模具常识
模具常识入门知识
如GB(国标)、YB(冶标)、QJ(航 天标准)等,这些标准是根据国内模具 行业实际情况和发展需要制定的,适用 于国内市场。
模具行业质量管理体系的建立与实施
质量方针和目标
制定明确的质量方针和质量目标,为模具生产提 供指导。
质量控制
通过各种检测手段和方法,确保模具在制造过程 中符合设计要求和客户标准。
模具常识入门知识
• 模具概述 • 模具材料 • 模具设计 • 模具制造 • 模具使用与维护 • 模具行业标准与规范
01
模具概述
模具的定义与分类
定义
模具是一种用于制造特定形状和尺寸零件的工具,通过模具可以快速、准确地 制造出大量具有一致性的产品。
分类
根据不同的分类标准,模具可以分为多种类型,如按成型材料可分为金属模具、 塑料模具、硅胶模具等;按结构可分为简单模具和复杂模具;按使用次数可分 为单次使用模具和多次使用模具等。
定位不准确
调整定位装置,确保定位准确;检查定位元 件是否松动或磨损。
强度不足
检查模具材料是否符合要求,加强薄弱部位; 检查热处理工艺是否正确。
06
模具行业标准与规范
模具行业的主要标准与规范
国际标准
如ISO、ASTM、DIN等,这些标准 规定了模具设计、制造、检验等方面 的基本要求,是全球范围内通用的准 则。
冷却系统设计
冷却系统的设计对模具寿命和产品质 量有很大的影响,需合理布置冷却管 道。
顶出系统设计
顶出系统的设计要确保产品顺利脱模, 防止粘连和损伤。
模具设计的CAD/CAM软件介绍
AutoCAD
一款常用的二维CAD软件,适用于模具的平面图设计 和绘图。
Pro/Engineer
模具部安全生产常识
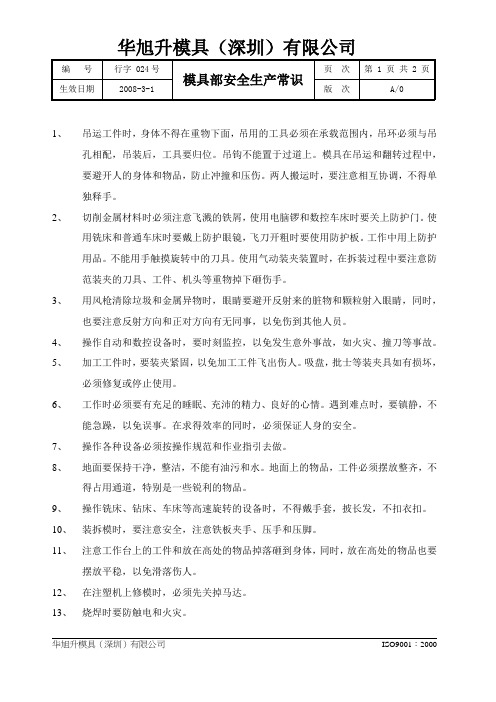
1、吊运工件时,身体不得在重物下面,吊用的工具必须在承载范围内,吊环必须与吊孔相配,吊装后,工具要归位。
吊钩不能置于过道上。
模具在吊运和翻转过程中,要避开人的身体和物品,防止冲撞和压伤。
两人搬运时,要注意相互协调,不得单独释手。
2、切削金属材料时必须注意飞溅的铁屑,使用电脑锣和数控车床时要关上防护门。
使用铣床和普通车床时要戴上防护眼镜,飞刀开粗时要使用防护板。
工作中用上防护用品。
不能用手触摸旋转中的刀具。
使用气动装夹装置时,在拆装过程中要注意防范装夹的刀具、工件、机头等重物掉下砸伤手。
3、用风枪清除垃圾和金属异物时,眼睛要避开反射来的脏物和颗粒射入眼睛,同时,也要注意反射方向和正对方向有无同事,以免伤到其他人员。
4、操作自动和数控设备时,要时刻监控,以免发生意外事故,如火灾、撞刀等事故。
5、加工工件时,要装夹紧固,以免加工工件飞出伤人。
吸盘,批士等装夹具如有损坏,必须修复或停止使用。
6、工作时必须要有充足的睡眠、充沛的精力、良好的心情。
遇到难点时,要镇静,不能急躁,以免误事。
在求得效率的同时,必须保证人身的安全。
7、操作各种设备必须按操作规范和作业指引去做。
8、地面要保持干净,整洁,不能有油污和水。
地面上的物品,工件必须摆放整齐,不得占用通道,特别是一些锐利的物品。
9、操作铣床、钻床、车床等高速旋转的设备时,不得戴手套,披长发,不扣衣扣。
10、装拆模时,要注意安全,注意铁板夹手、压手和压脚。
11、注意工作台上的工件和放在高处的物品掉落砸到身体,同时,放在高处的物品也要摆放平稳,以免滑落伤人。
12、在注塑机上修模时,必须先关掉马达。
13、烧焊时要防触电和火灾。
14、车间工作人员要衣着工整,不留长指甲。
车间内不许打闹,不许穿拖鞋。
15、非胶位处利角必须倒角。
16、模具等物品不能占道摆放,危险物品要放到不易触及的地方。
在生产现场要注意,不要碰到危险物品。
17、工伤要即时汇报,以便调查核实,否则,很难确认是否是工伤,很难确认责任人。
冲压模具的保养常识

冲压模具的保养常识一.冲压模具的一级保养1.装模时的保养(1)装模前,要对模具的上下表面进行清擦,保证模具安装面和压机工作台面不受压伤,及模具在生产中上下安装面的平行度。
(2)模具装好后,将模具打开,将模具各部分清擦干净,特别是导向机构,对于表面件模具,其型面清擦干净,以保证制件的质量。
对模具各滑动部分进行润滑,涂润滑脂。
模具各部份的检查,特别是安全件,如:安全侧销、安全螺钉、侧护板、冲孔废料道等。
2.生产中的保养(1)生产中,定期对模具的相应部分进行涂油,如:拉延模的压料圈、圆角;修边模的刀口部位;翻边刀块部分等。
(2)定期对修边冲孔模的小孔废料道进行废料的清理。
3.生产后的保养(1)生产结束后,要对模具进行全面的检查。
(2)模具进行全面的清擦,保证模具的清洁度。
(3)将模具内的废料清理干净,保证废料盒中无废料。
(4)将模具的使用状态和使用后的情况如实地反馈到模具传票上。
二.冲压模具的二级保养此项保养工作由模修人员完成,并根据保养情况作好记录。
以下就不同的零件叙述其二保的要求和方法:1.拉延模凸模、凹模拉延模的凸、凹模,主要出现的问题是拉毛及型面的压坑。
保养时,主要对模具的圆角拉毛部位进行抛光。
