIGO录入事务代码migo进入下图注意调整生产订单收货时的订单类型,以及移动类型101,如上图,之后录入生产订单号,如1000026,并回车进入下图输入库存地点1101成品一库,并将项目确定打钩,如果需要对数量进行修改则见下图在此处修改即可;以上字段录入完毕可以点击检查图标进行检查没有问题后点击保存图标保存即可,此时产生一物料凭证号如下图显示此时完成对生产订单的收货操作;8.对生产订单的投料事务代码:MB1A录入事务代码MB1A,进入下图点击图中的到订单,进入下图录入相应的订单号,例如1000026,回车进入下图此时系统会通过bom自动带出标准的耗用数量,可根据实际耗用数量进行修改,例如下图修改完毕,点击保存图标时会自动显示出其的必输字段,如下图录入移动原因以及存储位置字段,其中移动原因处输的是每个生产班组相应的代码,bom里包含的每个物料都需要录入相应的移动原因和存储位置;维护完毕回车自动产生一个投料的物料凭证,如下图此时完成对生产订单的投料操作;9、生产订单的确认事务代码:CO15录入事务码CO15并回车进入下图1界面录入需要确认的生产订单号,如:1000134,回车进入下图点击最终确认按钮,在实际数据页签录入要确认的产量如100件,订单执行开始和结束时间根据实际情况录入;之后回车并保存如下图10、与生产相关的其他内容10.1MMD1创建mrp参数文件事务代码mmd1的作用在于创建mrp参数文件,而mrp参数文件和创建物料主数据有密切的关联,如下图,我们在创建物料主数据mrp试图的时候,组织级别页面中参数文件中有“mrp 参数文件”字段,目前为可选字段;路径:后勤——生产——主数据——物料主记录——参数文件——mrp参数文件双击该事务代码进入下图录入mrp参数文件名,通常为四个字符,如上图,录入完毕回车进入下图录入参数文件的描述如“测试用mrp参数文件”,mrp参数文件的复选框中,“Field”列中包含了所有mrp中4个视图中的相关字段,这些字段中的数值可以设定为固定值,也可以是缺省的,如上图,维护完毕点击,进入下图以上的字段中必输字段为上图维护的为“固定值”的字段,相反定义的是“缺省值”的,再此处为可选字段,如上图显示;将以上字段录入完毕,如下图以上字段维护完毕,点击“”进入下图将以上字段维护完毕,回车保存即可此时完成mrp参数文件0001的创建过程,这时候我们在创建物料主数据的时候在组织级别页面中参数文件中“mrp参数文件”字段中,选择mrp参数文件为0001,如下图回车进入下图此时你会发现在mrp的四个试图中,mmd1中mrp类型已经定义为固定值pd,此时系统会自动显示出来,而且是不可修改状态的,而mrp控制者由于为可选字段,他的值虽然会显示出来,但是我们仍然可以对他进行修改;同样在mrp2中也存在类似于此的内容,如下图显示以上就是如何创建mrp参数文件,以及参数文件创建的作用;10.2MP80创建预测参数文件事务代码mp80的作用在于创建预测参数文件,而预测参数文件和创建物料主数据有密切的关联,如下图,我们在创建物料产成品主数据的预测试图的时候,组织级别页面中参数文件中有“预测参数文件”字段,目前为可选字段;路径:后勤——生产——主数据——物料主记录——参数文件——预测参数文件双击该事务代码,进入下图:录入预测参数文件名,通常为四个字符,如上图,录入完毕回车进入下图录入参数文件的描述如“测试用的预测参数”,预测参数文件的复选框中,“Field”列中包含了所有预测试图中的相关字段,这些字段中的数值可以设定为固定值,也可以是缺省的,如上图,维护完毕点击,进入下图录入相应的参数值,参见上图,录入完毕回车并保存,如下图此时完成预测参数文件的创建操作;这时候我们在创建物料主数据的时候在组织级别页面中参数文件中“预测参数文件”字段中,选择预测参数文件为0002,如下图此时你会发现在预测试图中,mp80中预测模式已经定义为固定值d,此时系统会自动显示出来,而且是不可修改状态的,而预测期间和固定期间为可选字段,他的值虽然会显示出来,但是我们仍然可以对他进行修改,如下图显示以上就是如何创建预测参数文件,以及参数文件创建的作用;。
操作手册-PP-030-工艺路线主数据
