Lean Manufacturing WK3精益生产3英文
精益生产和敏捷制造

精益生产和敏捷制造引言精益生产(Lean Manufacturing)和敏捷制造(Agile Manufacturing)是两种管理理念和制造方法,旨在通过提高效率、降低浪费来增加生产力和灵活性。
虽然两者都旨在帮助组织适应现代制造环境的变化,但它们在理念和实施方法上有所不同。
本文将介绍精益生产和敏捷制造的概念、原则和实施方法,并比较两者之间的异同点。
精益生产精益生产是一种以Toyota生产系统(TPS)为基础的生产管理方法。
它的核心目标是消除生产过程中的浪费和非价值增加的活动,以实现高效生产和持续改进。
基本原则精益生产遵循以下几项基本原则:1.价值流映射:通过分析整个价值链,确定价值流和非价值流的部分。
从而找出并优化非价值增加活动。
2.流程流动:确保所有生产和运作流程达到最佳状态,以便杜绝延迟和浪费的产生。
3.拉动生产:根据市场需求,按需生产,避免过度生产和库存积压。
4.构建质量:把产品和过程的质量设计和控制纳入整个生产过程。
5.持续改进:通过定期反思和改进,追求更高效率和更高质量。
实施方法精益生产的实施方法包括:1.5S整理法:通过整理、整顿、清扫、清洁和自律的方法,优化工作环境和流程。
2.精益维护:通过预防性维护和设备管理,最大限度地减少设备故障和停机时间。
3.单一分钟交换SMED:通过减少设备换线时间,提高生产效率和灵活性。
4.Takt时间及节拍生产:通过根据客户需求制定合理的生产节拍,实现流程的平稳运作。
5.追溯和6 Sigma:通过追溯产品和过程数据,并使用6 Sigma方法来改进质量和减少变异。
敏捷制造敏捷制造是一种注重市场灵活性和迅速响应的生产管理方法。
它的核心理念是快速反应市场需求、灵活调整生产线,以满足不断变化的需求。
基本原则敏捷制造遵循以下几项基本原则:1.快速变化:可以快速、迅速地改变生产线并响应市场需求的能力。
2.灵活调整:根据需求调整生产线和资源配置,以满足市场需求的变化。
某公司精益生产培训教材(中英文)
5年生产效率的提高
52% 的提高
Electronic & Electrical
Industrial Equipment
Handtools and Hardware
Controls & Measuring
3.00% 2.50% 2.00% 1.50% 1.00% 0.50% 0.00% -0.50% -1.00%
0
Electronic &
Industrial
Handtools and
Controls &
Electrical
按时交货 Equipment
Hardware
Measuring
12
10
8
6
44%的提高
4
2
0
Electronic & Electrical
Industrial
Handtools and
Controls &
The amount of human effort, time, space, tools, and inventories can typically be cut in half very quickly, and steady progress can be maintained from this point onward to cut inputs in half again within a few years.
➢ Toyota Production System丰田制造系统
➢ _____ Production System______ 制造系统
➢ etc?..
等等…...
Lean Manufacturing - Key Characteristics 精益制造 - 关键特性
精益生产单词翻译

精益生产单词翻译OEE(Overall Equipment Effectiveness)--- 全局设备效率OEE = (Running time / Loading time) x (Actual Output / Theoretical output) x (Good Output / Actual out put)世界级企业的全局设备效率OEE为85%或者更好。
大多数企业的设备OEE运行在13% 到40%之间。
Labor Linearity 劳动力线性化一种在生产工序特别是一个生产单元中,随着产量的变化灵活调动操作员人数的方法。
按照这种方法,制造每个零件所需仁数,随产量的变化,能够接近于线性。
Lean Enterprise 精益企业一个产品系列价值流的不一致部门同心协力消除浪费,同时按照顾客要求,来拉动生产。
这个阶段性任务一结束,整个企业立即分析结果,并启动下一个改善计划。
Lean Production 精益生产一种管理产品开发、生产运作、供应商、与客户关系的整个业务的方法。
与大批量生产系统形成对比的是,精益生产强调以更少的人力,更少的空间,更少的投资,与更短的时间,生产符合顾客需求的高质量产品。
精益生产由丰田公司在第二次世界大战之后首创,到1990年的时候,丰田公司只需要用原先一半的人力,一半的制造空间与投入资金,生产相同数量的产品。
在保证质量与提高产量的同时,他们所花费的在产品开发与交货的时间,也远比大批量生产更有效益。
“精益生产”这个术语由MIT国际机动车辆项目的助理研究员John Krafcik于20世纪80年代最先提出。
Lean Logistics 精益物流在沿着价值流的各个公司与工厂之间,建立一个能够经常以小批量进行补给的拉动系统。
我们假设A公司一个零售商直接向顾客销售产品,而且从B公司一个制造商大批量、低频率的补给货物。
精益物流将会在零售商A公司安装一个拉动信号,当他售出若干的货物之后,这个信号就会提示制造商,补充相同数量的货物给A,同时制造商会提示他的供应商补充相同数量的原料或者半成品,以此一直向价值流的上游追溯。
精益生产术语中英文版
精益生产术语中英文版1. 精益生产的概述精益生产(Lean Production)是一种以消除浪费为核心的生产管理方法。
它源于日本的丰田生产方式(Toyota Production System),通过优化生产过程,最大限度地提高生产效率和质量。
精益生产强调对价值流程的分析和改进,以减少无价值的活动和浪费,并提高产品或服务的价值。
2. 精益生产术语中英文对照以下是精益生产常用术语的中英文对照表:中文术语英文术语浪费Waste价值流Value Stream价值流映射Value Stream Mapping五大改善原则Five Improvement Principles连续流Continuous Flow一均衡One Piece FlowTakt时间Takt Time拉动生产Pull Production和谐人机关系Harmonious Man–Machine Relationship标准化工作Standardized WorkJidoka Jidoka看板系统Kanban SystemKaizen Kaizen二次流程Secondary ProcessPDCA循环PDCA Cycle七大浪费Seven Wastes急寻原则Just-in-Time Principle质量控制圈Quality Control CircleKaikaku Kaikaku持续改进Continuous Improvement标准工作Standard Work3. 精益生产术语解释3.1 浪费(Waste)在精益生产中,浪费指的是任何不增加价值但增加成本和时间的活动。
这些活动是没有必要的,可以被消除或减少。
根据精益生产的理念,浪费被分为七类,即运输、库存、运动、等待、超生产、缺陷和过度加工。
3.2 价值流(Value Stream)价值流是指从原材料到最终产品或服务交付前的所有步骤和活动。
通过分析价值流,可以发现哪些步骤是无价值的或无必要的,并进行优化,以提高整体效率和质量。
精益术语 Lean Lexicon

精益术语 Lean Lexicon精益基本理念精益生产与精益公司1.Lean Production (精益生产)2.Lean Enterprise (精益企业)3.Lean Logistics (精益物流)4.Toyota Production System (丰田生产系统)5.Just-In-Time(JIT) (及时生产)增值与浪费6.Seven Wastes (七种浪费)7.Muda,Mura,Muri8.Value-Creating (增值)9.Non Value-Creating (非增值)精益改进识别价值10.Product Family Matrix (产品系列矩阵)11.Build-to-Order (按订单制造)12.Batch and Queue (批量生产)13.Demand Amplification (需求扩大)分析价值流价值流总体描述(逻辑关系)14.Spaghetti Chart (意大利面条图)15.Value Stream Mapping (价值流图)流程布局(实物——设备、物料及人)16.Process Village (加工群)时间分析(物料/设备)时间基本概念17.Value-Creating Time (增值时间)18.Non Value-Creating Time(非增值时间)19.Takt Time (节拍时间)周期时间20.Cycle Time (周期时间)21.Processing Time(加工时间)22.Machine Cycle Time(机器周期时间)23.Effective Machine Cycle Time(有效机器周期时间)24.Operator Cycle Time(操作员周期时间)Lead Time25.Production Lead Time (产品交付期)26.Order Lead Time(订单交付期)27.Order to Cash Time(订单到现金时间)库存库存基本概念28.Inventory (库存)29.Raw Materials(原材料)30.Work-in-Process(WIP)(在制品)31.Work-In-Process (在制品)32.Finished Goods(成品)标准库存33.Standard Inventory (标准库存)34.Buffer Stock (缓冲库存)35.Safety Stock(安全库存)36.Shipping Stock(装运库存)库存绩效指标37.Inventory Turns (库存周转率)设备38.Downtime (停工期)39.Changeover (换模)信息流40.