高膛压火炮火炮单筒身管设计
浅谈火炮身管加工工艺
( 2 ) 替代炮管 电镀铬的衬管技术。 美 国陆军为淘 5 m m 自紧处理中施加压力 的方法包括 : 水压法 、 棒压 汰含 六价 铬 的炮管 电镀铬 工艺 ,已验证 了 2 法及气压法。利用超高水压机 , 可以制成耐一万个标 M2 4 2 “ 丛 林 之 王” 中 口径火 炮 采 用 T a 一 1 0 W 衬 管 的可 准大气压的超高压身管。经过 自紧处理 的身管 , 其内 行性。在尤马试验场进行的试验 已证实 , 与炮管镀铬 外径 再 受 到机 械 加 工 时 , 一部 分 应 力 被 消除 , 随之 产 相 比, 抗烧蚀寿命至少可提高三倍。 生膨胀 、 收缩 。因此 , 在加工工序和加工方法上要下
身 管加 工 工 艺 , 并 对 国外 最新 进 展 进 行 了分 析 , 以期
对 国内相关行业的生产发展起到一定 的促进作用 。
2 O 世纪 6 0 年代后 , 身管 自紧技术成熟并真正受 到重视。英 国 L 7 式1 0 5 毫米坦克炮率先采用了身管
自紧技 术 。 之后 , 德国“ 豹” I 坦克 、 美 国 M6 0 坦 克 的 主
1 身管材料
对锻造身的钻头和钻孑 L 刀具。为 了确保钻 出的孔
的尺寸精度 和表面光 洁度 ,研 削等精细加工是不可 高膛 压火炮 对 内膛 的强度 和韧 性有 极 高的 要 缺少 的, 所 以要有适合各种类型炮管的研削工具。用 求, 身管加工的第一个难题是材料的选择和冶炼。早 于深孔加工 的机床都是很复杂的专用机床 ,加工炮 期 的火炮主要是 由青铜或铁 等金属材料铸造而 成 , 管膛孔能达到很高的精度 , 是火炮加工的利器。 随着 l 9 世纪后半期转炉炼钢法的发 明 , 火炮开始采 2 . 2 自紧 工艺 用 大型铸钢制造炮身 , 不久之后 , 又研制 出高强度合 高膛压火炮大多采用 自紧身管。 自紧工艺是在 金 钢用 于炮 身 的制作 。 镗孑 L 直径基本达到要求 ,即在 内膛半精加工 的过程 电渣重熔是为 了满足炮身合金 钢精炼要求而诞 中进行 。 自紧是在普通单筒身管 内通过特殊工艺使 生 的一 种 工 艺 , 精炼 过 的特 种 钢 , 再 经 过 电渣 重 熔 工 炮管 由内向外产生一定的塑性变形 ,这样身管外层 艺可 以去掉残留的少量硫 、磷等对 火炮强度和韧性 使 身管的承压能力增 有害 的元 素 , 使钢 的纯度更高 , 以满 足身管的要求 。 对 内层产生压力 ,在射击时 , 可以有效减小身管厚度 , 进而降低火炮全重。由 现代火炮身 管材料都采用合金钢 ,常以中碳镍 铬铂 大 , 系合 金 钢 为 主 , 也 有增 加 少量 的 钒做 改性 钢 。本 文 针 于 自紧 ,内层 的压 缩 预应 力 可 以阻 止疲 劳 裂 缝 的 扩 增 大 了疲 劳寿 命 。 对火炮身管加工工艺 的发展现状 ,介绍 了传统典 型 大 ,
火炮身管标准

火炮身管标准火炮是一种重要的军用武器,其身管是其最为关键的部件之一。
火炮身管标准是为了确保火炮的性能和稳定性而制定的一系列规范和要求。
1. 材料选择:火炮身管标准要求使用高强度、耐热、耐腐蚀的材料,以承受高温、高压和化学腐蚀等极端条件。
常见的材料包括高强度合金钢、不锈钢以及钨合金。
材料的选择要根据火炮的使用环境和任务需求进行。
2. 尺寸精度:火炮身管标准要求身管的尺寸精度高,以确保火炮的射击精度和稳定性。
尺寸精度包括内径、外径、长度和直线度等方面的要求。
一般来说,内径要求直径公差小、内表面光洁度高,以保证弹丸顺利通过;外径和长度要求尺寸一致,以便与火炮其他部件的组装配合;直线度要求身管的轴线与火炮的中心轴线重合,以确保火炮的射击精度。
3. 表面处理:火炮身管标准要求对身管表面进行特殊处理,以提高其耐磨性和抗腐蚀性。
常见的表面处理方法有镀铬、热处理和抛光等。
镀铬可以提高身管的硬度和耐磨性,减少磨损;热处理可以改善材料的结构和性能;抛光可以提高内表面光洁度,减少摩擦阻力。
4. 强度和耐久性测试:火炮身管标准要求对身管进行强度和耐久性测试,以评估其在使用过程中的性能。
强度测试包括拉伸和冲击试验,以确定身管的最大承载能力和抗冲击性能。
耐久性测试要模拟实际使用条件,进行多次射击测试,以检验身管的使用寿命和稳定性。
5. 管膛生产工艺:火炮身管标准要求具备先进的管膛生产工艺,以确保身管的质量和稳定性。
常见的管膛生产工艺包括冷挤压、冷拉伸和热锻等。
这些工艺可以提高身管的材料性能和结构稳定性,减少内部缺陷,提高射击精度和使用寿命。
在制定和执行火炮身管标准时,需要考虑到火炮的使用环境、任务需求和制造技术的发展。
火炮身管标准的实施可以保证火炮的性能、稳定性和安全性,提高其在战场上的作战效能。
同时,合理的身管标准还可以推动火炮制造技术的创新和改进,提高火炮的质量和可靠性。
总之,火炮身管标准是确保火炮性能和稳定性的重要规范和要求。
122mm炮身设计说明书1

