严重度,频度,探测度
PFMEA的严重度频度探测度评分准则
PFMEA的严重度频度探测度评分准则PFMEA(Process Failure Mode and Effects Analysis),中文为过程失效模式和影响分析,是一种用于识别和评估潜在过程故障模式及其对产品质量造成的影响的方法。
在PFMEA中,严重度(Severity)、频度(Occurrence)和探测度(Detection)是评估风险的三个关键指标。
严重度(Severity)指的是当失效发生时,对产品质量造成的影响程度,评估失效对产品或顾客的影响有多严重。
评价严重度时,通常使用一个评分系统,其中每个等级对应不同程度的影响。
以下是一个例子:1-极低的严重度:失效不影响产品性能或顾客安全2-低的严重度:失效会导致轻微的降低产品性能或顾客满意度,但不影响顾客安全3-中等严重度:失效会导致明显的降低产品性能或顾客满意度,但不影响顾客安全4-高的严重度:失效会导致产品完全失效或明显降低顾客安全频度(Occurrence)是指失效在过程中发生的概率。
评估频度时,可以考虑失效的历史数据、过程控制水平、操作员的熟练程度等因素。
以下是一个例子:1-极低的频度:失效几乎不会发生,或发生的概率非常低2-低的频度:失效的概率较低,但不可忽略3-中等频度:失效的概率较为普遍,但不是非常常见4-高的频度:失效非常常见,几乎每次都会发生探测度(Detection)是指在当前的检测和控制环境中,能够及时检测和预防失效的能力。
评估探测度时,可以考虑当前的检测方法、控制措施、操作员的能力等因素。
以下是一个例子:1-控制措施可以有效地检测和防止失效的发生2-控制措施可以部分地检测和防止失效的发生3-控制措施的效果不确定4-控制措施无法有效地检测和防止失效的发生以上是一个评分准则的简单示例。
在实际应用中,可以根据具体的行业和产品特点,设计适合的评分准则。
在进行PFMEA分析时,将严重度、频度和探测度综合在一起,可以计算出一个“风险优先指数”(Risk Priority Number,RPN)。
PFMEA严重度频度探测度判定方法
PFMEA严重度频度探测度判定方法PFMEA(Process Failure Mode and Effects Analysis)是一种常用的质量管理工具,用于识别、分析和评估潜在的故障模式、影响和危害。
其中严重度、频度和探测度是用于判定故障的重要指标。
以下将介绍这三个指标的判定方法。
1. 严重度(Severity):严重度评估的是故障对于产品、过程或客户的影响程度。
它通常通过一个定量化的评分系统来确定。
评分系统一般分为1到10,其中1表示影响较小,10表示影响十分严重。
在评估严重度时,可以考虑以下几个方面:-对用户的影响:是否会造成人身伤害或财产损失,以及该损失是否可以容忍。
-对质量的影响:是否会导致制品无法达到规定的技术要求。
-对业务影响的程度:是否会导致进一步的生产停工,以及停工的时间和成本。
根据以上因素进行综合评估,并给出一个合适的评分。
2. 频度(Frequency):频度评估的是故障发生的频率或概率。
在进行风险评估时,需要考虑故障的发生频率以及持续时间。
在评估频度时,可以考虑以下几个因素:-过去的经验:根据过去的故障统计数据,评估故障的发生频率。
-设备的可靠性:考虑设备的寿命以及是否有可靠性数据。
-过程控制和维护:评估在实施过程控制和维护计划后,故障发生的频率是否会降低。
综合考虑这些因素,并给出一个适当的评分。
3. 探测度(Detection):探测度评估的是故障在检测或发现时的可能性。
将其评估为一个百分比,表示故障被发现的可能性。
评分从0%到100%,其中0%表示故障无法被发现,100%表示故障可以被完全检测到。
在评估探测度时,可以考虑以下几个因素:-检测工具和技术:考虑使用的检测工具和技术的效率和准确性。
-检测频率:考虑检测的频率和规范是否能够发现所有可能的故障。
-培训和操作规程:考虑员工的培训以及操作规程对于故障检测的影响。
综合考虑这些因素,并给出一个适当的评分。
综上所述,严重度、频度和探测度是PFMEA中用于判定故障重要性的三个关键指标。
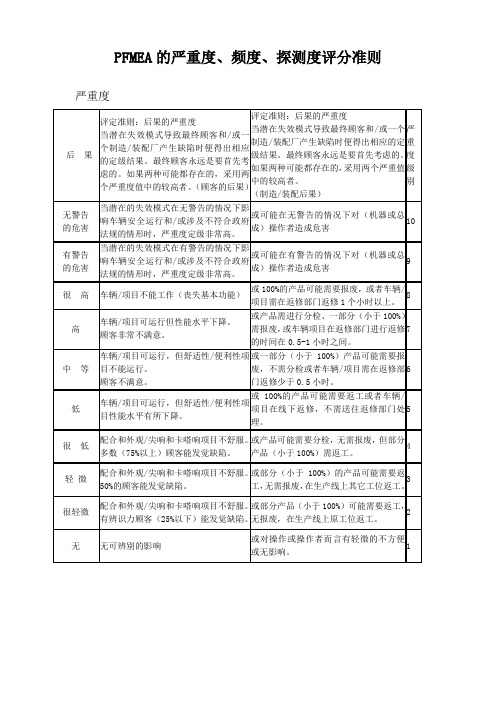
