9.0PCB钻孔--超短坑槽的加工方法
孔和槽的加工方法
孔和槽的加工方法嘿,咱今儿就来聊聊孔和槽的加工方法,这可真是个有趣又实用的话题呀!你想想看,孔和槽在我们生活中那可是无处不在呢!就好比说,家里的门窗上那些安装合页的地方,那就是孔和槽在发挥作用呀。
那要怎么加工它们呢?这可得好好说道说道。
先来说说孔的加工吧。
钻孔,这是最常见的办法啦。
就像我们拿个小钻头,对着要打孔的地方“滋滋滋”地转起来,一个孔就慢慢出现啦。
这就好像是在一块大蛋糕上挖个小洞,是不是挺形象的?但钻孔也有讲究哦,钻头得选对,角度也得把握好,不然孔可就不那么标准啦。
还有扩孔呢,有时候孔小了点,咱就得把它扩大一些,就像把小山洞拓宽成大洞穴一样。
再讲讲铰孔,这就像是给孔做个美容,让它变得更光滑、更精致。
就好比给粗糙的墙面打磨得平平整整的。
那槽呢?开槽也有不少办法。
比如用锯子锯呀,想象一下,就像用小锯子在木板上拉出一道小沟沟。
还有铣床加工,这可就高级了些,能把槽加工得特别整齐、漂亮。
加工孔和槽的时候可得注意安全哦!别一不小心把手给弄伤了,那可就得不偿失啦。
而且呀,不同的材料加工起来也有不同的窍门呢。
像金属的和木头的,那能一样吗?就好像你用对付小猫的办法去对付大老虎,那肯定不行呀!在实际操作中,还得根据具体的需求和情况来选择合适的加工方法。
就好比你要做个小玩具,那可能简单的钻孔就够了;但要是做个大型机械零件,那可得用更专业、更精细的方法啦。
总之呢,孔和槽的加工方法多种多样,每一种都有它的特点和用处。
我们得像个聪明的小工匠一样,根据不同的情况灵活选择,把孔和槽加工得漂漂亮亮的,让它们在各种东西里发挥重要的作用。
这可不是一件简单的事儿,但只要我们用心去学、去尝试,肯定能掌握好这些加工方法的,对吧?咱可不能小瞧了这孔和槽的加工呀,它们可是能让我们的生活变得更美好的呢!。
机械钻孔中的短槽孔加工技术

机械钻孔中的短槽孔加工技术靳晔【摘要】短槽与超短槽的加工一直以来都是机械钻孔的难点之一,许多公司不得不通过减少钻孔叠板数、补钻或分步钻等方式来满足短槽的加工质量,但这些加工方式都会较大地降低钻孔效率与产能.文章对影响槽孔加工的不良因素进行了多方面的分析,针对机械钻孔的特点与刀具的选用等方面进行了研究,并通过实验找到了一种有效改善并提高槽孔质量的工艺方法.【期刊名称】《印制电路信息》【年(卷),期】2015(023)012【总页数】5页(P16-19,65)【关键词】短槽孔;超短槽孔;预钻孔;槽刀;铣刀【作者】靳晔【作者单位】东莞市五株电子科技有限公司,广东东莞523290【正文语种】中文【中图分类】TN41随着电子通讯产品日益向多功能化、小型化、轻量化的趋势发展,相应的印制线路板的的布线密度与孔密度越来越高,并伴随着客户设计的多元化及对品质要求的不断提高,直接导致印制线路板上对应的各种类型的槽孔也越来越多,孔径也越来越小,如长槽孔、短槽孔、超短槽孔、异形槽孔等,加工难度也越发的高。
本文就是针对公司前段时间客户投诉的槽孔质量问题进行了多角度的分析与研究,并做了大量的实验进行论证,基本解决了困扰公司槽孔质量问题的技术难题。
长槽孔:长度L>2倍孔径D(图1),由于长槽孔的制作比较简单,加工出来的槽孔质量也没有问题,所以本文对长槽孔不做过多描述。
短槽孔:1.5倍孔径D≤长度L≤2倍孔径D(图2)。
超短槽孔:长度L<1.5倍孔径D(图3)。
预钻孔:钻(超)短槽孔前先在槽两端钻出的导向孔(图4)。
2.1 短槽孔力学分析在没有预钻孔的情况下,由于钻机主轴的旋转方向为顺时针方向,因此加工短槽时刀具将受到不对称的反作用力,图5为几个特殊点的受力情况,也就造成了图6的钻槽结果。
