数控车床四工位电动刀架设计
(整理)重要四工位立式回转刀架

目录第1章设计任务 (3)1.1 设计总体任务 (3)1.2 设计参数 (3)1.3 设计内容 (3)1.4 设计任务 (3)第2章概述 (4)第3章总体设计方案 (5)3.1 减速传动机构的设计 (5)3.2 上刀锁紧与精定位机构的设计 (5)3.3 刀架抬起机构的设 (5)3.4自动回转刀架的工作原理 (5)第4章数控车床回转刀架机械部分设计 (8)4.1 蜗杆副的设计计算 (8)4.1.1蜗杆的选型 (8)4.1.2蜗杆副的材料 (8)4.1.3按齿面接触疲劳强度进行设计 (8)4.2滚动轴承的选项 (10)4.2.1概述 (10)4.2.2滚动轴承的选型 (11)4.2.3滚动轴承的配合 (11)4.2.4滚动轴承的密封 (11)第5章电气控制部分设计 (12)5.1 中央处理单元MS-89C51 (12)5.1.1 MCS-51单片机的结构和工作原理 (12)5.1.2 MCS-51单片机的工作方式 (15)5.2端口扩展单元8255的介绍 (17)5.3 键盘显示接口8279介绍 (24)5.4 硬件电路设计 (25)5.5 控制软件设计 (27)第6章总结 (29)第7章参考文献 (30)第1章设计任务一.设计任务题目:数控车床自动回转刀架机电系统设计任务:设计一台四工位的卧式自动回转刀架,适用于C616或C6132经济型数控车床。
二.设计参数推荐刀架所用电机的额定功率为90W,额定转速为1440r/min, 换刀时要求刀架转动的速度为30r/min。
三.设计内容1.总体结构设计2.主要传动部件的设计计算3.电气控制部分设计1)硬件电路设计2)控制软件设计4.编写设计说明书四.设计任务1.模拟整体设计方案2.机械结构装配图一张(A0图)3.控制系统设计要求完成一张A1图纸的硬件电路设计工作,设计控制系统的主要软件流程,对RAM 和I/O接口芯片进行详细编程。
4.设计说明书要求清楚地叙述整个设计过程和详细的设计内容,包括总体方案的分析,比较和确定机械系统的结构设计,主要零部件的计算与选型,控制系统的电路原理分析,软件设计的流程图以及相关程序等。
数控车床四工位刀架设计

即校验下式是否成立:
式中 ........涡轮齿根弯曲应力,单位为Mpa;
..........涡轮齿形系数;
.........螺旋角影响系数
.........涡轮的许用弯曲应力,单位为MPa
由蜗杆头数Z1=1,传动比i=48,可以算出涡轮齿数
则涡轮的当量齿数:
根据涡轮变位系数x2=1和当量齿数ZV2=48.46,得齿形系数 =1.95
2.
GB/T10085----1988推荐采用渐开线蜗杆(Z1蜗杆)和锥面包络蜗杆(ZK蜗杆)。本设计采用结构简单,制造方便的渐开线型圆柱蜗杆(Z1型)。
2.
刀架中的蜗杆副传递的功率不大,但蜗杆转速较高,因此蜗杆的材料选择45钢,其螺旋齿面要求淬火,硬度为45~55HRC,以提高表面耐磨性;涡轮的转速较低,其材料主要考虑耐磨性,选用铸锡磷青铜ZcuSn10P1,采用金属模铸造。
“现代设计与制造综合实践”报告
题目:数控车床设计
学院:机械与电子控制工程
专业:机械工程及其自动化
学生姓名:
学号:
平时成绩:
报告与答辩成绩:
最终成绩:
指导教师:
年月日
摘要
数控车床集计算机技术,电子技术,自动控制技术,传感测量,机械制造,是典型的机电一体化产品。它的发展和应用开创了制造业的新时代,改变了制造业的生产方式,产业结构,管理方式,使世界制造业的格局发生了巨大的变化。本文较为详细的介绍了对车床重要组成部分的设计和它们的结构和工作原理,通过查阅各种资料对这些部分进行结构设计,工艺设计,软件模拟仿真等,让我们对数控车床的了解得到很大提高,同时也熟练掌握了很多专业软件。
按齿面接触疲劳强度进行设计
刀架中的蜗杆副采用闭式传动,多因齿面胶合或点蚀而失效。因此,在进行承载能力计算时,先按齿面接触疲劳强度进行设计,再按齿根弯曲疲劳强度进行校核。
四工位自动旋转刀架设计说明书

机电一体化课程设计题目:数控车床自动回转刀架系统设计摘要传统的普通车床换刀的速度慢、精度不高,生产效率低,不能适应现代化生产的需要。
因此,本文对数控车床回转刀架的机电系统的相关容进行研究,探索数控车床刀架的组成和工作原理,对普通机床的换刀装置进行改进,使一台四工位的立式自动回转刀架数控化,使该装置具有自动松开、转位、精密定位等功能。
本文主要完成数控车床回转刀架的机械部分和电气部分的设计。
机械部分为其组成的各个机械部件进行计算与选用,电气部分为编制刀架自动转位控制软件。
设计的数控換刀装置功能更强,换刀装置通过刀具快速自动定位,可以提高数控车床的效率,缩短加工时间;同时其可靠性更稳定,结抅简单。
关键词自动回转刀架;换刀装置;机电系统;电气控制目录摘要................................................................................................................ 设计任务书 (4)一绪论 (6)1.1题目的背景和意义 (6)1.2 国外研究现状 (6)1.3 存在的问题和发展趋势 (6)二自动回转刀架的工作原理 (6)三总体结构设计 (9)3.1 减速机构的设计 (9)3.2 上刀体锁紧与精定位机构的设计 (9)3.3 刀架抬起机构的设计 (9)四主要传动部件的设计计算 (11)4.1 蜗杆副的设计计算 (11)4.1.1 蜗杆的选型 (11)4.1.2 蜗杆的材料 (11)4.1.3 按涡轮齿面接触疲劳强度进行设计 (11)4.1.4 蜗杆和蜗轮的主要参数与几何尺寸 (12)4.2蜗杆轴的设计 (13)4.2.1 蜗杆轴的材料选择,确定许用应力 (13)4.2.2按扭转强度初步估算轴的最小直径 (13)4.2.3 确定各轴段的直径和长度 (13)4.3螺杆的设计及上盖圆盘旋转角度的计算 (14)4.3.1螺杆螺纹类型的选择 (14)4.3.2选取螺杆材料 (15)4.3.3螺杆的计算 (15)4.3.4螺杆自锁验算 (15)4.3.5 上盖圆盘旋转角度的计算 (15)五其他部件的说明 (16)六电气控制部分设计 (18)6.1 收信电路 (19)6.2发信号电路 (19)6.3控制软件的设计 (19)结论 (21)参考文献 (22)设计任务书一.设计任务题目:数控车床自动回转刀架机电系统设计。
数控车床四工位刀架电气设计_毕业设计说明书
毕业设计说明书课题名称:数控车床四工位刀架电气设计毕业论文(设计)原创性声明本人所呈交的毕业论文(设计)是我在导师的指导下进行的研究工作及取得的研究成果。
据我所知,除文中已经注明引用的内容外,本论文(设计)不包含其他个人已经发表或撰写过的研究成果。
对本论文(设计)的研究做出重要贡献的个人和集体,均已在文中作了明确说明并表示谢意。