信息流41.Production Control (生产控制)生产单元42.Cell (生产单元)效率43.Efficiency (效率)44.Apparent Efficiency(表面效率)与True Efficiency(真实效率)45.Total Efficiency(总效率)与Local Efficiency(局部效率)稳定价值流(生产单元[Cell]的主要参数)价值流设计46.Production Preparation Process(3P) (生产准备过程)47.Set-based Concurrent Engineering (多方案同步进行的开发工程)48.Design-In (共同设计)标准化作业(生产/作业单元)49.Work (工作)50.Standardized Work (标准化操作)51.Process Capacity Sheet(工序能力表)52.Standardized Work Combination Table(标准化操作组合表)53.Standardized Work Chart(标准化操作表)54.标准作业指导书(SOS)操作员55.Plan For Every Person (为每个人做培训计划)56.基本工序的分配方式物料57.Plan For Every Part(PFEP) (为每个产品做计划)设备58.Production Analysis Board (生产分析板)59.Total Productive Maintenance (TPM,全面生产维护)Autonomous(自主管理)60.Error-Proofing (预防差错)61.Jidoka (自动化)62.Andon (信号灯)63.Automatic Line Stop (自动停止生产线)64.Fixed-Position Stop System (固定工位来停止生产)65.Inspection (检查)现场组织66.5S67.Red Tagging (红标签)流动68.Continuous Flow (连续流)69.Flow Production (流水线生产)70.Kanban (看板)71.Pacemaker Process (定拍工序)72.A-B Control (A-B控制)73.Chaku-Chaku (一步接一步)拉动拉动基本模式74.Push Production (推动生产)75.Pull Production (拉动生产)76.Supermarket (库存超市)77.Supermarket Pull System (库存超市拉动系统)78.Fill-Up System (填补系统)79.Sequential Pull System (顺序拉动系统)80.First In, First Out (FIFO) (先进先出)81.Mixed Supermarket and Sequential Pull System(库存超市与顺序拉动混合系统)信息流(生产/作业指令)82.Pitch (单位制造时间)83.Every Product Every Interval (EPEx) (生产批次频率)均衡拉动(Level Pull)84.Heijunka (均衡化)85.Heijunka Box (生产均衡柜)bor Linearity (劳动力线性化)87.Capital Linearity (线性化的设备投资)88.right-sized tool (适度装备)89.Set-Up Reduction (减少转换时间)90.Single Minute Exchange of Die (10分钟内更换模具)追求完美精益仓库91.Cross-Dock (交叉货仓)92.物料传递员(W/S)精益物流93.Greenfield (新建工厂)精益变革基本理念94.乐于改变(Open mind to change)95.细微的改善意识96.员工参与(Employees participation)97.团队精神(Team work)98.尽管去做(Just do it)99.先创新后投资(Creativity before capital)领导100.Chief Engineer (总工程师)101.Change Agent (实施改变的领导者)组织实施102.Policy Deployment (政策实施)103.精益生产推进室(Kaizen promotion office)104.培训(Training)105.Kaizen Workshop (改善研习会)106.Gemba (现场)持续改进107.Kaizen (改善)108.Kaikaku (突破性改善)109.Plan, Do, Check, Act(PDCA) (计划,实施,检查,行动) 110.Four Ms (四M)111.Five Whys (五个“为什么”)112.A3 Report (A3报告)Labor Linearity (劳动力线性化)一种在生产工序(特别是一个生产单元)中,随着产量的变化灵活调动操作员人数的方法。
lean精益生产术语中英文版

X 1/10 X½ X2 X½
X 1/10 X½
Goaபைடு நூலகம் : Add Value & Eliminate Waste … Relentlessly for Our Customers 目标: 减少浪费&创造价值 全心全意为客户服务
No Money 不投入更多金钱 No Space 不占用更多面积 No Manpower 不使用更多人力
Key Note from Sensei: 老师的重要提示: • To understand the above WIP definitions, go to The Genba and perform your own work towards Establishing the right WIP quantities. This is the Only way you can understand the definition. 要理解WIP定义,你需要去到现场在工作中实践正确的WIP数量。 这是让你理解这个定义的唯一方法。
Various types of WIP in our manufacturing process 生产过程中存在各种类型的WIP
1. 2. 3. 4. Standard WIP Process WIP 标准WIP 制程WIP 制程与制程间WIP
Process To Process WIP
Station To Station WIP工位与工位间WIP
9
What is Standard WIP 什么是标准WIP • WIP means INVENTORY. INVENTORY is Basically ‘bad’.
WIP就是库存。库存从根本上说是“不好”的。
lean精益生产术语中英文版

回流焊炉的标准WIP
= 6 min / 30 sec
= 12 Pcs
11
第11页,共59页。
What is Standard WIP 什么是标准WIP
Example 2: 例子2
WIP in the tester at backend assembly with process time 60 sec and Takt Time 30 sec.
Example 1: 例子1 WIP in the reflow oven for curing with process time 6 min and Takt time 30 sec. 在回流焊炉中固化的WIP,制程时间 6 min,节拍时间 30 sec.
Standard WIP in the curing oven = Process Time / Takt Time
N
Leveling Assembly
Chart/SWCS 手动作业装配
Receiving,
Work
Standard 3
Y
Y
N
N
作业标准
Y
Water Spider,
Y
Andon 异常报警系
统
HR, Testing 收货,水蜘蛛
,HR,测试
4 第4页,共59页。
3 Types of Standard Works 3种标准作业
8
第8页,共59页。
What is Standard WIP 什么是标准WIP
Various types of WIP in our manufacturing process
生
产过程中存在各种类型的WIP
1. Standard WIP
精益生产中英文互译
