啤酒废水处理方法比较(一)
啤酒废水的三种处理技术

啤酒废水的主要特点是BOD5CODCr值高,有害无毒,可生化性好,所以生化法是啤酒废水处理的首选方法。
生化法依据污水净化原理可分为好氧和厌氧法两大类,好氧法、厌氧法以及和其他方法的不同组合就形成了多种啤酒废水的治理技术。
烟台金正环保科技有限公司专家介绍:国内外啤酒废水处理广泛采用生化处理工艺,其中有厌氧生物处理,好氧生物处理(生物膜法),厌氧与好氧联合生物处理方法。
1、好氧处理——生物膜法
生物膜法是使微生物群体依附在其它物体表面而呈膜状,并让废水与它接触后得到净化的方法。
根据生物膜与废水接触方式的不同,分为生物滤池法,生物转盘法及接触氧化法。
2、厌氧法
一般认为,厌氧生物处理技术的反应器主体经历了3个时代。
传统厌氧发酵工艺(第一代反应器,以厌氧消化池为代表)因需要较高的温度,较长的停留时间,且处理效能低而被逐渐淘汰。
目前以上流式厌氧污泥床(UASB)为代表的第二代反应器和以厌氧颗粒污泥膨胀床(EGSB)和厌氧内循环反应器(IC)为代表的反应器已被广泛引入到啤酒废水
处理工程应用中,并取得了良好的效果。
3、厌氧-好氧法
单纯的好氧工艺耗能太高,产污泥量大;厌氧工艺省能产能,有效去除有机物,出水离达标还有一定差距。
厌氧-好氧串联工艺综合两者的优点,成为目前啤酒废水处理技术选择的方向。
啤酒厂废水处理工艺设计
啤酒厂废水处理工艺设计1. 简介随着啤酒工业的快速发展,啤酒厂废水处理成为一个重要的环境问题。
废水中含有高浓度的有机物、悬浮物、氮和磷等污染物,对环境造成严重影响。
为了保护水资源和保持生态平衡,啤酒厂废水处理工艺设计至关重要。
2. 原理2.1 生物处理工艺生物处理工艺是啤酒废水处理的核心步骤,包括生物降解、生物膜处理和生物吸附等。
通过生物降解,将废水中的有机物转化为微生物可利用的无机物。
生物膜处理利用生物膜对污染物进行吸附和降解,提高处理效果。
生物吸附则通过微生物对废水中的重金属等有毒物质进行吸附,净化废水。
2.2 物理处理工艺物理处理工艺主要包括初沉池、气浮池和过滤器等。
初沉池通过重力作用使废水中的悬浮物沉淀到池底,从而达到初步去除悬浮物的目的。
气浮池则通过注入细小气泡使废水中的悬浮物浮起,并通过刮板等设备集中去除。
过滤器将废水通过滤材进行过滤,去除小颗粒的悬浮物。
3. 工艺设计3.1 筛选工艺根据啤酒厂废水的特点和排放标准要求,选择合适的处理工艺。
常见的处理工艺包括活性污泥法、生物接触氧化法和MBR法等。
根据实际情况进行工艺筛选,考虑处理效果、投资成本和运行成本等因素。
3.2 工艺流程设计根据筛选出的处理工艺,设计相应的工艺流程。
一般情况下,工艺流程包括初沉池、生化池/接触氧化池、二沉池、消毒等。
根据废水的水质分析和处理要求,确定每个环节的处理方法和设备。
3.3 工艺参数设计根据废水的水质和处理要求,确定各个环节的工艺参数。
包括但不限于污泥浓度、接触时间、有机负荷和气泡大小等。
参数的合理设计对工艺的稳定运行和高效处理起着重要作用。
3.4 工艺设备选型根据工艺流程和参数设计,选择合适的设备。
设备选型需要考虑投资成本、运行成本和设备的耐久性等因素。
常见的设备包括曝气设备、搅拌设备和过滤设备等。
4. 运行与控制4.1 运行管理对废水处理工艺的运行进行管理,包括设备的检修和维护,污泥的处理和处置,以及运行记录的管理等。
啤酒废水处理工艺

摘要随着人民生活水平的不断提高,我国的啤酒工业发展迅速,啤酒产量有了较大幅度的增长,已成为世界五大啤酒生产国之一。
至目前为止全国啤酒年产量超过2500万吨,居世界首位。
啤酒废水中有机物含量较高,如直接排放,既污染环境又降低啤酒工业的原料利用率,为此,许多学者和厂家对啤酒废水的处理和利用技术进行研究,对几种常见的处理利用技术进行了比较,得出结论:单一的处理和利用技术不能从根本上解决啤酒废水的污染问题,只有将多种技术结合使用,才能达到经济效益和环境效益的统一。
此外啤酒废水中BOD5/CODcr值高,在50%及以上,非常有利于生化处理。
同时生化处理与物理法、化学法相比较;一是处理工艺比较成熟;二是处理效率高,CODcr、BOD5去除率高,一般可达80%~90%以上;三是处理成本低(运行费用省);经过对各种处理工艺的对比,最终选择UASB+CAST工艺作为处理工艺。
该处理工艺具有结构紧凑简洁,运行控制灵活,抗冲击负荷,污泥量小等特点,实践表明该组合工艺处理性能可靠,投资少,运行管理简单的特点。
为啤酒工业废水处理提供了一条可行途径。
具有良好的经济效益、环境效益和社会效益。
关键词:啤酒废水,UASB,CASTAbstractWith the continuous improvement of living standards, China's beer industry is developing rapidly, beer production has increased greatly, has become one of the world's five largest producer of beer. So far the national beer output more than 25000000 tons, ranking first in the world.The organic matter content in beer wastewater is high, such as direct emissions, not only pollute the environment but also reduce the beer industry raw material utilization ratio, therefore, for many scholars and manufacturers of beer wastewater treatment and utilization of technology, several common treatment and utilization technology are compared, the conclusion: technology can not solve the processing and utilization of single beer wastewater pollution problem fundamentally, only the combination of various techniques, in order to