2.2 钻带编程对槽孔的影响工程人员编写钻带的习惯与规则对短槽孔的制作有很大的影响,现说明如下:(1)从起点到终点依顺序按一定的设计间隔进行加工,如图7,此方法经实验后发现并不能解决短槽孔倾斜与槽变短的问题,故予以放弃。
pcb钻孔机的操作技术及流程详解

pcb钻孔机的操作技术及流程详解pcb钻孔机的操作技术及流程详解6.1 制程目的单面或双面板的制作都是在下料之后直接进行非导通孔或导通孔的钻孔, 多层板则是在完成压板之后才去钻孔。
传统孔的种类除以导通与否简单的区分外,以功能的不同尚可分:零件孔,工具孔,通孔(Via),盲孔(Blind hole),埋孔(Buried hole)(后二者亦为via hole的一种).近年电子产品'轻.薄.短.小.快.'的发展趋势,使得钻孔技术一日千里,机钻,雷射烧孔,感光成孔等,不同设备技术应用于不同层次板子.本章仅就机钻部分加以介绍,其它新技术会在20章中有所讨论.6.2 流程上PIN→钻孔→检查6.3上PIN作业钻孔作业时除了钻盲孔,或者非常高层次板孔位精准度要求很严,用单片钻之外,通常都以多片钻,意即每个stack两片或以上.至于几片一钻则视1.板子要求精度2.最小孔径3.总厚度4.总铜层数.来加以考虑. 因为多片一钻,所以钻之前先以pin将每片板子固定住,此动作由上pin机(pinning maching)执行之. 双面板很简单,大半用靠边方式,打孔上pin 连续动作一次完成.多层板比较复杂,另须多层板专用上PIN机作业.6.4. 钻孔6.4.1钻孔机钻孔机的型式及配备功能种类非常多,以下List评估重点A. 轴数:和产量有直接关系B. 有效钻板尺寸C. 钻孔机台面:选择振动小,强度平整好的材质。
D. 轴承(Spindle)E. 钻盘:自动更换钻头及钻头数F. 压力脚G. X、Y及Z轴传动及尺寸:精准度,X、Y独立移动H. 集尘系统:搭配压力脚,排屑良好,且冷却钻头功能I. Step Drill的能力J. 断针侦测K. RUN OUT6.4.1.1钻孔房环境设计A. 温湿度控制B. 干净的环境C. 地板承受之重量D. 绝缘接地的考虑E. 外界振动干扰6.4.2 物料介绍钻孔作业中会使用的物料有钻针(Drill Bit),垫板(Back-up board),盖板(Entry board)等.以下逐一介绍:图6.1为钻孔作业中几种物料的示意图.6.4.2.1 钻针(Drill Bit), 或称钻头,其质量对钻孔的良窳有直接立即的影响, 以下将就其材料,外型构、及管理简述之。
短槽孔的做法

1. 解释1) 短槽孔:槽长<2倍槽宽2) 导向孔:在钻槽孔前先在槽孔的两端先各钻一个起辅助导向作用的孔,如图1。
2.分析钻孔时其下刀速、退刀速、板厚、叠板数等对孔的品质都有影响,对于槽长≥2倍槽宽的slot钻孔过程中受力均匀,钻孔时不需要添加加导向孔就可以钻出满足客户要求的孔,但短槽孔就容易出现异常,本次经过多次实验,选用其合适参数下(具体可见下表2)再对短槽孔添加导向孔的大小及位置作一定的实验研究。
3. 试验方案及结果3.1 槽孔选择槽孔大小:选择最为常见的0.7*1.25mm槽孔。
3.2 5导向孔的大小选择分别添加0.4mm,0.55mm导向孔。
3.3 导向孔添加位置1)导向孔与槽孔中心重合;2)导向孔与槽孔边相距1mil;3)导向孔与槽孔相切。