An outline of:Lean Thinking Banish Waste and Create Wealth in YourCorporationBy James P. Womack and Daniel T. JonesNew York, NY: Free Press, Simon & Schuster, Inc., 1996, Second Edition, 2003 Preface to the 2003 Edition. Forecasts are always wrong. That is why lean thinkersstrive to reduce order-to-delivery time. During the 2002 meltdown, this 1996 book went back on the Business Week bestseller list. We have added what we have learned since 1996 in this edition. Lean Thinking is more relevant today. Lean ideas are the single most powerful tool available for creating value and eliminating waste in any organization.Part I: Lean PrinciplesTaiichi Ohno (1912 – 1990), a Toyota executive, identified seven types of waste found in any process:• Transportation. Unnecessary transport of parts under production.• Inventory. Stacks of parts waiting to be completed or finished products waiting to be shipped.• Motion. Unnecessary movement of people working on products.• Waiting. Unnecessary waiting by people to begin the next step.• Over-Processing the product with extra steps.• Over-Production of products not needed.• Defects in the product.We have added an eighth waste: goods and services that do not meet the customer’s needs. Other authors have added: underutilization of peopleLean Thinking is the antidote to waste. There are (5) Lean Principles:• Specify Value. Value can be defined only by the ultimate customer. Value is distorted by pre-existing organizations, especially engineers and experts. They add complexity of no interest to the customer.• Identify the Value Stream. The Value Stream is all the actions needed to bring a product to the customer. If the melter, forger, machiner, and assembler never talk,duplicate steps will exist.• Flow. Make the value-creating steps flow. Eliminate departments that execute a single-task process on large batches.• Pull. Let the customer pull the product from you. Sell, one. Make one.• Pursue Perfection. There is no end to the process of reducing time, space, cost and mistakes.Lean is doing more with less. Use the least amount of effort, energy, equipment, time, facility space, materials, and capital – while giving customers exactly what they want.The Prize We Can Grasp Now. Converting a batch-and-queue system to continuous flow, with pull, will:Double labor productivity• Cut throughput time by 90%• Reduce inventory by 90%• Cut errors by 50%• Cut injuries1: ValueA House or a Hassle-Free Experience? Doyle Wilson Homebuilder found that customers “valued” a hassle-free design process and on-time delivery. All his processes were thenre-aligned to meet this goal.Define Value in Terms of the Whole Product. As the product flows, each firm defines value differently. Think of air travel. Each firm – agent, airline, taxi, currency exchange, customs, immigration – defines their own priorities, duplicates efforts, and works in disharmony with the whole process. The customer is not satisfied.2: The Value StreamThe View from the Aisle. A value stream “map” identifies every action to design, order, and make a specific product. Each step is then sorted into three categories: (1) those that add value, (2) those that add no value but are currently necessary, and (3) those that add no value and can be eliminated. After the third category has been eliminated, the second category should be addressed through flow, pull, and perfection techniques.The Value Stream for a Carton of Cola. The British grocery chain Tesco retails products with thousands of value streams. In the canned cola value stream, three hours of value-added activity take 319 days to perform.3: FlowThe World of Batch-and-Queue. Five-sixths of home-building is waiting for the next set of specialists or rework. Flow principles typically cut half the effort and the time required.The Techniques of Flow. The 1st step is to maintain focus on the product. The 2nd step is to ignore job boundaries and departments IOT remove impediments to continuous flow of the specific product. The 3rd step is to rethink work practices to eliminate backflow, scrap, and stoppages IOT make the product continuously.• Takt time synchronizes the rate of production to the rate of sales. (48) bikes per day sold divided by (8) hours of production = (6) bikes and hour, or (1) bike every tenminutes.• Flow requires all workers and machines to be capable at all times. This requires cross-training.• Flow requires workers to know the status of production at all times. This requires visual controls.