如果出现压坑,要对模具进行补焊,再进行修顺。
2.导向零件(导柱、导套及导板等)模具在工作中会出现拉痕等现象。
产生的主要原因有润滑油脏及导向间隙偏等。
导向零件产生拉痕,采取用油石推顺后抛光的办法进行消除。
3.修边刀口模具在使用过程中,刀口部分易出现崩刃和刃口塌陷现象。
此时,要对模具损坏的刀口进行补焊修配。
4.弹簧等弹性零件在使用过程中,弹簧是模具最易损坏的零件之一,通常出现断裂和变形现象。
采取的办法就是更换,但是,更换过程中一定要注意弹簧的规格和型号,弹簧的规格型号通过颜色、外径和长度三项确定,只有在此三项都相同的情况下才可以更换。
5.冲头、冲套模具上使用的冲头、冲套,大部分都采用标准件。
模具在使用过程中,冲头易出现折断、弯曲和啃坏现象。
冲压模具常识
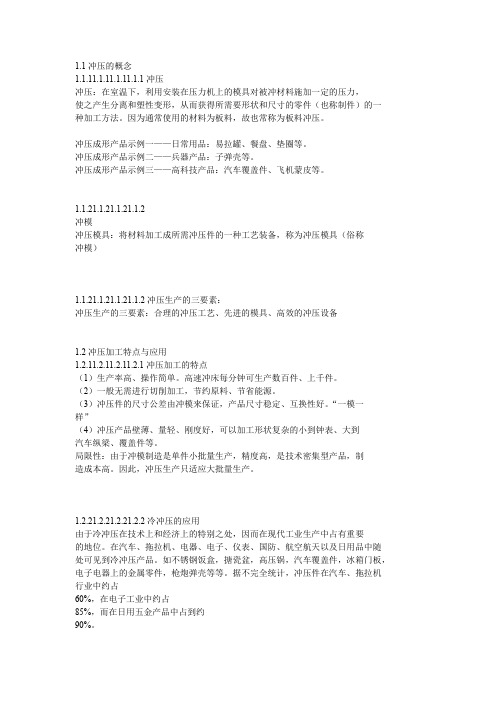
1.1冲压的概念1.1.11.1.11.1.11.1.1冲压冲压:在室温下,利用安装在压力机上的模具对被冲材料施加一定的压力,使之产生分离和塑性变形,从而获得所需要形状和尺寸的零件(也称制件)的一种加工方法。
因为通常使用的材料为板料,故也常称为板料冲压。
冲压成形产品示例一——日常用品:易拉罐、餐盘、垫圈等。
冲压成形产品示例二——兵器产品:子弹壳等。
冲压成形产品示例三——高科技产品:汽车覆盖件、飞机蒙皮等。
1.1.21.1.21.1.21.1.2冲模冲压模具:将材料加工成所需冲压件的一种工艺装备,称为冲压模具(俗称冲模)1.1.21.1.21.1.21.1.2冲压生产的三要素:冲压生产的三要素:合理的冲压工艺、先进的模具、高效的冲压设备1.2冲压加工特点与应用1.2.11.2.11.2.11.2.1冲压加工的特点(1)生产率高、操作简单。
高速冲床每分钟可生产数百件、上千件。
(2)一般无需进行切削加工,节约原料、节省能源。
(3)冲压件的尺寸公差由冲模来保证,产品尺寸稳定、互换性好。
“一模一样”(4)冲压产品壁薄、量轻、刚度好,可以加工形状复杂的小到钟表、大到汽车纵梁、覆盖件等。
局限性:由于冲模制造是单件小批量生产,精度高,是技术密集型产品,制造成本高。
因此,冲压生产只适应大批量生产。
1.2.21.2.21.2.21.2.2冷冲压的应用由于冷冲压在技术上和经济上的特别之处,因而在现代工业生产中占有重要的地位。
在汽车、拖拉机、电器、电子、仪表、国防、航空航天以及日用品中随处可见到冷冲压产品。
如不锈钢饭盒,搪瓷盆,高压锅,汽车覆盖件,冰箱门板,电子电器上的金属零件,枪炮弹壳等等。
据不完全统计,冲压件在汽车、拖拉机行业中约占60%,在电子工业中约占85%,而在日用五金产品中占到约90%。
如一辆新型轿车投产需配套2000副以上各类专用模具;一台冰箱投产需配套350副以上各类专用模具;一台洗衣机投产需配套200副以各类专用模具。
折弯模具常识-1

折弯模具常识一般分类上模按模具结构分有:直刀、尖刀、弯刀/鹅颈刀、避位刀、特殊刀上模按折弯功能分有:90°、30°、R角、压平、异形(防盗门框类)下模按模具结构分有:双V、单V、组合下模下模按模具功能分有:V5/V6/V8/V10/V12/V14/V16/V18/V20/V25/V30,30°深V槽,压平模等组合下模模具分段:正常情况下刀具的长度为835mm;为便于折弯不同的长度,常将整长的刀具分割为以下几段上模:10+15+20 +40+50+100+100+200+300=835mm下模:10+15+20+40+50+100+200+400=835mm以上成为标准分段,也有厂家按自身实际需求进行其他尺寸的分段模具注意事项:①折弯模具是采用的钢材(一般为42CrMo )经特殊热处理(整体淬火HRC47±2)制作而成,具有硬度高,不易磨损,承受压力大等特点,但每套模具都有他承受的极限压力:吨/米,所以在使用模具时要选用模具的长度,即每米要加多少压力,绝不能超过模具所标注的压力。
② 为了不损坏模具,我们规定了在对原点时,一定要用300mm 以上长度的上下模进行对原点.对好原点后才可以使用相同高度的上模、下模。
严禁使用分割小模进行对原点,而且对原点一定要按机器内部的原点压力为准。
③ 在使用模具时,由于各种模具的高度不一致,所以在一台机器上选用模具时只能用同样高度的模具,不能用不同高度的模具。
④ 在使用模具时,要根据金属板料的材质硬度、厚度、长度来选用合适的上、下模,一般按5~6T 的标准使用下模,长度要比板料长一些,当材质越硬、厚度越大的料,应用槽较宽一点的下模。
⑤在折弯锐角或压死角时,应选用30度上,先折锐角、后压死边。
在折弯R 角时,应选用R上模和R下模进行。
⑥在折弯较长的工件时,不要用分段模具,减少接刀压痕,而且选用单槽的,因为单槽的下模V槽外角R大,不易产生折弯压痕。
模具基本常识培训资料

注射成型模具的工作原理
一般注塑模具的设计流程
一般注塑模具的加工流程
产品结构的分析(设计依据)
塑胶模具的结构特点