achieve the unity of economic benefits and environmental benefits. In addition, the value of BOD5/CODcr of brewery wastewater is high, in the 50% and above, is very conducive to biochemical treatment. At the same time, biochemical treatment and physical method, chemical method are compared; one is processing technology more mature; two is the high treatment efficiency, high removal rate of CODcr, BOD5, generally up to 80%~90%; three is the low processing cost (cost); after comparing the various treatment processes, the final selection of UASB+CAST technology as a process. This process has a compact and simple structure, flexible control, shock resistance, small amount of sludge characteristics, practice shows that the combined process of reliable performance, low investment, simple operation and management characteristics. Provides a feasible way for beer industrial wastewater treatment. With good economic benefits, environmental benefits and social benefits.Keywords: beer wastewater, UASB, CAST目录1.绪论 (1)2.设计资料 (2)2.1原始数据 (2)2.2气象资料 (2)3.工艺的比较及选择 (3)3.1啤酒废水处理工艺 (3)3.1.1 酸化—SBR 法处理啤酒废水 (3)3.1.2 UASB—好氧接触氧化工艺处理啤酒废水 (4)3.1.3 新型接触氧化法处理啤酒废水 (4)3.1.4 生物接触氧化法处理啤酒废水 (4)3.1.5 内循环UASB反应器+氧化沟工艺处理啤酒废水 (6)3.1.6 UASB+SBR法处理啤酒废水 (6)3.2本设计工艺的选择及流程 (7)4.各处理构筑物的设计与计算 (9)4.1格栅的设计计算 (9)4.1.1 设计参数 (9)4.1.2 设计计算 (9)4.2调节池的设计计算 (12)4.2.1 设计参数 (12)4.2.2设计计算 (12)4.3 UASB反应器的设计计算 (13)4.3.1设计参数 (13)4.3.2 设计计算 (13)4.4 CAST池设计计算 (19)4.4.1 设计参数 (19)4.4.2 设计计算 (19)4.5 污泥浓缩池的设计计算 (22)4.5.1 设计参数 (23)4.5.2 设计计算 (23)4.6 污泥脱水 (24)5.污水处理站布置 (25)5.1 污水处理厂平面布置 (25)5.1.1污水处理站设施组成 (25)5.1.2平面布置原则 (25)5.1.3平面布置 (26)5.2污水处理站高程布置 (28)5.2.1高程布置原则 (28)5.2.2污水处理构筑物高程布置 (28)5.2.3污泥处理构筑物高程布置 (29)5.3 污水泵站工艺设计 (30)5.3.1设计依据 (30)5.3.2污水泵机组的选择 (30)结论 (32)参考文献 (33)致谢 (34)1.绪论水是生命之源,是人类赖以生存和发展的物质基础,是不可替代的宝贵资源。
精酿啤酒废水处理设计——以上海某精酿啤酒为例
精酿啤酒废水处理设计——以上海某精酿啤酒为例精酿啤酒废水处理设计——以上海某精酿啤酒为例近年来,精酿啤酒行业迅速发展,受到了越来越多消费者的喜爱。
然而,伴随着精酿啤酒产量的增加,废水处理问题也逐渐凸显出来。
本文将结合上海某精酿啤酒厂的实际情况,探讨精酿啤酒废水处理设计的方法和技术。
一、精酿啤酒废水特性分析精酿啤酒生产过程中废水的主要组成成分包括淀粉、蛋白质、糖类、酸类、有机物、悬浮物以及部分金属离子等。
这些成分的存在使得精酿啤酒废水具有一定的难处理性,同时也对环境产生一定程度的影响。
二、常见精酿啤酒废水处理方法1. 混合处理法混合处理法主要是将啤酒废水与其他废水一起处理。
这种方法可以减少废水处理设施的投资和运营成本。
然而,由于精酿啤酒废水的特殊性,全程混合可能导致其他废水的进一步污染,同时对废水碳源的利用也存在一定的困难。
2. 生物处理法生物处理法是目前精酿啤酒废水处理的主要方法之一。
通过利用微生物对废水中的有机物进行降解,使其得到处理。
生物处理法相对成本较低,同时对环境的影响也较小。
在生物处理过程中,可采用活性污泥法、固定化微生物法等不同的处理方式。
3. 膜分离法膜分离法是一种较为先进的废水处理方法,通过超滤、反渗透等技术将废水中的有机物、悬浮物及沉积物进行分离,从而实现废水的净化。
膜分离法处理效果较好,可以有效去除废水中的有机物和颗粒物。
然而,由于膜分离技术的高成本和操作复杂性,目前在精酿啤酒行业中的应用还比较有限。
三、以上海某精酿啤酒厂废水处理设计案例以上海某精酿啤酒厂为例,该厂可生产不同种类的精酿啤酒,日产量大约为5000升。
该厂的废水经过初步处理后,主要采用生物处理法进行二次处理。
具体流程包括预处理、一级沉淀池、曝气生物池、二级沉淀池和净化池。
在废水预处理过程中,通过调节pH值和添加无机盐等方式,将废水中的金属离子和颗粒物等进行去除。
然后,将预处理后的废水投入一级沉淀池,利用重力沉淀原理,使废水中的悬浮颗粒物沉淀到池底。
啤酒厂污水处理方法
啤酒厂污水处理方法随着啤酒消费的不断增加,啤酒厂的污水处理成为一个非常重要的问题。
啤酒厂的污水污染主要来自于生产过程中产生的废水,如果不采取有效的处理方法,将会对环境造成严重的污染。
本文将详细介绍啤酒厂污水处理的方法,并分点列出具体措施。
