工艺参数表
种常用塑料工艺参数表格
前段℃ 200~250 200~250 200~250 200~250 200~250 200~250
中段℃ 190~240 190~240 190~240 190~240 190~240 190~240
温度
后段℃ 料口℃ 160~170 70~90 160~170 70~90 160~170 70~90 160~170 70~90 160~170 70~90 160~170 70~90
13 材质: PC
密度g/cm3:1.20
壁厚mm 喷嘴℃
0.1-0.4 250~320 0.5-0.9 250~320 1.0-1.5 250~320 1.6-2.2 250~320 2.3-3.4 250~320 3.5-5.0 250~320
前段℃ 290~320 290~320 290~320 290~320 290~320 290~320
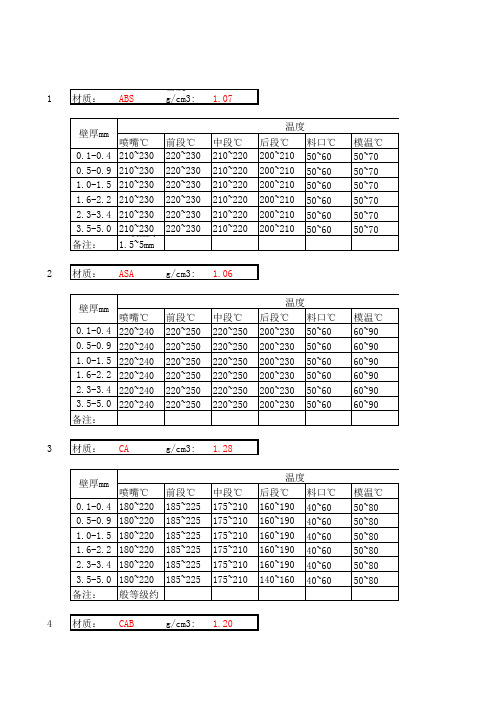
1.0-1.5 180~220 185~225 175~210 160~190 40~60
1.6-2.2 180~220 185~225 175~210 160~190 40~60
2.3-3.4 180~220 185~225 175~210 160~190 40~60
3.5-5.0 180~220 185~225 175~210 140~160 40~60
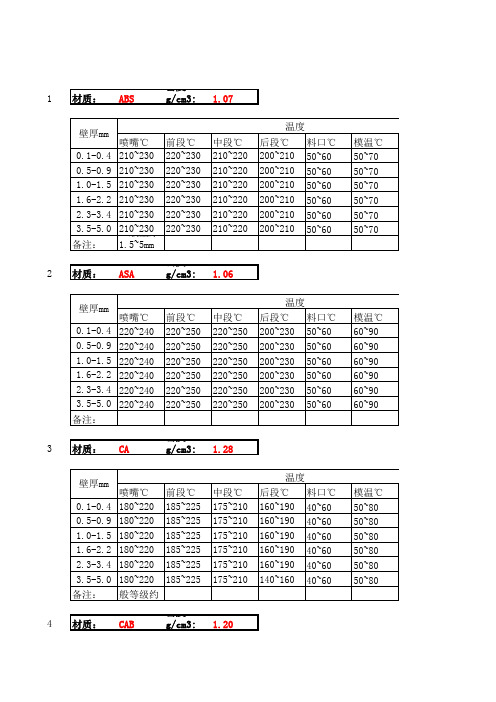
1 材质: ABS
密度g/cm3:1.07
壁厚mm
温度
喷嘴℃ 前段℃ 中段℃ 后段℃ 料口℃
0.1-0.4 210~230 220~230 210~220 200~210 50~60
0.5-0.9 210~230 220~230 210~220 200~210 50~60
1.0-1.5 210~230 220~230 210~220 200~210 50~60
焊接工艺参数表

各种弧焊工艺方法在不同作业方式时的实际负载持续率
说明:
1、选用焊机是根据焊件厚度、焊接位置、焊接材料直径大小,选取最大实际焊接电流值。
确认作业方式,估算实际负载持续率。
当实际负载持续率超过额定负载持续率时,其实际焊接电流低于焊机额定电流,方正常使用,以免焊机损坏。
2、如CO2焊机200KR,其额定负载持续率60%时,额定电流200A;当用于小批量连续作
业半自动焊时,实际负载持续率为60%,最大焊接电流200A;当自动化大批量连续作业时,可允许最大电流值155A,仍满足板厚6mm工件的焊接生产。
生产工艺技术参数标准表