作者签名:日期:毕业论文(设计)授权使用说明本论文(设计)作者完全了解**学院有关保留、使用毕业论文(设计)的规定,学校有权保留论文(设计)并向相关部门送交论文(设计)的电子版和纸质版。
有权将论文(设计)用于非赢利目的的少量复制并允许论文(设计)进入学校图书馆被查阅。
学校可以公布论文(设计)的全部或部分内容。
保密的论文(设计)在解密后适用本规定。
作者签名:指导教师签名:日期:日期:注意事项1.设计(论文)的内容包括:1)封面(按教务处制定的标准封面格式制作)2)原创性声明3)中文摘要(300字左右)、关键词4)外文摘要、关键词5)目次页(附件不统一编入)6)论文主体部分:引言(或绪论)、正文、结论7)参考文献8)致谢9)附录(对论文支持必要时)2.论文字数要求:理工类设计(论文)正文字数不少于1万字(不包括图纸、程序清单等),文科类论文正文字数不少于1.2万字。
3.附件包括:任务书、开题报告、外文译文、译文原文(复印件)。
4.文字、图表要求:1)文字通顺,语言流畅,书写字迹工整,打印字体及大小符合要求,无错别字,不准请他人代写2)工程设计类题目的图纸,要求部分用尺规绘制,部分用计算机绘制,所有图纸应符合国家技术标准规范。
图表整洁,布局合理,文字注释必须使用工程字书写,不准用徒手画3)毕业论文须用A4单面打印,论文50页以上的双面打印4)图表应绘制于无格子的页面上5)软件工程类课题应有程序清单,并提供电子文档5.装订顺序1)设计(论文)2)附件:按照任务书、开题报告、外文译文、译文原文(复印件)次序装订3)其它数控车床四工位刀架电气设计摘要本文通过对FANUC数控车床刀架的研究,有效的设计了刀架程序、电气原理,使该刀架能够在一次装夹中完成多道工序。
数控车床四工位刀架设计概论
“现代设计与制造综合实践”报告题目:数控车床设计学院:机械与电子控制工程专业:机械工程及其自动化学生姓名:学号:平时成绩:报告与答辩成绩:最终成绩:指导教师:年月日摘要数控车床集计算机技术,电子技术,自动控制技术,传感测量,机械制造,是典型的机电一体化产品。
它的发展和应用开创了制造业的新时代,改变了制造业的生产方式,产业结构,管理方式,使世界制造业的格局发生了巨大的变化。
本文较为详细的介绍了对车床重要组成部分的设计和它们的结构和工作原理,通过查阅各种资料对这些部分进行结构设计,工艺设计,软件模拟仿真等,让我们对数控车床的了解得到很大提高,同时也熟练掌握了很多专业软件。
abstractNumerical control lathe set computer technology, electronic technology, automatic control technology, sensor measurement, machinery manufacturing, is a typical mechatronics product. The development and application of it opened a new era of manufacturing, changed the manufacturing production mode, industrial structure, management style, make the pattern of world manufacturing industry, great changes have taken place. This paper detailed introduces the design of an important part of the lathe and their structure and working principle, through consulting all kinds of information on these parts structure design, process design, the software simulation and so on, let's understanding of the numerical control lathe is greatly improved, but also mastered many professional software.关键词:数控车床、结构设计、工艺设计、编程仿真目录目录一.综合实践任务书 (4)二.结构设计 (4)2.1 、自动换刀装置设计 (4)2.1.1、自动换刀装置的作用 (4)2.1.2、自动换刀装置的形式 (5)2.1.3、回转刀架式自动换刀装置 (5)2.1.4、四方回转刀架的结构及其工作原理 (5)数控车床常用的螺旋升降立体式四方回转刀架结构如图2.1所示: (5)2.1.5、自动回转刀架主要传动部件的设计计算 (6)2.1.6、蜗杆的选型 (7)2.1.7、蜗杆副的材料 (7)2.1.8、蜗杆和涡轮的主要计算参数和几何尺寸 (9)2.1.9、校核涡轮齿根弯曲疲劳强度 (9)2.1.10、蜗杆的设计计算 (10)2.1.11、自锁性能校核 (10)三.工艺设计 (11)3.1 、刀架典型零件的工艺设计 (11)3.1.1、蜗杆轴的工艺设计 (11)3.1.2、霍尔元件代替物的加工工艺过程 (13)四.数控编程及仿真 (14)4.1 、刀架典型零件的数控编程与仿真 (14)4.1.1、车类零件的数控编程与仿真 (14)4.1.2、铣类零件的数控编程与仿真 (15)五.任务与分工 (15)参考文献 (16)附件 (16)一.综合实践任务书1.1、题目:数控车床设计1.2、任务描述:了解机床的基本知识,明确重要组成部分的原理与过程,对机床完成结构设计、工艺设计、数控编程与仿真等1.3、完成工作要求:各部分装配图1张、重要零件的零件图、典型零件的加工工艺过程卡和工序卡、典型零件的数控编程仿真加工程序二.结构设计2.1 、自动换刀装置设计2.1.1、自动换刀装置的作用对于现在的数控机床来说,自动换刀装置成为普遍现象,它能使数控机床在工件的一次装夹中完成多种甚至所有的工序,可以有效的缩短加工的辅助时间,减少加工过程中由于多次安装工件而引起的误差,从而提高机床的加工效率和加工精度。
四工位立式回转刀架机电系统设计

四工位立式回转刀架机电系统设计本设计是基于数控机床的自动回转刀架仿真。
主要的工作可以分成两部分,一部分是机构仿真,另一部分是电气控制。
机构仿真是先对四工位立式回转刀架的工作原理的分析和对零件进行结构设计。
电气控制就是把程序导入到PLC中来控制刀架电动机中的两个继电器,从而实现对刀架的正反转控制,而且电机的停转可以通过限位开关的开关信号来控制,实现自动换刀。
标签:自动回转刀架;刀架控制原理;刀架电气控制系统仿真1 数控机床刀架的介绍自动换刀系统是数控机床的重要组成部分。
机床的加工性能受刀具夹持原件的结构特性及它与機床主轴的连接方式的直接影响。
而机床的换刀效率受到刀库结构形式及刀具交换装置工作方式的影响,而整机的成本造价又受自动换刀系统本身及相关结构的复杂程度的直接影响。