• All activities can flow. Concentrate on the value stream for a specific product, eliminateorganizational barriers, and relocate and right-size tools.4: PullPull means that no one upstream should produce anything until the customer downstream asks for it. “Don’t make anything until it is needed, then make it very quickly.” “Sell one, buy one.” “Ship one, make one.”The Bad Old Days of Production. The Toyota bumper replacement system suffered long lead times. The ability to get parts quickly from the next upstream producer enabled re-orders in small amounts. This is the secret to reducing inventory. Cut lead times and inventories. Demand should instantly generate new supply.5: PerfectionThe Incremental Path. Freudenberg-NOK, a gasket manufacturer, improved a single process six times in three years. “Why didn’t they get is right the first time?” Because perfection is continuous.Continuous Radical and Incremental Improvement. If you are spending capital, you are doing it wrong. Once leaders understand the first four lean principles – value specification, value stream identification, flow, andpull – their perfection step starts with policy: a vision of the ideal process, and the step-wise goals and projects to get there. Transparency is everything. Everyone must know what you are attempting to achieve and what area is the first priority. The force behind this is the leader known as the change agent.Part II: From Thinking to Action: The Lean Leap6: The Simple CaseLantech manufacturers stretch wrap machines. “Process Villages” – Sawing department, Machining department, Welding department, Painting department, and Sub-assembly department – all generated long lead times. Batches of ten were manufactured to ship one. Inventory overwhelmed the factory. Order changes created havoc in the plant. “The more inventory yo u have, the less likely you will have the part you need.”• The Lean Revolution. Ron Hicks leaned Lantech. He created four cells, one for each product. He defined standard work: on time, on spec, every time. Takt time wasintroduced: number of products needed per day divided by number of hours (8/8 = 1hour). He right-sized machines to fit inside work cells. He implemented quickchangeover to make multiple different parts with little machine downtime.• Result. Lantech cut 30% excess space, doubled product output, cut defects from 8 per product to 0.8 per product, and cut lead time from sixteen weeks to fourteen hours.On-time shipping rose from 20 to 90%.7: A Harder CaseThe Change Agent. Art Byrne was hired as CEO of Wiremold in 1991. “CEOs are timid to change the shop floor.” Byrne led lean training using a manual he wrote himself. He led toursof the plant to observe waste that his managers were now able to see.• Improvements Must be Fast. Three days was Byrne’s standard.• Post a Scorecard for Each Product Team. Wiremold tracked: Productivity – sales per employee, Service – percent delivered on-time, Inventory – turns, and Quality –mistakes.• Teach People How to See. Create a lean training function. Teach all employees the five principles of lean: Value, Value Stream, Flow, Pull, and Perfection. Teach allemployees lean techniques: standard work, takt time, visual control, pull scheduling,and single-piece flow.• Results. Wiremold freed 50% factory floor space, eliminated a warehouse, and converted $11M of inventory into $24M in sales. Lead time fell from four weeks totwo days.8: The Acid TestPratt & Whitney (P&W). In 1991, CEO Karl Krapek and cost-cutter Mark Coran leanedP&W.• Jet Engines. Founded in 1860, P&W led the aircraft engine business by 1929. When they abandoned piston engines to gamble on jets in 1946, business soared. Production inefficiencies were overlooked.• Overcapacity. Faced with competition in the 1980s, P&W rationalized plant layout and addressed development costs. They needed lower production costs and flexibility toreact to customer needs. Why did P&W need so much space, tools, inventory andpeople to get so little done? Daily output of engines and spare parts could fit insideCEO’s office. Failure to manage ass ets. P&W cut people, cut managers, andoverhauled their entire production culture and processes.• The Monument of all Monuments. A “monument” is a machine or process too big to be moved and whose scale requires operating in batch mode. Monuments are evil, generating huge amounts of waste. P&W had an $80M grinding system, representing obsolete thinking. Although speeding up grinding from 75 minutes to 3 minutes and eliminating multiple manual grinding jobs, in actuality grinding jobs took longer (due to eight-hour changeovers and batch scheduling), and required more people (22 computer technicians). P&W retired the $80M monument, returned to 75-minute production.9: Lean Thinking versus German TechnikPorche. Chairman Wendelin Wiedeking introduced lean thinking to Porche. In 1994, the first-ever Porsche rolled off the line with nothing wrong with it.