ERP(SAP)操作手册文档描述:工艺路线主数据操作文档名称:操作手册-PP-030工艺路线主数据.doc修改历史:审批控制:目录简要说明 (4)1. 创建工艺路线 (4)1.1处理路径 (4)1.2初始屏幕 (5)1.3创建工艺路线:表头细节 (6)1.4创建工艺路线:工序总览 (7)1.5创建工艺路线:工序细节数据 (9)1.6创建工艺路线:存盘 (10)2. 更改工艺路线 (10)2.1处理路径 (10)2.2初始屏幕 (11)2.3更改数据 (13)2.4存盘 (14)3 显示ROUTING (14)3.1处理路径 (14)3.2初始屏幕 (15)3.3显示 (17)4. 删除ROUTING表头 (17)4.1处理路径 (17)4.2初始屏幕 (18)4.3删除R OUTING:表头 (20)5. 删除ROUTING工序 (20)5.1处理路径 (20)5.2删除R OUTING工序 (21)简要说明工艺路线(Routing)主数据是执行生产业务过程中最主要的基础数据之一,工艺路线不仅包含了产品在生产过程中工序信息和数量结构,同时也体现了产品在生产过程中作业量(循环水、电、蒸气、软水等)的单耗水平,为后续产品的标准成本核算、生产过程中计算作业量的标准消耗用量,提供数据基础。
1. 创建工艺路线物料清单主数据创建包含:♦创建工艺路线表头数据工艺路线表头数据是维护产品工艺路线的基础数据,主要包括该工艺路线的用途、状态等信息。
♦创建工艺路线通用项目数据工艺路线通用项目数据是维护该产品工艺路线中涉及到的各种作业量的数值以及产品的基本数量信息,主要涵义就是维护该产品在该工艺中各个作业的单耗水平,例如1000吨合成氨,消耗循环水、电、蒸气、软水、氧气、制造费的数量。
1.1处理路径1.2 初始屏幕字段简要说明状态用户维护备注物料产品物料编码必输项使用MM已经维护完毕的物料编码,只允许输入产品工厂生产工厂编码必输项2410关键日期生效日期可选项系统默认日期按回车键进入下一屏幕。
SAPMTS案例教程PP主数据前台操作(2024)

02
加强用户培训和支持
提供针对PP主数据前台操作的培训和 支持,提高用户的数据意识和操作技 能,减少数据错误和问题的发生。
03
定期进行数据质量检 查和评估
建立定期的数据质量检查和评估机制 ,及时发现并解决数据质量问题,确 保PP主数据的准确性和完整性。
2024/1/30
30
2024/1/30
07
总结与展望
设置工作中心的容量、排 程、成本等相关参数;
完成工作中心主数据的创 建后,进行审核和发布操 作。
17
创建工艺路线主数据
2024/1/30
01 进入SAP系统,选择“生产”模块下的“主数据 ”子模块;
02
在主数据界面中,选择“工艺路线”选项;
03 选择“创建”功能,进入工艺路线主数据创建界 面;
18
案例分析与实践
通过具体案例,演示如何在SAP ERP系统中进行PP主数 据的前台操作,包括物料主数据、工作中心、工艺路线、 生产版本等关键对象的维护和管理。
2024/1/30
常见问题与解决方案
针对PP主数据前台操作中可能遇到的常见问题,提供有 效的解决方案和操作技巧,帮助用户更好地应对实际工作 中的挑战。
保存物料主数据,并检查 创建结果。
23
工作中心主数据创建实例
进入SAP系统,选择“ 生产”模块中的“工作
中心”子模块。
01
设置工作中心的产能、 效率、成本等参数。
03
保存工作中心主数据, 并检查创建结果。
05
2024/1/30
在工作中心主数据维护 界面,输入工作中心编 号、名称、所属工厂等
基本信息。
显
主数据的安全性和隐私保护将成为 未来发展的重要方向,企业需要建
PP-最终用户操作手册
SAP最终用户培训手册供SAP R/3系统PP-生产计划单元最终用户使用目录1主数据查询 (1)1.1查询物料主数据 (2)1.2查询工作中心(生产线) (5)1.3查询物料BOM (8)1.3.1 显示单层BOM (8)1.3.2 结构多层展开BOM显示(CS12) (10)1.3.3 反查BOM (CS15) (12)1.4显示工艺路线 (15)1.5生产版本 (19)2主生产计划(MPS) (23)2.1建立和维护产品组 (23)2.1.1 创建单层产品组 (24)2.1.2 创建多层产品组 (27)2.1.3 修改产品组 (28)2.1.4 产品组显示 (34)2.2创建独立需求 (37)2.2.1 创建独立需求 (37)2.2.2 修改独立需求 (42)2.2.3 显示独立需求 (48)2.3运行主生产计划(MPS) (50)2.3.1 运行工厂级主生产计划 (50)2.3.2 运行物料层主生产计划 (52)2.4调整计划订单 (56)2.4.1 库存/需求清单 (56)2.4.2 计划订单的集中调整 (68)2.5运行MRP(物料需求计划) (78)2.5.1 运行MRP (78)2.5.2 查询原材料采购计划 (80)1主数据查询功能描述:主要在系统中对生产模块中的相关主数据进行查询。