1. 初步处理:啤酒厂污水处理的第一步是初步处理,目的是去除污水中的固体颗粒物,如颗粒状皮肤、蔬菜残渣等。
主要方法包括:- 筛分:通过机械筛网将较大的杂质拦截下来。
- 沉淀:利用重力作用使固体颗粒物沉淀到底部,通过底部管道排出。
2. 生物处理:初步处理后的污水还含有大量的有机物和氮、磷等营养物质,需要进一步进行生物处理。
常见的生物处理方法包括:- 好氧处理:通过加入含氧的空气,利用好氧菌分解有机物。
常见的好氧处理设备包括曝气池和活性污泥法。
- 厌氧处理:在无氧或低氧环境下,利用厌氧菌分解有机物。
常见的厌氧处理设备包括厌氧池和厌氧消化器。
3. 化学处理:生物处理后的污水中可能仍然存在一些难以降解的有机物、重金属离子等。
为了彻底去除这些污染物,需要进行化学处理。
常见的化学处理方法包括:- 混凝:通过加入适量的混凝剂,使微小的悬浮物凝聚成较大的团块,方便沉淀和过滤。
- 氧化:通过加入氧化剂,使有机物和重金属被氧化成无害的物质。
常用的氧化剂有氯酸盐、过氧化氢等。
4. 辅助处理:除了上述主要的处理方法外,还可以采用一些辅助处理措施来提高污水处理的效果。
例如:- 离子交换:利用离子交换树脂去除污水中的离子,如铅、铜等重金属离子。
- 活性炭吸附:利用活性炭的吸附性能去除污水中的有机物。
- 紫外线消毒:利用紫外线辐射杀灭污水中的细菌和病毒。
综上所述,啤酒厂污水处理需要经过初步处理、生物处理、化学处理和辅助处理等多个步骤。
每个步骤都有不同的方法和设备可供选择,要选择适合的处理方法,需要根据污水的实际情况进行评估,并遵循相关的环保标准。
有效地处理啤酒厂污水,不仅有助于保护环境,减少水源污染,也符合可持续发展的理念。
啤酒废水的处理工艺

啤酒废水的处理工艺一、前言啤酒废水是指啤酒生产过程中产生的含有大量有机物、氮、磷等污染物的废水。
由于其污染物浓度高、难以降解,处理难度较大。
本文将介绍一种针对啤酒废水的处理工艺。
二、工艺流程1. 初级处理:物理沉淀法首先,将啤酒废水进入初级沉淀池进行初步处理。
在初级沉淀池中,通过重力作用,将废水中的固体颗粒沉淀到底部。
经过初级处理后,去除了大部分悬浮固体和部分溶解性有机物。
2. 中级处理:生化法在初级处理之后,将经过初步净化的废水送入生化反应池进行中级处理。
在反应池内加入活性污泥和空气,通过好氧发酵作用使有机物得到充分降解,并转化为CO2和H2O等无害物质。
3. 高级处理:深度过滤法经过前两个阶段的处理后,虽然已经去除了大部分有害成分,但仍存在少量难以降解的有机物和微生物。
因此,需要进行高级处理。
在高级处理中,采用深度过滤法,通过过滤器将废水中的残余有机物和微生物去除。
4. 消毒处理:紫外线消毒法经过前三个阶段的处理后,废水已经达到国家排放标准。
但为了确保出水质量,还需要进行消毒处理。
在消毒环节中,采用紫外线消毒法对废水进行杀菌。
5. 出水处理:再生利用最后,在完成废水的全部处理后,可以将出水送入再生利用系统中进行再利用。
对于啤酒厂来说,可以将经过处理的废水作为冲洗设备和清洁地面等方面的用途。
三、设备介绍1. 初级沉淀池:初级沉淀池是一种简单的工艺设备,主要由进口管、出口管、污泥收集器、泥浆排放管等组成。
2. 生化反应池:生化反应池主要由进口管、出口管、曝气装置、搅拌器等组成。
3. 过滤器:过滤器是一种重要的高级处理设备。
常见的过滤器有砂滤器、活性炭过滤器等。
4. 紫外线消毒器:紫外线消毒器是一种高效的消毒设备,其主要由紫外灯管、反应室、进出水管道等组成。
四、总结啤酒废水的处理工艺需要经过初级处理、中级处理、高级处理和消毒处理四个阶段。
其中初级处理采用物理沉淀法,中级处理采用生化法,高级处理采用深度过滤法,消毒处理采用紫外线消毒法。
啤酒废水处理技术(3页)
啤酒废水处理技术
一.概述
根据我国目前啤酒生产工艺如图
大米啤酒花酵母菌
大麦--浸泡--发芽--粉碎--糖化--过滤--冷却--发酵--过滤--灌装--灭菌--成品
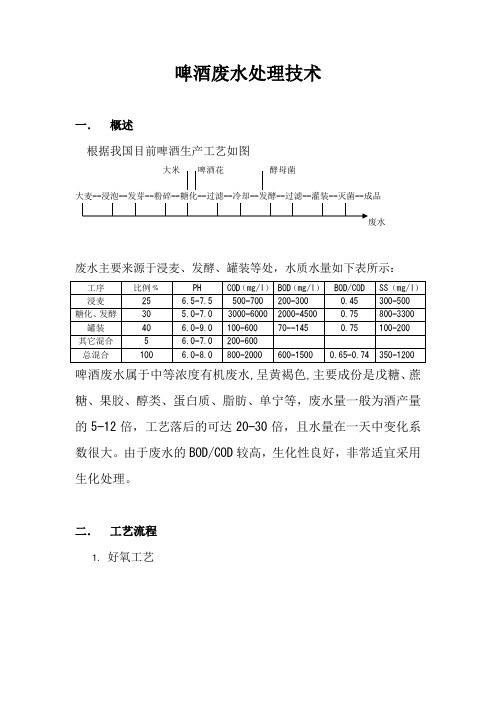
废水主要来源于浸麦、发酵、罐装等处,水质水量如下表所示:
啤酒废水属于中等浓度有机废水,呈黄褐色,主要成份是戊糖、蔗糖、果胶、醇类、蛋白质、脂肪、单宁等,废水量一般为酒产量的5—12倍,工艺落后的可达20—30倍,且水量在一天中变化系数很大。
由于废水的BOD/COD较高,生化性良好,非常适宜采用生化处理。
二.工艺流程
1.好氧工艺
该工艺特点:技术成熟可靠,出水一次达标,一次性投资小,但运行时动力消耗较大,污泥产量较高。
适用于水量较大,COD≤1800mg/l较低的废水处理。
2.厌氧+好氧工艺
该工艺特点:动力消耗小,运行成本低,污泥产量小,可以回收沼气;缺点是一次性投资大,污泥培养和驯化时间长,调试周
期长。
一次出水不能达标,必须串接好氧处理工艺。
适用于原水水量较小,COD≥2000mg/l的废水处理。
五种啤酒废水处理工艺及浅析

五种啤酒废水处理工艺及浅析更新时间:3-1 11:43 作者: 朱月海概述80年代以来,我国啤酒工业得到迅速发展,到目前我国啤酒生产厂已有800多家,据1996年统计我国啤酒产量达1 650万t,既成为世界啤酒生产大国,又成为较高浓度有机物污染大户,啤酒废水的排放和对环境的污染已成为突出问题,引起了各有关部门的重视。
啤酒废水的主要成分和来源是:制麦、糖化、果胶、发酵(残渣)、蛋白化合物,包装车间等有机物和少量无机盐类。
其水质及变幅范围一般为:pH=5.5~7.0(显微酸性),水温为20~25℃,CODCr=1200~2300mg/L, BOD5=700~1400mg/L, SS=300~600mg/L,TN=30~70mg/L。
水量为每生产1t啤酒废水排放量为10~20m3,平均约15m3,目前全国啤酒废水年排放量在2.5亿m3以上。
“七五”以来,我国对啤酒废水的处理工艺和技术进行了大量的研究和探索,特别是轻工业系统的设计院和科研单位,对啤酒废水的处理进行了各方面的试验、研究和实践,取得了行之有效的成功经验,逐渐形成了以生化为主、生化与物化相结合的处理工艺。
生化法中常用的有活性污泥法、生物膜 法、厌氧 与好氧相结合法、水解酸化与SBR相组合等各种处理工艺。
这些处理方法与工艺各有其特点和不足之处,但各自都有较为成功的经验。
目前还有不少新的处理方法和工艺优化组合正在试验和研究,有的已取得了理想的成效,不久将应用于实践中。
啤酒废水的主要特点之一是BOD5/CODCr值高,一般在50%及以上,非常有利于生化处理,同时生化处理与普通物化法、化学法相比较:一是处理工艺比较成熟;二是处理效率高,CODCr、BOD5去除率高,一般可达80%~90%以上;三是处理成本低(运行费用省)。