• Engineers. Porche is led by engineers, intrigued with unique solutions that are difficult to manufacture. Workers are craftsmen. Unfortunately, much craftsmanship is waste.Tinkering with the product – repairing and polishing raw materials, troubleshooting,re-assembling elements, repainting and re-fitting – were thought to be necessaryactivities to produce a high-quality product.• Crisis. 1986 was the boom year. 1992 was the crash. Porche products were tooexpensive. Costs and throughput time had to be slashed. New quality focus: “Stopfixing mistakes that should never have been made.” Reduction in inventory: “Whereis the factory? This is the warehouse!”• Just-in-Time (JIT) Game. Porche asked all their suppliers to play a simulation to learn lean concepts. Lean concepts were critical across all firms contributing to the Porche value stream.• The Remarkable Lean Transition at Porche. In five years, through 1997, Porch doubled its productivity, cut manufacturing space in half, cut lead time for a finished vehicle from six weeks to three days, cut supplier defects 90%, cut inventories 90%,and cut first-time-through errors by 55%.• The German Tradition. The Germans need to stop prioritizing the engineer’s definition of value, “voice of the engineer,” over the customer’s definition of value,“voice of the customer.” A German weakness is a fondness for monster machines that produce large batches: paint booths are an example.• Variety and Refinement Cost. Volkswagen makes four exterior mirrors, nineteen parts each, in seventeen colors. Nissan has four-part mirrors in four colors. Excess varietyoften exceeds the ability of the customer to notice, and his willingness to pay.10: Mighty Toyota; Tiny ShowaShowa has been transformed by its relationship with Toyota. Showa, a radiator manufacturer, had “Process villages” for casting, cleaning, stamping, welding, painting and assembly. Each was run in batch mode with long intervals between tool changes. Mountains of parts were transported and stored between steps.• The Initial Struggle. Taiichi Ohno, lean advisor, promised to reduce three months ofinventory to three days, double labor productivity, and halve plant space for zerocapital investment. This he did.• The Final Element: Rethinking Order-Taking and Scheduling. Showa then leanedorder-taking by scheduling backwards, working to takt time, to synchronize orderswith production slots, exactly four days before shipment time. Orders with incorrectinformation were never passed along.• Toyota Today. Lesson: high-tech automation only works if the plant can run at 100percent output and if the cost of indirect technical support and high-tech tools is lessthan the cost of direct labor saved.Part III: Lean Enterprise11: A Channel for the Stream; a Valley for the ChannelThe Lean Enterprise. No one watches the performance of the whole value stream. Identify all actions to bring a product to the customer, across all firms. There is no privacy. Eachfirm’s costs become transparent.12: Dreaming About PerfectionLong-Distance Travel. Each organization ignores the role of the other parties. The time, cost, and comfort of the total trip are key performance measures. What would travel times be without queues?Construction. 80% of home building is hurry-up and wait, then re-working the construction errors.The Prize We Can Grasp Right Now. Lean thinking can boost productivity while reducing errors, inventories, accidents, space requirements, production lead times, and costs in general. Lean thinking requires little capital.Part IV: Epilogue13: A Steady Advance of Lean ThinkingThis chapter an updated review of Wiremold, Toyota, Porsche, Lantech, and Pratt & Whitney.14: Institutionalizing the RevolutionAn Enhanced Action Plan is the 2003 update to the 1996 plan from Chapter 11.Getting Started [Months 1 – 6]• Find a Change Agent with ability and authority.• Get the Knowledge through an advisor. Start at the big picture before addressing small steps.