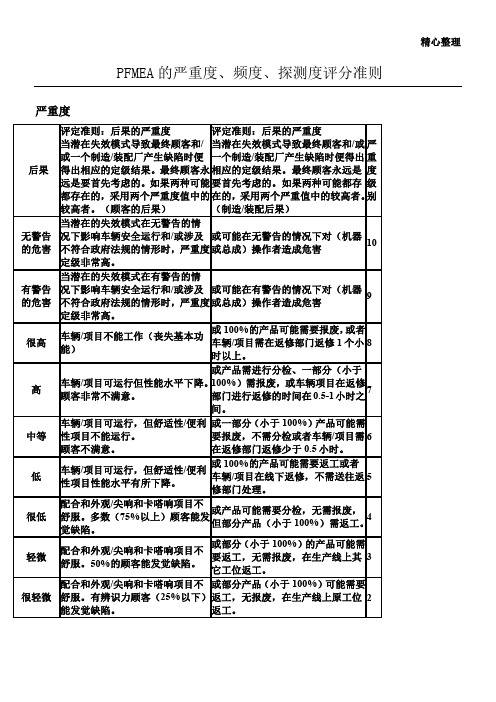
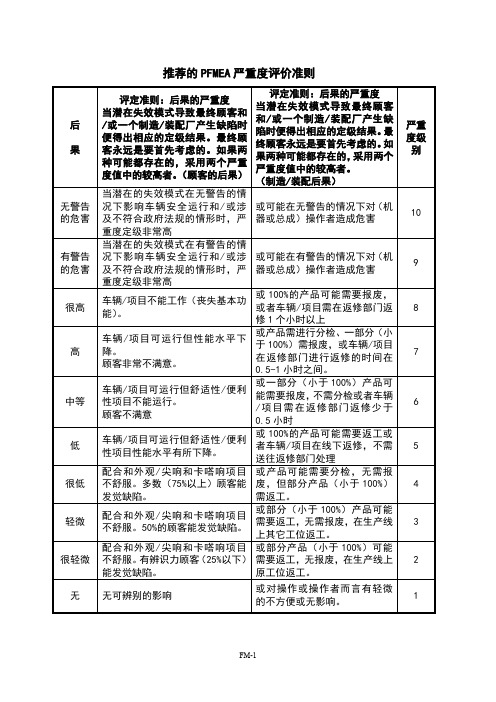
PFMEA的严重度、频度、探测度评分准则
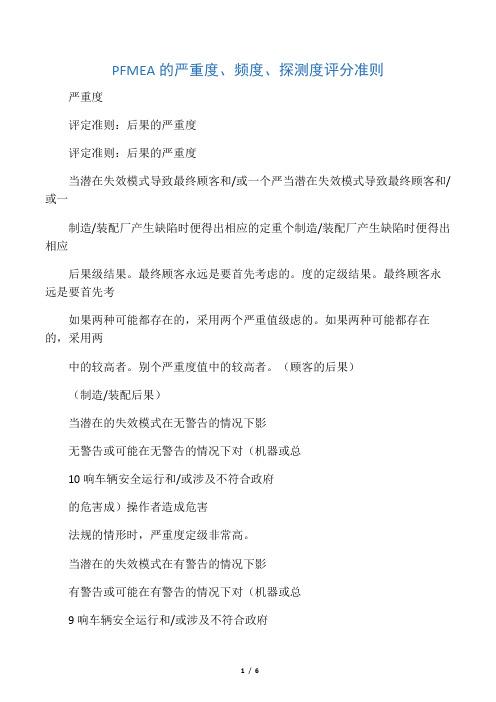
PFMEA的严重度、频度、探测度评分准则严重度评定准则:后果的严重度评定准则:后果的严重度当潜在失效模式导致最终顾客和/或一个严当潜在失效模式导致最终顾客和/或一制造/装配厂产生缺陷时便得出相应的定重个制造/装配厂产生缺陷时便得出相应后果级结果。
最终顾客永远是要首先考虑的。
度的定级结果。
最终顾客永远是要首先考如果两种可能都存在的,采用两个严重值级虑的。
如果两种可能都存在的,采用两中的较高者。
别个严重度值中的较高者。
(顾客的后果)(制造/装配后果)当潜在的失效模式在无警告的情况下影无警告或可能在无警告的情况下对(机器或总10响车辆安全运行和/或涉及不符合政府的危害成)操作者造成危害法规的情形时,严重度定级非常高。
当潜在的失效模式在有警告的情况下影有警告或可能在有警告的情况下对(机器或总9响车辆安全运行和/或涉及不符合政府的危害成)操作者造成危害法规的情形时,严重度定级非常高。
很高车辆/项目不能工作(丧失基本功能)车辆/项目可运行但性能水平下降。
顾客非常不满意。
或100%的产品可能需要报废,或者车辆/8项目需在返修部门返修1个小时以上。
或产品需进行分检、一部分(小于100%)需报废,或车辆项目在返修部门进行返修7的时间在0.5-1小时之间。
高车辆/项目可运行,但舒适性/便利性项目或一部分(小于100%)产品可能需要报中等不能运行。
废,不需分检或者车辆/项目需在返修部6顾客不满意。
门返修少于0.5小时。
低或100%的产品可能需要返工或者车辆/车辆/项目可运行,但舒适性/便利性项目项目在线下返修,不需送往返修部门处5性能水平有所下降。
理。
配合和外观/尖响和卡嗒响项目不舒服。
或产品可能需要分检,无需报废,但部分4多数(75%以上)顾客能发觉缺陷。
产品(小于100%)需返工。
配合和外观/尖响和卡嗒响项目不舒服。
或部分(小于100%)的产品可能需要返350%的顾客能发觉缺陷。
工,无需报废,在生产线上其它工位返工。
PFMEA的严重度、频度、探测度评分准则
1
1ห้องสมุดไป่ตู้
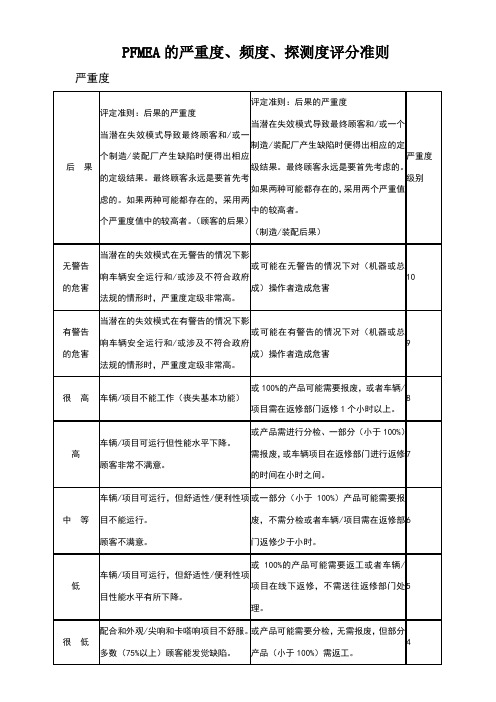
频度
失效发生可能性
可能的失效率*
频度
很高:持续性失效
≥100个,每1000件
10
50个,每1000件
9
高:经常性失效
20个,每1000件
8
10个,每1000件
7
中等:偶然性失效
5个,每1000件
6
2个,每1000件
5
1个,每1000件
4
低:相对很少发生的失效
个,每1000件
3
个,每1000件
2
极低:失效不太可能发生
2
无
无可辨别的影响
或对操作或操作者而言有轻微的不方便或无影响。
1
探测度
探测性
准则
检查类别
探测方法的推荐范围
探测度
A
B
C
几乎
不可能
绝对肯定不可能探测
X
不能探测或没有检查
10
很微小
控制方法可能探测不出来
X
只能通过间接或随机检查来实现控制
9
微小
控制有很少的机会能探测出
X
只通过目测检查来实现控制
8
很小
控制有很少的机会能探测出
4
高
控制有较多机会可探测出
X
X
在工位上的误差探测,或利用多层验收在后续工序上进行误差探测:供应、选择、安装、确认。不能接受有差异零件。
3
很高
控制几乎肯定能探测出
X
X
在工位上的误差探测(自动测量并自动停机)。不能通过有差异的零件。
2
很高
肯定能探测出
X
由于有关项目已通过过程/产品设计采用了防错措施,有差异的零件不可能产出。
PFMEA的严重度频度探测度评分准则
PFMEA的严重度频度探测度评分准则PFMEA(Process Failure Modes and Effects Analysis)是一种系统性的方法,用于识别和评估潜在过程故障模式及其对产品或过程的影响。
在进行PFMEA时,常常需要对故障的严重度、频度和探测度进行评分。
这些评分准则有助于确定哪些故障应该优先考虑,并采取适当的预防和控制措施。