2 数控刀架的工作原理及电气设计电气是机械的控制中心,也就是说电气原理的设计可以实现机械动作的复杂操作控制。
下面我们通过数控刀架的电气知识霍尔效应、刀架的接线原理图和具体的经济型刀架换刀过程等,对电气原理的运用做进一步的了解。
2.1 数控车床四工位刀架换刀工作原理电机会在接到换刀键或者换刀的指令后正转,蜗杆、涡轮、轴、轴套由于花键的定位作用,同联轴器一同转动。
轴套外圆上有两处凸起,能够限位轴套,使轴套在套筒内孔中的螺旋槽内作滑动,因刀架与上端齿盘同套筒相连,此时会因套筒的滑动被举起,使上下齿盘分开,刀架抬起,当套筒继续转动时,刀架会被带动旋转90°(如不到刀位,刀架还可以继续转180°、270°、360°),而且此时控制装置能够收到由微动开关发出的检测信号,直到刀架转到指定位置,控制装置会根据微动开关提供的刀架已经到达指定位置的信号,使电动机反转,此时定位销会使刀架定位不再回转,刀架则向下移动,上下端齿盘重新压合。
当蜗杆继续转动,产生轴向位移,压缩弹簧,曲面压缩开关使电机停止旋转,从而完成一次转位。
数控车床四工位电动刀架设计(全套图纸)

数控车床四工位电动刀架设计摘要:数控车床今后将向中高当发展,中档采用普及型数控刀架配套,高档采用动力型刀架,兼有液压刀架、伺服刀架、立式刀架等品种,预计近年来对数控刀架需求量将大大增加。
数控刀架的发展趋势是:随着数控车床的发展,数控刀架开始向快速换刀、电液组合驱动和伺服驱动方向发展。
根据加工对象不同,有四方刀架、六角刀架和八(或更多)工位的圆盘式轴向装刀刀架等多种形式。
回转刀架上分别安装四把、六把或更多刀具,并按数控装置的指令换刀。
本部分主要对四工位立式电动刀架的机械设计和应用继电-接触控制系统控制部分的设计。
并对以上部分运用CAD做图,对电动刀架有更直观的了解。
最后的提出了对电动刀架提出了意见和措施。
关键词:数控刀架,电动刀架,四工位Abstract:numerical control lathe, will in future development, the middle-grade high when to by supporting, high-grade nc cutter revised by both cutting, dynamic type hydraulic cutter, servo cutter, vertical cutter etc varieties, expected in recent years on the nc cutter demand will increase greatly. Nc cutter is the development trend of the development of numerical control lathe, along with, nc cutter began to change cutters quickly and electrohydraulic servo driver combined driving and direction. According to different targets, have four processing cutting, hexagonal cutter and eight (or more) can dise-type axial outfit knife knife, and other forms. Turn the tool carrier separately installs four, six or more tools, and press CNC equipment instructions change knife. This part of 4 Labour vertical electric mainly the mechanical design and application of cutting the relay - contact control system of control part of the design. And the above part of CAD do diagram, a more intuitive electric knife understanding. The final proposed to the electric cutter puts forward opinions and measures.Keywords: nc cutter, electric cutter, four locations引言数控机床是集机械、电气、液压、气动、微电子和信息等多项技术为一体的机电一体化产品。
四工位自动刀架系统设计说明书

摘要自动换刀装置是数控机床上最普遍的一种辅助装置,它可以使数控机床在工件一次装夹中完成多种甚至所有的加工工序,以缩短加工的辅助时间,减少加工过程中由于多次安装工件而引起的误差,从而提高机床的加工效率和加工精度。
本论文是关于数控机床四工位自动回转刀架系统的设计。
完成了主要部件的装配并绘制必要的零部件图,完成了整个系统的设计。
其中包括自动刀架方案设计、总体结构设计、主要参数及传动机构的设计计算和电气控制部分设计。
采用三相异步电动机提供动力源,蜗轮蜗杆副传递动力,螺杆螺母副传递运动,实现上刀体升降运动,用端齿盘定位,单片机进行系统控制,实现了数控机床四工位自动换刀装置的自动换刀和精确定位要求。
关键词: 数控机床;回转刀架;控制系统;单片机AbstractIt is the most general kind of servicing unit on numerical control lathe to change one hundred sheets of devices automatically, it can make the numerical control locomotive finish many kind even all processing processes while putting and inserting in once of work piece, assisting time in order to shorten processing, reduce the error caused by work piece of numerous installation in the processing course, thus improve the processing efficiency and machining accuracy of the lathe.This thesis turns the design of the system of the knife rest round automatically in four engineering location about numerical control lathe. Have