模具的结构特点MOLD STRUCTURE 流道类型 Runner Method □冷流道 Cold Runner □热流道 Hot Runner 水口类型Gate Method □直接入水 Direct □潜水 Submarine gate □针点 Pin point □侧水 Edge gate □封针 Valve Gate □细水转侧 Pin point transfer side gate 模具类型 Type of mold base □二板模 2 plate □三板模 3 plate
Mold base TP/top clamping plate BP/bottom clamping plate A/A plate B/B plate RP/striper plate SP/support plate SB/spacer block ERP/ejector retainer plate EP/ejector plate Lifting eye bolts temperature insulator sheets
Taperless Center Pins
Straight Core Pins
常见顶出机构零部件
Step type round core pins
Taperless core pins
Shaped inlay core pins for Boss
Block core pins/Cavity inserts
Heated nozzles Hot runner Valve hot runner Pin point hot runner Cold runner Hot runner pillar Locating rings Gate bushing Sprue radius
冲压模具基础知识
工艺性分析
OK?
N O
YES
毛坯排样
冲切刃口设计
工序优化成组
工序排样
工序排样图
工艺计算
结构概要设计
压力机
不合适 备料,毛坯粗加工
价格,周期 评测 合适
结构详细设计
零件设计
零件明细表
外购件明细 标准件明细
装配图
模具零件加工
零件图
四、冲压模具常用钢材及表面处理: Steels and surface treatment
二、冲压模具的基本结构: Basic structure
復 合 模 (彈簧脫料) 結 構 圖 例
CP
要釆用綠色彈簧
TM( 25*55)日產彈簧
PRL
所有模具必須作限位塊 以作下死點保護
要釆用紅色彈簧 TM( 25*30)日產彈簧
5 UDS 4
UBP 15
PP
23
UDP
8
16 17
USP
6
19 18
HRC62-64 HRC62-64
HRC 62-64 Nitriding >>TD Coating 渗氮甚至TD处理 HRC58-62 HRC54-58 -
Cr12/D2
Stainless steel plate 不锈钢板 Self lubricating and copper base 铜座、自给润滑 A3/45/Q235
Cr12MoV/D2/SKD11/DC53/SKH-9
Surface Treatment / HARDNESS 表面处理及硬度
HRC62-64、
Cr12MoV/D2/SKD11/DC53/SKH-9 SKD11/DC53/SKH-9 A3/45 45 D2/SKD11/DC53 D2/SKD11/DC53 Cr12MoV/D2/SKD11 45/Cr12
注塑模具皮纹制作知识简介

2.蚀纹产品的特点、用途
• 更持久耐用 • 易用清洁,防止灰尘和指纹 • 满足视觉需求,如:以假乱真的橘皮纹,木纹等 • 功能需求;超声波焊接和胶粘表面可以充分利用塑料的流动性,有利于成型时的 排 气及增加零件注塑时的摩擦力。 • 改善制品的外观。通过咬花,可以遮盖一些缩水、熔接线、断差等痕迹。 • 可增加零件的表面强度。
(1).犁地纹的腐蚀。 犁地纹俗称细皮纹,因为较像梨表面的小黑点,故称犁地纹。 犁地纹的制作全靠喷枪,通过调 节喷枪喷雾颗粒的大小来控制皮 纹的粗细。 通过喷枪将油墨直接喷在模具表 面。
典型蚀纹应用,汽车仪表板表面花纹(皮革纹)
典型几何纹,非常规则。 犁地纹,因类似梨表面的小黑点而得名。
蚀 纹 后 的 模 具 表 面
二:蚀纹纹理开发
1.纹理的来源
植物 动物
传统
几何
现代 力量
科技 自然
2.原始纹理数据采集、底板的制作
纹理除电脑或手工绘制外,通常也选用自然存在的装饰纹。 采集方法:(各厂家工艺不同,此处为举例说明) 方法①选取花纹清晰、均匀、平整的表面,先喷一层黑色自干漆,晾干后,用 200#以上的碳酸钙粉末涂抹,填平纹路,再轻轻抹去突出面的白粉,使其露出黑 色,直至版面纹理清晰,黑白分明,底图制作完成。再采用照相技术进行原版皮纹 的制作。 方法②直接采用激光扫描机进行纹理,左图示为精度为0.01mm的激光扫描仪。
对于整体式c柱上护板这类要求应用几何纹 且无拼接线的纹理贴附方法。
1.红色虚线框代表皮纹纸。 2.四角绿色箭头表示贴附时需要四角拉伸。 3.皮纹纸韧性、弹性很好,可以很好的拉伸 而不撕破。 4.黑色细线表示纹理方向。