1 绪论1.1 火炮未来发展方向20世纪70年代以来,随着微电子技术、新材料、新能源在军事上的广泛应用,火炮的自行化、自动化、系统化程度越来越高,侦查、指挥手段不断更新,弹药更加多样化。
现代火炮系统的战术技术性能有了很大的发展。
比如,伴随微电子技术和计算机技术的发展,炮兵侦查仪器设备逐步形成了以光电技术为主的光学、激光、雷达、声测、电视、红外等先进侦查仪器构成的远中近结合,地面与空中结合,全方位、全天时,品种齐全、手样多段的侦查体系。
如今,正在研究和发展中的有液体发射药炮、电热炮、电磁炮、激光炮、射束炮等。
与现代火炮相比,未来火炮的结构及性能可能有较大的变化,具体来说可能体现在以下几方面:(1)发射技术取得新的进展。
首先是发射能源的多样性,即不仅采用固体化学能源,而且可能采用液体化学能源、电磁能源、电热化学能源及某些组合能源。
(2)减载技术将取得新得进展,磁流变、电流等技术可能应用于火炮反后坐装置,克服传统炮口制退器效率的限制。
(3)新材料的应用将有助于解决长期困扰火炮技术发展的固有问题,如身管内膛的烧蚀磨损、威力与机动性的矛盾等。
(4)原理性、结构性的创新,使现代火炮的结构发生重大变化。
(5)数字化火炮、智能弹药以及传感器引爆弹药等技术的发展使火炮系统综合作战效能得到大幅提高。
(6)火炮的作战对象、作战环境可能得到拓展,水中火炮、天基火炮等新型火炮可能相继出现,未来火炮具有摧毁敌方鱼雷、潜艇、卫星等功能。
总之,随着兵器科学技术的发展以及现代科技在兵器科学中的应用,火炮技术成为技术的综合体,它涉及能源、机械、材料、控制、光学、电子、通信和计算机等诸多学科,随着多种新概念武器的出现,表征火炮的各种属性正在发生根本性的变化。
1.2 炮身结构炮身是火炮的一个主要部件,包括身管、炮尾、炮口制退器、等零件。
它的主要作用是承受火药气体压力和引导弹丸的运动。
炮身设计主要包括强度计算和结构设计。
结构设计又包括膛内结构设计和外部结构设计。
火炮膛线设计

火炮膛线设计摘要:一、火炮膛线设计概述二、火炮膛线设计的关键参数1.膛线形状2.膛线缠度3.膛线深度4.膛线间距三、火炮膛线设计的实用原则1.满足射击精度要求2.兼顾射击威力与后坐力3.确保膛线寿命与安全性四、火炮膛线设计的现代发展趋势1.数字化设计2.复合材料的应用3.轻量化设计4.高膛压设计五、我国火炮膛线设计的发展与现状六、火炮膛线设计的实际应用案例分析七、结论与展望正文:火炮作为一种重要的武器系统,其膛线设计在很大程度上决定了射击性能、可靠性和安全性。
火炮膛线设计是一项涉及多个学科的综合性工程技术,旨在实现高速、高精度、高威力等特点。
本文将从火炮膛线设计的基本概念、关键参数、实用原则、发展趋势、我国现状以及实际应用案例等方面进行详细阐述。
一、火炮膛线设计概述火炮膛线设计主要包括膛线形状、膛线缠度、膛线深度、膛线间距等参数的确定。
膛线形状对子弹的稳定性和射击精度有很大影响;膛线缠度影响着子弹的旋转速度和稳定性;膛线深度和间距则直接关系到子弹与膛线的摩擦、磨损以及射击寿命。
二、火炮膛线设计的关键参数1.膛线形状:常见的膛线形状有单线、双线、三线等,根据不同需求选用合适的膛线形状。
2.膛线缠度:膛线缠度影响着子弹的旋转速度,合理的膛线缠度可以提高射击精度。
3.膛线深度:膛线深度直接影响到子弹与膛线的接触面积,从而影响射击寿命。
4.膛线间距:合理的膛线间距可以降低子弹与膛线的磨损,提高射击寿命。
三、火炮膛线设计的实用原则1.满足射击精度要求:通过合理的膛线设计,提高子弹的稳定性和射击精度。
2.兼顾射击威力与后坐力:在保证射击威力的同时,降低后坐力,提高火炮的使用寿命和安全性能。
3.确保膛线寿命与安全性:合理设计膛线参数,提高膛线寿命,确保火炮在使用过程中的安全性。
四、火炮膛线设计的现代发展趋势1.数字化设计:利用计算机辅助设计(CAD)和计算机模拟等技术,实现火炮膛线设计的快速、高效、精确。
2.复合材料的应用:采用复合材料制造膛线,提高膛线的抗磨损、抗疲劳性能。
火炮身管标准

火炮身管标准火炮身管是火炮系统中的重要组成部分,直接影响到火炮的质量、性能和使用寿命。
身管的设计、制造和质检一直以来都是火炮研发的重点和难点之一。
本文将详细介绍火炮身管的标准,并探讨其对火炮性能的影响。
一、火炮身管标准的背景火炮作为一种重要的军事装备,其功能主要是发射炮弹,对目标进行攻击。
而炮弹的速度、精度和射程等方面的性能,直接依赖于火炮身管的质量。
良好的身管设计和制造标准,能够保证火炮的射击精度和可靠性,提高其作战效能。
二、火炮身管的设计标准1.材料选择火炮身管的材料应具备高强度、高韧性、良好的耐热性和抗疲劳性能。
典型的材料有合金钢、不锈钢和钛合金等。
在选择材料时,还应考虑到生产工艺、成本以及对环境的适应性。
2.结构设计火炮身管一般采用钢管形式,内外壁贴有保护层。
内壁防止腐蚀和磨损,外壁防止高温烧蚀。
身管结构设计应符合火炮的使用要求和弹药装填方式。
同时,还需兼顾重量、均衡性和抗震能力等方面的考虑。
3.内部表面处理为了提高火炮身管的耐热性和抗磨损性能,一般会对内部表面进行处理。
常见的方法有镀铬、熔渗和光洁处理等。