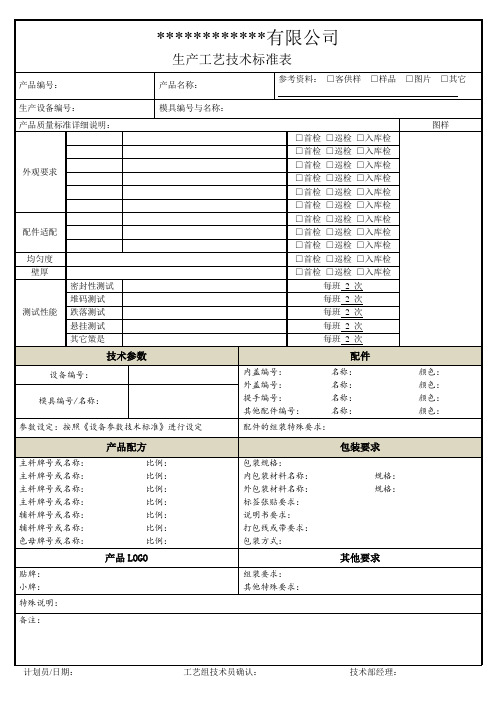
生产工艺技术标准表
产品编号:
产品名称:
参考资料:□客供样□样品□片□其它
生产设备编号:
模具编号与名称:
产品质量标准详细说明:
图样
外观要求
□首检□巡检□入库检
□首检□巡检□入库检
□首检□巡检□入库检
□首检□巡检□入库检
□首检□巡检□入库检
□首检□巡检□入库检
配件适配
□首检□巡检□入库检
说明书要求:
打包线或带要求:
包装方式:
产品LOGO
其他要求
贴牌:
小牌:
组装要求:
其他特殊要求:
特殊说明:
备注:
计划员/日期:工艺组技术员确认:技术部经理:
□首检□巡检□入库检
□首检□巡检□入库检
均匀度
□首检□巡检□入库检
壁厚
□首检□巡检□入库检
测试性能
密封性测试
每班2次
堆码测试
每班2次
跌落测试
每班2次
悬挂测试
每班2次
其它策是
每班2次
技术参数
配件
设备编号:
内盖编号:名称:颜色:
外盖编号:名称:颜色:
提手编号:名称:颜色:
其他配件编号:名称:颜色:
模具编号/名称:
参数设定:按照《设备参数技术标准》进行设定
配件的组装特殊要求:
产品配方
包装要求
主料牌号或名称:比例:
主料牌号或名称:比例:
主料牌号或名称:比例:
主料牌号或名称:比例:
辅料牌号或名称:比例:
辅料牌号或名称:比例:
色母牌号或名称:比例:
包装规格:
内包装材料名称:规格:
压铸工艺参数计算表

理论T填充时间= T填 0.02 0.03 0.04 0.05 0.06 0.07 0.08 0.14 0.21 =
0.063
20 、 慢压射冲头速度=
取0.15m/s,不易紊流卷气
=
15
21 、
设备 160t
280t
V2快冲头速度≥ 速度
1、
Al合金件
比压范围
一般件 30~50
受力件 45~80
外观或薄壁件 40~60
耐压件 80~120
耐压件
耐压件
备注 手工输入
常数
内浇口速度预设30 ~50前提下:
机器高速快,料缸 直径可以选小些, 可以保证充满度和
出品率;
3/1产品重量= 231 3/1产品体积= 92.4
小产品偏下限 >9cm??
一般15~30mm
=
6、
=
=
7、 料柄厚度 =
18~30mm 模
机床料缸 具
= 料缸前端
计算值 1 2.5 6
28.3 1.5
5 2.3
250
60
30
料缸长度规格 8、 S料缸长度(预设)=
300
80
40
=
41
340
100
50
380
120
选用料缸长度
340
110
渣包溢流重量
9、 产品总重量= 1085 毛坯件重量= 700
34.48
T填增加30%保险系 数
确认设备能否支 持?
验证T填是否OK?
??