以左图为例 1.先平整贴附蓝色虚线框内皮纹 纸,蓝色线框是需要沿中空形状 边缘仔细割开。 2.将割开的皮纹纸平整的沿黄色 箭头方向向下贴附, 中部橙色 部位做其他种类纹理,封帖好。 3.按照皮纹区域的要求进行皮纹 纸的贴附,要点是几何纹理要方 向同一,平滑直顺,不能贴附后 纹理扭曲,不能几何纹理拉伸后 变形不均匀、严重。
模具机械常识知识点总结

模具机械常识知识点总结一、模具机械的定义模具机械是模具制造和加工过程中使用的专用机械设备,用于制造和加工各种工业模具。
模具机械包括模具加工设备、模具锻压设备、模具注塑设备、模具冲压设备等。
二、模具机械的分类模具机械按照功能和用途可以分为模具加工设备、模具锻压设备、模具注塑设备、模具冲压设备等。
模具加工设备包括铣床、车床、磨床、钻床等;模具锻压设备包括锻压机、压力机、冲压机等;模具注塑设备包括注塑机、挤出机等;模具冲压设备包括冲床、剪板机等。
三、模具机械的基本原理1. 模具加工设备的基本原理是利用刀具对工件进行削除加工。
铣削是用铣刀在工件表面切削出形状、尺寸和表面质量合乎要求的零件。
车削是用车刀沿工件轴线旋转切削,使工件成为旋转体。
磨削是用磨料工具对工件进行磨削,使工件表面获得所需的形状和尺寸精度及表面光洁度。
钻削是用钻头对工件进行旋转切削,使工件获得孔洞。
2. 模具锻压设备的基本原理是借助一定的压力使金属材料在模具中受到塑性变形。
模具锻压设备主要包括锻压机和压力机。
锻压是用压力使金属在模具中发生塑性变形的一种成形方法,一般有自由锻造和模锻两种。
压力机是利用机械、液压或气动等方式对金属材料进行冲压、弯曲、拉伸等塑性变形的设备。
3. 模具注塑设备的基本原理是将熔化的塑料材料注射到模具腔体中,通过冷却和固化得到成型产品。
注塑机主要由注射系统、压力系统、冷却系统和控制系统等组成。
注射系统包括进料、加热、塑化、注射和浇铸等过程。
4. 模具冲压设备的基本原理是利用模具对金属板材进行冲压成型。
冲床是利用冲头对金属板材进行冲压成型的设备,其工作原理是通过受力板上的燕尾槽使连杆与滑块相连,滑块带动冲头向下运动,实现对金属板材进行冲压。
剪板机是利用刀具对金属板材进行剪切的设备,其工作原理是通过液压、气压或机械力使刀具对金属板材进行快速切割。
四、模具机械的主要特点模具机械具有高精度、高效率、高稳定性和高可靠性的特点。
各类模具常识
各类模具常识
2)模具零件的最终热处理 ① 淬火:淬火和回火是模具零件加工过程中的关键工序之一。随 着淬、回火质量的优劣,模具使用寿命会出现悬殊差别。 为了缩短淬火保温时间、减小淬火开裂与变形倾向,在淬火 加热前要进行预热。 常用模具钢加热、淬火和冷却工艺规范 度硬注 。化: 法括 所号 采内 用数 的据 温是 度指 及二 硬次
表面粗糙度小,Ra0.05 m (表面光洁,轮廓清晰)。 母模可用各种材料,利用率高(一般重复铸多件);
设备简单,可一槽多模,同时加工不同形状的型腔零件。 效率低,制模周期长;
铸层厚度不均匀 主要用于塑料模、电火花加工用电极的加工,以及小形拉 深凹模、印刷板等。
各类模具常识
E 超声波加工 ① 原理:利用工具端面作超声频震动,并通过悬浮液中的磨料加 工脆硬材料的一种加工方法。
② 表面粗糙度Ra可达0.2μm以上;
③ 可磨削孔径为0.8~200mm。
B 应用 适用于具有孔系凹模淬火后的精加工。
各类模具常识
3)成形磨削 A 原理 把形状复杂的零件的几何线型分解成若干直线、圆弧等简 单几何线型,然后分段进行磨削。 B 特点 ① 热处理后精加工,精度高(IT7~IT6)。 ② 表面质量好 ,Ra可达0.8~0.4μm。 ③ 生产率高。
各类模具常识
C 电解加工 ① 工成形。
② 特点及应用:
加工效率高; 表面粗糙度可达Ra1.6~0.2 m以上; 工具电极基本不损耗,可重复长期
使用; 设备投资大、成本高。 不易达到较高精度和加工稳定性(精度约为±0.1mm左右) 电解产物对环境有污染。 适用于大型型腔模(如锻模、塑料模、压铸模)加工及电
模具安全保护常识

模具安全保护常识1. 引言模具是制造工业产品的重要工具,对于保证产品质量和生产效率具有重要作用。
然而,模具在使用过程中存在一定的安全风险,如果不正确使用或保护,可能会带来事故和损失。
因此,了解模具安全保护常识对于确保工作场所的安全和生产的正常进行非常重要。
2. 常见的模具安全问题及原因2.1. 模具锁定不完全•原因:–模具使用过程中,由于长期工作的振动、模具松动等因素,使得模具锁定不完全;–模具使用者未养成良好的工作习惯。
2.2. 模具表面清洁不及时•原因:–模具使用过程中产生的金属屑或切削液,没有及时清理;–模具未得到适当的保养。
2.3. 模具使用过程中缺乏防护措施•原因:–工人缺乏模具安全知识,忽视了防护意识;–工作环境安全设施不完善。
3. 模具安全保护常识为了提高模具的安全性和延长使用寿命,以下是模具安全保护常识的一些重要要点:3.1. 锁定模具•在模具更换、维修或保养时,需要确保模具锁定完全,防止意外启动机床。