在下面的文章中,将详细介绍PFMEA的严重度、频度和探测度评分准则。
1. 严重度评分准则(Severity):严重度是指故障对产品或过程的影响程度。
在评估严重度时,通常使用1到10的评分量表,其中1表示非常低的影响,10表示非常严重的影响。
以下是一些严重度评级准则的例子:1-3:故障对产品或过程的影响非常低,对用户几乎不可察觉,且不会引起任何损失。
4-6:故障对产品或过程的影响适中,可能引起一些损失,但不会对产品功能和性能产生重大影响。
7-9:故障对产品或过程的影响较大,可能导致功能故障或性能下降,对用户产生一定的不满意度。
10:故障对产品或过程的影响非常严重,可能导致安全隐患或严重故障,对用户造成重大损失或伤害。
2. 频度评分准则(Frequency):频度是指故障发生的可能性或发生的次数。
在评估频度时,通常使用1到10的评分量表,其中1表示非常低的发生频率,10表示非常高的发生频率。
以下是一些频度评级准则的例子:1-3:非常低的频度,可能发生的概率非常低,甚至几乎不会发生。
4-6:中等频度,可能在一段时间内发生一次或多次,但不会频繁发生。
7-9:较高的频度,可能在一段时间内频繁发生,但不是持续性的。
10:非常高的频度,可能持续性地发生,对产品或过程造成持续的风险。
3. 探测度评分准则(Detection):探测度是指发现和检测故障的能力。
在评估探测度时,通常使用1到10的评分量表,其中1表示非常低的探测度,10表示非常高的探测度。
以下是一些探测度评级准则的例子:1-3:非常低的探测度,几乎没有任何探测手段,难以发现故障。
FMEA严重度 频度和可探测度定义参考
8
很高 不能运行,显著缺陷,主要功能丧失,顾客生气
9
危害 有警告,能出现伤害,违反了政府规定,显著缺陷
10 极端危害 无警告,会出现伤害,违反了政府规定,全部系统失效
造成生产线严重破坏,大量报废品 生产线停工,100%报废品 有警告,能对操作人员造成伤害,违反了府规定 无警告,能对操作人员造成伤害,违反了政府规定
已证实的类似应用
4
偶尔
设计人员有一定的经验和/或能 相似过程偶尔出现失效,但
参考已证实的类似应用
比例不大
5
偶尔
设计人员有一定的经验和/或能 相似过程偶尔出现失效,但
参考已证实的类似应用
比例不大
6
偶尔
设计人员有一定的经验和/或能 相似过程偶尔出现失效,但
参考已证实的类似应用
比例不大
7
反复出现 设计人员很少的经验和/或能 相似过程经常出现失效
参考已证实的类似应用
8
高
设计人员很少的经验和/或能 相似过程经常出现失效
参考已证实的类似应用
9
很高
设计人员很少的经验和/或能 相似过程无法避免失效
参考已证实的类似应用
10
不可避免 设计人员很少的经验和/或能 相似过程无法避免失效
参考已证实的类似应用
可能失效比率
10M到1.5M中 有一次 20K到150K中 有一次 4K到15K中 有一次 一年中有一次
Cpk
≤1/1.5M ≥ 1.67
1/150K ≥ 1.50
1/15K
≥ 1.33
1/2K
≥ 1.17
一季度中有一次 1/400
≥ 1.00
一个月中有一次
一个星期中有一 次; 20-40个中有一次 10-20个中有一次
FMEA严重度、频度和可探测度定义参考
现行控制能100%探测出失效模式,已知相似
分析方法经过证实
过程的探测控制是可靠的,没理由漏掉缺陷
2
很高 现行控制能很有效的探测出失效
现行控制能很有效探测出失效模式,
模式,>90%分析方法经过证实
90%、100%自动检测
3
高 现行控制能有效的探测出失效模式
现行控制能很有效探测出失效模式,
>80%
80%、100%自动检测
4
设计人员有一定的经验和/或能 相似过程偶尔出现失效,但比例不大 偶尔
参考已证实的类似应用
一年中有一次
1/2K
≥ 1.17
5
设计人员有一定的经验和/或能 相似过程偶尔出现失效,但比例不大 偶尔
参考已证实的类似应用
一季度中有一次 1/400 ≥ 1.00
6
设计人员有一定的经验和/或能 相似过程偶尔出现失效,但比例不大 偶尔
4
中上 现行控制能有效的探测出失效模式
现行控制能很有效探测出失效模式,>70%
>70%
测量方便,应用SPC
5
中等 现行控制可能探测出失效模式.