finished the assembly of the main part and draw the essential spare part picture, has finished the design of the whole system. Include automatic knife design, the overall structural design, primarily the design parameters and calculation of transmission and electrical control part of the design. Adopt three different step motors to offer the power source, worm pair of worm gear transmits power, spiral shell pole spiral shell eye transmit sport while being vice, one hundred sheets of body hoist or lower sport, orientate with end tooth dish realize, one-chip computer carry on system control, realize numerical control lathe four worker location change to change knife and accurate to orientate the requirement automatically one hundred sheets of device automatically.Keywords: Numerical Controlled Machine; Turn the Knife Rest; the Control System; Single-Chip Micro目录摘要 (I)Abstract (II)第1章绪论 (1)1.1 题目的背景和意义 (1)1.2 国内外研究现状 (1)1.3 存在的问题和发展趋势 (2)1.4 本文主要研究内容 (3)第2章自动刀架方案设计 (4)2.1 自动刀架的基本形式和应满足的要求 (4)2.1.1 自动刀架的形式 (4)2.1.2 自动刀架的基本要求和功能分析 (5)2.2 初步确定自动刀架的方案 (6)2.3 自动回转刀架的换刀流程 (7)第3章总体结构设计 (10)3.1 减速传动机构方案设计 (10)3.2 上刀体锁紧与精定位机构设计 (11)3.3 刀架抬起机构设计 (11)3.4 自动回转刀架的换刀过程中有关销的位置 (12)第4章主要参数及传动机构的设计计算 (14)4.1 动力参数的确定 (14)4.1.1 电机容量的设计计算 (14)4.1.2 各轴的运动动力参数 (15)4.2 蜗杆传动的设计计算 (16)4.2.1 按齿面接触疲劳强度设计 (16)4.2.2 蜗轮蜗杆的主要参数与几何尺寸 (18)4.2.3 校核齿根弯曲疲劳强度 (19)4.2.4 精度等级和表面粗糙度及结构的确定 (20)4.3 丝杆螺母传动的设计计算 (20)4.3.1 丝杆螺母材料的选择 (20)4.3.2 螺距的确定 (21)4.3.3 其他参数的确定 (21)4.3.4 自锁性能校核 (21)4.4 多齿盘定位机构的设计 (22)4.4.1 原理与特点 (22)4.4.2 设计计算 (23)第5章电气控制部分设计 (27)5.1 总体设计 (27)5.2 控制芯片及I/O接口芯片的选型 (28)5.2.1 8051单片机介绍 (28)5.2.2 可编程I/O芯片8255A介绍 (28)5.3 传感器选型 (31)5.3.1 霍尔效应 (32)5.3.2 霍尔元件的基本结构 (33)5.4 硬件电路设计 (33)5.4.1 发信电路 (33)5.4.2 收信电路 (35)5.4.3 延时锁紧电路 (36)5.4.4 复位电路 (37)5.5 控制流程 (37)结论 (39)致谢 (40)参考文献 (41)CONTENTS Abstract.................................................................................. 错误!未定义书签。
数控车床自动回转刀架机电系统设计(全套图纸)
毕业设计(论文)任务书指导教师签字:院长(系主任)签字:毕业论文(设计)开题报告毕业论文(设计)开题报告摘要自动回转刀架是数控机床的重要组成部分,它有效地提高了劳动生产率,缩短了生产准备时间,消除人工误差提高加工精度和加工精度的一致性等。
但是传统的普通车床换刀的速度慢、精度不高,生产效率低,不能适应现代化生产的需要。
所以为了提高生产率、改善产品质量以及改善劳动条件必须对自动回转刀架进行改进。
本文对数控车床自动回转刀架的机电系统的相关内容进行分析,研究数控车床刀架的组成和工作原理,对普通机床的换刀装置进行改进,使该装置具有自动松开、转位、精密定位等功能。
此次主要完成自动回转刀架的机械部分和电气部分的设计。
机械部分为对其组成的各个机械部件进行计算与选用,电气部分为编制刀架自动转位控制软件。
设计的数控換刀装置功能更强,换刀装置通过刀具快速自动定位,可以提高数控车床的效率,缩短加工时间;同时其可靠性更稳定,结抅简单。
关键词: 自动回转刀架,换刀装置,机电系统,电气控制Design of automatic turret mechanical and electrical system ofCNC lathesAbstractThe automatic turret is an important part of CNC lathe. It improved labor productivity and shorten the production time, eliminate human error, the improvement of the machining accuracy and consistency of precision. Though conventional ordinary lathe tool change slowly, low accuracy, low productivity. It cannot adapt to the needs of modern production. Therefore, we must be improved the automatic turret in order to increase productivity, improve product quality and improve working.This rotary tool holder for CNC lathe electrical