•锁定模具的方法包括使用锁具、隔离开关等方式,确保能够有效防止模具的意外移动。
3.2. 定期清理模具表面•模具使用一段时间后,表面容易积累金属屑、油污等,应定期进行清洁。
•清洁时可以使用清洗剂和软布擦拭,注意不要使用金属工具刮擦模具表面,以免对模具造成划痕。
3.3. 定期保养模具•模具在使用过程中需要定期保养,包括润滑、防锈等工作。
•润滑时应选择适当的润滑剂,避免使用过量,以免造成模具表面油污过多。
•在保养时,还可以对模具进行检查,发现问题及时修复,以避免故障的发生。
3.4. 使用适当的防护装备•在使用模具时,操作人员应佩戴符合安全要求的防护装备,包括防护眼镜、耳塞、手套等。
•防护装备的使用可以有效减少因模具工作过程中产生的飞溅物、噪音等对操作人员的伤害。
3.5. 遵守操作规程与工作程序•在使用模具时,操作人员应严格遵守相关的操作规程和工作程序。
•在操作前要对模具进行全面检查,确保模具的完好无损,并按照规定的操作步骤进行操作。
模具钳工作业常识
第一部分钳工作业要领一、拉延模(DR)(一)型面尺寸的确认:根据图面尺寸或样件尺寸来确定1.首先,根据图面尺寸,全面检视,了解该模具所有型面尺寸,有不清楚的地方,要提出来,弄懂、弄明白;2.在没有图面尺寸的情况下须按样件尺寸确认。
(二)上、下模基准钳工作业时:1. 请注意:凸花的尺寸是绝对尺寸,凹花的尺寸是相对尺寸,应以此为原则去清角或清除多余加工量,不能盲目、简单地根据红丹吃进状况随意地判断和动作。
※清角时,砂轮片或乌钢刀切入量不要太深、参差不平顺,应预留修顺量。
2. 打磨上下模表面雕刻痕迹时需注意带柄砂轮走向应与刀具雕刻路径交错打磨。
3. 无论是凸花R角,还是凹花R角,打磨和清角后,R角都应光滑圆顺,绝不允许有凹凹凸凸的现象。
4. 模具需要补焊铸铁焊条时,先用火把该补的地方烧干透,有可能的话,可用砂轮机磨去表面一小层后方可焊补,这样可以减少砂孔。
(三)合模:1. 确认上下模导板间隙均匀性和间隙值(一般为0.05—0.08mm)。
2. 应以下模为基准研合上模,先确认型面贴合度,若发现存在不平衡状况,必须找出问题点所在并经论证后才可研合;3.研合时要注意平衡块功能的使用:平衡块是用来确保上下模研合的平衡度,以消除由于机台工作面的不平衡而导致模具研合面的倾斜。
4.合模作业规定,凸凹模接触红丹面积须达90%,活塞管理面须100%接触,其他非管理面红丹接触面达80%5.合模时先合活塞面或凸凹模皆可。
但应注意,打磨后要先用干净布擦拭干净耐磨板上粘的粉尘,禁止耐磨板带粉尘走模。
6. 合模时主机一般不允许加压。
7. 扣料厚时要注意:(1)左右、前后要对称,发现不对称时要先纠正;(2)不再考虑平衡块功能使用;(3)拉延筋以内要达100%管理面,100%贴合度,拉延筋以外要达80%管理面。
(四)试模前准备工作:1. 推石头:用80#、120#、180#磨石依次使用,去除上下模面表面残留打磨痕迹。
2. 抛光:用240#砂纸,必要时推油石;3.上下模加强筋倒角;4.钻气孔:注意:这是必不可少又容易忽略的环节5.用料尺寸的初步确定:(1)据工艺卡的资料;(2)在没有资料时,要以凸模为依据确定:型面部分以最高点位置测量确定长度或宽度,拉延筋以外计20MM。
模具常识 入门知识

調機不當
調整射出條件
模具設計不當
取消部分澆口,或移位
作業不當
加強模具拋光,盡量不用脫模劑
調機不當
調整射出條件
調機不當
模具加溫至適當溫度
調機不當
適當加壓
模具加工不良
在適當位置加開排氣槽
常见产品缺陷(4)-----变形
項目 原因 原因分析 解決方式
冷卻時間不夠 1 模具溫度太高
內應力產生
調整泠卻時間
產品泠卻慢
8. 分模面----為模具設計重要環節,由設計師靈活運用,須考慮產品外觀,頂出方 式,模具加工等 9. 模仁----須考慮外觀,加工方式,模具強度,脫模方式,冷卻方式,流動性,排氣 等問題. 10. 側凹----有滑塊,油(氣)缸,馬達,斜梢,強行脫模及其他特殊方式,此部分變 化最多,最復雜之設計. 11. 頂出----多種方式,頂針.扁梢.司筒.托板.滑塊.二段頂出.油(氣)壓.注意脫 模平衡,模具強度,外觀,功能,冷卻效果. 12. 排氣----對保證產品品質至關重要,利用多種形式進行排氣,注意防止產品 真空吸附及模具拉不開. 13. 冷卻----冷卻對模具生產影響很大,而設計工作較繁雜,既要考慮冷卻效果 及冷卻一致性,又要考慮冷卻系統對模具整體結構的影響. 14. 加工方式----所有模具設計都須確實考慮模具加工可行性,才有實用價值.否 則將脫離現場模具製造經驗而成為一次失敗的設計. 15. 模具圖----按上述構思進行繪製模具圖,含組立圖,零件圖及相關之加工用 圖.在繪製過程中進一步完善模具各系統之間協調,以趨完美. 16. 校對審核----模具設計完成,必須協同客戶及相關人員進行校對審核,以對總 體結構,加工可行性及繪圖過程中的疏漏作一全面檢查,徵求客戶意見,避免因 設計失誤造成模具製造和使用困難,甚至報廢.