以对系统中设置各种主数据进行了解。
主要步骤:查询物料主数据查询工作中心查询工艺路线(定额工艺路线和标准工艺路线)查询物料BOM查询生产版本定义:物料主数据(material master):有时也叫物料代码,是计算机系统对物料的惟一识别代码。
R/3在一个称为物料及产品主文件记录的综合数据集内存储全部与设计、销售、分销、采购、计划及生产的有关记录。
它们只能用“物料类型”来区分。
在你对系统进行用户化时,定义物料类型,如产成品、原材料或消耗品工作中心(work center):工作中心是在生产工厂内执行工序和作业的场所。
313大连重工SAP实施项目-单元测试-生产-单元测试-PP-030-工艺路线的创建修改显示流程

单元测试文档测试情景描述工艺路线的创建/修改/显示文档名称单元测试--PP-030-工艺路线的创建修改显示流程版本V1.0 测试脚本步骤生产订单下达处理流程情景事件事物代码/菜单路径测试操作描述预计结果实际结果输入/输出单据测试人状态/备注1 创建工艺路线CA01后勤 -> 生产 -> 主数据 -> 工艺路线 -> 工艺路线 -> 标准工艺路线 ->创建输入事物代码CA01点击进入菜单页物料:lj099;工厂:0201;关键日期:20xx.02.23点击进入下一屏表头细节用途:1;状态:4点击进入创建视图1) 输入工作中心R回车,系统自动带出工作中心内容(控制码,标准文本码和描述)双击工序号0010进入工序设置屏基本数量:1;工序单位:PC;机器工时:0.3;人工工时:0.3;动能费用工时:0.52) 输入工作中心HX回车,系统自动带出工作中心内容(控制码,标准文本码和描述)为物料LJ099创建一条工艺路线工艺路线被保存到物料LJ099和组50000022。
刘金星完成双击工序号0020进入工序设置屏基本数量:1;工序单位:PC;机器工时:0.2;人工工时:0.2;动能费用工时:0.23) 输入工作中心C3回车,系统自动带出工作中心内容(控制码,标准文本码和描述)双击工序号0030进入工序设置屏基本数量:1;工序单位:PC;机器工时:0.3;人工工时:0.3;动能费用工时:0.3点击保存2 修改工艺路线CA02后勤 -> 生产 -> 主数据 -> 工艺路线 -> 工艺路线 -> 标准工艺路线 ->修改输入事物代码CA02点击进入菜单页物料:LJ099;工厂:0201;关键日期:20xx.02.23点击进入下一屏修改内容:双击工序0030动能费用工时:0.4点击保存工艺路线内容被更改工艺路线内容被更改3 显示工艺路线CA03后勤 -> 生产 -> 主数据 -> 工艺路线 -> 工艺路线 -> 标准工艺路线 ->显示输入事物代码CA03点击进入菜单页物料:LJ099;工厂:0201;关键日期:(使用默认日期)4备注:__________________________________________________________________________________________________________________________ __________________________________________________________________________________________业务拥有者: pp小组___________ 日期: 20xx/02/17 项目小组长: _________________ 日期: 20xx/02/。
SAPERP-PP参数配置说明