壁厚的50%; >3mm需要锯切
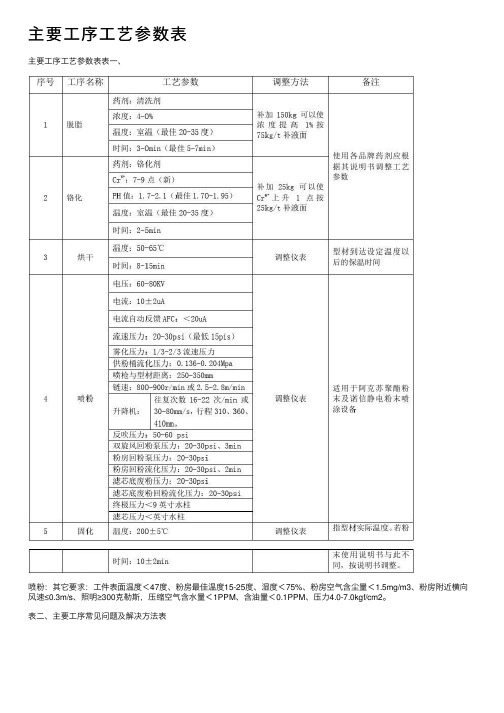
主要工序工艺参数表

主要工序工艺参数表表一、喷粉:其它要求:工件表面温度<47度、粉房最佳温度15-25度、湿度<75%、粉房空气含尘量<1.5mg/m3、粉房附近横向风速≤0.3m/s、照明≥300克勒斯,压缩空气含水量<1PPM、含油量<0.1PPM、压力4.0-7.0kgf/cm2。
表二、主要工序常见问题及解决方法表对基材进行检验按《铝型材检验规程》检验,发现问题及时反馈到上道工序。
2.上排绑挂4.1按生产计划备料,看每筐料的随行卡片并认真核对型号数量,做好上料记录。
4.2根据型材种类选择合适的吊架,将型材主要装饰面向上用铝丝固定在吊架上,要求固定牢固稳定、型材与型材之间留有足够的空隙。
尽量将型材平面向下以防止气泡发生。
4.3上排绑挂过程中注意复查型材外观有无缺陷。
例如油斑、水锈、胶迹。
4.4将外观有缺陷的型材进行返修,变形用钳子矫正、胶迹用信那水擦除、其它用180-600#砂纸打磨。
返修后合格的允许上排绑挂。
5. 脱脂5.1型材进入脱脂槽前要注意观察其表面状态,灰尘和铝屑较多时先水洗再脱脂,根据油渍和斑点情况合理调整脱脂工艺参数。
5.2正常情况按表一中脱脂工艺参数操作。
5.3根据化验分析结果、生产量和型材脱脂效果及时补加药剂,加药时应缓慢均匀地添加到槽面各处,用吊架上下搅拌均匀后使用。
5.4槽液使用一段时间后效果差时应及时倒槽,清除槽底铝粉和沉淀。
5.5脱脂完毕从脱脂槽吊起后应使型材倾斜并保持1-2分钟,至型材表面槽液基本滴干为止,以节省药剂和利于后续清洗。
注意观察脱脂效果,发现问题及时处理。
5.6常见问题参照表二中规定的方法处理,仍不能处理时及时通知技术人员解决。
6. 水洗6.1进入水洗槽先使型材上下摆动2-3次,再浸泡1-2分钟。
6.2型材从水洗槽吊起后应注意观察其表面除油状况(水膜是否连续、有无斑点残留、背面有无泡沫残留),发现异常及时处理。
6.3生产时应保证水洗槽的溢流,发现水质浑浊时及时清槽换水。
注塑工艺参数表

日期 机台 时间 产品名称 材料 颜色 烘料温度 烘料时间 射胶一段速度 射胶一段压力 射胶一段位置 射胶一段时间 射胶二段速度 射胶一段压力 射胶一段位置 射胶二段时间 射胶三段速度 射胶一段压力 射胶一段位置 射胶三段时间 冷却时间 日期 机台 时间 产品名称 材料 颜色 烘料温度 烘料时间 射胶一段速度 射胶一段压力 射胶一段位置 射胶一段时间 射胶二段速度 射胶一段压力 射胶一段位置 射胶二段时间 射胶三段速度 射胶一段压力 射胶一段位置 射胶三段时间 冷却时间
B
备注
பைடு நூலகம்
焊接工艺参数表

φ 0.8 CO2 50-150 18-22 0.9-4 MAG 30-150 17-22 0.4-6 30-120Байду номын сангаас17-24 0.4-6 CO2
φ 1.0 MAG 50-300 18-32 2--20 50-300 18-34 1--12 短路 CO2
φ 1.2 MAG 60-440 19-35 20-50 60-440 19-35 2--20 喷射 短路 CO2
1、短路过渡适用于平、横、立、仰全位置焊接;喷射过渡(射滴过渡)适用于平焊、角焊。 2、低合金钢、奥氏体不锈钢采用药芯焊丝,焊缝内外质量好。 2、板厚>6mm,开坡口焊接,采取多层多道焊工艺,最大可焊接厚度100mm。 3、低合金钢板厚≥28mm,铝及铝合金板厚≥34mm应采用预热工艺。 4、熔化极气体保护焊一般焊接速度范围:12-90cm/min 。
φ 1.6 MAG
70-180 18-22 2--12
80-350 19-34 2--25