模具常识

(2)热辐射难以控制,热浇道最大的毛病就是浇道的热量损耗,是一个需要解决的重大课题。
(3)存在热膨胀,热胀冷缩是我们设计时要考虑的问题。
(4)模具制造成本增加,热浇道系统标准配件价格较高,影响热浇道模具的普及。
◆提供热流道标准件的公司有: DME、HASCO、HUSKY、EOC、FULLY、MASTER-TIP、INCOE等公司。
热流道系统,又称热浇道系统,主要由热浇口套,热浇道板,温控电箱构成。我们常见的热流道系统有单点热浇口和多点热浇口二种形式。单点热浇口是用单一热浇口套直接把熔融塑料射入型腔,它适用单一腔单一浇口的塑料模具;多点热浇口是通过热浇道板把熔融料分枝到各分热浇口套中再进入到型腔,它适用于单腔多点入料或多腔模具.
必须能完全、准确、可靠的定位,还要考虑嵌件必须与成型部分连接牢固,当包胶太薄时则不容易牢固。还要考虑不能漏胶。
8.产品表面纹面:塑料产品的表面可以是光滑面(模具表面省光)、火花纹(模具型腔用铜工放电加工形成)、各种图案的蚀纹面(晒纹面)
和雕刻面。当纹面的深度深、数量多时,其出模阻力大,要相应的加大脱模斜度。
(5) 孔柱太长(高)应注意模具排气不良
(6)孔径的深度最好是不超过孔径的8倍
(7)带有台阶的孔﹐型芯分别固定在定﹑动模两侧﹐很难保証同心度﹐而且在两个型芯的接合位易產生毛边﹐所以应将任一方的型芯(孔径)增大0.5MM以上﹐由另一端的导向成形
8.模具的嵌件﹑行位﹑斜顶
模具的嵌件﹐行位和斜顶通常都是镶在模具的动模上﹐如果嵌合的不严密就会有毛边。
17.金属材料常用的防锈方法:电镀、涂防锈油、喷防锈漆
1. 模具的基本构成
(1)前模(母模)(定模)﹑(2)后模(公模)(动模)﹑(3)嵌件(镶件)﹑(4)行位(滑块)、(5)斜顶﹑(6)顶针﹑(7)浇口(入水口)
塑胶模具常识
塑胶模具的感念一种用于压塑、挤塑、注射、吹塑和低发泡成型的组合式塑料模具,它主要包括由凹模组合基板、凹模组件和凹模组合卡板组成的具有可变型腔的凹模,由凸模组合基板、凸模组件、凸模组合卡板、型腔截断组件和侧截组合板组成的具有可变型芯的凸模。
模具凸、凹模及辅助成型系统的协调变化。
可加工不同形状、不同尺寸的系列塑件。
塑料的成分我们通常所用的塑料并不是一种纯物质,它是由许多材料配制而成的。
其中高分子聚合物(或称合成树脂)是塑料的主要成分,此外,为了改进塑料的性能,还要在聚合物中添加各种辅助材料,如填料、增塑剂、润滑剂、稳定剂、着色剂等,才能成为性能良好的塑料。
1、合成树脂合成树脂是塑料的最主要成分,其在塑料中的含量一般在40%~100%。
由于含量大,而且树脂的性质常常决定了塑料的性质,所以人们常把树脂看成是塑料的同义词。
例如把聚氯乙烯树脂与聚氯乙烯塑料、酚醛树脂与酚醛塑料混为一谈。
其实树脂与塑料是两个不同的概念。
树脂是一种未加工的原始聚合物,它不仅用于制造塑料,而且还是涂料、胶粘剂以及合成纤维的原料。
而塑料除了极少一部分含100%的树脂外,绝大多数的塑料,除了主要组分树脂外,还需要加入其他物质。
2、填料填料又叫填充剂,它可以提高塑料的强度和耐热性能,并降低成本。
例如酚醛树脂中加入木粉后可大大降低成本,使酚醛塑料成为最廉价的塑料之一,同时还能显著提高机械强度。
填料可分为有机填料和无机填料两类,前者如木粉、碎布、纸张和各种织物纤维等,后者如玻璃纤维、硅藻土、石棉、炭黑等。
3、增塑剂增塑剂可增加塑料的可塑性和柔软性,降低脆性,使塑料易于加工成型。
增塑剂一般是能与树脂混溶,无毒、无臭,对光、热稳定的高沸点有机化合物,最常用的是邻苯二甲酸酯类。
例如生产聚氯乙烯塑料时,若加入较多的增塑剂便可得到软质聚氯乙烯塑料,若不加或少加增塑剂(用量<10%),则得硬质聚氯乙烯塑料。
4、稳定剂为了防止合成树脂在加工和使用过程中受光和热的作用分解和破坏,延长使用寿命,要在塑料中加入稳定剂。
模具基本常识

模具基本常识
嘿,朋友们!今天咱就来唠唠模具基本常识。
你看啊,模具就像是一个神奇的魔法盒子!举个例子,你想想做蛋糕的时候,那蛋糕模具不就是决定蛋糕形状的关键嘛!
模具的种类那可真是多得让人眼花缭乱。
就说注塑模具吧,这玩意儿厉害着呢!就像我们生活中的各种塑料制品,什么杯子啦、盘子啦,那可都是注塑模具的功劳啊。
“哎呀,要是没有注塑模具,咱哪来这么方便的塑料制品用啊!”
还有冲压模具,你看那些汽车的零部件,很多都是冲压模具生产出来的呀。
这就好比是搭积木,模具就是那个能拼出各种形状的关键部分。
模具的制造过程也是相当讲究。
从设计到加工,每一步都得精心对待。
就好像盖房子,设计得不好,那不就歪七扭八啦!而且加工精度也得高,不然生产出来的东西质量能好吗?“可不是嘛!”
在使用模具的时候也得注意保养。
你对它好,它才能好好工作呀。
就像你的爱车,你得定期保养它,它才能带你到处跑嘛。
要是不保养模具,用不了多久就报废啦!
咱再说说模具的重要性。
没有模具,很多产品根本就没法大规模生产,那成本得多高啊!所以说模具真是工业生产的大功臣!“这模具可太重要啦!”