目录1.1工作中心通用数据 (3)定义工作中心类别 (3)定义字段选择 (4)定义任务清单用途 (9)标准值 (11)定义参数 (11)定义标准值码 (11)确定负责人 (12)定义默认的工作中心 (13)1.2工作中心中工艺路线数据 (15)定义控制码 (15)1.3工作中心能力计划 (15)定义能力类别 (15)定义能力计划员 (16)工作中心公式 (17)定义工作中心公式参数 (17)定义工作中心公式 (18)2.1 BOM控制数据 (20)定义修正参数 (20)定义缺省值 (20)2.2 BOM通用数据 (21)用途 (21)2.2.1.1 定义BOM用途 (21)定义项目状态的缺省值 (22)定义项目状态的复制缺省值 (23)定义BOM表头的允许物料类型 (24)定义BOM状态 (25)2.3 BOM项目数据 (26)定义项目类别 (26)定义对象类型 (27)定义BOM项目的许可物料类型 (28)3.1工艺路线控制数据 (30)为工艺路线定义编号范围 (30)定义带缺省值的参数文件 (32)3.2工艺路线通用数据 (37)3.2.1定义物料类型分配 (37)定义工艺路线状态 (37)配置计划员组 (38)3.3工艺路线中工序数据 (39)定义控制码 (39)4.1设定工厂参数 (42)执行工厂参数总体维护 (42)4.2定义MRP组 (43)4.3定义号码范围 (44)4.4 MRP主数据 (46)定义MRP控制者 (46)定义MRP类型 (48)定义特殊采购类型 (51)4.4计划 (52)定义总计划执行的计划范围 (52)定义计划参数 (56)5.1重复制造交叉处理设置 (58)定义修正参数 (58)5.2定义重复制造参数文件 (59)5.3为计划订单定义计划参数 (61)5.4计划表 (63)维护输入项参数 (63)维护行选择 (63)5.5定义分段运输下拉列表的控制数据 (64)1.1工作中心通用数据定义工作中心类别菜单路径: 生产->基本数据->工作中心->通用数据->定义工作中心类别交易代码: OP40注:定义工作中心类别,我们公司用类别0007(生产线)。
超级BOM

ã
超级物料和衍生物料的概念
特征1——硬盘: 1 希捷_ST3146807LC_146.8G10000转 2 Fujitsu_MAP3367NC_U320_36GB100 3 硬盘_ST336753LC_U320_36GB15K转 4 Maxtor_8B036J0_U320_36GB10000 ……. 特征2——内存: …… SNL220000003 商品编码 SNL220000001 SNL220000002 NL220:X2.0G/ NL220:X2.0G*2/ 256M*2/73G 512M*2/73G*4/ 200033 200034 200035
商品编码
SNL220000001 NL220:X2.0G/ 256M*2/73G 200033 200034 200035
SNL220000002 NL220:X2.0G*2 /512M*2/73G*4
产品编码
指定了特征项的特征值,自动形成 散 件 清 单 ( BOM)
衍生物料的BOM通过衍生物料与超级物料的指定关系,通过特征值自动形成关联。 衍生物料的BOM通过衍生物料与超级物料的指定关系,通过特征值自动形成关联。 BOM通过衍生物料与超级物料的指定关系 例如:200033指定了具体型号的硬盘 内存等。 指定了具体型号的硬盘、 例如:200033指定了具体型号的硬盘、内存等。
工艺路线 Recipe 1
BOM
工作中心
工艺路线: 工艺路线: 工艺路线是生产管理模块重要 的主数据之一。 的主数据之一。它指定了从原 材料到成品生产所需的每个工 序的顺序。在工艺路线中, 序的顺序。在工艺路线中,可 以对每个工序指定工作中心。 在系统中,工艺路线被用于能 在系统中,工艺路线被用于能 力评估和成本核算中 力评估和成本核算中。
PP中文标准教材(最终装配计划与执行)

最终装配的计划与执行展示SAP AG•精密泵公司制造许多深受行业用户欢迎的多种中等负载能力的泵。
•该公司预测这些产品系列级别的泵产品的销售。
生产计划从预测数字确定,并考虑到公司要在选择的销售高峰月份保留额外的库存。
•当获得销售订单时,泵应保存在库存中并准备装船运输。
如果在库存中没有该产品,该公司要按照生产计划提出一个精密泵的交货日期。