• Seize a Crisis or create one. Focus on fixing an obvious problem. Small wins. Don’t spend money.• Map your current value streams. Managers need to see. Map also the flow of information going upstream to create a closed circuit. See Rother and Shook, Leaning to See, 1998.• Analyze each step of the Current State. Does this step create value? Is this step capable, available, flexible? Is capacity sufficient? Excessive? Does theinformation flow from the customer smoothly? Every process has a box score:total lead time, value creating time, changeover time, uptime, rework, inventory,every part made every x minutes. If this step went away, what would happen?• Envision the Future State. Draw it.• Begin as soon as possible with an important, visible activity. Convert managers with hand-on activity.• Demand Immediate Results. Everyone should see results which create psychological momentum. One week: less planning, more doing. Identify the waste and remove it.Communicate with your people by showing results at the scene of action.Creating an Organization to Channel Your Streams [Months 6 – 24]• Reorganize Your Firm by product and value streams. Put a Change Agent in charge of each product.• Create a Lean Promotion Team.• Deal with Excess People Early.• Devise a Growth Strategy.• Remove the Anchor Draggers.• When You’ve Fixed Something, Fix It Again.• New: Convince Your Suppliers and Customers to Take the Steps Just Described.Install Business Systems to Encourage Lean Thinking [Months 24 – 48]Create new ways to keep score.• Create new ways to reward people.• Make everything transparent so everyone can see progress.• Teach lean. Learn lean.• Right-size Your Tools to insert directly into the value stream. Large and fast is more efficient but less effective. This wrong assumption is the cornerstone ofbatch-and-queue thinking.• Pay a bonus. Tie bonus amount to the profitability of the firm.Completing the Transformation [Months 48 – 60] Convert to bottom-up initiatives. Lean ideas are democratic and not top-down. Layers of management can be stripped away.New: Convert From Top-Down Leadership to Bottom-Up Initiatives. Toyota gets brilliant results from average managers using brilliant procedures. Competitors get mediocre results from b rilliant managers using mediocre procedures. Don’t search for brilliant managers. Perfect your processes.Reviewer’s CommentsIn 1988 James Womack first described Toyota as a “lean” corporation. Womack and co-writer Daniel Jones described the Toyota Production System (TPS) in The Machine That Changed the World. In 1990, the two toured companies in Europe, North American, and Japan presenting ideas on how to convert mass production practices to lean practices. Lean Thinking, first published in 1996, is a survey of the lean movement. It clearly describes the waste found in mass production, explains the five principles of lean thinking, and then draws lessons from real companies who have successfully implemented lean ideas. Lean Thinking is not a technical how-to text on production, but an enlightened overview of top-level lean ideas and applications. This updated edition includes lessons that the authors have collected between 1996 and 2003, especially the concept of a lean enterprise – a collection of companies working lean together to produce a single product with the least wasted effort and capital. The book is well-written, researched, and organized, and the authors make a strong case that lean is universal and will benefit any organization in any endeavor. Lean thinking and practices are the single most powerful tool for eliminating waste in any organization.中文翻译概述精益思想去除浪费,并在贵公司创造财富由詹姆斯P.沃麦克和丹尼尔T.琼斯纽约编写,纽约:自由出版社,西蒙与舒斯特公司,1996年。
精益生产培训(ppt154)中英文

• 改善整个价值链 • 节点上连着精益工
厂
Marketing Competition and Globalization
市场竞争及全球化
➢ Shorter lead time and on time delivery 快速并准时交货
➢ No boundary,business globalize village 无国界,业务“地球村”
Marketing Competition and Globalization
市场竞争及全球化
Life Cycle Cost In Different周期成本
• Ongoing efforts to improve Quality, Productivity, and Responsiveness
• Recognition of employee abilities
• 消除浪费 • 不断改进 • 员工参与
• Builds on synchronous manufacturing
福特首创的装配线是大规模低品种生产方式的代表, 工人被当成工作的机器
Toyota Production System (TPS) • Just-In-Time Production (produce only what is needed) • Pull System • High variety to meet customers wants
➢ 制造系统的要点 ➢ 市场竞争及全球化 ➢ 精益生产五项原则 ➢ 最好的工厂?