依据以上选择的条件进行组合得以下六种方案,具体如图1:图1 导向孔添加方式示意图Fig.1 The way of guiding hole appended 3.4 主要试验仪数Tab.2 main production parameter4.结果与讨论4.1不同添加方式孔形对比依据行业中一般钻孔经验及结果:机械钻孔时底板的孔形最差,底板孔最小[2],所以本次选底板的结果作比对,如图21)显微镜照片分析(槽孔1.25*0.7mm)图2 槽孔孔形40倍体式显微镜照片Fig.2 the photos of the microscope in 40X说明:从上钻孔的结果看,添加0.55mm的导向孔比0.4mm导向孔的孔形效果明显要好。
4.2 导向孔不同添加方式对slot槽大小的影响由于不同层板的slot槽孔长度不一样[2],本次实验以三次元量测面板、中板、底板槽孔长度、宽度平均值的结果作对比,具体如表3表3 不同添加方式的槽长Tab 3 the length of the different way in appending the guiding hole>判定导向孔位置实际规格实际规格10.4mm 重合 1.1391.25+/-0.050.6660.7+/-0.05NG2 距边1mil 1.251 <>width=65>0.664ok3 相切 1.297 0.661 ok4重合 1.127 0.668 NG0.55mm5 距边1mil 1.211 0.672ok6 相切 1.263 0.671 ok从上数据看,所有条件槽宽都在规格范围内,但在两中心重合时,槽长会有偏小超规格的现象。
mastercam 9.0二挖槽加工
数控技术论坛
“Pocket”对话框的“Pocketing parameters”选项卡 数控技术论坛
Standard(一般挖槽)选项为采用标准的挖槽方 式,即仅铣削定义凹槽内的材料,而不会对边界外或 岛屿进行铣削;Facing(边界再加工)选项,相当于 面铣削模组的功能,在加工过程中只保证加工出选择 的表面,而不考虑是否会对边界外或岛屿的材料进行 铣削;当选择Island facing(使用岛屿深度挖槽)选项, 不会对边界外进行铣削,但可以将岛屿铣削至设置的 深度;Remachining(残料清角)选项,进行残料挖 槽加工,其设置方法与残料外形铣削加工中参数设置 相同。
数控技术论坛
当选择“High speed loops”选项时,刀具按圆弧的方式移 动到下一次铣削的起点;当选择“Linear”选项时,刀具以 直线的方式移动到下一次铣削的起点;当选择“Rapid”选 项时,刀具以直线的方式快速移动到下一次铣削的起点。
数控技术论坛
2. 其他参数 在“Facing parameters”选项卡右下方的4个输入框 分别用来设置垂直刀具路径方向的重叠量(Across overlap ) 、 沿 刀 具 路 径 方 向 的 重 叠 量 ( Along overlap)、起点附加距离(Approach)和终点附加距 离(Exit distance)。 Stepover输入框用于设置两条刀具路径间的距离。 但在实际加工中两条刀具路径间的距离一般会小于该 设置值。这是因为系统在生成刀具路径时首先计算出 铣削的次数,铣削的次数等于铣削宽度除以设置的 “Stepover”值后向上取整。实际的刀具路径间距为总 铣削宽度除以铣削次数。 “ Tip comp” 下 拉 列 表 框 和 “ Roll cutter around comers”下拉列表框用于设置刀具的偏移方式。
PCB钻孔的流程、分类和技巧
PCB钻孔的流程、分类和技巧电路板((PCB))用盖板和垫板(简称为盖/垫板)是PCB(机械)钻孔加工必备的重要材料之一。
它在PCB孔加工中,无论是确保(产品)品质、工艺的实施,还是经济效益,都起到非常重要的作用。
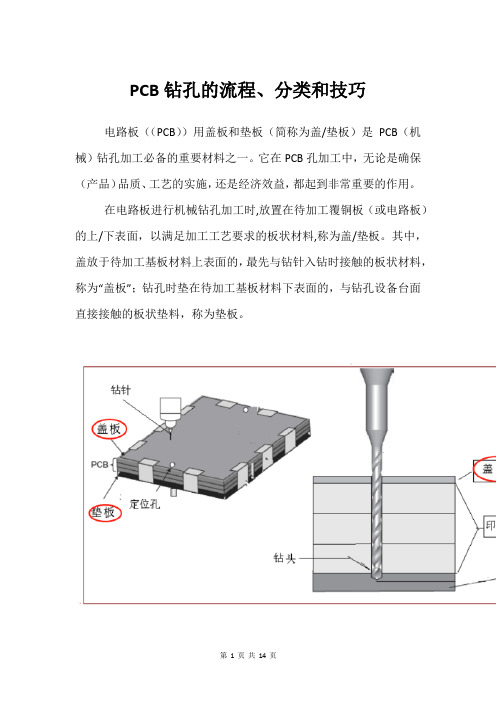