总之,模具就是个神奇又重要的东西,大家可得好好了解了解它!咱的生活可离不开它呢!。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
模具常识产品设计常识[转]1.胶厚(胶位):塑胶产品的胶厚(整体外壳)通常在0.80-3.00左右,太厚容易缩水和产生汽泡,太薄难走满胶,大型的产品胶厚取厚一点,小的产品取薄一点,一般产品取1.0-2.0为多。
而且胶位要尽可能的均匀,在不得已的情况下,局部地方可适当的厚一点或薄一点,但需渐变不可突变,要以不缩水和能走满胶为原则,一般塑料胶厚小于0.3时就很难走胶,但软胶类和橡胶在0.2-0.3的胶厚时也能走满胶。
2.加强筋(骨位):塑胶产品大部分都有加强筋,因加强筋在不增加产品整体胶厚的情况下可以大大增加其整体强度,对大型和受力的产品尤其有用,同时还能防止产品变形。
加强筋的厚度通常取整体胶厚的0.5-0.7倍,如大于0.7倍则容易缩水。
加强筋的高度较大时则要做0.5-1的斜度(因其出模阻力大),高度较矮时可不做斜度。
3.脱模斜度:塑料产品都要做脱模斜度,但高度较浅的(如一块平板)和有特殊要求的除外(但当侧壁较大而又没出模斜度时需做行位)。
出模斜度通常为1-5度,常取2度左右,具体要根据产品大小、高度、形状而定,以能顺利脱模和不影响使用功能为原则。
产品的前模斜度通常要比后模的斜度大0.5度为宜,以便产品开模事时能留在后模。
通常枕位、插穿、碰穿等地方均需做斜度,其上下断差(即大端尺寸与小端尺寸之差)单边要大于0.1以上。
4.圆角(R角):塑胶产品除特殊要求指定要锐边的地方外,在棱边处通常都要做圆角,以便减小应力集中、利于塑胶的流动和容易脱模。
最小R通常大于0.3,因太小的R模具上很难做到。
5.孔:从利于模具加工方面的角度考虑,孔最好做成形状规则简单的圆孔,尽可能不要做成复杂的异型孔,孔径不宜太小,孔深与孔径比不宜太大,因细而长的模具型心容易断、变形。
孔与产品外边缘的距离最好要大于1.5倍孔径,孔与孔之间的距离最好要大于2倍的孔径,以便产品有必要的强度。
与模具开模方向平行的孔在模具上通常上是用型心(可镶、可延伸留)或碰穿、插穿成型,与模具开模方向不平行的孔通常要做行位或斜顶,在不影响产品使用和装配的前提下,产品侧壁的孔在可能的情况下也应尽量做成能用碰穿、插穿成型的孔。
6.凸台(BOSS):凸台通常用于两个塑胶产品的轴-孔形式的配合,或自攻螺丝的装配。
当BOSS不是很高而在模具上又是用司筒顶出时,其可不用做斜度。
当BOSS很高时,通常在其外侧加做十字肋(筋),该十字肋通常要做1-2度的斜度,BOSS看情况也要做斜度。
当BOSS和柱子(或另一BOSS)配合时,其配合间隙通常取单边0.05-0.10的装配间隙,以便适合各BOSS加工时产生的位置误差。
当BOSS用于自攻螺丝的装配时,其内孔要比自攻螺丝的螺径单边小0.1-0.2,以便螺钉能锁紧。
如用M3.0的自攻螺丝装配时,BOSS的内孔通常做Ф2.60-2.80。
7.嵌件:把已经存在的金属件或塑胶件放在模具内再次成型时,该已经存在的部件叫嵌件。
当塑胶产品设计有嵌件时,要考虑嵌件在模具内必须能完全、准确、可靠的定位,还要考虑嵌件必须与成型部分连接牢固,当包胶太薄时则不容易牢固。
还要考虑不能漏胶。
8.产品表面纹面:塑料产品的表面可以是光滑面(模具表面省光)、火花纹(模具型腔用铜工放电加工形成)、各种图案的蚀纹面(晒纹面)和雕刻面。
当纹面的深度深、数量多时,其出模阻力大,要相应的加大脱模斜度。
9.文字:塑料产品表面的文字可以是凸字也可以是凹字,凸字在模具上做相应的凹腔容易做到,凹字在模具上要做凸型心较困难。
10.螺纹:塑胶件上的螺纹通常精度都不很高,还需做专门的脱螺纹机构,对于精度要求不高的可把其结构简化成可强行脱模的结构。
11.支撑面:塑胶产品通常不用整个面做支撑面,而是单独做凸台、凸点、筋做支撑。
因塑胶产品很难做到整个较大的绝对平面,其容易变形翘曲。
12.塑胶产品的装配形式:1.超声线接合装配法,其特点是模具上容易做到,但装配工序中需专门的超声机器,成本增大,且不能拆卸。
超声线的横截面通常做成0.30宽0.3高的三角形,在长度方向以5-10MM的长度间断2MM;2.自攻螺丝装配法,其特点是模具上容易做到,但增加装配工序,成本增大,拆卸麻烦;3.卡钩-扣位装配法,其特点是模具加工较复杂,但装配方便,且可反复拆卸,多次使用。
卡钩的形式有多种,要避免卡钩处局部胶位太厚,还要考虑卡钩处模具做模方便。
卡钩要做到配合松紧合适,装拆方便,其配合面为贴合,其他面适当留间隙。
4.BOSS轴-孔形式的装配法,其特点是模具加工方便,装配容易,拆卸方便,但其缺点是装配不是很牢固。
13.齿口:两个塑胶产品的配合接触面处通常做齿口,齿口的深度通常在0.8-2.5左右,其侧面留0.1左右的间隙,深度深时做斜度1-5度,常取2度,深度浅时可不作斜度。
齿口的上下配合面通常为贴合(即0间隙)。
14.美观线:两个塑胶产品的配合面处通常做美观线,美观线的宽度常取0.2-1.0,视产品的整体大小而定。