140-500 120-550 20-38 4-80 19-40 4-100 120-500 24-40 4-50 喷射
100-200 220-400 140-220 240-500 16-22 2--24 22-34 2--30 17-22 4-50 24-36 6-80
CO2/MAG/MIG焊接电流与焊丝直径的关系及板厚适用范围
材料 类别 碳素钢 低合金钢 气体类型 1、CO2 2、80%Ar+20%CO2 3、80%Ar+15%CO2+5%O2 钨极直径 熔滴过渡形式 焊接电流范围(A) 电弧电压范围(V) 适用板厚(mm) 焊接电流范围(A) 1、95%Ar+5%CO2 奥氏体不锈钢 2、98%Ar+2%O2 电弧电压范围(V) 适用板厚(mm) 焊接电流范围(A) 铝及铝合金 Ar(99.9%) 电弧电压范围(V) 适用板厚(mm) 说明:
注塑工艺参数一览表(常用材料)
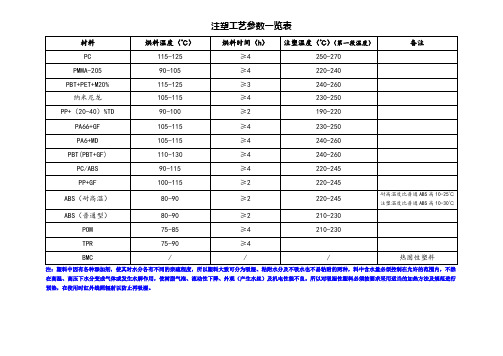
ABS(普通型)
80-90
≥2
210-230
POM
75-85
≥4
210-230
TPR
75-90
≥4
BMC
/
/
/
热固性塑料
注:塑料中因有各种添加剂,使其对水分各有不同的亲疏程度,所以塑料大致可分为吸湿、粘附水分及不吸水也不易粘附的两种,料中含水量必须控制在允许的范围内,不然
在高温、高压下水分变成气体或发生水解作用,使树脂气泡、流动性下降、外观(产生水丝)及机电性能不良。所以对吸湿性塑料必须按要求采用适当的加热方法及规范进行
预热,在使用时红外线照辐射以防止再吸湿。
190-220
PA66+GF
105-115
≥4
230-250
PA6+MD
105-115
≥4
240-260
PBT(PBT+GF)
110-130
≥4
240-260
PC/ABS
90-115
≥4
220-245
PP+GF
100-115
பைடு நூலகம்≥2
220-245
ABS(耐高温)
80-90
≥2
220-245
耐高温度比普通ABS高10-25℃
注塑工艺参数一览表
材料
烘料温度(℃)
烘料时间(h)
注塑温度(℃)(第一段温度)
备注
PC
115-125
≥4
250-270
PMMA-205
90-105
≥4
220-240
PBT+PET+M20%
115-125
主要工序工艺参数表
主要⼯序⼯艺参数表主要⼯序⼯艺参数表表⼀、喷粉:其它要求:⼯件表⾯温度<47度、粉房最佳温度15-25度、湿度<75%、粉房空⽓含尘量<1.5mg/m3、粉房附近横向风速≤0.3m/s、照明≥300克勒斯,压缩空⽓含⽔量<1PPM、含油量<0.1PPM、压⼒4.0-7.0kgf/cm2。
表⼆、主要⼯序常见问题及解决⽅法表对基材进⾏检验按《铝型材检验规程》检验,发现问题及时反馈到上道⼯序。
2.上排绑挂4.1按⽣产计划备料,看每筐料的随⾏卡⽚并认真核对型号数量,做好上料记录。
4.2根据型材种类选择合适的吊架,将型材主要装饰⾯向上⽤铝丝固定在吊架上,要求固定牢固稳定、型材与型材之间留有⾜够的空隙。
尽量将型材平⾯向下以防⽌⽓泡发⽣。
4.3上排绑挂过程中注意复查型材外观有⽆缺陷。
例如油斑、⽔锈、胶迹。
4.4将外观有缺陷的型材进⾏返修,变形⽤钳⼦矫正、胶迹⽤信那⽔擦除、其它⽤180-600#砂纸打磨。
返修后合格的允许上排绑挂。
5. 脱脂5.1型材进⼊脱脂槽前要注意观察其表⾯状态,灰尘和铝屑较多时先⽔洗再脱脂,根据油渍和斑点情况合理调整脱脂⼯艺参数。
5.2正常情况按表⼀中脱脂⼯艺参数操作。
5.3根据化验分析结果、⽣产量和型材脱脂效果及时补加药剂,加药时应缓慢均匀地添加到槽⾯各处,⽤吊架上下搅拌均匀后使⽤。
5.4槽液使⽤⼀段时间后效果差时应及时倒槽,清除槽底铝粉和沉淀。