因此生物处理在啤酒废水处理中,得到了充分重视和广泛采用。
现把目前啤酒废水处理中相对比较成熟的生物处理工艺,进行一些阐述和比较。
1处理工艺1.1处理工艺方案1(见图1)图1 处理工艺方案1该处理工艺是轻工部设计院为代表的推荐采用方案,河南开封啤酒厂、青岛湖岛啤酒厂、厦门冷冻厂啤酒厂等均采用此处理工艺流程,处理后均达标排放。
啤酒废水处理介绍

1. 启动周期长 2. 消化速率慢 3. 出水水质差 4. 沉降性能一般
1. 自动化控制要求高 2. 燃烧放空甲烷,产温室气体CO2 3. 有机物的能量从水中转移到污泥中, 4. 厌氧处理使水质pH值下降,需投加
药剂中和
1. 运行条件苛刻 2. 成本较高 3. 操作复杂
推荐工艺-UASB-SBR法
啤酒生产工艺
废水水质分析
由上图中可以看出,废 水主要来源有:麦芽生产 过程的洗麦水、浸麦水、 发芽降温喷雾水、麦槽水、 洗涤水、凝固物洗涤水; 糖化过程的糖化、过滤洗 涤水;发酵过程的发酵罐 洗涤、过滤洗涤水;罐装 过程洗瓶、灭菌及破瓶啤 酒;冷却水和成品车间洗 涤水;以及工厂员工的生 活用水等等。
成了多种更高效和方便的厌氧发生器。
第
三
阶
段
➢SBR反应阶段,SBR池为间歇式活性 污泥池,集曝气、沉淀于一身,进一
步降解小分子有机物,产泥少且不必
回流污泥。可省掉沉淀池和污泥回流
的设施。
污泥处理经浓缩池浓缩后,脱水外运。滤液送到 细格栅池子进行处理。该工艺以厌氧生化-SBR为 主体。水解酸化池内设填料(球形填料),水力停留 时间为4h左右(利用厌氧过程的前阶段),COD去 除率80%。SBR反应池内反应时间约为6h左右, 水温20~25℃,污泥浓度4000mg/L左右,出水水 质达到原GB19821-2005一级排放标准,COD总 去除率大于92%,BOD总去除率大于98%。SBR 处理工艺的特点是集生物降解和终沉排水等功能 于一体,与传统的连续式活性污泥法(CFS)相比, 可省去沉淀池和污泥回流设施,具有运行稳定, 净化效率高,耐冲击负荷,避免污泥膨胀,便于 操作管理等特点。
啤酒废水处理工艺流程图
啤酒废水处理工艺流程图啤酒废水是指啤酒生产过程中所产生的含有大量有机物质、有机酸、糖类、蛋白质、氮、磷等物质的废水。
如果直接排放到环境中,会对水体造成严重的污染。
因此,处理啤酒废水是一项非常重要的环保工作。
下面是一种常见的啤酒废水处理工艺流程图。
工艺一:物理处理物理处理是啤酒废水处理的第一步,主要是通过使用一系列的物理方法来去除废水中的固体颗粒和悬浮物。
具体步骤如下:1. 筛网过滤:将废水经过筛网,去除较大的固体颗粒和悬浮物。
2. 沉淀池:将筛网过滤后的废水放入沉淀池中,在静置的过程中,固体颗粒和悬浮物会沉淀到底部。
3. 污泥处理:将沉淀池中的底泥抽取出来,进行干化处理或者进一步处理。
工艺二:生化处理生化处理是啤酒废水处理的第二步,主要是通过利用微生物来分解有机物,达到去除COD(化学需氧量)和BOD(生化需氧量)的效果。
具体步骤如下:1. 活性污泥法:将经过物理处理的废水加入到活性污泥池中,利用其中的微生物分解有机物。
废水在活性污泥池中停留一段时间后,再进入沉淀池。
2. 好氧处理:将废水通过好氧处理,利用氧气氧化有机物,进一步去除COD和BOD。
3. 厌氧处理:将经过好氧处理后的废水进一步进入厌氧处理,通过微生物的作用将有机物进一步降解。
工艺三:二次沉淀经过生化处理后的废水需要进一步进行沉淀处理,以去除水中残留的悬浮物和微生物,具体步骤如下:1. 一次沉淀池:将废水加入一次沉淀池中,通过静置,使固体颗粒和悬浮物沉淀到底部。
2. 二次沉淀池:将沉淀池中的上清液再次进入二次沉淀池,进行进一步的沉淀处理。
3. 澄清池:将经过二次沉淀的废水放入澄清池中,使污泥进一步沉降,并将清水从上部取出。
工艺四:消毒处理经过生化处理和沉淀处理后的废水中可能还存在一些细菌和病原体,需要进行消毒处理,以杀灭废水中的有害微生物。
常用的消毒方法有氯消毒、臭氧消毒和紫外线消毒。
工艺五:后续处理经过消毒处理后的废水可以通过重金属吸附、活性炭吸附等方法进一步处理,以去除残留的有机物和重金属。
厌氧—好氧串联法处理啤酒废水1

厌氧—好氧串联法处理啤酒废水曹利江,任辉,秦凤贤,赵慧娟吉林大学生物与农业工程学院(130022)E-mail(caolj@)摘要:针对某啤酒厂废水特点,采用厌氧—好氧串联法处理啤酒废水。
介绍其工艺流程,并进行取样试验,对主要设备IC反应器和曝气池进行废水主要指标试验分析,论证厌氧—好氧串联使用的合理性和优越性。
该方法COD、SS去除率高,出水水质完全达到国家污水综合排放标准,且设备运行稳定,工作效率高,是目前较为先进的啤酒废水处理方法。
关键词:啤酒废水;厌氧—好氧串联法;IC反应器;COD;SS1 引言据国家统计局公布,中国啤酒2002年产量为 2386.83万吨,超过美国,成为世界啤酒第一大生产国。
若以生产1t啤酒平均产生15m3废水计算,啤酒废水排放量将超过35亿m3/a[1]。
废水处理给啤酒企业带来了巨大的环保压力和财政压力,严重的影响了啤酒企业扩大再生产的要求,成为企业实施清洁生产的一大障碍[2~4]。
目前国内外大量采用生化技术或生化与物化相结合的方法来处理啤酒工业废水[5]。
长春某啤酒厂(年产20万吨)采用厌氧—好氧串联法处理废水,并取得成功。
该方法中的IC反应器为90年代中后期才引入中国,仅在少数几家啤酒厂运行,尚处于试用推广阶段。
同时,该方法对整个酿造发酵行业废水处理都有着十分重要的参考价值。
2 啤酒废水来源、水质及相关分析本研究均以长春某啤酒厂为实例。
啤酒生产过程中排出的废水主要包括:糖化车间的糊化锅、糖化锅及压滤机等洗涤废水,占废水总量6%~10%,COD 5000~6000mg/L;发酵车间的发酵罐洗涤,板框过滤机清洗,占废水总量25%~30%,COD 2500~3000mg/L;罐装车间洗瓶、杀菌、破瓶啤酒及冷却水排污和预洗车间刷瓶废水等,占废水总量55%~70%, COD 500~800mg/L。
其中糖化、发酵车间废水属高浓度有机废水,排水量虽小,但其污染负荷高,主要成分有糖化麦糟、糖类、果胶、啤酒花、酵母残渣、蛋白质、纤维素等有机物和少量无机盐类,该废水非连续性排放(每日一班或二班、三班)时变化系数大,水质不稳定;灌装车间废水排放浓度较低,且水质比较稳定,排水量大但波动较小。
啤酒生产的废水处理工艺