•如果预测的数字与客户的订单变化较大,则公司会调整生产计划。
•生产订单控制生产。
•需求为工厂某天需要的物料数量。
•独立需求与其它物料的需求无关。
预测与销售订单(客户订单)是独立需求。
•计划策略指定任何几个可能的物料计划采购。
•某些计划策略支持按库存生产环境。
例如,可以按照预测数字计划生产/采购,然后按现有库存填写客户订单。
•某些计划策略支持按订单生产环境。
例如,可以在拿到客户订单时再开始生产/采购。
•某些计划策略支持按库存与按订单生产的组合方式。
例如,可以按照预测数字生产子装配产品,然后,再获得客户订单后,将子装配组装为成品。
•按库存计划即为按照预测的客户需求进行生产。
从成品库存中发送客户订单。
•SAP 系统有许多可以支持按库存计划的计划策略。
•正如同在本单元所看到的那样,销售订单抵消使用最终装配策略计划的计划独立需求。
•在下一个单元将看到,销售订单不会消耗使用按库存生产策略的计划独立需求。
•计划策略有时以双字符表示。
因此,最终装配计划也称为策略40。
•在需求程序中包含需求数量与计划独立需求的日期。
需求程序是向物料计划流程的主输入量之一。
•对最终装配策略计划,在成品级别输入计划独立需求(预测)。
成品的销售订单输入到SD 模块。
•在MRP 运行开始后,开始生产/ 购买流程。
•按库存填写销售订单。
•使用最终装配计划策略的计划的需求程序要考虑销售订单。
在某个时间周期中,销售订单减少了计划独立需求。
该处理过程称为消耗。
•如果销售订单超出计划能力,系统将计划附加生产/或采购以满足需求。
操作手册-PP-020-工作中心主数据资料
ERP(SAP)操作手册文档描述:工作中心主数据操作文档名称:操作手册-PP-020工作中心主数据.doc作者:版本:V1.0状态:正式发布日期:修改历史:修改日期修改人修改内容审批控制:审批日期审批人审批人签字/日期目录简要说明 (4)1. 创建工作中心 (4)1.1处理路径 (4)1.2初始屏幕 (5)1.3创建工作中心:基本数据 (6)1.4创建工作中心:缺省值 (7)1.5创建工作中心:能力 (8)1.6创建工作中心:调度 (9)1.7创建工作中心:成本核算 (10)1.8创建工作中心:存盘 (11)2. 更改工作中心 (11)2.1处理路径 (11)2.2初始屏幕 (12)2.3更改数据 (14)2.4存盘 (14)3 显示工作中心 (14)3.1处理路径 (15)3.2初始屏幕 (15)3.3显示 (16)简要说明工作中心主数据是生产业务过程中最主要的数据之一,它不仅反映了生产装置的工艺流程,同时也反映了所生产出产品的规格类型和数量。
一般在化工行业工作中心所体现的是产品的生产流程(即生产车间)。
工作中心包含工作中心类别,成本中心相关数据等。
1. 创建工作中心工作中心主数据创建包含:♦创建基本数据工作中心数据是维护产品的基础数据,主要包括工作中心类别及标准值等。
♦创建缺省值缺省值主要包括控制键值、计量单位等。
♦创建能力能力主要包括能力类别。
♦创建调度调度主要包括能力类别。
♦创建成本核算成本核算有效日期、成本中心等。
1.1处理路径菜单Sap 菜单 > 后勤 > 生产 > 主数据 > 工作中心 > 工作中心 > CR01-创建事务代码CR011.2 初始屏幕字段简要说明状态用户维护备注工厂生产工厂编码必输项2410工作中心工作中心编码必输项工作中心中心类别必输项0007按回车键进入下一屏幕。
1.3 创建工作中心:基本数据字段说明状态用户维护备注工作中心描述工作中心描述必输项工作中心类别中心的类别必输项0007 生产线负责人员负责人员的编码必输项用途用途必输项007 仅有定额工艺路线标准值码企业的编码必输项JLC1 中化长山生产标准值码反冲反冲标记必输项单击缺省值进入。
SAPQM成品检验操作手册
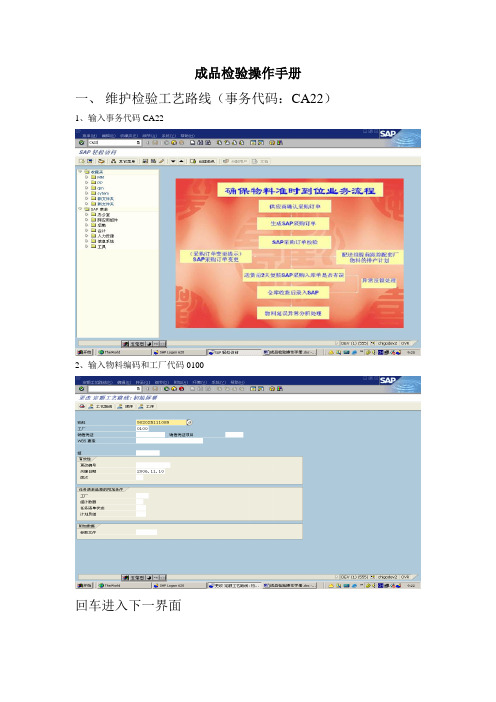