这些处理方式能够有效地降低身管内部的摩擦阻力,提高炮弹的发射速度和射击精度。
三、火炮身管的制造标准1.制造工艺火炮身管的制造工艺包括炼钢、热处理、挤压和加工等多个环节。
炼钢过程中需要控制钢的成分和纯度,以保证身管的质量。
热处理过程中,通过控制加热温度和冷却速度,使得身管的组织达到理想的状态。
挤压和加工过程需要保证身管的几何尺寸和表面质量。
2.检测方法火炮身管的制造过程需要进行严格的质检,以保证其达到设计标准。
常用的检测方法有金相分析、磁粉探伤、超声波检测和压力试验等。
这些方法能够有效地检测身管的材料和结构的缺陷,如裂纹、气孔和夹杂等。
四、火炮身管标准对火炮性能的影响火炮身管的质量和性能直接影响到火炮的精度、射程和可靠性。
良好的身管设计和制造标准能够降低火炮的射击误差,提高其打击精度。
同时,通过精确的尺寸控制和表面处理,能够提高炮弹的速度和穿透能力。
122mm炮身设计说明书1
1 绪论1.1 火炮未来发展方向20世纪70年代以来,随着微电子技术、新材料、新能源在军事上的广泛应用,火炮的自行化、自动化、系统化程度越来越高,侦查、指挥手段不断更新,弹药更加多样化。
现代火炮系统的战术技术性能有了很大的发展。
比如,伴随微电子技术和计算机技术的发展,炮兵侦查仪器设备逐步形成了以光电技术为主的光学、激光、雷达、声测、电视、红外等先进侦查仪器构成的远中近结合,地面与空中结合,全方位、全天时,品种齐全、手样多段的侦查体系。
如今,正在研究和发展中的有液体发射药炮、电热炮、电磁炮、激光炮、射束炮等。
与现代火炮相比,未来火炮的结构及性能可能有较大的变化,具体来说可能体现在以下几方面:(1)发射技术取得新的进展。
首先是发射能源的多样性,即不仅采用固体化学能源,而且可能采用液体化学能源、电磁能源、电热化学能源及某些组合能源。
(2)减载技术将取得新得进展,磁流变、电流等技术可能应用于火炮反后坐装置,克服传统炮口制退器效率的限制。
(3)新材料的应用将有助于解决长期困扰火炮技术发展的固有问题,如身管内膛的烧蚀磨损、威力与机动性的矛盾等。
(4)原理性、结构性的创新,使现代火炮的结构发生重大变化。
(5)数字化火炮、智能弹药以及传感器引爆弹药等技术的发展使火炮系统综合作战效能得到大幅提高。
(6)火炮的作战对象、作战环境可能得到拓展,水中火炮、天基火炮等新型火炮可能相继出现,未来火炮具有摧毁敌方鱼雷、潜艇、卫星等功能。
总之,随着兵器科学技术的发展以及现代科技在兵器科学中的应用,火炮技术成为技术的综合体,它涉及能源、机械、材料、控制、光学、电子、通信和计算机等诸多学科,随着多种新概念武器的出现,表征火炮的各种属性正在发生根本性的变化。
1.2 炮身结构炮身是火炮的一个主要部件,包括身管、炮尾、炮口制退器、等零件。
它的主要作用是承受火药气体压力和引导弹丸的运动。
炮身设计主要包括强度计算和结构设计。
结构设计又包括膛内结构设计和外部结构设计。
大炮是怎样炼成的
大炮是怎样炼成的” 漫谈火炮身管的制造ZT大炮的生产流程应该已经不保密了,不过具体加工方法大家倒还是心照不宣。
这种东西确实只有大国能造,阿三这样的“大国”造出来的只能叫爆竹筒……火炮身管最基本的作用就是在一定的速度下将弹丸发射到指定的地点,因此身管是包含有弹丸和发射药的火炮-弹药系统的一部分。
身管内部由膛线部分和药室两部分组成。
火炮根据身管有无膛线可分为两种,一种内有膛线,可以使弹丸旋转以稳定弹丸飞行姿势,即线膛炮另一种没有膛线,即滑膛炮。
身管的主要制作技术和制作工序——身管制作,从材料制造(钢铁制造、锻造、热处理等),到自紧前加工、内外径加工、自紧处理、内膛研磨、药室加工、膛线加工、外壁精加工、螺丝和沟槽的加工、内部的表面处理、完成时的检查、射击试验、射击后检查,需要经过数十道工序。
而且,为了保证产品质量,各个工序中都必须进行严格的试验、检查。
早期的火炮主要是用青铜或铁等金属铸造而成随着19世纪后半期转炉炼钢法的发明,火炮开始采用大型铸钢炮身。
不久之后,又制造出高强度的合金钢铸造身管,用于代替铸钢身管。
此外,在不增加重量的前提下采用高强度的身管材料制造出多层身管、自紧身管。
现代火炮身管材料都采用合金钢.常以中碳镍铬铂系合金钢为主.也有增加少量的钒做改性钢。
过去很长时间里,炮钢曾一度是中国火炮生产的“瓶颈”。
因为镍是炮钢中一种不可缺少的元素。
可以极大改善炮钢的韧性,但从资源上讲,中国又是一个严重缺镍的国家但中国人从来都不会被困难吓倒,经过科技人员艰苦卓绝的努力,研制成功了一系列用稀土或钒元素代替镍元素的炮钢,支持了中国的火炮生产在谈及炮钢材料时,还必须提到电渣重熔技术。
因为像坦克炮一类的高膛压火炮对内膛的耐烧蚀性能、强度和韧性有极高的要求.这就对钢材的精炼提出超乎寻常的要求。
电渣重熔就是为了满足炮钢的精炼要求而诞生的一种精炼工艺,精炼过的特种钢再经过电渣重熔可以去掉钢材中残留的少量硫、磷等对火炮强度和韧性有害的元素.使钢的纯度更高,满足火炮身管的生产要求。
自紧身管说明书