啤酒生产的废水处理工艺啤酒生产是一个涉及多个工艺步骤和化学物质的复杂过程。
在这个过程中,会产生大量的废水,其中含有高浓度的有机物、悬浮物和其他污染物。
为了保护环境和可持续发展,啤酒生产企业需要采取有效的废水处理工艺以将废水排放达标。
本文将介绍几种常见的啤酒生产废水处理工艺。
1. 预处理啤酒生产废水预处理的目的是去除悬浮物、沉积物、油脂等。
一般采用格栅、沉砂池和沉淀池等设备进行预处理。
格栅主要用于去除大颗粒悬浮物,沉砂池用于去除较重的颗粒物质,而沉淀池用于去除悬浮物和剩余的沉积物。
2. 中间处理中间处理是对废水中的有机物进行降解和去除的过程。
其中常用的处理方法包括生物处理和化学处理。
(1)生物处理生物处理是通过利用微生物将有机物降解为无机物的过程。
常用生物处理工艺包括活性污泥法、厌氧处理和人工湿地等。
- 活性污泥法:废水通过进水口进入活性污泥池,与持有大量微生物的空气和活性污泥接触,微生物降解有机物,然后被抽出,剩余的净水再排出。
这种方法适用于高浓度有机废水处理,但需要定期维护和调整。
- 厌氧处理:废水在无氧条件下进入处理单元,微生物在缺氧条件下降解有机物,生成甲烷等化学物质。
尽管厌氧处理过程中产生的气体可以用作能源,但废水处理效果一般不如活性污泥法。
- 人工湿地:废水通过人工湿地,生物膜和植物根系可降解有机物、吸附有害物质,并增加氧气的供应。
这种方法适用于中低浓度的废水处理,但需要较大的土地面积。
(2)化学处理化学处理主要是通过添加化学药剂来改变废水的性质,使有机物和无机物沉淀或溶解,从而实现废水的处理。
常用的化学处理方法包括凝聚剂添加、调节pH值和氧化反应等。
3. 二次处理二次处理是对中间处理后产生的废水进行进一步处理,以满足国家排放标准。
常见的二次处理方法包括吸附、膜过滤、氧化和活性炭吸附等。
(1)吸附通过在废水中添加吸附剂,如活性炭等,吸附有机物和残留的化学物质,从而使废水净化。
吸附剂有选择性地吸附废水中的有机物和重金属离子,是常用于二次处理的方法之一。
浅谈啤酒废水CASS处理法
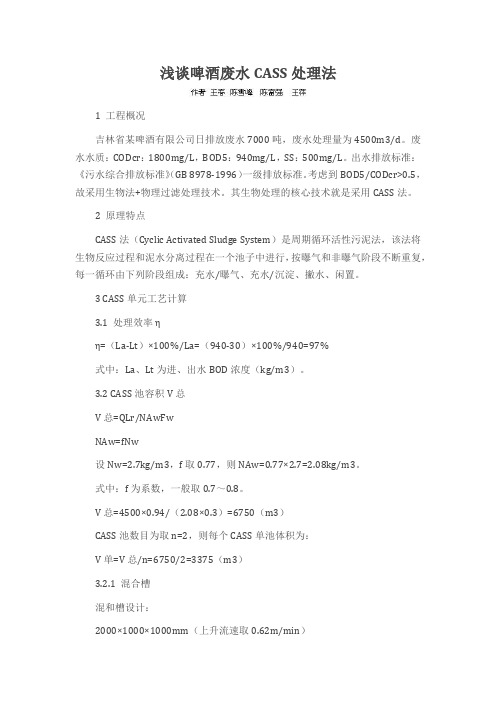
浅谈啤酒废水CASS处理法1 工程概况吉林省某啤酒有限公司日排放废水7000吨,废水处理量为4500m3/d。
废水水质:CODcr:1800mg/L,BOD5:940mg/L,SS:500mg/L。
出水排放标准:《污水综合排放标准》(GB 8978-1996)一级排放标准。
考虑到BOD5/CODcr>0.5,故采用生物法+物理过滤处理技术。
其生物处理的核心技术就是采用CASS法。
2 原理特点CASS法(Cyclic Activated Sludge System)是周期循环活性污泥法,该法将生物反应过程和泥水分离过程在一个池子中进行,按曝气和非曝气阶段不断重复,每一循环由下列阶段组成:充水/曝气、充水/沉淀、撇水、闲置。
3 CASS单元工艺计算3.1 处理效率ηη=(La-Lt)×100%/La=(940-30)×100%/940=97%式中:La、Lt为进、出水BOD浓度(kg/m3)。
3.2 CASS池容积V总V总=QLr/NAwFwNAw=fNw设Nw=2.7kg/m3,f取0.77,则NAw=0.77×2.7=2.08kg/m3。
式中:f为系数,一般取0.7~0.8。
V总=4500×0.94/(2.08×0.3)=6750(m3)CASS池数目为取n=2,则每个CASS单池体积为:V单=V总/n=6750/2=3375(m3)3.2.1 混合槽混和槽设计:2000×1000×1000mm(上升流速取0.62m/min)3.2.2 首选择池首选择池容积:V=长×宽×高=15×3×4.5=202.5(m3)截面积:S=15×3=45(m2)首选择池设计停留时间:T1=V/Q=202.2/187.5=1.1(h)按回流量40%计,首选择池流量Q:Q=(4500/24)×(1+40%)=134(m3/h)首选择池上升流速:v=Q/S=134/45=2.98(m/h)污泥回流量:Q回=QN×40%=(4500/2)×40%=900(T/D)=37.5(t/h)污泥回流泵扬程估算:污泥提升高度5m,管道损失估算为2m,自由水头估算为0.5m。
啤酒生产废水处理工艺的选择

文/ 轩 ( 靳 河北滦县环境保护局 河北唐 山 )
啤酒 是世 界通用 性饮 料 ,我 国的啤酒 行 二、啤酒废水特征 业发 展迅速 ,但 由于我 国啤酒工 业发展起 步 啤酒废水的特 点是水量大 ,无毒有害,属 加 完善 ,常 常采用 以生化 为主 ,生化 与物化 较晚 ,投资 费较 低 ,在 生产 中形 成 的废渣 、 于 中浓 度有机废 水 。啤 酒厂生产 啤酒过程用 相结合 的处理工 艺。本文 主要 介绍 了U S 工 废 水 的控 制还很 不得力 ,因此造成 废水量 较 水量很 大,特别 是酿造 、灌装工 艺过程 ,大 ^B 艺处理 啤酒生 产废水的 过程 ,并通过 几种 方 大 。 量使用 新鲜水 ,相应产 生大量废 水。啤酒 的 法工 艺与之 对 比更加 凸显U S . 艺在处理 啤 AB - T . 啤酒废水处理工艺选择注意事项 生产工 序较多 ,不 同啤酒 厂生产 过程中啤酒 酒生产废 水中的优势。 1 在确 定工 艺流程之前 ,需要对原水 ( . 或 的耗水量和 水质相 差较大 。管理和技 术水平 关键词 :啤 酒废 水;工 艺选择 ;水解一 好 废 水 )的水质情 况有全面 的 了解 。确定 的工 较 高的啤酒厂耗水量为8 2 / , 国啤酒厂 ~1 t d 我 氧 处 理 工 艺 艺应 能 适 应 一定 范 围 内水 质 水量 较 大 的变 的吨耗水 量一般大 于该参 数。酿造 啤酒消耗 裹 I不同工段韵水质特征 化 ,抗冲击 负荷能 力 的大量水 除一部分转 为产 品外 ,绝大 部分作 强。 为工业废水排入环境 中。 ( 见表1 ) 工艺过程 水髓1征 专 2 在 确 保 达 到 处 . 三、不 同处理系统的技术经济分析 冷却水 基奉 £ 未受污染 理 要 求 的 前 提 条 件 1不 同处 理 方 法 的 技 术 、经 济 特 点 比较 表 . ( 表 2 见 ) 漓洗 废水 鹊色,候酸性 (I 6,即易起泡,膏强腐化蜘 訇,并膏不良气昧 下 ,尽量减 少投 资和 pI ) - < 运行 费用 ,运 用类 比 2 三种不 同工艺的设计参 数、投资运转费 . 