5.5脱脂完毕从脱脂槽吊起后应使型材倾斜并保持1-2分钟,⾄型材表⾯槽液基本滴⼲为⽌,以节省药剂和利于后续清洗。
注意观察脱脂效果,发现问题及时处理。
5.6常见问题参照表⼆中规定的⽅法处理,仍不能处理时及时通知技术⼈员解决。
6. ⽔洗6.1进⼊⽔洗槽先使型材上下摆动2-3次,再浸泡1-2分钟。
6.2型材从⽔洗槽吊起后应注意观察其表⾯除油状况(⽔膜是否连续、有⽆斑点残留、背⾯有⽆泡沫残留),发现异常及时处理。
6.3⽣产时应保证⽔洗槽的溢流,发现⽔质浑浊时及时清槽换⽔。
工艺参数表格
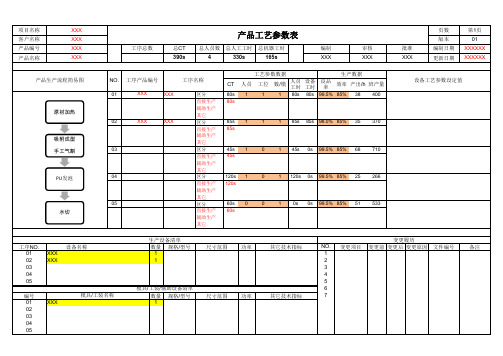
设备工艺参数设定值
原材加热
02 XXX XXX
85s 85s
1
1
1
85s
85s
98.0% 85%
35
370
吸附成型
手工气割
03
45s 45s
1
0
1
45s
0s
99.5% 85%
68
710
PU发泡
04
120s 120s
1
0
1
120s
0s
99.5% 85%
项目名称 客户名称 产品编号 产品名称
XXX XXX XXX XXX 工序总数 总CT 390s 总人员数 4
产品工艺参数表
总人工工时 330s 总机器工时 165s 工艺参数数据 编制 XXX 审核 XXX 批准 XXX
页数 版本 编制日期 更新日期
第1页 01 XXXXXX XXXXXX
产品生产流程简易图
25
266
05
水切
60s 60s
0
0
1
0s
0s
99.5% 85%
51
533
工序NO. 01 02 03 04 05 编号 01 02 03 04 05
设备名称 XXX XXX
生产设备清单 数量 规格/型号 1 1
尺寸范围
功率
其它技术指标
模具/工装名称 XXX
模具/工装/辅助设备清单 数量 规格/型号 1
尺寸范围
功率
其它技术指标
NO. 1 2 3 4 5 6 7
变更项目
变更履历 变更前 变更后 变更原因
注塑工艺参数表

速度 加 压力 料 位置 背压 注射时间 注射速度
顶 针
进慢 进快 后退
次数 延迟 延迟
普通水 冷冻水 油温 水温
注射压力
保压时间
冷却时间
溶胶时间
热流道 温度 备注:
1234567
8
9
10
11
12
13
14
15
放松退加料一 加料二 加料三 后松退
温度设定 射嘴 一段 二段 三段 四段 五段 六段 油温 设定值 实际值 减速 中速 快速 慢速 开 模 速度 压力 位置
实际溶胶时间(s)
低压保护时间(s) 保四 保三 保二 保一 冷却时间(s)
保 压
速度 压力 时间
保压时间(s) 射胶方式
□时间 □位置
温度(°C) 前模 后模 速度 压力 位置 方式 振动 模具温度
注塑工艺参数表
客户 材料 品名 颜色 红 料号 机台号 模具温度°C 干燥温度°C
模具规格﹑成品及成形工艺
模具编号 浇口型式 机台吨位 模穴数 浇道型式 螺杆速度 模具尺寸 螺杆直径mm 射嘴直径mm 成品总重g 料头重量g 周期时间(s) 实际射胶时间s 快速 低速 低压 高压 锁 速度 模 压力 位置 射五 射四 射三 射二 射一 射 速度 胶 压力 位置
喷漆工艺参数记录表

喷漆工艺参数记录表
1. 喷漆设备参数,包括喷枪型号、喷嘴直径、喷涂压力、气压、喷涂方式(手持式喷枪、自动喷涂机等)等。
2. 喷漆材料参数,包括底漆、面漆、稀释剂等的配比、稀释比例、搅拌时间、喷涂粘度等。
3. 喷涂工艺参数,包括喷涂厚度要求、喷涂速度、喷涂距离、
喷涂角度、喷涂重叠率等。
4. 喷涂环境参数,包括喷涂温度、湿度、通风情况、灰尘、杂
质等对喷涂质量的影响因素。
5. 检测记录,包括喷漆前、喷漆中和喷漆后的质量检测记录,
如表面平整度、颜色一致性、附着力等。
通过记录这些参数,可以帮助生产管理人员和质量控制人员了