1 引言1.1 自紧身管的发展自紧技术的产生和发展是随着现代战争的需要和化工产品的需求而迅速发展起来的,并且正广泛的应用于国防工业、化工工业和其它民用工业中。
压力容器和身管自紧是通过一定的工艺手段在产品加工的过程中对其内壁预加载荷,使容器壁达到一定的塑性变形引起有益的预应力(残余应力),这个残余应力能部分地抵消压力容器和身管在服役下的工作应力,并延迟内壁表面疲劳裂纹的扩展,从而提高压力容器和身管弹性强度和疲劳寿命。
由于自紧技术所存在的这些优势,用自紧技术来提高厚壁圆筒弹性强度的方法已被广泛采用,这项技术为国家的发展起到了举足轻重的作用[1]。
众所周知,现代战争是高新技术条件下的局部战争,它对各类武器装备提出了愈来愈高的性能要求。
像坦克、火炮、轻武器之类的常规兵器,军方对其威力、寿命均提出了更高的要求,为达到此目的,单纯依靠和采用性能更好的合金钢做身管材料的传统做法,已不是一条理想的技术途径。
目前,国内外普遍广为采用的方法是对身管进行超高压自紧,以期提高枪、炮身管的承载能力和寿命[2]。
自紧炮身的身管在制造时要对其内膛施以高压,使内壁部分产生塑性变形。
在内压去除以后,由于管壁各层塑性变形不一致,在各层之间形成相互作用力,使内层产生压应力而外层产生拉应力,就好像无数多层的筒紧身管一样。
在发射时,由于内壁产生与发射时符号相反的预应力,因此,发射时身管壁应力趋于均匀一致,提高了身管的强度,我们将内膛高压处理过的身管称为自紧身管。
早在19世纪末20世纪初,人们就已经将自紧原理作为提高炮身强度的一种手段,那时大多采用液压自紧的方法,身管钢材的ςs约为274.4~343Mpa,第二次世界大战中,一些资本主义国家在炮身制造中较为广泛地采用自紧技术,自紧工艺依然为液压法,此时材料的ςs提高到441~548.8MPa。
二次大战末期和战后,由于冶金技术的发展,炮钢的强度不断提高,又因自紧工艺比较复杂,所以单筒身管得到了广泛采用,而自紧工艺没有明显的进展。
某超高射速武器身管设计方法

金属风暴身管设计包括结 构设计 和强度设计 , 结构设计又包括外部结构设计和 内膛结构设计 。由
最大膛压 P m 、 装填密度 △、装 填参数 B 、膛压 曲线 ( f 曲线 ) 、 弹丸行程长 、 药室长 、 药室扩大 系
于金属 风暴武器 的弹 丸和发射 药是 串装在 内膛 中 数 , 由炮膛设 计获得身管各截面 的外半径 r 2 , 采用 的, 故为 了保证装药和装填弹丸的方便性 , 其内膛设 的是硝化甘油系火药并使用护膛剂。 计必 须 为滑 膛结 构 , 即 内膛无 膛 线 。 在充分研究内弹道方程组 的基础上 , 运用 m a t l a b
《 装备制造技术 ̄ 2 0 1 4 年第 2 期
必需的 H 曲线 。
超高射速武器有着广泛的应用前景 ,但 由于主
由 H 曲线可 以看 出在 2 0 0 0 0发 的时候 金属 客观条件的限制 , 成为部队的制式武器 , 在现代军事 风暴 武 器 内膛所 受 的膛 压 最 大 , 达 到约 2 2 0 MP a 。 由 战争 中大放光彩 , 还需要一定的时间。 于火药燃气 的腐蚀作用和在高温时向前飞行 的弹丸
3 0 m m口径 的金属风暴武器系统采用单筒身管 ,
收 稿 日期 : 2 0 1 3 — 1 2 — 0 6
这一有力 的专业数学编程软件工具 ,得出身管设计
作者简介 : 望经纬( 1 9 8 7 一) , 男, 山西太原人 , 研究方 向 : 现代武器装备维修保 障技术 。 2 6 2
与任何一项新兴技术一样 ,金属风暴技术还有 对 内膛 的磨损作用 ,身管内膛应该选用耐磨耐高温 许多技术尚待完善 , 包括物理学 、 弹道学等多方面 的 耐腐 蚀的技术材料做成。拟选用 3 8 C r M o A 1 A作为制 问题。身管设计需要解决的关键技术如下 : ( 1 ) 身管中串联 弹丸和弹药的快速装填与匹配, 按 照平均 压力法 来设 计 身管 , 由 于 在 达 到 即要保证一定的火力持续性 。 2 0 0 0 0发 / 秒得时候 内膛环境最恶劣 , 故以身管能够 ( 2 ) 身 管结 构 与 弹丸 结构 的协调 问 题 , 即要 实 现 弹丸固定与可靠闭锁。 承受 2 0 0 0 0发 / 秒得时候来设计身管 。由于弹丸是 串联 在身管之 内, 且两发弹之 间的间隔很 小 , 内膛环 ( 3 ) 电点火装置和 弹丸 的发射控制装置在身管
《火炮设计理论》课程内容