现行控制可能探测出失效模式,>60%
>60%
测量不方便,应用SPC
6
低 现行控制可能探测出失效模式
现行控制可能探测出失效模式,>50%
>50%
测量不方便,未使用SPC
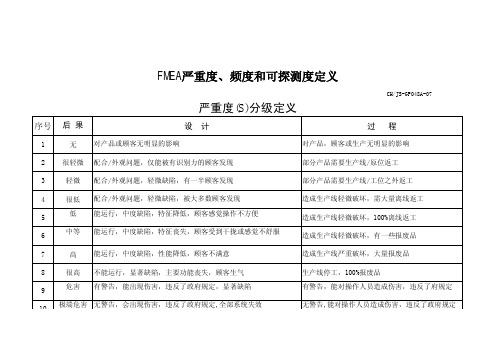
严重度(S)分级定义
序号 后 果
设计
过程
1
无 对产品或顾客无明显的影响
对产品,顾客或生产无明显的影响
2 很轻微 配合/外观问题,仅能被有识别力的顾客发现
部分产品需要生产线/原位返工
3
轻微 配合/外观问题,轻微缺陷,有一半顾客发现
FMEA严重度、频度、探测度评价准-新(修改后) (1)
2
没有影响 无可识别的后果
1
FMEA频度数评价准则
失效可能性 准则
起因发生可能性
等级
很高
持续不断的超标(工艺参数与指标不可控 制,合格率低于90%)
10
工艺、设备参数,关键质量控制点指标, 每小时超标1次,且时间超过2分钟
9
高
工艺、设备参数,关键质量控制点指标, 每天超标超过5,且时间超过2分钟
8
9
工艺指标与参数无法控制,产品可能出现不合格或威胁安全生造成 很严重 系统全停,系统无法运行,生产工艺系统紊乱,内部顾客投诉超过 8
5次,外部顾客投诉超过3次。
工艺指标与参数无法控制,产品可能出现不合格或威胁安全生产,
部分机组跳停。工艺指标没有实现分级管控,关键质量控制点指标
严重 合格率低于95%,造成质量事故,工艺参数超标严重,关键控制点
7
失控或存在较大缺陷,系统负荷能力下降,内部顾客投诉超过4
次,外部顾客投诉超过2次。
机组运行受到严重影响,工艺指标实现了分级管控,但监管不到
中等
位,生产可以维持运行,指标与参数偶尔不可控,关键质量控制点 进入红区。关键控制点存在缺陷,造成内部顾客投诉超过2次,外
6
部顾客投诉超过1次。
低
机组运行受到较大影响,发电出力下降但可保持系统运行,指标与 参数在合格范围内,但指标控制进入黄区。内部顾客投诉1次。
5
机组运行受影响,生产运行调整运行负荷,产能低,工艺与设备参
很低 数较稳定,关键控制点上涨趋势明显,但可被接受,户满意度较
4
高,无投诉。
轻微
机组运行受影响小,指标合格率达标,但运行工艺指标存在波动, 无投诉。
3
PFMEA的严重度、频度、探测度评分准则
1个,每1000件
4
低:相对很少发生的失效
0.5个,每1
极低:失效不太可能发生
≤0.01个,每1000件
1
或部分产品(小于100%)可能需要返工,无报废,在生产线上原工位返工。
2
无
无可辨别的影响
或对操作或操作者而言有轻微的不方便或无影响。
1
探测度
探测性
准则
检查类别
探测方法的推荐范围
探测度
A
B
C
几乎
不可能
绝对肯定不可能探测
X
不能探测或没有检查
10
很微小
控制方法可能探测不出来
X
只能通过间接或随机检查来实现控制
或可能在有警告的情况下对(机器或总成)操作者造成危害
9
很高
车辆/项目不能工作(丧失基本功能)
或100%的产品可能需要报废,或者车辆/项目需在返修部门返修1个小时以上。
8
高
车辆/项目可运行但性能水平下降。
顾客非常不满意。
或产品需进行分检、一部分(小于100%)需报废,或车辆项目在返修部门进行返修的时间在0.5-1小时之间。
PFMEA的严重度、频度、探测度评分准则
严重度
后果
评定准则:后果的严重度
当潜在失效模式导致最终顾客和/或一个制造/装配厂产生缺陷时便得出相应的定级结果。最终顾客永远是要首先考虑的。如果两种可能都存在的,采用两个严重度值中的较高者。(顾客的后果)
评定准则:后果的严重度
当潜在失效模式导致最终顾客和/或一个制造/装配厂产生缺陷时便得出相应的定级结果。最终顾客永远是要首先考虑的。如果两种可能都存在的,采用两个严重值中的较高者。
X
X
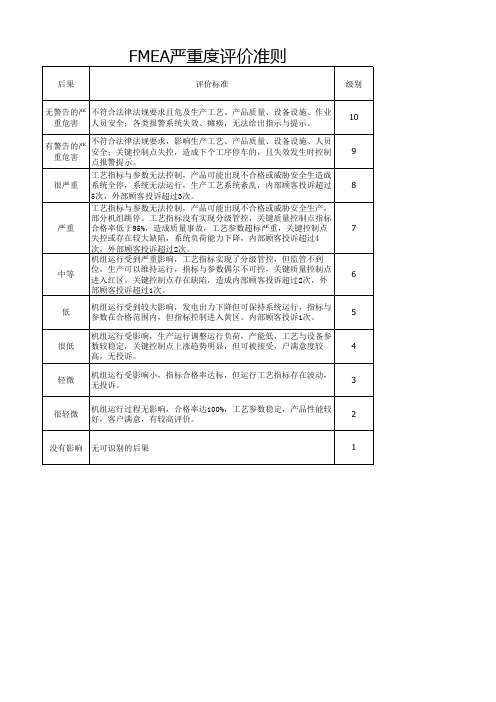
FMEA严重度、频率、探测度评价准则

10件/每千件
每100件中有一件
7
中等
2件/每千件
每500件中有一件
6
0.5件/每千件
每2000件中有一件
5
0.1件/每千件
每10,000件中有一件
4
低
0.01件/每千件
每100,000件中有一件