15.塑胶产品的表面处理方法:常用的有喷油、丝印、烫金、印刷、电镀、雕刻、蚀纹、抛光、加颜色等。
16.常用到的金属材料有:不锈钢、铜合金(黄铜、青铜、磷铜、红铜)、弹簧钢、弹簧、铝合金、锌合金。
17.金属材料常用的防锈方法:电镀、涂防锈油、喷防锈漆1.模具的基本构成(1)前模(母模)(定模)﹑(2)后模(公模)(动模)﹑(3)嵌件(镶件)﹑(4)行位(滑块)、(5)斜顶﹑(6)顶针﹑(7)浇口(入水口)2.模具制品形状对制品的影响壁厚﹐几何形状﹐会影响成形收缩率﹐脱模斜度大小3.入水口对制品收缩率的影响入水口的尺寸大则收缩率小﹐尺寸小则收缩率大﹐料流方向平行则收缩率大﹐垂直方向则收缩小4.模具壁厚过大﹑壁厚过小的影响壁厚过大﹕(1)增加成本(2)延长成形时间﹐生產效率降低(3)品质难管控﹐易出现气泡﹐缩孔﹐凹陷等壁厚过小﹕(1)塑料在模具内流动的阻力大。
如形状较復杂的﹐成形会困难(2)强度较差如果塑件的壁厚不均匀﹐那么成形过程后会收缩不匀﹐不仅造成气泡﹑凹陷﹑变形还会存在较大的内应力。
壁厚与壁薄的交界处避免有锐角﹐过度要綬和﹐厚度应沿著塑料流动的方向逐渐减小。
5.圆角(R位)设置圆角(R位)增加强度﹐使塑件不致变形或裂纹6.加强筋(1)為了确保制品的强度和刚性﹐又不使塑件壁厚﹐可在塑件适当的部位设置加强筋﹐防止变形﹐在某些情况下﹐还可以改善成形中塑料流动的问题。
(2)加强筋的厚度不可超过塑件的50%﹐通常大约在20%左右(3)加强筋应比塑件的平面低7.孔(1)孔的周边容易產生熔接痕﹐降低了塑件的强度﹐注意﹕孔与孔﹑孔与塑件之间的距离一般应取孔的两倍以上(2)孔的边缘可用凸台加强孔的强度(3)盲孔的深度不可超过孔径直径的4倍(4)螺丝孔特别应注意孔的强度﹐孔径的尺寸大小。
如果孔径太大打入螺丝后会有打滑的现象,如果孔径太小则会有打不入螺丝或打爆螺丝柱。
(5)孔柱太长(高)应注意模具排气不良(6)孔径的深度最好是不超过孔径的8倍(7)带有台阶的孔﹐型芯分别固定在定﹑动模两侧﹐很难保証同心度﹐而且在两个型芯的接合位易產生毛边﹐所以应将任一方的型芯(孔径)增大0.5MM以上﹐由另一端的导向成形8.模具的嵌件﹑行位﹑斜顶模具的嵌件﹐行位和斜顶通常都是镶在模具的动模上﹐如果嵌合的不严密就会有毛边。
E恒温系统(加热管,发热线)F流道系统(唧咀孔,流道槽,流道孔)G顶出系统(顶针,顶棍)5、根据浇注系统型制的不同可将模具分为三类:(1)大水口模具:流道及浇口在分模线上,与产品在开模时一起脱模,设计最简单,容易加工,成本较低,所以较多人采用大水口系统作业。
(2)细水口模具:流道及浇口不在分模线上,一般直接在产品上,所以要设计多一组水口分模线,设计较为复杂,加工较困难,一般要视产品要求而选用细水口系统。
(3)热流道模具:此类模具结构与细水口大体相同,其最大区别是流道处于一个或多个有恒温的热流道板及热唧嘴里,无冷料脱模,流道及浇口直接在产品上,所以流道不需要脱模,此系统又称为无水口系统,可节省原材料,适用于原材料较贵、制品要求较高的情况,设计及加工困难,模具成本较高。
我司所谓的2板模一般指大水口系统模具,3板模一般指细水口系统模具。
3板模不可简单地认为比2板模多一块模板,根据产品形状和模具设计的需要,模具可有多于3板的结热流道系统,又称热浇道系统,主要由热浇口套,热浇道板,温控电箱构成。
我们常见的热流道系统有单点热浇口和多点热浇口二种形式。
单点热浇口是用单一热浇口套直接把熔融塑料射入型腔,它适用单一腔单一浇口的塑料模具;多点热浇口是通过热浇道板把熔融料分枝到各分热浇口套中再进入到型腔,它适用于单腔多点入料或多腔模具.◆热流道系统的优势(1)无水口料,不需要后加工,使整个成型过程完全自动化,节省工作时间,提高工作效率。
(2)压力损耗小。
热浇道温度与注塑机射嘴温度相等,避免了原料在浇道内的表面冷凝现象,注射压力损耗小。
(3)水口料重复使用会使塑料性能降解,而使用热流道系统没有水口料,可减少原材料的损耗,从而降低产品成本。
在型腔中温度及压力均匀,塑件应力小,密度均匀,在较小的注射压力下,较短的成型时间内,注塑出比一般的注塑系统更好的产品。
对于透明件、薄件、大型塑件或高要求塑件更能显示其优势,而且能用较小机型生产出较大产品。
(4)热喷嘴采用标准化、系列化设计,配有各种可供选择的喷嘴头,互换性好。
独特设计加工的电加热圈,可达到加热温度均匀,使用寿命长。
热流道系统配备热流道板、温控器等,设计精巧,种类多样,使用方便,质量稳定可*。
◆热流道系统应用的不足之处(1)整体模具闭合高度加大,因加装热浇道板等,模具整体高度有所增加。
(2)热辐射难以控制,热浇道最大的毛病就是浇道的热量损耗,是一个需要解决的重大课题。
(3)存在热膨胀,热胀冷缩是我们设计时要考虑的问题。
(4)模具制造成本增加,热浇道系统标准配件价格较高,影响热浇道模具的普及。
◆提供热流道标准件的公司有:DME、HASCO、HUSKY、EOC、FULLY、MASTER-TIP、INCOE等公司。
我司制作模具时,热流道系统一般使用客户指定的品牌,如客户未指定品牌,我司可根据需要选用比较普遍的品牌,如DME、HASCO等。