《火炮设计理论》课程内容(重点△,难点★,自学◇)1 绪论1.1 火炮设计理论的地位和作用1.1.1火炮设计理论1.1.2火炮设计理论的地位1.1.3火炮设计理论的作用1.2 火炮设计理论的主要内容1.2.1火炮系统分析1.2.2火炮总体设计1.2.3火炮主要零部件设计1.3 本课程的学习方法与要求1.3.1学习方法1.3.2要求2 炮身设计△★2.1 概述2.1.1炮身2.1.2炮身结构设计2.1.3炮身强度设计2.2 单筒身管设计△★2.2.1厚壁园筒理论★2.2.2单筒身管的强度极限2.2.3身管理论强度曲线2.2.4单筒身管设计2.3 双层身管设计◇2.3.1双层身管2.3.2双层身管应力分析★2.3.3双层身管的强度极限2.3.4双层身管设计程序2.4 自紧身管设计△★2.4.1自紧身管2.4.2自紧身管的应力分析★2.4.3自紧曲线2.4.4自紧身管设计3 反后坐装置设计△3.1 概述3.1.1反后坐装置及其作用3.1.2反后坐装置的典型结构3.1.3反后坐装置设计任务3.2 火炮发射时动力分析△3.2.1火炮发射时受力分析3.2.2火炮射击时的静止性和稳定性3.2.3火炮射击时的运动分析3.3 复进机设计3.3.1复进机的作用3.3.2复进机设计3.4 制退机设计△3.4.1液压制退机工作特点3.4.2液压制退机的基本原理★3.4.3节制杆式制退机设计3.5 复进节制器设计◇3.5.1复进节制器3.5.2复进节制器设计3.6 炮口制退器效率计算3.6.1炮口制退器的工作原理3.6.2炮口制退器的类型3.6.3炮口制退器效率计算★4 自动机设计△4.1 概述4.1.1自动机及其组成4.1.2自动机类型及其工作原理△4.1.3自动机的发展方向4.2 自动机构动力学△4.2.1简单自动机构运动微分方程4.2.2复杂自动机构运动微分方程推广4.2.3结构参数计算★4.2.4构件间的撞击计算4.2.5自动机运动微分方程的求解4.2.6自动机的动力学模拟4.3 自动机结构设计△4.3.1开闩机构设计4.3.2 炮闩设计4.3.3供输弹机构设计★4.4 导气式自动机◇4.4.1导气式自动机工作原理4.4.2导气式自动机分类4.4.3气室压力计算4.5 浮动自动机◇4.5.1浮动原理4.5.2浮动自动机4.5.3弹簧液压浮动机设计4.5.4浮动稳定性5 炮架设计5.1 概述5.1.1炮架及其作用、组成、类型5.1.2炮架设计的主要内容5.1.3炮架结构设计5.1.4炮架强度设计5.2 架体设计5.2.1架体结构设计△5.2.2架体受力分析5.2.3架体强度分析5.3平衡机设计5.3.1平衡原理5.3.2平衡机设计5.3.3平衡补偿5.3.4平衡性能调整5.4瞄准机设计5.4.1瞄准与瞄准机5.4.2瞄准机结构设计5.4.3瞄准机传动设计5.4.4瞄准机强度设计5.5自行火炮炮塔设计5.5.1炮塔设计基本概念5.5.2炮塔总体设计5.5.3炮塔主要部件设计5.6运动体与底盘设计5.6.1概述5.6.2发动机选择5.6.3传动系设计5.6.4行驶系设计6 火炮总体设计◇6.1 概述6.1.1 火炮研制的一般程序6.1.2 火炮战技指标6.1.3 火炮主要示性数6.2 火炮系统分析6.2.1 火炮系统分析的任务6.2.2 火炮系统分析方法6.3 火炮总体设计6.3.1 火炮总体设计的内容6.3.2 火炮总体设计技术。
某大口径火炮身管坡膛结构优化设计

第42卷第4期2021年12月火炮发射与控制学报JOURNALOFGUNLAUNCH&CONTROLVol 42No 4Dec 2021DOI:10.19323/j.issn.1673 6524.2021.04.014某大口径火炮身管坡膛结构优化设计张鑫1,于存贵1,牛志鹏2,梁林2,邹利波1(1 南京理工大学机械工程学院,江苏南京 210094;2 中国船舶重工集团公司第七一三研究所,河南郑州 450015)摘 要:以某大口径火炮为研究对象,应用有限元数值仿真技术建立挤进过程弹炮耦合模型,对挤进过程能量转化与耗散规律进行了研究。
通过Fortran二次开发结合ABAQUS/Explicit模块,计算得到摩擦耗散功率与塑性变形功率,通过对不同坡膛锥度的挤进模型进行数值仿真,获得耗散功率随坡膛锥度变化的规律,以摩擦耗散功率和塑性变形功率最大值为优化目标,以坡膛锥度为优化变量,采用线性加权法建立坡膛结构评价函数,利用多岛遗传算法求得最优值。
通过对比分析对优化结果进行验证,结果表明:优化后的坡膛结构使得挤进过程摩擦耗散功率最大值与塑性变形功率最大值分别减小了6 1%和19 0%。
关键词:坡膛;弹炮耦合;Fortran二次开发;耗散功率;加权优化中图分类号:TJ303 文献标志码:A 文章编号:16736524(2021)04007407收稿日期:20201126作者简介:张鑫(1995—),男,硕士研究生,主要从事火炮发射理论与技术研究。
通信作者:于存贵(1965—),男,博士,教授,主要从事火箭导弹发射系统总体及仿真技术研究。