and mechanical systems related content study, study the composition and working principle of CNC lathes turret and improve the tool changerthe of general machine tools, so that the device has an automatic release, transfer, precision positioning and other functions. This time we should completion of the design of automatic turret’sthe mechanical parts and electrical parts. Mechanical part is composed of various mechanical calculation and selection of parts, electrical parts is preparation of the turret automatically transfer of the control software, automatic indexing turret. Design of more powerful CNC tool changer, tool changer quickly through the automatic positioning tool can improve the efficiency of CNC lathes and shorten the processing time; while its reliability is more stable, the structure is simpler.Keywords: Automatic turret Tool changer Electro-Mechanical Systems Electrical control目录1绪论 (1)1.1自动回转刀架的设计背景 (1)1.2自动回转刀架的市场分析 (2)1.3设计自动回转刀架的意义 (2)2自动回转刀架总体设计 (3)2.1总体方案的确定 (3)2.2减速机传动机构的确定 (6)2.3刀体锁紧与精定位机构的确定 (7)2.4抬起机构的确定 (7)3自动回转刀架机械部分设计 (8)3.1自动回转刀架的工作原理 (8)3.2蜗轮及蜗杆的设计及校核 (11)3.2.1蜗杆的选型 (11)3.2.2蜗杆副的材料 (13)3.2.3按齿面接触疲劳强度进行设计 (14)3.3蜗轮及蜗杆的主要参数与几何尺寸 (16)3.4螺杆的主要参数与几何尺寸 (18)3.4.1螺杆的设计计算 (18)3.5蜗杆轴的设计 (18)3.5.1蜗杆轴的材料选择,确定许用应力 (18)3.5.2按扭转强度初步估算轴的最小直径 (19)3.5.3确定各轴段的直径和长度 (20)3.5.4蜗杆轴的校核 (21)3.6蜗杆轴的轴承选用 (25)4自动回转刀架电气部分设计 (26)4.1硬件电路设计 (26)4.2控制软件设计 (30)4.2.180C31单片机及其引脚说明 (32)4.2.2 静态存储器6264的特性 (34)4.2.3 2764只读存储器的特性 (36)4.2.4 可编程并行I/O接口芯片8255的特性 (37)5结论 (42)6致谢 (43)7参考文献 (45)附录:转配图A0图纸一张、零件图A1、A2各五张(上刀体图、下刀体图上圆盘图、下圆盘图、刀架电气图、蜗轮、蜗杆图、螺杆图、空心轴图、发信盘图)1绪论1.1自动回转刀架的设计背景经济型数控是我国80年代科技发展的产物。
四工位自动刀架实验
四工位自动刀架实验本实验台采用通用数控机床的四工位自动刀架,它需要三相380V电源。
实验分高压强电部分、低压控制部分、直流控制部分、信号控制部分。
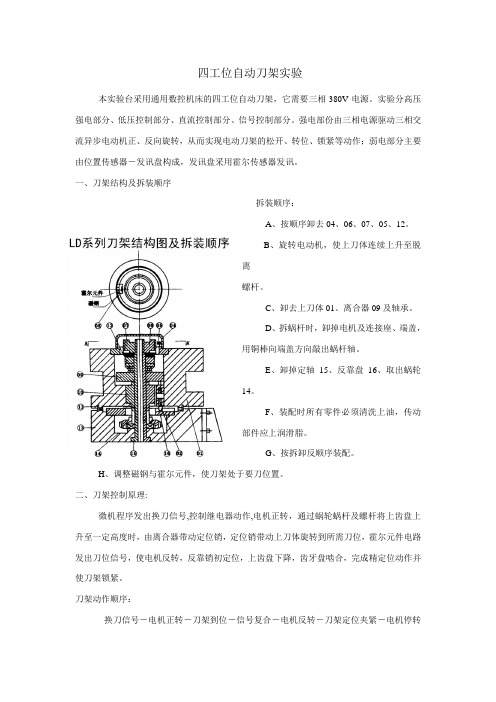
强电部份由三相电源驱动三相交流异步电动机正、反向旋转,从而实现电动刀架的松开、转位、锁紧等动作;弱电部分主要由位置传感器-发讯盘构成,发讯盘采用霍尔传感器发讯。
一、刀架结构及拆装顺序拆装顺序:A、按顺序卸去04、06、07、05、12。
B、旋转电动机,使上刀体连续上升至脱离螺杆。
C、卸去上刀体01、离合器09及轴承。
D、拆蜗杆时,卸掉电机及连接座、端盖,用铜棒向端盖方向敲出蜗杆轴。
E、卸掉定轴15、反靠盘16、取出蜗轮14。
F、装配时所有零件必须清洗上油,传动部件应上润滑脂。
G、按拆卸反顺序装配。
H、调整磁钢与霍尔元件,使刀架处于要刀位置。
二、刀架控制原理:微机程序发出换刀信号,控制继电器动作,电机正转,通过蜗轮蜗杆及螺杆将上齿盘上升至一定高度时,由离合器带动定位销,定位销带动上刀体旋转到所需刀位,霍尔元件电路发出刀位信号,使电机反转,反靠销初定位,上齿盘下降,齿牙盘啮合,完成精定位动作并使刀架锁紧。
刀架动作顺序:换刀信号-电机正转-刀架到位-信号复合-电机反转-刀架定位夹紧-电机停转-换刀答信-完成。
注:在作任何模块的实验进行接线、插线、换线时,都要关闭电源进行,否则易造成人员触电伤害或元器件损坏。
三、实验预习:了解CNC4620车床系统使用及接口情况,了解电动刀架控制原理。
四、实验目的掌握数控系统电动刀架的原理和控制三相电机正反转应用以及电气原理布线调试。
五、实验器材⑴CNC4620数控系统⑵架控制模块板⑶CNC4620数控系统逻辑控制器输入/输出控制板⑷四工位自动刀架⑸强电枪形连接线(50mm)2条;连接线(200mm)2条⑹信号连接线(50mm)8条说明:◆CNC4620系统刀架控制接口为XS5,实验台把它扩展到逻辑控制器输入/输出控制板上。
◆四工位刀架的接口扩展到逻辑控制器输入/输出控制板的XS5接口下方区。
毕业设计(论文)-数控车床四工位刀架电路的PLC控制设计
毕业设计(论文)-数控车床四工位刀架电路的PLC控制设计四川信息职业技术学院毕业设计说明书(论文)第1章机械结构1.1刀架总述数控刀架安装在数控车床的滑板上。
它上面可以装夹多把刀具,在加工中实现自动换刀刀架的作用是装夹车刀,孔加工刀具及螺纹刀具并能准确迅速的选择刀具进行对工件的切削。
刀架滑板由纵向(Z轴)滑板和横向(X轴)滑板组成,纵向滑板安装在床身导轨上,可以沿床身纵向运动,横向滑板安装在纵向滑板上,能沿纵向滑板的导轨进行横向运动,刀架滑板的作用是安装在其上的刀架刀具在加工中实现纵向和横向的进给运动。
1.2换刀的机械原理按下换刀键或输入换刀指令后,电机正转,通过联轴器,蜗杆带动涡轮,螺纹带动螺母刀架体松开并上抬,转位、找刀刀架体的上方有一发信盘,盘中每一到刀位都安装一霍尔开关刀架体旋转到一刀位时。