成品检验操作手册一、维护检验工艺路线(事务代码:CA22)1、输入事务代码CA222、输入物料编码和工厂代码0100回车进入下一界面选中输入行,点击“检验特性”将光标放在“主检验特性”栏,点击右侧图标“”输入ZPQC输入PQC-检验工序点击“检验特性”进入下面界面查询“主检验特性”注意:如果主检验特性很多,将“最大命中数量”中的数量清除,然后点击“”进入以下界面在此表中双击选择需要的主检验特性,完成后全选或选中一行维护“采样过程”点击这里回车,返回以下界面,保存“”输入这个主检验特性所对应的采样过程确定完成检验计划的维护二、查询检验计划,使用事务代码:CA23三、工单更改数量、生产时间等信息,需重新读取PP数据,否则产成品检验的批量大小和采样数量不会更新。
具体操作如下:1、输入事务代码CO02进入以下界面输入订单号更改数量更改生产时间更改线体数据更改完成后,点击“功能”-- “读取PP主数据”点击这里出现以下界面,点击“是”点击“继续”当更改数量和生产时间时,请注意选中“没作更改”当更改生产版本时,按现有的操作执行。
然后点击“”保存“”请注意删除此内容点击这里下达工单四、查询检验批(事务代码:CO03)查询检验批有两种方法:第一种方法:输入事务代码ZPP07A查询生产工单下达情况下图中红色为“紧急插单”根据生产订单号通过事务代码CO03查询检验批号输入生产订单号回车,进入以下界面查询检验批点击这里第二种方法:检验记录时查询检验批(事务代码:QE01)回车,进入以下界面出现以下界面点击这个图标这里填写03这里填写订单号当生产订单数大于500时,取消这个数字五、检验记录(事务代码:QE01)注意:因为是在生产工艺路线中加入的检验工艺路线,所以必需将工序更改为0020。
否则,不会有检验特性出来。
输入对应的检验批号选中需要记录的特性,可以全选也可以单项记录。
如果全选系统会全自动将物料检验特性依次展示,要求填写检验结果2、点击这里1、选中分别填写合格和不合格数量如果有不合格数量,请记录不合格缺陷进入下一界面选择不合格缺陷代码1、选中2、点击这里点击这个图标点击这里回车,再确定这个信息表示缺陷已被记录下来,然后保存“”说明:如果物料没有缺陷,系统会默认为“接受”直接回车就可以保存,如果物料有缺陷,系统会默认为“拒绝”,但这两种结果可以人为更改,以检验员判定结果为准。
SAP工艺路线处理用户手册

工艺路线处理用户手册1系统操作时间1.当新建工厂、新增产线、新增产品时,需要创建工艺路线的发生;2.当工艺改进、产线变更、工时调整、生产能力等调整时,需要在系统中修改工艺路线。
2系统操作权限3适应的业务流程4操作结果工艺路线的生成。
5系统详细操作步骤A、工艺路线的创建B、工艺路线的更改C、工艺路线的删除A、工艺路线的创建1.- 输入“CA01”后,按“回车”键:1)步骤说明:进入系统操作界面可通过两种途径,一种是直接输入事务代码,另一种是通过在开始界面查询路径进入。
2)屏幕字段解释:输入栏位栏位说明是否必输主要选项和用途事物代码需进入界面的T-CODE 是用于进入操作界面2.- 单击显示位置并选择或输入对应内容后,按“回车”键:1)步骤说明:以上标识项为必须输入项2)屏幕字段解释:输入栏位栏位说明是否必输主要选项和用途物料识别该物料的字母数字的值。
是确定工艺路线中的物料工厂在特定工厂下的物料是确定物料的工厂所属关键日期显示或编辑任务清单的日期是2009.01.013.-标识位置输入内容,输入完毕后按“保存”键1)步骤说明:以上标识项为必须输入项.2)屏幕字段解释:输入栏位栏位说明是否必输主要选项和用途用途指定可以使用任务清单的区域(例如,在生产中或工厂维护中)的代码是1生产2工程/设计3万能4 工厂维护状态使用状态代码指出任务清单的处理状态是1 生成的2 对订单下达3 对成本核算下达4 下达的(通用)计划员组任务清单的维护负责的计划员组的代码是P1 JDB生产部促销主管PA JDB生产部PA线PB JDB生产部PB线……1)步骤说明:以上标识项为必须输入项,输入完毕后按保存键2)屏幕字段解释:输入栏位栏位说明是否必输主要选项和用途控制码确定应该为属于工作清单或订单(例如排产或成本核算)的对象执行哪些业务事务。
是ZP01---JDB内部加工需要确认ZP02---JDB内部加工不需要确认……描述工序是调配灌注封口高温杀菌包装B、工艺路线的更改1.- 输入“CA02”后,按“回车”键.1)步骤说明:进入系统操作界面可通过两种途径,一种是直接输入事务代码,另一种是通过在开始界面查询路径进入。
Pp工艺路线.doc