OptimizationDesignofChamberStructureofaLarge CaliberGunBarrelZHANGXin1,YUCungui1,NIUZhipeng2,LIANGlin2,ZOULibo1(1 SchoolofMechanicalEngineering,NanjingUniversityofScienceandTechnology,Nanjing210094,Jiangsu,China;2 713thResearchInstituteofChinaShipbuildingIndustryCorporation,Zhengzhou450015,Henan,China)Abstract:Takingalarge calibergunastheresearchobject,thefiniteelementnumericalsimulationtechnologyisappliedtoestablishtheprojectile barrelcouplingmodelinthesqueezingprocess,withtheenergyconversionanddissipationlawofthesqueezingprocessstudied.ThefrictionaldissipationpowerandplasticdeformationpowerarecalculatedthroughtheFortransecondarydevelopmentcom binedwithABAQUS/Explicitmodule,andthedissipationpowerchangeswiththebevelboretaperbynumericalsimulationofthesqueezingmodelwithdifferentbevelboretapers,withmaximumpowerdis sipationpoweroffrictionandplasticdeformationastheoptimizationgoal,withslopetaperboreasoptimizationvariables,usingthelinearweightedmethodtoestablishthechamberslopestructureevaluationfunction.Finally,theoptimalvalueisobtainedbymulti islandgeneticalgorithm.Throughcompara tiveanalysis,theoptimizationresultsareverified,whichshowsthattheoptimizedbevelborestructurereducesthemaximumfrictionaldissipationpowerandthemaximumplasticdeformationpowerofthesqueezingprocessrespectivelyby6 1%and19 0%.Keywords:bevelbore;projectile barrelcoupling;Fortransecondarydevelopment;dissipationpower;weightedoptimization身管内膛烧蚀磨损主要集中在坡膛和膛线起始部[1],弹带挤进膛线时期,身管坡膛部分承受弹带巨大的挤压力与剪切力,弹带发生弹塑性变形,整个大变形过程持续到弹带挤进全深膛线后基本结束。
火炮设计理论-武器发射工程教学大纲
《火炮设计理论》课程教学大纲课程代码:110441002课程英文名称:Artillery design Theory适用专业:武器发射工程课程总学时:48 讲课:42 实验:6 上机:0大纲编写(修订)时间:2017年5月一、大纲使用说明(一)课程的地位及教学目标本课程是武器发射工程专业的必修专业课,是本专业的学位课程。
内容涉及火炮结构设计的基本理论和设计准则。
重点介绍火炮炮身的基本知识和炮身种类构造特点及设计理论。
通过本课程的学习,使学生能够理解火炮的基本构成和作用特点,具有能够进行火炮炮身分析和设计的能力。
为培养学生将来从事火炮设计与生产工作奠定基础。
(二)知识、能力及技能方面的基本要求重点掌握火炮系统的组成。
掌握火炮身管的设计理论。
了解火炮的各个组成部分的特性和相互作用的关系。
使学生具有分析和火炮总体结构的能力,具有设计火炮身管的能力。
(三)实施说明本教学大纲是依据本科生武器发射工程专业的2017版教学计划而编写。
在教学中应采用先进的、直观的教学手段——多媒体教学,以使学生很容易理解教学内容。
(四)对先修课的要求枪炮内弹道学等相关课程(五)对习题课、实验环节的要求重点章设有1-2道习题,以巩固所学内容。
(六)课程考核方式1.考核方式:考试。
2.考试方法:笔试,闭卷。
3.课程总成绩:期末考试成绩、实验成绩,平时考核(包括中期考试、作业、小测验、提问以及出勤等)、上机环节考核成绩的总和。
其中期末笔试成绩占70%,平时考核占20%。
实验占10%.(七)参考书目《炮身设计》,中北大学翻印《火炮设计理论》,张相炎等,北京理工大学出版社,2005二、中文摘要本门课程是武器发射工程专业的基础必修课,它包含了火炮设计的基本理论。
重点在于火炮身管的基本理论、类型及结构特征。
通过本门课程的学习,学生能理解火炮身管的基本理论、类型及结构特征,从而提高学生设计火炮的能力。
三、课程学时分配表四、教学内容及基本要求第1部分火炮系统的概念及构成总学时(单位:学时):4 讲课:4 实验:0 上机:0具体内容:1)火炮概述;2)火炮的战术技术指标;3)火炮总体设计任务与内容。
火炮身管有哪些分类?看似简单的炮管里,隐藏着多少秘密?