在电路板进行机械钻孔加工时,放置在待加工覆铜板(或电路板)的上/下表面,以满足加工工艺要求的板状材料,称为盖/垫板。
其中,盖放于待加工基板材料上表面的,最先与钻针入钻时接触的板状材料,称为“盖板”;钻孔时垫在待加工基板材料下表面的,与钻孔设备台面直接接触的板状垫料,称为垫板。
钻孔是PCB制造中最昂贵和最耗时的过程。
PCB钻孔过程必须小心实施,因为即使是很小的错误也会导致很大的损失。
钻孔工艺是PCB制造过程中最关键的工艺。
钻孔工艺是通孔和不同层之间连接的基础,因此钻孔技巧十分重要。
PCB钻孔一、PCB钻孔技术主要有2 种PCB 钻孔技术:机械钻孔和激光钻孔。
PCB钻孔技术1、机械钻孔机械钻头的精度较低,但易于执行。
这种钻孔技术实现了钻头。
这些钻头可以钻出的最小孔径约为6密耳(0.006 英寸)。
机械钻孔的局限性当用于FR4 等较软的材料时,机械钻可用于800 次冲击。
对于密度比较大的材料,寿命会减少到200 计数。
如果PCB 制造商忽视这一点,则会导致出现错误的孔,从而导致电路板报废。
2、激光钻孔另一方面,激光钻可以钻出更小的孔。
激光钻孔是一种非接触式工艺,工件和工具不会相互接触。
激光束用于去除电路板材料并创建精确的孔,可以毫不费力地控制钻孔深度。
激光技术用于轻松钻出受控深度的过孔,可以精确钻出最小直径为2 密耳(0.002”)的孔。
激光钻孔限制电路板由铜、玻璃纤维和树脂制成,这些PCB 材料具有不同的(光学)特性,这使得激光束很难有效地烧穿电路板。
在激光钻孔的情况下,该过程的成本也相对较高。
二、PCB钻孔流程对于PCB(工程师)来说,如果设计电路板,也必须要了解PCB 的制造。
这样才能保证(PCB设计)是可制造,也是可靠的,反过来如果在设计时就注意到制造上的工艺,可以降低成本,并且可以在规定的时间内交付产品。
pcb钻孔操作流程

pcb钻孔操作流程今天咱们来了解一下PCB钻孔是怎么一回事。
PCB就像是一块小小的电路板,上面有好多小零件要安装呢。
那钻孔就是在这个电路板上打出一些小孔。
想象一下,PCB是一块小饼干,我们要在上面戳出一些洞。
那怎么戳呢?最开始呀,得先把PCB准备好。
就好像你要画画,得先把画纸铺平一样。
这个PCB要放在一个专门的地方,这个地方能稳稳地夹住它,不让它乱动。
比如说,就像你用夹子夹住一张纸,这样纸就不会跑啦。
接着呢,要确定好在哪里钻孔。
这就像你玩游戏的时候,要先想好在哪里放东西。
在PCB上,那些要钻孔的地方都是提前设计好的。
比如说,有的地方要钻个孔来安装一个小小的灯珠,就像给小灯珠找一个小窝一样。
然后就开始钻孔啦。
钻孔的工具就像一个超级小的电钻。
这个小电钻转得可快了,就像小陀螺一样呼呼地转。
它一点一点地钻进PCB里,就像小蚂蚁挖洞一样。
不过这个小电钻可聪明啦,它只会在该钻孔的地方钻,不会乱钻一通。
在钻孔的时候,会有一些小碎屑出来。
这就像你削铅笔的时候,会有铅笔屑一样。
这些小碎屑也不能留在PCB上呀,得想办法弄走。
就像你打扫桌子上的铅笔屑一样,会有东西把这些钻孔产生的小碎屑吸走或者吹走呢。
有一次,我看到一个叔叔在做PCB钻孔。
他特别小心,眼睛一直盯着PCB,就怕钻错了地方。
他手里的小电钻发出嗡嗡的声音,就像小蜜蜂在唱歌。
钻了一会儿,就有一些小小的亮晶晶的碎屑冒出来了,那些碎屑在灯光下一闪一闪的,可有趣了。
叔叔旁边还有一个小管子,那个小管子就像小嘴巴一样,把那些碎屑都吸走了。
钻完孔之后呢,要检查一下这些孔是不是合格。
就像你做完作业,要检查一下有没有做错的地方。
看看这些孔的大小对不对,位置是不是准确。
如果有不合适的地方,可能还得再调整一下呢。