3
≤0.001件/每千件
每1,000,000件中有一件
2
很低
通过预防控制消除失效。
1
表格Cr3建议的过程FMEA探测度评价准则
对过程,作业或作业员带来轻微的不便。
没有影响
没有可识别的后果。
1
没有影响
没有可识别的影响。
表Cr2建议的过程FMEA频度评价准则
失效可能性
准则:起因发生可能性-过程FMEA(每项/每辆车出现的事故
等级
很高
≥100件/每千件
≥每10件中有1件
10
高
50件/每千件
每20件中有一件
9
20件/每千件
每50件中有一件
9
可能危及作业员(机器或组装)但有警告。
主要功能丧失或降级
丧失基本功能(汽车不能运行,不影响汽车安全运行)
8
严重的破坏
产品可能必须要100%丢弃,生产线停止并停止装运。
主要功能降级(汽车可运行,但是性能层次(少于100%)需被丢弃。主要过程中出现的偏差(生产线速度降低或需增加人力)。
可探测的机率
准则:
过程控制探测可能性
等级
探测可能性
没有探测的可能
没有现行的过程控制,不能探测或不可分析。
10
几乎不可能
在任何阶段不太可能探测
失效模式和/或错误(原因)不容易被探测到(如,随机的审核)。
PFMEA评价准则
PFMEA评价准则PFMEA(Process Failure Mode and Effects Analysis)是一种通过分析和评估潜在故障模式及其对制造过程的影响的方法。
在PFMEA中,评价准则主要包括严重度(Severity)、频度(Occurrence)和探测度(Detection)。
下面将详细介绍这三个评价准则。
首先,严重度(Severity)是评估故障模式对最终产品或客户的影响程度。
严重度评分通常使用1到10的等级,其中10表示最严重影响,1表示影响较小。
在评估严重度时,需要考虑可能导致的后果,如安全问题、产品性能下降、产生垃圾或费用等。
评估严重度时,也需要考虑到故障模式的潜在隐蔽性,即是否会导致不可逆的后果或长期的影响。
其次,频度(Occurrence)是评估故障模式发生的可能性。
频度评分通常也使用1到10的等级,其中10表示故障频繁发生,1表示发生较少。
在评估频度时,需要考虑故障模式出现的原因和制造过程中的变异性。
如果一个故障模式的原因多且变异性高,那么它的频度评分就会较高。
频度评分的目的是为了识别可能发生的故障,以便采取相应措施来降低其发生的可能性。
最后,探测度(Detection)是评估故障模式在制造过程中能否被探测到的程度。
探测度评分通常使用1到10的等级,其中10表示非常容易被探测到,1表示难以被探测到。
探测度评分考虑的是制造过程中是否存在能够及时发现故障模式的检测措施,并且这些措施是否可靠。
探测度评分的目的是为了确定是否需要增加更多的探测措施,以及提高探测措施的可靠性。
通过考虑严重度、频度和探测度这三个评价准则,可以确定制造过程中的优先级和风险。
一般来说,严重度评分较高且探测度评分较低的故障模式应视为高优先级,因为它们可能导致严重的后果,并且在制造过程中很难被探测到。
这些故障模式需要优先考虑并采取措施来控制和预防。
相反,严重度评分较低且探测度评分较高的故障模式可以作为次要关注的对象,因为它们可能对最终产品或客户影响较小,并且容易被探测到。
FMEA严重度、频度和可探测度
已证实的类似应用
4
偶尔
设计人员有一定的经验和/或能 相似过程偶尔出现失效,但
参考已证实的类似应用
比例不大
5
偶尔
设计人员有一定的经验和/或能 相似过程偶尔出现失效,但
参考已证实的类似应用
比例不大
6
偶尔
设计人员有一定的经验和/或能 相似过程偶尔出现失效,但
参考已证实的类似应用
比例不大
7
反复出现 设计人员很少的经验和/或能 相似过程经常出现失效
Cpk
≤1/1.5M ≥ 1.67
1/150K ≥ 1.50
1/15K
≥ 1.33
1/2K
≥ 1.17
一季度中有一次 1/400
≥ 1.00
一个月中有一次 1/80
≥ 0.83
一个星期中有一次; 1/20 20-40个中有一次 10-20个中有一次 1/8
≥ 0.67 ≥ 0.51
3-8个中有一次
1/3
5 中等
现行控制可能探测出失效模式.