火炮身管有哪些分类?看似简单的炮管里,隐藏着多少秘密?火炮是战争的主角之一,攻城拔寨无坚不摧,素有“战争之神”的美誉。
其最显眼最核心的部件,就是那根粗大的炮管,又叫身管。
一门炮射程如何、威力如何、精度如何,大部分由炮管决定。
它貌不惊人,却有着不凡的身价和秘密。
早在12世纪,我国南宋军队就使用霹雳炮作战了。
火炮身管历经青铜、铸铁、铸钢,19世纪末期进化到合金钢阶段。
几百年里,火炮技术不紧不慢的发展着。
随着18世纪冶金技术快速发展,身管制造也开始加速。
人们更改流程,先铸造实心炮胚,再将内部疏松层镗掉,由此得到的身管强度高,同心度好,射程威力都增强了。
1860年,美国陆军少校托马斯丁·罗德曼发明了型芯水冷自紧工艺。
围绕着型芯铸造身管,芯中有冷却水流过,身管从内向外冷却成型。
这样的身管内层致密,外层压缩内层产生预应力,承压能力大幅提高。
帕塞伊克炮舰上的达尔格伦大炮后来,海军舰队司令约翰·阿道夫·达尔格伦利用此技术,制造出达尔格伦大炮,在南北战争中立下大功。
当时南军的铁甲舰很先进,以往的火炮无力克制,炮弹被纷纷弹落。
达尔格伦大炮却能击穿其钢板,被认为是当时最好的火炮。
人类第一次铁甲舰对决差不多同时期,英国威廉姆·阿姆斯特朗爵士的后装线膛炮也研制成功,即著名的阿姆斯特朗火炮。
它采用筒紧工艺,大小炮管套在一起组成增强身管,威力巨大。
所以很快成了抢手货,在英军战舰上大量装备。
英“勇士号”舰上的7英寸阿姆斯特朗炮身管历史漫长辉煌,分类众多。
按炮膛结构,分滑膛、线膛、半滑膛、锥膛;按身管结构,分单筒身管、增强身管、可分解身管等。
一、普通单筒身管。
由一个毛胚制成,只有一层管壁,结构简单,经济耐用,维护方便。
但没有自紧工艺的单筒身管,只适合在中小口径火炮上使用。
若用在大口径高膛压火炮上,就要增加管壁厚度,或用更高强度的炮钢。
这样会增加重量,也不利于生产。
56式85毫米加农炮是普通单筒身管二、增强身管。
高膛压火炮火炮单筒身管设计
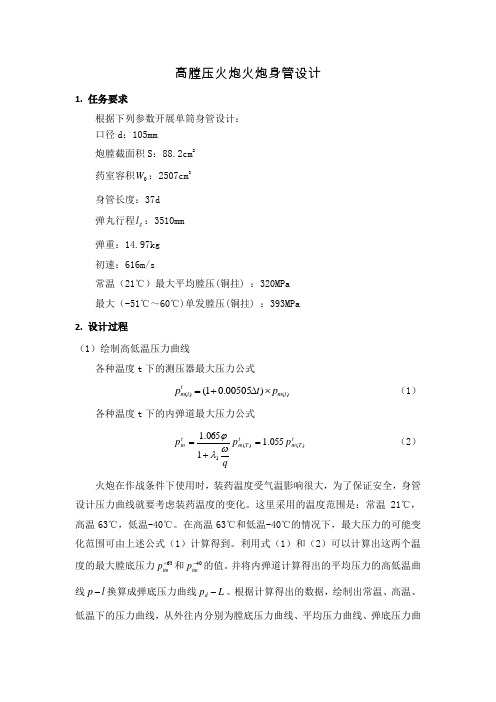
高膛压火炮火炮单筒身管设计高膛压火炮火炮身管设计1. 任务要求根据下列参数开展单筒身管设计:口径d:105mm 炮膛截面积S:药室容积W0:2507cm3 身管长度:37d 弹丸行程lg:3510mm 弹重:初速:616m/s常温最大平均膛压(铜拄) :320MPa 最大绘制高低温压力曲线各种温度t下的测压器最大压力公式tpmt)pm(t) (t)(1各种温度t下的内弹道最大压力公式tpm11qttpm(T)(T)火炮在作战条件下使用时,装药温度受气温影响很大,为了保证安全,身管设计压力曲线就要考虑装药温度的变化。
这里采用的温度范围是:常温21℃,高温63℃,低温-40℃。
在高温63℃和低温-40℃的情况下,最大压力的可能变化范围可上述公式计算得到。
利用式和可以计算出这两个温6340度的最大膛底压力ptm和ptm的值。
并将内弹道计算得出的平均压力的高低温曲线pl换算成弹底压力曲线pdL。