PP工艺路线综述:工艺路线维护工艺路线综述:工艺路线的维护生成工艺路线工序插入一个参照工序集工序顺序检查工艺路线更改和删除一个工艺路线带历史记录的更改(工程更改管理)打印物料组件生产资源/工具检验特性触发点工艺路线的计划大量更改和使用处活单配置工艺路线管理工艺路线综述:工艺路线这部分描述了在生产计划和控制系统中的基本功能和工艺路线类型的一览以及工艺路线是怎样和SAPR/3系统中的其它部分集成的。
什么是工艺路线?工艺路线类型在SAP系统中工艺路线的集成作为任务活单类型的工艺路线什么是工艺路线?工艺路线是生产过程的一个基本部分。
它指定了从原材料到成品生产每步所需的每个工序的顺序。
工艺路线包含有执行每个工步的工作中心的信息,以及关于生产所需要的工具和资源(生产资源/工具)的信息。
工艺路线也包括每个工序执行的计划时间(标准值)。
这个标准值是提前期计划、生产成本和能力计划的基础。
就象物料主记录、物料单和工作中心,工艺路线被认为是主数据。
它们不参照订单而创建下列的工艺路线对象是工艺路线中的最重要的元素:-工序-物料组件•生产资源/工具•检验特性在SAP系统中,工艺路线用于-在生产订单中-在计划调度中-在能力计划中-在成本核算中生产订单生产订单是工作订单,同维护工作订单、检验订单和网络一样。
在生产订单中使用的工艺路线的工序指定了在订单里执行的加工步骤。
计划调度计划调度根据工艺路线计算执行工序的日期。
工序的执行时间分成以下工序段:•准备-加工-拆卸除了执行时间,编制工艺路线计划时还要考虑下列时间:•排队时间,即在工序执行前物料在工作中心上等待的时间•运输时间,即将物料移动到下一个工作中心需要的时间•等待时间,即在工序执行后物料在工作中心上等待的时间计划调度中工序执行时间的计算基于工艺路线的工序中的标准值和数量以及工作中心里的公式。
有两种类型的计划:•提前期计划:这种情况下,编制计划不考虑可用能力,即假设可用能力是无限的。
SAP MTO2案例教程PP主数据前台操作(2024)
14
SAP前台界面介绍
标准工具栏
包含常用功能按钮,如保存、返回、删 除等。
导航栏
显示当前位置及可导航的菜单项。
2024/1/26
工作区
显示具体业务数据,可进行录入、修改 等操作。
状态栏
显示系统状态及用户信息。
15
前台基本操作
数据录入
在工作区输入数据,注意字段格式和必 填项。
数据删除
删除不再需要的数据,注意删除前的确 认。
行。 与生产计划(PP)模块的关系: MTO2模块是PP模块的一个扩展, 专门用于支持按订单生产流程。它 利用PP模块的生产计划功能,根据 销售订单的需求进行物料需求计划 、资源计划和生产执行等活动。
2024/1/26
与物料管理(MM)模块的关系: MTO2模块与MM模块协同工作,确 保生产所需的物料能够及时供应。 MM模块负责物料的采购、库存管 理和物流配送等活动,为MTO2模块 提供必要的物料支持。 与质量管理(QM)模块的关系: MTO2模块与QM模块集成,确保生 产过程中的产品质量符合客户要求 。QM模块负责进行质量检验和控制 ,为MTO2模块提供质量保障。
线等参数。
04
2024/1/26
05
完成BOM数据的维护,并保 存。
20
案例三:创建工作中心数据
进入SAP系统,选择“生 产”模块中的“工作中心 ”子模块。
2024/1/26
设置工作中心的能力参数 ,如机器数量、班次、效 率等。
在工作中心维护界面,输 入工作中心编号、名称、 描述等基本信息。
根据需要设置工作中心的 成本参数,如人工费率、 机器费率等。
神。
01
02
03
04
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
ERP(SAP)操作手册
文档描述:工艺路线主数据操作
文档名称:操作手册-PP-030工艺路线主数据.doc
审批控制:
目录简要说明3
1. 创建工艺路线3
1.1处理路径4
1.2初始屏幕4
1.3创建工艺路线:表头细节5
1.4创建工艺路线:工序总览6
1.5创建工艺路线:工序细节数据8
1.6创建工艺路线:存盘9
2. 更改工艺路线9
2.1处理路径9
2.2初始屏幕10
2.3更改数据12
2.4存盘13
3 显示ROUTING13
3.1处理路径13
3.2初始屏幕14
3.3显示16
4. 删除ROUTING表头16