PCB钻孔就是这样一个有趣的过程,虽然看起来有点复杂,但是只要一步一步来,就能把孔钻得又好又准啦。
现在是不是对PCB钻孔有了一点了解呢?。
90PCB钻孔--超短坑槽的加工方法
0
φ>1.2mm
0
根据已有测试估计
2D-D/4 2D-D/2 2D-2D/3
3
4
4
2
3
3
实验条件及叠板数假定 采用总厚62mil(1/1),双面覆铜板,3块/叠[总叠厚186mil]
因坑槽孔内层多无铜连接,故取双面 板即可。
实验设计.实验方案设计
1144
钻带设计示意图
实验设计.实验方案设计
1155
实验结果 .优选最佳方案
1177
校验完成尺寸是否合格 接受标准分析(指外形)
➢ 经过方法改善,仍然会有某些偏差,
如下图:
➢ 外形是否合格,将以是否影响功能为基准
实验结果 .校验完成尺寸是否合格 . 接受标准分析
1188
由于坑槽多为插件孔,插脚本身可以有一定偏转,但大小却 不能改变。 故假定可以偏转;而大小尺寸却必须符合已知公差
T10 1.20 47.24 94.49 1.15
T11 1.50 59.06 118.11 1.45
T12 1.80 70.87 141.73 1.75
L=2D-D/4
L=2D-D/2
第二坑槽长 末端孔 第三坑槽长 末端孔
\
\
44.34 0.50 39.43 0.45
47.78 0.55 42.39 0.50
实验设计.实验方案设计
111
设计不同方法组合及其细节
分别用G85、交叉叠钻、顺序叠钻三大类方法设计坑槽落刀。
每类落刀设计,又分两种要求: A) 无需附加孔 B) 钻坑槽前,于两末端分别加钻两孔与坑槽末端圆弧内相切 即分别制作六条钻带如下:
NC1
NC2
NC3
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
66
考虑问题的方向
钻孔参数(转速、进 给、钻觜寿命)
已进行参数试验,改善效果
不明显
钻嘴的牌子、品质、 几何特征(如长度) 钻孔的叠数
钻孔排列设计 钻孔长度补偿
如改用较短刃长之钻嘴, 返
磨次数将大减,成本增加很多
减少叠数,产量将难以承担;
尝试修改设计,减少侧向受力 超短坑槽多呈单向偏差,可补偿;
99
实验设计
实验目的
确定超短坑槽的钻孔(排列)方式 初定超短坑槽钻孔叠数、长度补偿
实验设计. 实验目的
10 10
实验方案设计
不同特征坑槽分类
×¾ ê × T1 T2 T3 T4 T5 T6 T7 T8 T9 T10 T11 T12 ·À Ö à mm 3.18 0.60 0.65 0.70 0.75 0.80 0.85 0.90 1.00 1.20 1.50 1.80 mil 125.00 23.62 25.59 27.56 29.53 31.50 33.46 35.43 39.37 47.24 59.06 70.87 L=2D L=2D-D/4 L=2D-D/2 L=2D-2D/3 ÚÒ µ »Ó ¿² Û³ ¤ Ä §Ë ¶¿ × Ú µ¶ þ¿ Ó² Û³ ¤Ä §¶ Ë¿ × µ ÚÈ ý¿ Ó² Û³ ¤ Ä §¶ Ë¿ × Ú µË Ä¿ Ó² Û³ ¤ Ä §¶ Ë¿ × \ \ \ \ 47.24 0.55 44.34 0.50 39.43 0.45 35.50 0.40 51.18 0.60 47.78 0.55 42.39 0.50 38.12 0.45 55.12 0.65 51.23 0.60 45.34 0.55 40.75 0.45 59.06 0.70 54.67 0.65 48.29 0.55 43.37 0.50 62.99 0.75 58.12 0.70 51.24 