Lean Thinking and Lean Manufacturing System 精益思维和精益生产系统
精益生产 英文词汇
精益生产英文词汇
以下是关于精益生产(Lean Production)的一些英文词汇:
1.Lean Production: 精益生产
2.Kaizen: 改善,不断改进
3.Just-In-Time (JIT): 准时生产,即时生产
4.Continuous Improvement: 持续改进
5.Waste Elimination: 消除浪费
6.Value Stream Mapping (VSM): 价值流程图
7.5S Methodology: 5S方法(整理、整顿、清扫、清洁、素养)
8.Kanban: 看板
9.Andon: 安灯
10.Poka-Yoke: 防错
11.Single-Minute Exchange of Die (SMED): 单分模换模
12.Total Productive Maintenance (TPM): 全员生产维护
13.Batch Production: 分批生产
14.Cellular Manufacturing: 单元化生产
15.Pull System: 拉动系统
16.Flow Production: 流水生产
17.Visual Management: 视觉管理
18.Standard Work: 标准作业
19.Gemba: 现场(实地)
20.Muda: 浪费
21.Mura: 不稳定
22.Muri: 过度负荷
这些术语涵盖了精益生产的核心概念和工具。
请注意,根据上下文,可能会有不同的翻译和表达方式。
精益生产单词翻译(DOC 50页)

Drive and implement Lean manufacturing across the operations in order to eliminate waste, minimize inventory and maximize flow• Develop procedures in partnering with suppliers in order to achieve Lean manufacturing• Reducing system response time and ensure the production system was capable of immediately changing and adapting to market demands.• Required to collect and analyze data for determining an improvement strategy.• Facilitate and teach Lean manufacturing tools and techniques. Coach existing and new teams with Lean projects.• Ability to strategically prioritize and manage process improvement opportunities in alignment with business goals and objectives.• Working hand in hand with internal six-sigma expert in developing and drive Lean Sigma.• Acts as change agent to instill Lean Sigma culture throughout organization• Must have the ability to lead, work with teams, and understand team dynamics.OEE(Overall Equipment Effectiveness) --- 全局设备效率OEE = (Running time / Loading time) x (Actual Output / Theoretical output) x (Good Output / Actual output)世界级企业的全局设备效率OEE为85%或更好。
精益生产单词翻译

精益生产单词翻译目录1.精益生产的定义与背景2.精益生产中的重要概念–单线流水线生产–价值流图–构建质量–拉动生产–模块化设计3.精益生产的优势与实施挑战4.结论1. 精益生产的定义与背景精益生产(Lean Production),又称为精益生产流程、精益制造,是一种最大程度地提高生产力的生产管理方法。
它源自于日本的丰田生产系统(Toyota Production System,简称TPS),并在全球范围内得到广泛应用。
精益生产的理念最早由丰田汽车公司的创始人丰田喜一郎和他的学生豊田佐吉于20世纪20年代提出。
他们深入研究了美国福特汽车公司的生产模式,并结合了日本本土的文化和管理哲学,最终形成了精益生产的方法论。
精益生产的目标是通过消除浪费、提高质量和缩短交付周期来实现生产成本的优化。
它强调团队合作、持续改进和员工参与,通过科学管理和系统性思维来优化生产过程,并最大限度地满足客户需求。
2. 精益生产中的重要概念单线流水线生产精益生产中的一个核心概念是单线流水线生产。
它基于产品价值流的特点,将生产过程划分为一系列连贯的工序,每个工序都在前一工序完成后立即开始。
这种方式能够降低生产过程中的等待时间和库存量,提高生产效率和交付速度。
价值流图价值流图是精益生产中用于分析和改进价值流的工具。
它是一种图形化的表示方法,可清晰展示从原材料采购到最终产品交付的所有活动和价值增加环节。
通过分析价值流图,可以发现生产过程中存在的浪费和瓶颈,并制定改进措施。
构建质量精益生产强调构建质量,即通过精确的过程控制和预防性维护,尽量避免生产过程中发生缺陷和错误。
这可以通过持续的员工培训、标准化工作流程和设备保养来实现。
构建质量可以提高产品质量,降低返工和废品率。
拉动生产拉动生产是精益生产中的一种生产方式,它通过按需生产来减少库存量和生产过剩。
拉动生产基于客户订单的需求,只有在订单产生时才进行生产,并且在上一个环节完成后才将产品传递给下一个环节。
精益生产中英文

精益生产系统之产品 生命周期成本
$/ piece $/piece
销售价格
销售价格
V 产量
V
产量
What is Lean Manufacturing 什么是精益生产-五个原则
Perfect 完美
没有任何事物 是完美的 不断改进
Value 价值
站在客户 的立场上
Lean Manufacturing
精益生产
• 低产量 • 个性化
• Large batches of similar products
• Inflexible machinery
• Manufacture of goods by process
• 大批量少品种 • 工序式生产 • 设备大难组合
• Focused on total elimination of waste
• Ongoing efforts to improve Quality, Productivity, and Responsiveness
• Recognition of employee abilities
• 消除浪费 • 不断改进 • 员工参与
• Builds on synchronous manufacturing
• Capable plants linked to lean concepts
• 改善整个价值链 • 节点上连着精益工
厂
Marketing Competition and Globalization
市场竞争及全球化
➢ Shorter lead time and on time delivery 快速并准时交货
• Emphasize on lead time reduction
Lean Manufacturing WK3精益生产3英文

Copyright © Futuris Automotive Interiors All Rights Reserved
[6]
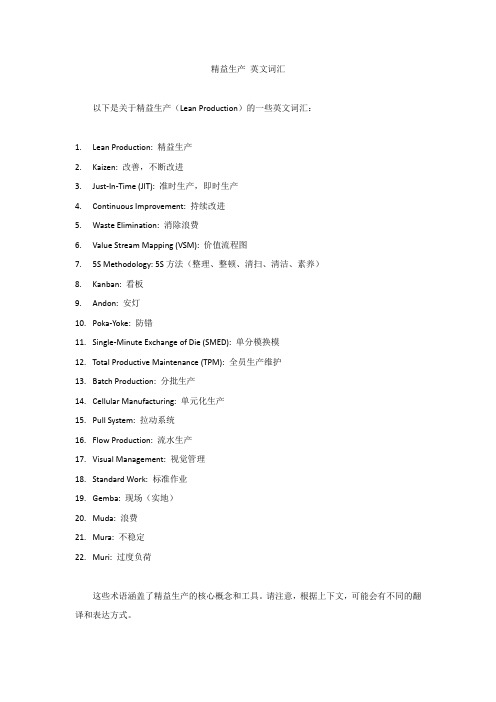
one – piece flow
•redesign work processes to achieve high value-added, continuous flow.