>60%
6低
现行控制可能探测出失效模式
>50%
7 很低
现行控制可能探测出失效模式
>40%
8 微小
现行控制不太可能探测出失效模式
<40% 分析方法未经证实
9 很微小
现行控制不太可能探测出失效模式
<25% 分析方法未经证实
10 几乎不可能 无现行控制.分析方法未经证实,顾客发
造成生产线严重破坏,大量报废品
8
很高 不能运行,显著缺陷,主要功能丧失,顾客生气
9
危害 有警告,能出现伤害,违反了政府规定,显著缺陷
10 极端危害 无警告,会出现伤害,违反了政府规定,全部系统失效
PFMEA的严重度、频度、探测度评分准则
严
重
度
级
别
无警告
的危害
当潜在的失效模式在无警告的情况下影响车辆安全运行和/或涉及不符合政府法规的情形时,严重度定级非常高。
或可能在无警告的情况下对(机器或总成)操作者造成危害
10
有警告
的危害
当潜在的失效模式在有警告的情况下影响车辆安全运行和/或涉及不符合政府法规的情形时,严重度定级非常高。
或部分产品(小于100%)可能需要返工,无报废,在生产线上原工位返工。
2
无
无可辨别的影响
或对操作或操作者而言有
准则
检查类别
探测方法的推荐范围
探测度
A
B
C
几乎
不可能
绝对肯定不可能探测
X
不能探测或没有检查
10
很微小
控制方法可能探测不出来
X
只能通过间接或随机检查来实现控制
9
微小
控制有很少的机会能探测出
X
只通过目测检查来实现控制
8
很小
控制有很少的机会能探测出
X
只通过双重目测检查来实现控制
7
小
控制可能能探测出
X
X
用制图的方法,如SPC(统计过程控制)来实现控制。
6
中等
控制可能能探测出
X
控制基于零件离开工位后的计量测量,或者零件离开工位后100%的上/通测量
5
中上
控制有较多机会可探测出
X
X
在后续工位上的误差探测,或在作业准备时进行测量和首件检查(仅适用于作业准备的原因)
4
高
控制有较多机会可探测出
X
X
在工位上的误差探测,或利用多层验收在后续工序上进行误差探测:供应、选择、安装、确认。不能接受有差异零件。
PFMEA严重度频度探测度等级评价准则
PFMEA严重度频度探测度等级评价准则PFMEA(Potential Failure Mode and Effects Analysis)是一种常用的风险评估工具,用于评估和预防潜在的故障模式和其对系统、过程或产品性能的影响。
在PFMEA中,严重度、频度和探测度是三个关键的性质,用于评估风险的程度和依据。
1.严重度评价准则严重度是评估潜在失效对系统、过程或产品性能的影响严重程度的标准。
它的评价准则可以根据具体的应用场景和需求进行调整。
一般来说,可以使用以下评价准则:-1级:无法使用或无法修复,可能导致安全事故、质量问题或重大影响的故障;-2级:性能下降,但仍能使用,会导致较大影响的故障;-3级:部分性能下降,对使用或产品影响较小的故障;-4级:轻微性能下降,几乎不会对使用或产品产生影响的故障。
2.频度评价准则频度是评估故障模式发生的频率或概率的标准。
频度的评价准则可以根据历史数据、经验和专业判断进行确定。
以下是常用的评价准则:-1级:频繁发生,每天或每次使用都可能出现的故障;-2级:定期发生,每个批次或周期内可能出现的故障;-3级:偶尔发生,每个月或每个季度内可能出现的故障;-4级:很少发生,每年或更长时间内才会出现的故障。
探测度等级是评估故障模式是否能够被当前的探测手段或检测方法所检测到的标准。
评价准则可以根据探测手段的可靠性、有效性和成本进行确定。
以下是一些常见的评价准则:-1级:无法被探测到,或者探测手段和检测方法无效的故障;-2级:只有极低的概率可以被探测到的故障;-3级:有一定的概率可以被探测到,但不够可靠或成本较高的故障;-4级:可以可靠地被探测到的故障。
需要注意的是,严重度、频度和探测度等级评价准则应当根据具体的应用环境进行调整和衡量,以便实现更准确的风险评估和控制。
总结起来,严重度、频度和探测度等级是PFMEA中用于评估风险的三个关键属性。
严重度用于评估潜在失效对系统或产品性能的影响严重程度,频度用于评估失效模式发生的频率,探测度等级用于评估失效模式是否可以被探测到。
FMEA严重度、频度和可探测度定义参考

参考已证实的类似应用
相同的过程从未发生失效
2
极少
设计人员有足够的经验和/或能 失效不大可能发生,几乎
已证实的类似应用
相同的过程从未发生失效
3
低/孤产的 设计人员有足够的经验和/或能 相似过程有很少的几次失效
已证实的类似应用
4
偶尔
设计人员有一定的经验和/或能 相似过程偶尔出现失效,但
参考已证实的类似应用
9
危害 有警告,能出现伤害,违反了政府规定,显著缺陷
10 极端危害 无警告,会出现伤害,告,能对操作人员造成伤害,违反了府规定
无警告,能对操作人员造成伤害,违反了政府规定
频度(S)分级定义
可能性 设计
过程
1
罕见
设计人员有足够的经验和/或能 失效不大可能发生,几乎
比例不大
5
偶尔
设计人员有一定的经验和/或能 相似过程偶尔出现失效,但
参考已证实的类似应用
比例不大
6
偶尔
设计人员有一定的经验和/或能 相似过程偶尔出现失效,但
参考已证实的类似应用
比例不大
7
反复出现 设计人员很少的经验和/或能 相似过程经常出现失效
参考已证实的类似应用
8
高
设计人员很少的经验和/或能 相似过程经常出现失效
参考已证实的类似应用
9
很高
设计人员很少的经验和/或能 相似过程无法避免失效
参考已证实的类似应用
10
不可避免 设计人员很少的经验和/或能 相似过程无法避免失效
参考已证实的类似应用
可能失效比率
10M到1.5M中 有一次 20K到150K中 有一次 4K到15K中 有一次 一年中有一次
FMEA严重度频度数探测度的准则
FMEA严重度频度数探测度的准则FMEA(Failure Mode and Effects Analysis)是一种系统性的、定量化的风险评估工具,用于分析和评估产品或过程中的潜在故障模式,以及这些故障模式对系统性能的影响。
在进行FMEA时,需要评估故障的严重度、频度和探测度,以确定风险的级别和优先级,从而采取相应的措施来减少潜在故障的发生和影响。
下面将分别介绍FMEA中的严重度、频度和探测度的准则。
1. 严重度(Severity):严重度用于评估故障模式对系统性能和功能的影响程度。
通常,严重度被划分为1到10的等级,其中1表示对系统影响较小,10表示对系统影响严重。