冲{ 蠢废水 奎有大量的悬浮性固 潍有机缃 的方法 参考类似 项 目 用 及 能 耗 、污 泥 处置 的对 比表 ( 见表 3 ) 灌i废水 含防腐荆成分 陵 的运 行 经 验 ,进 行 技 四、厌氧一 好氧处理啤酒废水的工艺说 明 术经 济分析综 合考虑 从表2 3 和 中可 以看 出厌 氧一 好氧联合 工艺 i溅废水 舍霄残余碱性洗涤荆 、纸浆、浆糊、残滔和泥沙等 ; E 确定最 佳的工艺 流程 在啤酒 废水处 理方面有较 大的优 点,故 啤酒 采 2 不同处理方法的技术、 妊侪特点地尊裹 蹇 方案。 废水厌氧一 好氧处理技术是最好的选择 。 处理方法 主要技术、蛀磷特点 3 工 艺 流 程 的 选 . 啤酒 生产废 水先 经粗格 栅 去除粗大 杂物 好曩工艺 生物按奠囊 采用两瑷按■曩化工艺.可畸止孺着含量囊水引起污泥膏胀现象, 择 应 尽 量 考 虑 成 熟 的 后 进 入 集 水 池 ,用 污 水 泵 将 废 水 抽 提 至 固定 化I 塞 趋■舅舅科过大.不便于运输和囊壤 处 理 工 艺 , 当然 也 可 水力筛 ,然后进 入调节池 进行水 质水量 的调 曩化掏 工艺矩单,运行■理方艇。出术水髓好.但荠泥浓匿高。污拳停 冒吲 目 *。基建投资: 曩气靛率糕 b 以 选 择 技 术 先 进 的 工 节。进入 调节池之 前,根据 在线p 计显示的 H s Rj 占地面积小。机挂设备少.运行费用低。撩作简单,自动化程度 B 岳 艺 , 但 是 必 须 要 考 虑 p 值用 计量泵将酸 碱送入 调节池 ,调 节废水 H 蠢・但还■曝气耗晓。福泥产量大 好 先 进 技 术 和 工 艺 合 的p 值在 6 5 . 之 间。调节池 中出来 的水 H . ~7 5 厌曩 . 曩工艺 水■瑚 好 曩技 书毹效果盎薯,且 B -O ∞ , D但增大。废水的可生化牲能l加。 c - 理 可行之 间的关系 , 用 泵连续送 入厌氧 反应器进 行厌氧消化 ,降 可鞴短水力俘璺时闻。 余 泥少 确保 最终工 艺方案 的 低 有机物浓 度 。厌氧 处理过 程中产生 的沼气 U S I 技术 t A ̄ 先进可行,投 H、 救累好可回收觉I 产出囊&污 产 泥 技术 品。育—定收益・操作要求严 可行 。 被 收集到 火炬 内燃烧 或利用 。厌氧反应 器 内 的出水流入好 氧反应 池中进 行好氧处理 。从 裹 3 三种不同工艺对比表 好 氧 反应 池 出来 的废 水 中 的磷 浓 度不 能 达 工序 项目 好氧处理 水解. ll 理 搦|处 UA B 曩处理 S好 标 ,因此 需在此后面 增加一个 除磷池 。在除 调节池 调节池容积 20 00 20 00 20 08 磷池 中加入聚合氯化铝 ( A ),使出水各项 PC C D 去除率 O 1 0 l 0 l 0 指标 都能达标 。来 自厌 氧反应器 好氧 反应 出水 c DI 0J ( m孕 25 20 。 25 20 25 20 池和 除磷池 的剩余污泥 先在污泥 浓缩池 内被 沉淀水解 处理单元 沉淀池 水解池 US A B反藤 浓缩 ,中心泥 斗中的污泥 被污泥 泵送到脱水 厌氯反醴 R 胁 3 3 8 机房 ,进行进 一步降低 污泥含水 率,实现污 泥 的减 量化 。脱水机给料 泵将浓 缩池里 的污 池黜 l5 20 15 20 30 30 泥送入脱 水机 的泥药混合 器 ,与来 自絮凝剂 相对 比例% 10 0 10 o 30 3 混合后进 入脱水 机 。污泥 经脱水机 脱水后形 C D去除翠 ・ O 2 0 4 0 9 0 成 泥饼,装外运处置 。 出水 C D O ̄ ) [0 80 I5 30 25 2 五 、结 论 好甄 污泥负荷 ・) d 0 5 0 5 0 5 啤酒废水 生物处理工艺的选择应综合考虑 HR r m 3 46 2 . 59 43 . 多 方 面 的 影 响 因 素 , 全 面 衡 量 , 进 行 方 案 的 池容船 1 0 4 0 4 1 0 0 0 8 l0 8 0 比较确定才 能得 到最 终方案 。在实 际具体的 二沉池窖 积 15 或无 20 15 或无 20 l5 20 工 程实践 中,应该 要有前瞻 性,使 处理工艺 不 仅能满足现 在 的需要, 也要符合将来 的处 相对比例% 10 0 7 5 l 2 5 理要求 。 进水 c ( O l0 80 l5 30 25 2
啤酒生产废水处理方法的分析和研究
摘 要: 分析比较 了啤 酒生 产废水 的各种处 理 方法 , 出 了啤 酒企业 制定废水 处理 方案 的原 则要 求 。 提 关键 词 : 酒 废 水 处 理 方 法 研 究 啤 中 图分 类 号 : S 6 T 21 文献标识码 : A 文 章编 号 : 6 4 0 8 2 1 ) 1b 一0 l —0 l 7 - 9 X( 0 o o ( ) 1 1 7
Q:;
环 境 科 学
S c en a T ec i ce nd hnol ogy nnov l ati q Her d oI ai
啤 酒 生 产 废 水 处 理 方( 河南省 孟津县 环保局 河 南洛 阳
4 1 0 7 0 ) 1
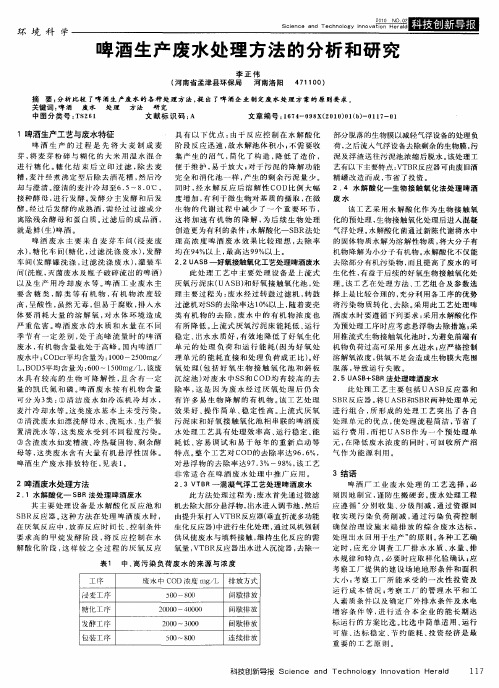
2 2U S 一 好氧接触氧 化工艺处理 啤酒 废水 去 除 部分 有 机污 染 物 , 且提 高 了废 水 的 可 . A B 而 此 处 理 工 艺 中 主 要 处 理 设 备 是 上 流 式 生 化性 , 有益 于 后续 的 好 氧生 物接 触 氧化 处 厌 氧 污 泥床 ( UAS ) 好 氧 接 触 氧 化 池 , B和 处 理 。 工 艺在 处 理 方法 、 艺 组 合及 参数 选 该 工
1啤酒 生产 工艺与废水特征
艺 有以 下主要特 点 : T R反应器可 由废 旧酒 V B
完 全 和 消 化 池 一 样 , 生 的 剩 余 污 泥 量 少 。 精 罐 改 造而 成 , 省 了投 资 。 产 节 同时 , 水 解 反 应 后 溶 解 性 C 经 OD比 例 大 幅 2. 水 解酸 化 一 生物 接 触氧 化 法处 理 啤 酒 4 度增加 , 有利 于微 生物 对基 质 的摄 取 , 微 废 水 在
生物 的代谢过程 中减少 了一个重要 环节 ,
该 工 艺 采 用 水 解 酸 化 作 为 生物 接 触 氧
啤酒废水处理流程

啤酒废水处理流程一、引言啤酒是一种常见的饮料,而在啤酒的生产过程中会产生大量的废水。
啤酒废水的处理对于环境保护至关重要。
本文将介绍啤酒废水处理的流程,以期提高废水处理效率,减少对环境的影响。
二、初始处理啤酒废水处理的第一步是初始处理。
在这一步中,首先需要将废水进行初步的固液分离,即将废水中的悬浮物和固体颗粒物去除。