该刀位的传感器件向数控系统发出信号,数控系统将收到的实际刀位信号与指令刀位信号进行比较,当两信号相同时,说明刀架体已旋转到所选刀位,数控系统控制继电器KA1释放,继电器KA2得电吸合,换刀电动机反转,粗定位销在在弹簧的作用下进入粗定位盘的凹槽中进行粗定位,由于粗定位槽的限制刀架体不能反转只能在该位置垂直落下,刀架体和刀架底座的端面齿啮合,实现精确定位,电动机做适当的延时。
继续反转,当两端面齿增加到一定夹紧力。
刀架体被锁紧时。
电动机停止转动,换刀结束。
第 1 页四川信息职业技术学院毕业设计说明书(论文)第2章电动刀架的电气控制2.1刀架拆卸顺序A、使刀架处于松开状态,拆下上盖1,拆下发讯盘2上的电线,然后拆下小锣母3、发讯盘2、磁钢座4。
B、取出大螺母5内两只M4螺钉,卸下大螺母5及止退圈6、平面轴承、离合盘7。
C、取下上刀体11,拆下外端齿16、螺杆19、螺母18、离合削8、反靠销10(注意外端齿16、螺母18相对于上刀体11的位置。
D、拆下电机、联接座12、端盖22。
E、从端改22端,向联接座12端敲出蜗杆23以轴承。
数控车床电动刀架设计
数控车床电动刀架设计引言:数控车床电动刀架是一种自动化设备,用于在数控车床上进行工件的加工。
它采用电动驱动方式,具有精度高、速度快、稳定性好等特点,广泛应用于制造业的各个领域。
本文将详细介绍数控车床电动刀架的设计原理、结构及工作原理等方面内容。
一、设计原理:数控车床电动刀架的设计原理基于数控车床的工作原理。
数控车床通过控制刀具相对工件的位置和运动速度,实现对工件的加工。
电动刀架作为数控车床的一部分,主要负责刀具的进给和退刀动作。
其设计原理包括电机驱动、传动机构以及控制系统等三个方面。
1.电机驱动:2.传动机构:传动机构是数控车床电动刀架的核心部件,承担着将电机产生的动力传递给刀具的任务。
常用的传动机构包括滚珠丝杆传动、齿轮传动等。
传动机构的设计需要考虑传动的平稳性、精度和可靠性等因素。
3.控制系统:控制系统是数控车床电动刀架的智能化部分,用于控制刀具的进给速度、位置和切削参数等。
常用的控制系统包括PLC控制系统和数控系统。
其中,数控系统具有高精度、高稳定性和高自动化程度等特点,被广泛应用于数控车床电动刀架。
二、结构设计:1.刀架座:刀架座是数控车床电动刀架的支撑部分,一般采用铸铝合金材料,具有良好的刚性和稳定性。
刀架座上设置有安装槽,用于固定刀具支撑和进给机构。
2.刀具支撑:刀具支撑是数控车床电动刀架的重要组成部分,用于固定切削工具。
刀具支撑的设计需要考虑刀具的安装和调整方便性,以及刀具的刚性和稳定性等因素。
3.进给机构:进给机构是数控车床电动刀架的关键部件,用于控制刀具的进给和退刀动作。
常见的进给机构包括滚珠丝杆传动和齿轮传动等。
进给机构的设计需要考虑进给速度的精度和稳定性。
4.控制系统:控制系统是数控车床电动刀架的智能化部分,用于控制刀具的进给速度、位置和切削参数等。
控制系统的设计需要考虑其稳定性、可靠性和可编程性等因素。
三、工作原理:1.指令解析:控制系统接收来自数控系统的指令,解析后将相应的控制信号发送给电机驱动和进给机构。
数控机床四方刀架plc控制
西京学院本科毕业设计(论文) 题目:数控车床电动刀架PLC控制的设计教学单位:机电工程系专业:机械设计制造及其自动化学号: 0811050502姓名:吴启龙指导教师:徐开良2012年5月摘要数控车床今后将向中高当发展,经济型数控刀架配套,采用电动刀架,预计近年来对数控刀架需求量将大大增加。
数控刀架的发展趋势是:随着数控车床的发展,数控刀架开始向快速换刀和伺服驱动方向发展。
本部分主要对常州宏达公司生产的LD4B电动刀架四工位立式电动刀架的PLC车床控制设计,并对电动刀架的电路设计,从刀架的结构和工作原理深刻分析,着重研究了数控机床刀架的机械结构以及电气控制原理,PLC控制,霍尔元件的原理机应用。
回转刀架的换刀动作分为刀盘抬起、刀盘转位和刀架锁紧三个动作,刀盘转位则由普通三相异步电动机来驱动。
刀盘转位动作的实现经以下步骤:数控系统发出刀盘转位的命令→三相异步电动机启动→涡轮蜗杆转动→刀架主轴转动→实现刀盘转位。
关键词:经济型数控车床;车床刀架;PLC控制电动刀架AbstractNumerical control lathe, will in the future high when to development, economic l, in recent years on the nc tool is expected to demand will increase greatly. Nc tool is the development trend of: along with the development of the CNC lathe, CNC tool began to change cutters quickly and servo drive direction. The main part of changzhou HTC company produces the LD4B electric tool 4 Labour vertical electric tool PLC lathe control design, and the electric tool circuit design, tool from the structure and working principle of profound analysis, this paper studies the numerical control machine tool and mechanical structure of the electric control principle, PLC control, the principle of the hall element machine applications.Rotary tool for knife actions are divided into the knife dish up the, the knife dish inversion and tool carrier lock three movements, the knife dish inversion is by ordinary three-phase asynchronous motor to drive. The knife dish inversion of the following steps to achieve the action: the numerical control system knife dish out the command of the inversion three-phase asynchronous motor starting rotation axis rotation worm turbine enough to realize the knife dish inversion.Keywords: economic numerical control lathe, Lathe tool; PLC control electric tool1 绪论1.1课题的研究背景梳子程序控制机床一般简称为数控机床。