0.60 45.99 0.55 66.93 0.80 61.56 0.75 54.20 0.65 48.62 0.55 70.87 0.85 65.01 0.80 57.15 0.70 51.24 0.60 78.74 0.95 71.90 0.85 63.06 0.75 56.49 0.65 94.49 1.15 85.68 1.05 74.87 0.90 66.99 0.80 118.11 1.45 105.35 1.30 91.58 1.10 81.74 1.00 141.73 1.75 126.02 1.55 109.30 1.35 97.49 1.20
实验设计.实验方案设计
13 13
坑槽长度补偿的假定
Ô É è ¼ Æ ² Û ³ ¤¶ È ê ì × ×´ ó Ð ¡
2D 0 0
2D-D/4 3 2
2D-D/2 4 3
2D-2D/3 4 3
¦ Õ <=1.2mm ¦ Õ >1.2mm
根据已有测试估计
实验条件及叠板数假定 采用总厚62mil(1/1),双面覆铜板,3块/叠[总叠厚186mil] 因坑槽孔内层多无铜连接,故取双面 板即可。
粗选:G85和交叉叠钻 + 末端孔方案
(另发现 顺序叠钻,孔内塞尘严重,难以清洗)
实验结果 .优选最佳方案
16 16
再选(以 最底板之底面测量所得,任取L=2D-D/2之情形)
由于G85指令跟PE自编方式接近,主要差别为最终孔密度 不同,故孔形也接近(理论上初步推定后者将较佳)。 对比如下: PE自编钻孔,孔 沿较佳;G85有 约0.4mil波浪线
实验设计.实验方案设计
14 14
钻带设计示意图
实验设计.实验方案设计
15 15
实验结果
优选最佳方案
当年没有记下 G85残高参数, 现在一般取15、9、 6三个值
(选用取得最佳孔形之方法)
粗选(以 最底板之底面测量所得,任取L=2D-D/2之情形)
G85 顺序叠钻 交叉叠钻
无末端孔
有末端孔
T2 T3 T4 T5 T6 T7 T8 T9 T10 T11 T12
小结:长度均在公差要求内,但因槽形不 佳,故需在叠板数上予与调整
实验结果 .校验完成尺寸是否合格 . 测量结果
21 21
表二
L=2D-D/2 ³ ç ß ´ ¿ ± Ä ê ³ ¤È ¶ ² ¹ ¥ ³ º ó ³ ¤ × î Ï Â µ ×æ à µ Ú ¶ þ µ ×æ à 35.43 39.43 35.77 38.06 38.39 42.39 39.32 40.12 41.34 45.34 41.77 42.56 44.29 48.29 43.29 45.61 47.24 51.24 47.24 48.90 50.20 54.20 49.52 50.26 53.15 57.15 53.38 54.97 59.06 63.06 60.08 60.80 70.87 74.87 72.20 73.26 88.58 91.58 87.18 88.33 106.30 109.30 107.09 107.57
原理与分析.超短坑槽的问题
55
LP42715坑槽孔详情
客户要求: 23.6 x 47.5 (±5)mil [ 沉金后 ] PE 设计: 27.6 x 51.3mil [ 钻孔后 ]
发现偏短之坑槽完成长度:40mil 回前言
估计
钻孔后长:42.3~44mil
比PE设计偏短达:6.7~9mil
原理与分析.超短坑槽的问题
T2 T3 T4 T5 T6 T7 T8 T9 T10 T11 T12
小结:长度均在公差要求内,槽形合适
实验结果 .校验完成尺寸是否合格 . 测量结果
23 23
偏转:以单边1.3mil为参考
(确定叠板数后)抽测值在参考范围内