解喷漆过程中的各项关键参数,从而及时调整和优化喷漆工艺,确
保喷漆质量符合要求。
同时,这些记录也可以作为工艺改进和质量
追溯的重要依据,有助于提高生产效率和产品质量。
30种常用塑料工艺参数表
模温℃ 50~80 50~80 50~80 50~80 50~80 50~80
壁厚mm 0.1-0.4 0.5-0.9 1.0-1.5 1.6-2.2 2.3-3.4 3.5-5.0 备注: 5 材质:
温度 喷嘴℃ 前段℃ 中段℃ 后段℃ 料口℃ 模温℃ 180~200 185~205 170~190 140~160 40~60 20~80 180~200 185~205 170~190 140~160 40~60 20~80 180~200 185~205 170~190 140~160 40~60 20~80 180~200 185~205 170~190 140~160 40~60 20~80 180~200 185~205 170~190 140~160 40~60 20~80 180~200 185~205 170~190 140~160 40~60 20~80 流长比一般等级约为300:1,易流动级为400:1.可流入较薄的部位 CP 密度g/cm3 1.21
壁厚mm 0.1-0.4 0.5-0.9 1.0-1.5 1.6-2.2 2.3-3.4 3.5-5.0 备注: 7 材质:
喷嘴℃ 160~200 160~200 160~200 160~200 160~200 160~200
前段℃ 180~200 180~200 180~200 180~200 180~200 180~200
前段℃ 220~250 220~250 220~250 220~250 220~250 220~250
中段℃ 220~250 220~250 220~250 220~250 220~250 220~250
模温℃ 60~90 60~90 60~90 60~90 60~90 60~90
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
φ1.0 CO2 MAG 70-180 50-300 18-22 18-32 2--12 2--20
50-300 18-34 1--12
φ1.2
φ1.6
CO2 MAG CO2 MAG
80-350 60-440 140-500 120-550
19-34 19-35 20-38 19-40
铝及铝合金
Ar(99.9%)
焊接电流范围(A)
电弧电压范围(V) 适用板厚(mm)
1说、明短:路过渡适 用2、于低平合、金横钢、、立 奥氏体不锈钢采
32、、低板合 厚金>6钢mm板,开坡口焊接,采取多层多道焊工艺,最大可焊接厚度100mm。 厚4、≥熔28化m极m气,体铝 保护焊一般焊接
φ0.8 CO2 MAG 50-150 30-150 18-22 17-22 0.9-4 0.4-6
CO2/MAG/MIG焊接电流与焊丝直径的关系及板厚适用范围
材料 类别
气体类型
碳素钢 低合金钢
1、CO2 2、80%Ar+20%CO2 3、80%Ar+15%CO2+5%O2
奥氏体不锈钢
1、95%Ar+5%CO2 2、98%Ar+2%O2
钨极直径 熔滴过渡形式 焊接电流范围(A) 电弧电压范围(V) 适用板厚(mm) 焊接电流范围(A) 电弧电压范围(V) 适用板厚(mm)
2--25 20-50 4-80 4-100
60-440
120-500
19-35
24-40
2--20
4-50
短路 喷射 短路 喷射
100-200 220-400 140-பைடு நூலகம்20 240-500
16-22 22-34 17-22 24-36
2--24 2--30 4-50 6-80