四工位卧式回转刀架

目录第1章设计任务1.1 设计总体任务 (3)1.2 设计参数 (3)1.3 设计内容 (3)1.4 设计任务 (3)第2章概述 (4)第3章总体设计方案 (5)3.1 减速传动机构的设计 (5)3.2 上刀锁紧与精定位机构的设计 (5)3.3 刀架抬起机构的设 (5)第4章自动回转刀架的工作原理 (6)4.1自动回转刀架的换刀流程 (6)4.2换刀过程中有关销的位置 (7)4.3回转刀架换刀 (8)第5章数控车床回转刀架机械部分设计 (9)5.1 蜗杆副的设计计算 (9)5.1.1蜗杆的选型 (9)5.1.2蜗杆副的材料 (9)5.1.3按齿面接触疲劳强度进行设计 (10)5.2蜗杆轴的设计 (11)5.3 蜗轮螺纹联接部分的设计计算 (15)5.3.1 螺距的确定 (15)5.3.2其他参数的确定 (15)5.3.3自锁性能校核 (15)5.4滚动轴承的选项 (15)5.4.1概述 (15)5.4.2滚动轴承的选型 (16)5.4.3滚动轴承的配合 (16)5.4.4滚动轴承的密封 (16)第6章电气控制部分设计 (17)6.1 控制芯片及I/O接口芯片的选型 (17)6.1.1 8051单片机介绍 (18)6.1.2 可编程I/O芯片8255A介绍 (18)6.2 传感器选型 (21)6.2.1 霍尔效应及霍尔元件 (21)6.3 硬件电路设计 (22)6.3.1 发信电路 (23)6.3.2 收信电路 (23)6.3.3 延时锁紧电路 (25)6.3.4 复位电路 (25)6.4 控制软件设计 (26)第7章总结 (32)第8章参考文献 (33)第1章设计任务一.设计任务题目:数控车床自动回转刀架机电系统设计任务:设计一台四工位的卧式自动回转刀架,适用于C616或C6132经济型数控车床。
二.设计参数推荐刀架所用电机的额定功率为90W,额定转速为1440r/min, 换刀时要求刀架转动的速度为30r/min。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
数控车床四工位电动刀架设计摘要:数控车床今后将向中高当发展,中档采用普及型数控刀架配套,高档采用动力型刀架,兼有液压刀架、伺服刀架、立式刀架等品种,预计近年来对数控刀架需求量将大大增加。
数控刀架的发展趋势是:随着数控车床的发展,数控刀架开始向快速换刀、电液组合驱动和伺服驱动方向发展。
根据加工对象不同,有四方刀架、六角刀架和八(或更多)工位的圆盘式轴向装刀刀架等多种形式。
回转刀架上分别安装四把、六把或更多刀具,并按数控装置的指令换刀。
本部分主要对四工位立式电动刀架的机械设计和应用继电-接触控制系统控制部分的设计。
并对以上部分运用CAD做图,对电动刀架有更直观的了解。
最后的提出了对电动刀架提出了意见和措施。
关键词:数控刀架,电动刀架,四工位Abstract:numerical control lathe, will in future development, the middle-grade high when to by supporting, high-grade nc cutter revised by both cutting, dynamic type hydraulic cutter, servo cutter, vertical cutter etc varieties, expected in recent years on the nc cutter demand will increase greatly. Nc cutter is the development trend of the development of numerical control lathe, along with, nc cutter began to change cutters quickly and electrohydraulic servo driver combined driving and direction. According to different targets, have four processing cutting, hexagonal cutter and eight (or more) can dise-type axial outfit knife knife, and other forms. Turn the tool carrier separately installs four, six or more tools, and press CNC equipment instructions change knife. This part of 4 Labour vertical electric mainly the mechanical design and application of cutting the relay - contact control system of control part of the design. And the above part of CAD do diagram, a more intuitive electric knife understanding. The final proposed to the electric cutter puts forward opinions and measures.Keywords: nc cutter, electric cutter, four locations引言数控机床是集机械、电气、液压、气动、微电子和信息等多项技术为一体的机电一体化产品。
是机械制造设备中具有高精度、高效率、高自动化和高柔性化等优点的工作母机。
数控机床的技术水平高低及其在金属切削加工机床产量和总拥有量的百分比是衡量一个国家国民经济发展和工业制造整体水平的重要标志之一。
数控车床是数控机床的主要品种之一,它在数控机床中占有非常重要的位置,几十年来一直受到世界各国的普遍重视并得到了迅速的发展。
我国数控车床从20世纪70年代初进入市场,至今通过各大机床厂家的不懈努力,通过采取与国外著名机床厂家的合作、合资、技术引进、样机消化吸收等措施,使得我国的机床制造水平有了很大的提高,其产量在金属切削机床中占有较大的比例。
目前,国产数控车床的品种、规格较为齐全,质量基本稳定可靠,已进入实用和全面发展阶段。
尽管近几年我国机床工具行业已经取得了很大进步,但在当前国内外机床市场竞争极其激烈的形势下,我国的机床工具行业则显得竞争力不强,主要表现在我国是机床消费大国还不是机床强国、机床拥有量大但水平低、产品构成依然落后、产品创新能力差、机床可靠性还有待提高等方面。