通常采用物理方法,如格栅和沉淀池来完成这一过程。
格栅可以过滤掉较大的固体物,而沉淀池则能使悬浮物沉淀到底部。
三、调节处理在初始处理之后,需要对废水进行调节处理。
这一步的目的是调节废水的pH值、温度和浓度等参数,以便后续的处理工艺能够正常进行。
调节处理通常采用化学方法,通过加入酸碱等化学物质来调节废水的性质。
四、生物处理生物处理是啤酒废水处理的核心步骤。
在这一步中,废水中的有机物会被微生物降解,从而达到去除有机物的目的。
常用的生物处理方法有活性污泥法、生物膜法和生物滤池法等。
这些方法都依赖于微生物的降解能力,能够有效地去除废水中的有机物。
五、深度处理在经过生物处理后,废水中的有机物已经大幅度降解,但仍然含有一定量的污染物。
为了进一步提高废水的处理效果,需要进行深度处理。
深度处理通常采用物化方法,如吸附、膜分离和氧化等。
这些方法能够去除废水中的微量有机物和溶解物,使废水的水质得到进一步提升。
六、消毒处理消毒处理是为了杀灭废水中的细菌和病毒等微生物,以确保废水的卫生安全。
常用的消毒方法有氯化、臭氧氧化和紫外线照射等。
这些方法能够有效地杀灭废水中的微生物,使废水达到国家排放标准。
七、固体废物处理在啤酒废水处理过程中,除了液体废水外,还会产生一定量的固体废物。
这些固体废物需要得到妥善处理,以免对环境造成二次污染。
常用的固体废物处理方法有压滤和焚烧等。
通过这些方法,可以将固体废物处理成无害物质,保护环境。
八、排放经过上述处理流程后,啤酒废水的水质已经达到国家排放标准。
最后一步是将处理后的废水排放到环境中。
啤酒废水的再生利用方法

啤酒废水的再生利用方法
啤酒废水的再生利用方法有很多种,以下是一些常见的方法:
1. 生物处理法:利用微生物将啤酒废水中的有机物分解成二氧化碳和水,并将其中的氮、磷等元素转化为生物质或无机盐,最终达到净化废水的目的。
2. 膜技术:利用特殊的膜对啤酒废水进行分离和过滤,去除其中的悬浮物、颜色、异味等,使废水达到可再利用的水平。
3. 离子交换法:利用离子交换树脂将啤酒废水中的离子进行交换,去除其中的金属离子、硫酸盐、氯离子等,达到废水再生利用的目的。
4. 蒸馏法:将啤酒废水进行蒸馏,去除其中的水分和杂质,得到高纯度的水,可以再次用于生产过程。
5. 生态系统法:利用生态系统原理,在啤酒废水中建立人工湿地、植物池等,通过植物的吸收和微生物的降解,将废水净化并回收利用。
以上是一些常见的啤酒废水再生利用方法,具体应根据实际情况选择合适的方法。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
啤酒废水处理方法比较(一)摘要:随着改革开放的发展,90年代初完整的厌氧技术也在国内啤酒、饮料行业得到应用。
这里所说完整的意义在于除厌氧生化技术外,沼气通过自动化系统得到燃烧,这是厌氧系统安全运行和不产生二次污染的重要保证,这也是国内外开发厌氧技术和设备应充分引起重视的问题。
厌氧技术的引进与应用能耗节约70%以上。
关键词:啤酒废水SBR法好氧接触新型接触生物接触UASB+SBR法一、前言:啤酒废水主要来自麦芽车间(浸麦废水),糖化车间(糖化,过滤洗涤废水),发酵车间(发酵罐洗涤,过滤洗涤废水),灌装车间(洗瓶,灭菌废水及瓶子破碎流出的啤酒)以及生产用冷却废水等。
啤酒工业废水主要含糖类,醇类等有机物,有机物浓度较高,虽然无毒,但易于腐败,排入水体要消耗大量的溶解氧,对水体环境造成严重危害。
啤酒废水的水质和水量在不同季节有一定差别,处于高峰流量时的啤酒废水,有机物含量也处于高峰。
国内啤酒厂废水中:CODcr 含量为:1000~2500mg/L,BOD5含量为:600~1500mg/L,该废水具有较高的生物可降解性,且含有一定量的凯氏氮和磷。
啤酒废水按有机物含量可分为3类:①清洁废水如冷冻机冷却水,麦汁冷却水等。
这类废水基本上未受污染。
②清洗废水如漂洗酵母水、洗瓶水、生产装置清洗水等,这类废水受到不同程度污染。
③含渣废水如麦糟液、冷热凝固物。
剩余酵母等,这类废水含有大量有机悬浮性固体。
二、啤酒废水处理方法:鉴于啤酒废水自身的特性,啤酒废水不能直接排入水体,据统计,啤酒厂工业废水如不经处理,每生产100吨啤酒所排放出的BOD值相当于14000人生活污水的BOD值,悬浮固体SS值相当于8000人生活污水的SS,其污染程度是相当严重的,所以要对啤酒废水进行一定的处理。
目前常根据BOD5/CODcr比值来判断废水的可生化性,即:当BOD5/CODcr>0.3时易生化处理,当BOD5/CODcr>0.25时可生化处理,当BOD5/CODcr0.3所以,处理啤酒废水的方法多是采用好氧生物处理,也可先采用厌氧处理,降低污染负荷,再用好氧生物处理。
目前国内的啤酒厂工业废水的污水处理工艺,都是以生物化学方法为中心的处理系统。
80年代中前期,多数处理系统以好氧生化处理为主。
由于受场地、气温、初次投资限制,除少数采用塔式生物滤池,生物转盘靠自然充氧外,多数采用机械曝气充氧,其电耗高及运行费用高制约了污水处理工程的发展和限制了已有工程的正常使用或运行。
随着人们对于节能价值和意义的认识不断变化与提高,开发节能工艺与产品引起了国内环保界的重视。
1988年开封啤酒厂国内首次将厌氧酸化技术成功的引用到啤酒厂工业废水处理工程中,节能效果明显,约节能30~50%,而且使整个工艺达标排放更加容易和可靠。
随着改革开放的发展,90年代初完整的厌氧技术也在国内啤酒、饮料行业得到应用。
这里所说完整的意义在于除厌氧生化技术外,沼气通过自动化系统得到燃烧,这是厌氧系统安全运行和不产生二次污染的重要保证,这也是国内外开发厌氧技术和设备应充分引起重视的问题。
厌氧技术的引进与应用能耗节约70%以上。
下面主要介绍一下处理啤酒废水常用的几种方法:(一)、酸化—SBR法处理啤酒废水:其主要处理设备是酸化柱和SBR 反应器。
这种方法在处理啤酒废水时,在厌氧反应中,放弃反应时间长、控制条件要求高的甲烷发酵阶段,将反应控制在酸化阶段,这样较之全过程的厌氧反应具有以下优点:(1)由于反应控制在水解、酸化阶段反应迅速,故水解池体积小;(2)不需要收集产生的沼气,简化了构造,降低了造价,便于维护,易于放大;(3)对于污泥的降解功能完全和消化池一样,产生的剩余污泥量少。
同时,经水解反应后溶解性COD比例大幅度增加,有利于微生物对基质的摄取,在微生物的代谢过程中减少了一个重要环节,这将加速有机物的降解,为后续生物处理创造更为有利的条件。
(4)酸化—SBR法处理高浓度啤酒废水效果比较理想,去除率均在94%以上,最高达99%以上。