• imbalanced work cycles –typically person with extra time will deviate
• intermittent work stoppages due to lack of parts or to perform additional tasks
1 PC
Operation A
Operation B
1 PC
Operation C
Single piece flow with visually defined agreement
Copyright © Futuris Automotive Interiors All Rights Reserved
Teruyuki Minoura, former President, Toyota Motor Manufacturing, North America
Copyright © Futuris Automotive Interiors All Rights Reserved
[5]
jidoka
Stopping the process to build in quality
Continuous Improvement
Waste Reduction
精益生产的管理资料——英汉互译

Drive and implement Lean manufacturing across the operations in order to eliminate waste, minimize inventory and maximize flow• Develop procedures in partnering with suppliers in order to achieve Lean manufacturing• Reducing system response time and ensure the production system was capable of immediately changing and adapting to market demands.• Required to collect and analyze data for determining an improvement strategy.• Facilitate and teach Lean manufacturing tools and techniques. Coach existing and new teams with Lean projects.• Ability to strategically prioritize and manage process improvement opportunities in alignment with business goals and objectives.• Working hand in hand with internal six-sigma expert in developing and drive Lean Sigma.• Acts as change agent to instill Lean Sigma culture throughout organization• Must have the ability to lead, work with teams, and understand team dynamics.OEE(Overall Equipment Effectiveness) --- 全局设备效率OEE = (Running time / Loading time) x (Actual Output / Theoretical output) x (Good Output / Actual output)世界级企业的全局设备效率OEE为85%或更好。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Copyright © Futuris Automotive Interiors All Rights Reserved
[6]
one – piece flow
•redesign work processes to achieve high value-added, continuous flow.
Just-in-Time
Right part, right amount, right time
•Takt time •Continuous flow •Pull system •Quick Changeover •Integrated logistics
People & Teamwork
*Selection *Rigid decision making *Common goals *Cross-trained
Visual Management TPS – Total Production Management
Jidoka
(In-station quality) Make problems visible
Automatic stops •Andon •Person-machine separation •Error proofing •In-station-quality control •Solve root cause of problem (5 Why’s)
“A method to detect defects when they occur and automatically stop production so an employee can fix the problem before the defect continues downstream.”
Teruyuki Minoura, former President, Toyota Motor Manufacturing, North America
Copyright © Futuris Automotive Interiors All Rights Reserved
[5]
jidoka
Stopping the process to build in quality
Copyright © Futuris Auห้องสมุดไป่ตู้omotive Interiors All Rights Reserved
[2]
one-piece flow
also known as “single piece flow” ideal state where items are processed and moved directly to the next process one piece at a time each processing step completes its work just before the next process needs the item and the transfer batch is one Takt Time:the heart beat of one-piece flow
Continuous Improvement
Waste Reduction
*Genchi Genbutsu *Eyes for waste *5 Why’s *Problem solving
Leveled Production (Heijunka) Stable and Standardized Processes
Lean Manufacturing WK3精益生产3英 文
lean manufacturing foundations
Best Quality – Lowest Cost – Shortest Lead Time – Best Safety – High Morale
Through shortening the production flow by eliminating waste
•strive to cut back to zero the amount of time that any work project is sitting idle or waiting for someone to work on it.
•create flow to move material and information fast as well as to link processes and people together so that problems surface right away.
Copyright © Futuris Automotive Interiors All Rights Reserved
[4]
one – piece flow
“If some problem occurs in one-piece-flow manufacturing then the whole production line stops. In this sense it is a very bad system of manufacturing. But when production stops everyone is forced to solve the problem immediately. So team members have to think, and through thinking team members grow and become better team members and people.”
Copyright © Futuris Automotive Interiors All Rights Reserved
[3]
one-piece flow
benefits of one-piece flow: •builds in quality •creates real flexibility •creates higher productivity •frees on floor space •improves safety •improves morale •reduces cost of inventory