严重度的评估可以基于以下几个方面进行判断:-人身安全:故障是否可能会导致人员受伤或生命危险?-环境影响:故障是否会对环境造成损害或污染?-设备破坏:故障是否会导致设备损坏或无法正常运行?-生产效率:故障是否会导致生产效率低下或停工?-产品质量:故障是否会导致产品质量下降或无法满足客户需求?2. 频度(Occurrence):频度用于评估故障模式发生的概率或频率。
通常,频度也被划分为1到10的等级,其中1表示很少发生,10表示非常频繁发生。
评估频度时可以考虑以下几个因素:-设计可靠性:故障模式是否源自设计缺陷或可靠性问题?-材料质量:故障模式是否与材料质量有关?-生产过程:故障模式是否与生产过程有关?-外部因素:故障模式是否受外部因素影响?3. 探测度(Detection):探测度用于评估在故障模式发生后,是否能够及时发现和识别故障。
同样,探测度也被划分为1到10的等级,其中1表示很容易发现,10表示很难发现。
评估探测度时可以考虑以下几个因素:-检测方法:是否存在有效的检测方法来发现故障?-设备监测:是否有现场设备监测系统来检测故障?-检验程序:是否有完善的检验程序来检测故障?-人员技术水平:操作人员是否具备足够的技术能力来发现故障?在进行FMEA时,根据严重度、频度和探测度的评估结果,可以计算出风险优先数(Risk Priority Number,RPN),RPN等于严重度乘以频度乘以探测度。
FMEA严重度、频度和可探测度定义参考

9
危害 有警告,能出现伤害,违反了政府规定,显著缺陷
10 极端危害 无警告,会出现伤害,违反了政府规定,全部系统失效
生产线停工,100%报废品 有警告,能对操作人员造成伤害,违反了府规定
无警告,能对操作人员造成伤害,违反了政府规定
频度(S)分级定义
可能性 设计
过程
1
罕见
设计人员有足够的经验和/或能 失效不大可能发生,几乎
造成生产线轻微破坏,需大量离线返工
5
低 能运行,中度缺陷,特征降低,顾客感觉操作不方便
造成生产线轻微破坏,100%离线返工
6
中等 能运行,中度缺陷,特征丧失,顾客受到干拢或感觉不舒服
造成生产线轻微破坏,有一些报废品
7
高 能运行,中度缺陷,性能降低,顾客不满意
造成生产线严重破坏,大量报废品
8
很高 不能运行,显著缺陷,主要功能丧失,顾客生气
参考已证实的类似应用
9
很高
设计人员很少的经验和/或能 相似过程无法避免失效
参考已证实的类似应用
10
不可避免 设计人员很少的经验和/或能 相似过程无法避免失效
参考已证实的类似应用
可能失效比率
10M到1.5M中 有一次 20K到150K中 有一次 4K到15K中 有一次 一年中有一次
Cpk
≤1/1.5M ≥ 1.67
参考已证实的类似应用
相同的过程从未发生失效
2
极少
设计人员有足够的经验和/或能 失效不大可能发生,几乎
已证实的类似应用
相同的过程从未发生失效
3
低/孤产的 设计人员有足够的经验和/或能 相似过程有很少的几次失效
已似过程偶尔出现失效,但
严重度,频度,探测度,成本,品牌影响
严重度,频度,探测度,成本,品牌影响
在食品安全监管领域,严重度、频度、探测度和成本等因素都会影响品牌影响度。
严重度指的是企业对于食品安全的违法行为的处罚力度,关键是“处罚”一词,它提醒企业必须认真负起监管责任,并严格发挥四必控的作用,加大违法行为的惩罚力度,形成系统食品安全监管闭环。
这也能带动食品安全监管的高效严守,从而提高品牌影响度。
频度指的是食品安全监管部门对企业的监管活动的频度,也是指企业对自我监管的频度。
严格把控措施涉及范围和实施频度,关键是在关键环节实行“定期”监管,多次活动表明更多的重视,这能体现出政府的严肃态度,增强消费者的信心,加强食品企业的管理性能,提高品牌影响度。
探测度是指对不同食品安全监管环节实行监管的覆盖度。
行政机关要把历史记录看作今后监管的依据,一方面从政策任务上把握,及早发现,及早处置,防止风险蔓延;另一方面要完善惩戒机制,将违法行为系统化惩戒,降低风险出现后的影响,提升品牌影响力。
成本指对食品安全监管的成本支出,有别于一般的经济投入,指的是政府和企业管理的支出,一般包括人员支出、设备投入、物质投入、成果保障等方面的费用。
只有适当投入,才能保障食品监管的有效性,进而提升企业和品牌的影响力。
总之,严重度、频度、探测度和成本等因素影响着品牌影响度,只有不断加强食品安全监管,提高安全性能的同时,才能提升企业的品牌影响力。
PFMEA评价准则(严重度、频度、探测度)
失效发生可能性
可能的失效率
频度
很高:持续性失效
≥100 个 每 1000 件
10
50 个 每 1000 件
9
高:经常性失效
20 个 每 1000 件
8
10 个 每 1000 件
7
5 个 每 1000 件
6
中等:偶然性失效
2 个 每 1000 件
5
1 个 每 1000 件
4
0.5 个 每 1000 件
3
低:相对很少发生的失效
0.1 个 每 1000 件
2
极低:失效不太可能发生
≤0.01 个 每 1000 件
1
FM-2
PFMEA 探测度评价准则
探测性 评价准则 几乎不可能 确定绝对无法探测
检查类型 推荐的探测度分级方法
ABC
X 无法探测或没有检查
不易探测度数 10
现行控制方法将不可能
仅能以间接的或随机检查
人工检查探测性评价准则检查类型推荐的探测度分级方法不易探测度数几乎不可能确定绝对无法探测无法探测或没有检查10很微小现行控制方法将不可能探测仅能以间接的或随机检查来达到控制现行控制方法只能很小的机会去探测现行控制方法只很有小的机会去探测仅能以双重的目视检查来达到控制现行控制方法可能可以探测以图表方式spc来达到控制现行控制方法可能可以探测在零件离开工位之后以计量值量具来控制或在零件现行控制方法有好的机会去探测在后续的作业中来探测错误或执行作业前准备和首件的测定检查仅适用发生于作业前准备现行控制方法有好的机会去探测当场侦错或以多重的接受准则在后续作业中探测错误如库存挑选设置验证
客永远是要首先考虑的。如果两 果两种可能都存在的,采用两个
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
All
4th
3rd
Rank 级别
Likelihood of detection 探测可能性
探测度
10
Almost impossible 几乎不可能 几乎不可能