要想使此方法在处理啤酒废水达到理想的效果时运行环境要达到下列要求:(1)酸化—SBR法处理中高浓度啤酒废废水,酸化至关重要,它具有两个方面的作用,其一是对废水的有机成分进行改性,提高废水的可生化性;其二是对有机物中易降解的污染物有不可忽视的去除作用。
酸化效果的好坏直接影响SBR反应器的处理效果,有机物去除主要集中在SBR反应器中。
(2)酸化—SBR法处理啤酒废水受进水碱度和反应温度的影响,最佳温度是24℃,最佳碱度范围是500~750mg/L。
视原水水质情况,如碱度不足,采取预调碱度方法进行本工艺处理;若温度差别不大,运行参数可不做调整,若温度差别较大,视具体情况而定。
(二)、UASB—好氧接触氧化工艺处理啤酒废水:此处理工艺中主要处理设备是上流式厌氧污泥床和好氧接触氧化池,处理主要过程为:废水经过转鼓过滤机,转鼓过滤机对SS的去除率达10%以上,随着麦壳类有机物的去除,废水中的有机物浓度也有所降低。
调节池既有调节水质、水量的作用,还由于废水在池中的停留时间较长而有沉淀和厌氧发酵作用。
由于增加了厌氧处理单元,该工艺的处理效果非常好。
上流式厌氧污泥床能耗低、运行稳定、出水水质好,有效地降低了好氧生化单元的处理负荷和运行能耗(因为好氧处理单元的能耗直接和处理负荷成正比)。
好氧处理(包括好氧生物接触氧化池和斜板沉淀池)对废水中SS和COD均有较高的去除率,这是因为废水经过厌氧处理后仍含有许多易生物降解的有机物。
该工艺处理效果好、操作简单、稳定性高。
上流式厌氧污泥床和好氧接触氧化池相串联的啤酒废水处理工艺具有处理效率高、运行稳定、能耗低、容易调试和易于每年的重新启动等特点。
只要投加占厌氧池体积1/3的厌氧污泥菌种,就能够保证污泥菌种的平稳增长,经过3个月的调试UASB即可达到满负荷运行。
整个工艺对COD的去除率达96.6%,对悬浮物的去除率达97.3%~98%,该工艺非常适合在啤酒废水处理中推广应用。
(三)、新型接触氧化法处理啤酒废水:此方法处理过程为:废水首先通过微滤机去除大部分悬浮物,出水进入调节池,然后中提升泵打入VTBR反应器中进行生化处理,通过风机强制供风使废水与填料接触,维持生化反应的需氧量,VTBR反应器出水进入沉淀器,去除一部分脱落的生物膜以减轻气浮设备的处理负荷,之后流人气浮设备去除剩余的生物膜,污泥及浮渣送往污泥池浓缩后脱水。
该处理工艺有以下主要特点:①VTBR反应器由废旧酒精罐改造而成,节省了投资。
与钢筋混凝土结构相比,具有一次性投资低,运行稳定,处理效果好等特点。
②冬季运行时,在VTBR反应器外部加了一层保温材料,使罐中始终保持较高的温度,提高了生物的活性。
③因VTBR反应器高达10m左右,水深大,所选用风机为高压风机,风压为98kPa,N=75kw,耗电量大。
(四)、生物接触氧化法处理啤酒废水:该工艺采用水解酸化作为生物接触氧化的预处理,水解酸化菌通过新陈代谢将水中的固体物质水解为溶解性物质,将大分子有机物降解为小分子有机物。
水解酸化不仅能去除部分有机污染物,而且提高了废水的可生化性,有益于后续的好氧生物接触氧化处理。
该工艺在处理方法、工艺组合及参数选择上是比较合理的,充分利用各工序的优势将污染物质转化、去除。
然而,如果由于某些构筑物的构造设计考虑不周会影响运行效果,致使出水水质不理想,使生物接触氧化池的出水(静沉30min的澄清液)COD为500~600mg/L,经混凝气浮处理后出水COD仍高达300mg/L,远高于排放要求(150mg/L)。
但是此处理方法在设计和运行中回出现以下问题:(1)水解酸化池存在的问题主要是沉淀污泥不能及时排除。
由于该废水中悬浮物浓度较高,因而池内污泥产量很大,而原工艺仅在水解酸化池前端设计了污泥斗,所以池子的后部很快就淤满了污泥。
另外,随着微生物量的增加在软性生物填料的中间部位形成了污泥团,使得传质面积减小。
针对污泥淤积情况,在水解酸化池前可增设一级混凝气浮以去除水中的悬浮物,经此改进后水解酸化池能长期、稳定、有效地运行,其出水COD也从1100~1200mg/L降至900~1000mg/L,收到了较好的效果。
不过,增设混凝气浮增加了运行费用,而且气浮过程中溶入的O2还可能对水解酸化产生不利影响。
因此,在设计采用水解酸化处理悬浮物浓度高的污水时,可增设污泥斗的数量以便及时排除沉淀污泥。
此外,为防止填料表面形成污泥团应采用比表面积大、不结泥团的半软性填料。
(2)如果废水中污染物浓度较高或前处理效果不理想,生物接触氧化池前端的有机物负荷较高,使得供氧相对不足,此时该处的生物膜呈灰白色,处于严重的缺氧状态,而池末端成熟的好氧生物膜呈琥珀黄色。
同时,水中的生物活性抑制性物质浓度也较高,对微生物也有一定的抑制作用。
这些因素使得生物接触氧化池没有发挥出应有的作用,处理效果不理想。
鉴于此,可一采取阶段曝气措施即多点进水,污水沿池长多点流入生物接触氧化池以均分负荷,消除前端缺氧及抑制性物质浓度较高的不利影响。
改为多点进水并经过一段时间的稳定运行后,生物接触氧化池的出水(30min的澄清液)COD为200~300mg/L。
再经混凝气浮工序处理后最终出水COD<150mg/L(一般在130mg/L),达到了排放要求。
(3)在调试运行过程中,生物接触氧化池中生物膜脱落、气泡直径变大(曝气方式为微孔曝气)、出水浑浊、处理效果恶化的现象时有发生。
经研究、分析、验证发现这是由于负荷波动或操作不当造成溶解氧不足而引起的。
溶解氧不足使得生物膜由好氧状态转变为厌氧状态,其附着力下降,在空气气泡的搅动下生物膜大量脱落,导致水粘度增加、气泡直径增大、氧转移效率下降,这又进一步造成缺氧,如此形成恶性循环致使处理效果恶化。
(4)在调试运行初期,发生这种现象时一般是增大供气量以提高供氧能力来消除缺氧,结果由于气泡搅动强度增大,造成了更大范围的生物膜脱落、水粘度更大、氧转移效率更低,非但没能提高供氧能力反而使情况更糟。
正确的处理措施应是减小曝气量,待脱落的生物膜随水流流出后再逐渐增加曝气量使溶解氧浓度恢复到原有水平,若水温适宜则2~3d后生物膜就可恢复正常。
因此当采用此工艺处理啤酒废水时要遵循下列要求:①采用水解酸化作为预处理工序时应考虑悬浮物去除措施。
②采用推流式生物接触氧化池时,为避免前端有机物负荷过高可采用多点进水。
③应严格控制溶解氧浓度,供氧不足会造成生物膜大范围脱落,导致运行失败。
(五)、内循环UASB反应器+氧化沟工艺处理啤酒废水:此工艺采用厌氧和好氧相串联的方式,厌氧采用内循环UASB技术,好氧处理用地有一处狭长形池塘,为了降低土建费用,因地制宜,采用氧化沟工艺。
本处理工艺的关键设备是UASB反应器。