数控技术的应用不但给传统制造业带来了革命性的变化,使制造业成为工业化的象征,而且随着数控技术的不断发展和应用领域的扩大,它对国计民生的一些重要行业(IT、汽车、轻工、医疗等)的发展起着越来越重要的作用。
1.2 刀架的设计准则我们的设计过程中,本着以下几条设计准则1)创造性的利用所需要的物理性能和控制不2)2)需要的物理性能3)判别功能载荷及其意义4)预测意外载荷5)创造有利的载荷条件6)提高合理的应力分布和刚度而7)重量达到最轻8)应用基本公式求相称尺寸和最佳尺寸9)根据性能组合选择材料10)在储备零件与整体零件之间精心的进行选择11)进行功能设计以适应制造工艺和降低成本的要求1.3主要技术参数(1)最大许用力矩(Nm)Mq 100 Mx 200 Ms 100 (2)重复定位精度:(mm)<0.005(3)电机功率(w) 20(4)电机转速(rpm)125数控车床四工位电动刀架设计2.1刀架的工作原理电动刀架的工作原理为机械螺母升降转位式。
工作过程可分为刀架抬起、刀架转位、刀架定位并压紧等几个步骤。
图2.1为螺旋升降式四方刀架,其工作过程如下:①刀架抬起当数控系统发出换刀指令后, 通过接口电路使电机正转, 经传动装置2、驱动蜗杆蜗轮机构1、蜗轮带动丝杆螺母机构8逆时针旋转 ,此时由于齿盘4、5处于啮合状态,在丝杆螺母机构8转动时,使上刀架体产生向上的轴向力将齿盘松开并抬起,直至两定位齿盘4、5 脱离啮合状态,从而带动上刀架和齿盘产生“上台”动作。
②刀架转位当圆套9逆时针转过150°时,齿盘4、5完全脱开,此时销钉准确进入圆套9中的凹槽中,带动刀架体转位。
③刀架定位当上刀架转到需要到位后(旋转90°、180°或270°),数控装置发出的换刀指令使霍尔开关10 中的某一个选通,当磁性板11 与被选通的霍尔开关对齐后,霍尔开关反馈信号使电机反转,插销7在弹簧力作用下进入反靠盘 6地槽中进行粗定位,上刀架体停止转动,电机继续反转,使其在该位置落下,通过螺母丝杆机构8使上刀架移到齿盘4、5 重新啮合, 实现精确定位。
④刀架压紧刀架精确定位后,电机及许反转,夹紧刀架,当两齿盘增加到一定夹紧力时,电机由数控装置停止反转,防止电机不停反转而过载毁坏,从而完成一次换刀过程。
图2.1 螺旋升降式四方刀架2.2 步进电机的选用许多机械加工需要微量进给。
要实现微量进给,步进电机、直流伺服交流伺服电机都可作为驱动元件。
对于后两者,必须使用精密的传感器并构成闭环系统,才能实现微量进给。
在开环系统中,广泛采用步进电机作为执行单元。
这是因为步进电机具有以下优点:●直接采用数字量进行控制;●转动惯量小,启动、停止方便;●成本低;●无误差积累;●定位准确;●低频率特性比较好;●调速范围较宽;采用步进电机作为驱动单元,其机构也比较简单,主要是变速齿轮副、滚珠丝杠副,以克服爬行和间隙等不足。
通常步进电机每加一个脉冲转过一个脉冲当量;但由于其脉冲当量一般较大,如0.01mm,在数控系统中为了保证加工精度,广泛采用步进电机的细分驱动技术。
因为刀架上升、下降各转150°,刀架转位至少需90°,所以蜗轮转的角度a=390°由课题要求的刀架选位少于3Sn≈0.36r/s=21.6r/min,为便于计算n取24r/min蜗轮蜗杆传动比为45电动机转速n′=i*z1=45考虑刀架只需小功率驱动,为减少生产成本,选用JD60电动机,其转速为1400r/min,额定功率为60W。
2.3 蜗杆及蜗轮的选用与校核2.3.1 选择传动的类型考虑到传递的功率不大,转速较低,选用2A 蜗杆,精度8级,GB10089-882.3.2 选择材料和确定许用应力由《机械基础》表17-4查得蜗杆选用45钢,表面淬火,硬度为45~55HRC ,蜗轮齿圈用ZCuSn10P1 砂模铸造,为了节约贵重的有色金属,仅齿圈用青铜制造,而轮芯用灰铸铁HT150制造。
由表17-6查得 [ð]h=200MPa ,[ð]f=51MPa2.3.3按接触强度确定主要参数根据闭式蜗杆传动的设计准则,先按齿面接触疲劳强度进行设计,在校核齿根弯曲疲劳强度。
传动中心距: []232()E H Z Z a kT ρδ≥ (2-1)(1)确定作用在蜗轮上的转距T 2按Z 1=2,估取效率η=0.8,则T 2=T*η*i=3.5382N.M (2-2)(2)确定载荷系数K因工作载荷较稳定,故取载荷分布不均系数K β=1;由使用系数K A 表从而选取K A=1.15;由于转速不高,冲击不大,可取动载系数K V =1.1;则K=K A *K β*K V =1*1.15*1.1=1.265≈1.27(2-3)(3)确定弹性影响系数Z E因选用的铸锡磷青铜蜗轮和蜗杆相配,故12160E Z MPa =(4)确定接触系数Z ρ先假设蜗杆分度圆直径d 1和传动中心距a 的比值1d a =0.30,从而可查出Z ρ=3.12。
(5)确定许用应力[σH ]根据蜗轮材料为铸锡磷青铜zcusn10p1,金属模铸造,蜗杆螺旋齿面硬度>45HRC ,从而可查得蜗轮的基本许用应力[σH ]‘=268MPA 。
因为电动刀架中蜗轮蜗杆的传动为间隙性的,故初步定位、其寿命系数为K HN =0.92,则[σH ]= K HN [σH ]‘=0.92×268=246.56≈247MPA(2-4)(6)计算中心距23160 2.71.273538.2()24247a mm ⨯≥⨯⨯=(2-5) 取中心距a=50mm ,m=1.25mm ,蜗杆分度圆直径d 1=22.4mm ,这时1d a =0.448,从而可查得接触系数'Z ρ=2.72,因为'Z ρ<Z ρ,因此以上计算结果可用。
蜗杆和蜗轮主要几何尺寸计算⑴蜗杆分度圆直径:d 1=8mm直径系数:q=17.92,蜗杆头数:Z 1=1分度圆导程角:γ=3°11′38″蜗杆轴向齿距:P A =m π=3.94mm ;(2-6)蜗杆齿顶圆直径:*11232.2a a d d h m mm =+*=(2-7) 蜗杆齿根圆直径:112(**)24.16df d ha c m mm =-+=(2-8)蜗杆轴向齿厚:1/2a S m π==2.512mm(2-9)蜗杆轴向齿距:1 1.6 5.04pa m mm mm ππ===(2-10)⑵蜗轮蜗轮齿数:Z 2 =45变位系数Χ=0验算传动比:i=2z /1z =45/1=45(2-11)蜗轮分度圆直径:d 2=mz 2=72mm (2-12)蜗轮喉圆直径:d a2=d 2+2h a2=93.5mm (2-13)蜗轮喉母圆直径:r g2=a-1/2 d a2 =50-1/2⨯93.5=3.25mm (2-14)蜗轮齿顶圆直径:222*75.2da d ha m mm =+=(2-15)蜗轮齿根圆直径:222(*_*)68.16df d ha c m mm =-=(2-16)蜗轮外圆直径:当在z=1时,22278.4de da m mm ≤+=(2-17)2.4 蜗杆轴的设计2.4.1 蜗杆轴的材料选择,确定许用应力考虑轴主要传递蜗轮的转矩,为普通用途中小功率减速传动装置。