Very remote 很微小
很微小
8
Remote 微小
微小
7
Very low 很低
很低
6
Low 低
低
5
Moderate 中等
中等
greater
4th
4th
Opportunity for detection 可探测机率
Criteria: Likelihood of detection by process control 准则: 过程控制探测可能性
No detection opportunity 没有探测的可能
No current process control; Cannot detect or is not analyzed. 没有现行的过程控制; 不能探测或不可分析.
Problem detection at source 从源头进行问题的 探测 Error detection and/or problem prevention 错误探测和/或问题 预防 Detection not applicable; Error prevention 探测不可行; 错误预防
Failure mode detection in-station by automated controls that will detect discrepant part and automatically lock part in station to prevent further processing.由自动化控制 进行工位上失效模式探测,这种自动化控制能探测不符合零件,并自动锁定工位上的零 件以放置进一步操作. Error(cause) detection in-station by automated controls that will detect error and prevent discrepant part from being made. 由自动化控制进行工位上错误(起因)探测,这种自动化控制能探测错误和预防不符合 零件的制造. Error(cause) prevention as a result of fixture design, machine design or part design. Discrepant parts cannot be made because item has been error-proofed by process/product design.错误(起因)预防时通过固定设施设计,机械设计或零件设计而 产生的.通过过程或产品设计进行防错而避免制造不符合零件.
Problem detection Failure mode detection post-processing by operator through visual /tactile/audible means. post processing 操作人员通过视觉/触觉/听觉在加工后进行失效模式探测. 加工后问题探测 Failure mode detection in-station by operator through visual/tactile/audible means or Problem detection post-processing through use of attribute gauging(go/no-go, mannual torque at source check/clicker wrench,etc.). 从源头进行问题的 操作人员通过视觉/触觉/听觉的方式进行工位上失效模式探测或通过运用特性测量 探测 (通/止,手工扭矩检查/点检扳手等)进行加工后失效模式探测. Failure mode detection post-processing by operator through use of variable gauging Problem detection or in-station by operator through us of attribute gauging(go/no-go, manual torque check/clicker wrench, etc). post processing 操作人员通过使用各种测量进行加工后失效模式探测或操作人员通过使用特性测量 加工后问题探测 (通/止,手工扭矩检查/冲裁扳手等)进行工位上的失效模式探测. Failure mode or error(cause) detection in-station by operator through use of variable gauging or by automated controls in-station that will detect discrepant part and notify Problem detection operator(light,buzzer,etc.) Gauging performed on setup and first-piece check(for setat source up causes only) 从源头进行问题的 操作人员通过使用各种测量进行工位上的失效模式或错误(起因)探测或由工位上的自 探测 动化的控制设备探测不符合零件并通过(指示灯,鸣声)通知操作人员.在作业前准备和 首件检查时进行测量(仅用于探测作业前前准备的起因). Failure mode detection post-processing by automated controls that will detect Problem detection discrepant part and lock part to prevent further processing. post processing 由自动化控制进行加工后失效模式探测,这种自动化控制能探测不符合零件并锁定零 加工后问题探测 件以防止进一步的操作.
Not likely to detect Failure Mode and/or Error(cause) is not easily detected.( e.g.,random audits) at any stage 在任何阶段不太可 失效模式和/错误(原因)不容易被探测.(如,随机审核) 能探测
4
Moderately high 中上 中上
3
High 高
高
2
Very high 很高
很高
1
Almost certain 几乎肯定
几乎肯定