4.1处理路径16
4.2初始屏幕17
4.3删除R OUTING:表头19
5. 删除ROUTING工序19
5.1处理路径19
5.2删除R OUTING工序20
简要说明
工艺路线(Routing)主数据是执行生产业务过程中最主要的基础数据之一,工艺路线不仅包含了产品在生产过程中工序信息和数量结构,同时也体现了产品在生产过程中作业量(循环水、电、蒸气、软水等)的单耗水平,为后续产品的标准成本核算、生产过程中计算作业量的标准消耗用量,提供数据基础。
1. 创建工艺路线
物料清单主数据创建包含:
♦创建工艺路线表头数据
工艺路线表头数据是维护产品工艺路线的基础数据,主要包括该工艺路线的用途、状态等信息。
♦创建工艺路线通用项目数据
工艺路线通用项目数据是维护该产品工艺路线中涉及到的各种作业量的数值以及产品的基本数量信息,主要涵义就是维护该产品在该工艺中各个作业的单耗水平,例如1000吨合成氨,消耗循环水、电、蒸气、软水、氧气、制造费的数量。
1.1处理路径
菜单Sap 菜单 > 后勤 > 生产 > 主数据 > 工艺路线 > 工艺路线 > 定额工艺路线> CA21-创建
事务代
码
CA21
1.2 初始屏幕
字段简要说明状态用户维护备注
物料产品物料编
码
必输项使用MM已
经维护完毕
的物料编
码,只允许
输入产品工厂生产工厂编
必输项2410
码
关键日期生效日期可选项系统默认日
期Array
按回车键进入下一屏幕。
1.3 创建工艺路线:表头细节
字段说明状态用户维护备注
用途工艺路线用途必输项1用于生产
状态工艺路线状态必输项4用于下达
单击“工序”进入工序总览。
1.4 创建工艺路线:工序总览
字段说明状态用户维护备注
必输项
工作中心执行该道工
序的控制码
控制码工序控制码必输项PP01
回车后,双击“工序0010”,进入工序细节。
1.5创建Routing:工序细节数据
字段说明状态用户维护备注基本数量必输项1000
软水作业类型必输项单耗
电作业类型必输项单耗
蒸气作业类型必输项单耗
循环水作业类型必输项单耗
氧气作业类型必输项单耗
制造费作业类型必输项单耗
单击“存盘”。
1.6 创建工艺路线:存盘
2.更改工艺路线
例:更改上述步骤所创建工艺路线(产品物料:100000038)。
2.1 处理路径
菜单Sap 菜单 > 后勤 > 生产 > 主数据 > 工艺路线 > 工艺路线 > 定额工艺路线> CA22-更改
事务代
CA22
码
2.2 初始屏幕
字段说明状态用户维护备注
物料产品物料编
码必输项使用MM已
经维护完毕
的物料编
码,只允许
输入产品
工厂生产工厂编
码
必输项2410
关键日期生效日期可选项系统默认日
期
按回车键进入下一屏幕。
2.3更改数据
*更改所需要更改的项目,包括表头物料的基本数量、作业类型的单耗数量等。
2.4 存盘
单击‘ “存盘”。
3 显示工艺路线
3.1 处理路径
菜单Sap 菜单 > 后勤 > 生产 > 主数据 > 工艺路线 > 工艺路线 > 定额工艺路线> CA23-显示
事务代
CA23
码
3.2 初始屏幕
字段说明状态用户维护备注
物料产品物料编
码必输项使用MM已
经维护完毕
的物料编
码,只允许
输入产品
工厂生产工厂编
码
必输项2410
关键日期生效日期可选项系统默认日
期
按回车键。
3.3 显示
选择需要查看信息,包括工艺路线表头物料的基本数量,作业类型的单耗数量等。
4.删除工艺路线表头
4.1 处理路径
菜单Sap 菜单 > 后勤 > 生产 > 主数据 > 工艺路线 > 工艺路线 > 定额工艺路线> CA22-更改
CA22
事务代
码
4.2 初始屏幕
字段说明状态用户维护备注
物料产品物料编
码必输项使用MM已
经维护完毕
的物料编
码,只允许
输入产品
工厂生产工厂编
码
必输项2410
关键日期生效日期可选项系统默认日
期
按回车键。
4.3 删除工艺路线:表头
点击删除按键“垃圾桶”
按“是”键,该工艺路线的该组计数器删除完毕。
5.删除工艺路线工序
5.1 处理路径
菜单Sap 菜单 > 后勤 > 生产 > 主数据 > 工艺路线 > 工艺路线 > 定额工艺路线> CA22-更改
事务代CA22
码
5.2删除工艺路线工序
按“是”键,该工艺路线选中的0010工序删除完毕。