(数据略)
测值小结:尺寸均合格
实验结果 .校验完成尺寸是否合格 . 测量结果
实验设计.实验方案设计
12 12
叠钻最后圆心间距要求见右表:
Õ ¦ Ü ¡ 0.80mm Õ ¦ Ý ¡ 0.85mm
L¡ Ý 2D-D/4 1.5¡ « 4.0mil 1.5¡ « 4.5mil
L¡ Ü 2D-D/2 1.2¡ « 2.5mil 1.2¡ « 3.0mil
等于最后 圆心间距
交叉叠钻计算及排列方按PE原有要求. 参数:φ≤0.55mm 钻嘴使用原转速,进给速度为30IPM φ≥0.6mm以上钻嘴,按原WI
均合格,仅列举少量数据示意
小结:宽度符合要求
实验结果 .校验完成尺寸是否合格 . 测量结果
20 20
长度:以±3mil 为接受标准
表一
L=2D-2D/3 ¹ À Ë ã ³ ¤È ¶ ³ ç ß ´ ¿ ± Ä ê ³ ¤È ¶ ² ¹ ¥ ³ º ó ³ ¤ × î Ï Â µ ×æ Ã Ú µ ¶ þ µ ×æ à 31.50 35.50 30.80 31.85 34.12 38.12 34.29 34.48 36.75 40.75 34.50 35.76 39.37 43.37 36.92 40.83 41.99 45.99 41.91 41.50 44.62 48.62 40.80 41.96 47.24 51.24 45.77 48.00 52.49 56.49 50.14 52.00 62.99 66.99 61.14 65.44 78.74 81.74 75.57 77.91 94.49 97.49 94.69 95.84
PE自编叠钻
G85
小结:最终选择 PE自编叠钻+末端孔方案
实验结果 .优选最佳方案
17 17
校验完成尺寸是否合格 接受标准分析(指外形) 经过方法改善,仍然会有某些偏差,
如下图:
外形是否合格,将以是否影响功能为基准
实验结果 .校验完成尺寸是否合格 . 接受标准分析
18 18
由于坑槽多为插件孔,插脚本身可以有一定偏转,但大小却 不能改变。 故假定可以偏转;而大小尺寸却必须符合已知公差
到的可户的有关投诉。
如xP42xxx:
详情
合格孔
前言
过短孔
33
原理与分析
问题背景
经跟进分析该类坑槽属于超短坑槽(槽长 ≤ 2倍直径)
长坑槽(槽长 > 2倍直径)
原理与分析.问题背景
44
超短坑槽的问题
坑槽钻孔受力分析
因为钻孔机主轴的旋转方向为顺时针方向,
在钻孔过程中的受力如下图
钻嘴旋转方 向 钻嘴受力方 向 第一末端 孔 第二末端孔 钻出 设计 偏转、变短
撰写人:梁 X X 导 师:杨 X X
2002- 08-18
版权所有,请勿转载-Lendy.Liang
11
目
录
前言
原理与分析
实验设计
实验结果
总结
22
前言
为了达到:减少库存
定位准确
孔径多变 减少流程 槽宽准确 等要求, 沉铜导通
通常需要设计坑槽钻孔
然而不久前我们发现有些坑槽严重偏短,并受
实验设计.实验方案设计
11 11
设计不同方法组合及其细节
分别用G85、交叉叠钻、顺序叠钻三大类方法设计坑槽落刀。 每类落刀设计,又分两种要求: A) 无需附加孔 B) 钻坑槽前,于两末端分别加钻两孔与坑槽末端圆弧内相切 即分别制作六条钻带如下:
NC1 G85
NC2 G85+Ä §¶ Ë¿ ×
原理与分析. 现已采用的钻孔方法
88
待探讨的钻孔方法
按(从始点至终点 的)顺序叠钻
钻孔排列次序:1 2 3 4 5
钻机直接使用G85(钻坑槽)指令
类PE现方法,最后孔密度略低
在坑槽末端,设计两(坑槽前)预钻孔
通过减少非对称切削区, 减少侧向偏移力 通过末端孔补充有效长度