根据计算得出的数据,绘制出常温、高温、低温下的压力曲线,从外往内分别为膛底压力曲线、平均压力曲线、弹底压力曲线:Pt P Pd350300250P(MPa)20XX5010050005010015020XX503003504 00L(cm)图1 常温时的压力曲线Pt P Pd500400P(MPa)30020XX00005010015020XX50300350400L(c m)图2 高温时的压力曲线300 Pt P Pd250P(MPa)20XX5010050005010015020XX50300350400L(cm) 图3 低温时的压力曲线再根据已经得出的常温、高温、低温下的弹底压力曲线,绘制出身管的高低温压力曲线,如下图所示:500Ptm+63400Pdm+63P(MPa)300200Pdk100+63Pdk-LtPd-LPdk-40-40-40Pdg005001000150020XX2500300035004000L(mm) 图4 高低温压力曲线上图中曲线即为求出的高低温压力曲线。
基于不同强度理论的火炮单筒身管设计
则
我国使用的基于第三和第四强度理论的单筒身管设计方法,数值仿真算例证明了方法的有效性。
关键词:单筒身管;不同强度理论;安全系数
中图分类号:TJ 302
文献标志码:粤
文章编号:员园园圆原圆猿猿猿(圆园员9)05原园010原园3
Gun Single-tube Barrel Design Based on Different Strength Theories
机械工程师
MECHANICAL ENGINEER
基于不同强度理论的火炮单筒身管设计
杜中华, 刘海平, 吴大林 (陆军工程大学 石家庄校区,石家庄 050003)
摘 要:单筒身管是目前火炮广泛采用的身管,我国单筒身管基于第二强度理论进行设计,要基于其他强度理论设计单筒
身管,必须寻求与强度理论匹配的安全系数,确保不同强度理论设计出来的身管壁厚基本一致。文中通过研究给出了适合
Keywords: single-tube barrel; different strength theories; safety factor
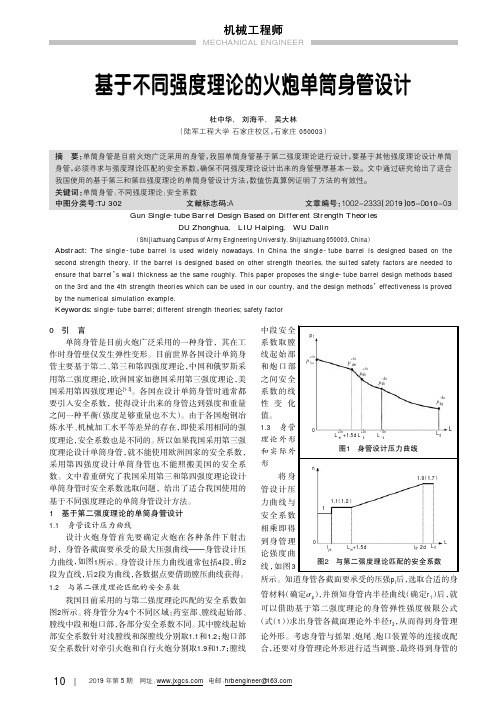
0引言 单筒身管是目前火炮广泛采用的一种身管,其在工
作时身管壁仅发生弹性变形。目前世界各国设计单筒身 管主要基于第二、第三和第四强度理论,中国和俄罗斯采 用第二强度理论,欧洲国家如德国采用第三强度理论,美 国采用第四强度理论[1-3]。各国在设计单筒身管时通常都 要引入安全系数,使得设计出来的身管达到强度和重量 之间一种平衡(强度足够重量也不大)。由于各国炮钢冶 炼水平、机械加工水平等差异的存在,即使采用相同的强 度理论,安全系数也是不同的。所以如果我国采用第三强 度理论设计单筒身管,就不能使用欧洲国家的安全系数, 采用第四强度设计单筒身管也不能照搬美国的安全系 数。文中着重研究了我国采用第三和第四强度理论设计 单筒身管时安全系数选取问题,给出了适合我国使用的 基于不同强度理论的单筒身管设计方法。 1 基于第二强度理论的单筒身管设计 1.1 身管设计压力曲线
高膛压火炮火炮单筒身管设计
高膛压火炮火炮身管设计1. 任务要求根据下列参数开展单筒身管设计: 口径d :105mm 炮膛截面积S :88.2cm 2 药室容积0W :2507cm 3 身管长度:37d 弹丸行程g l :3510mm 弹重:14.97kg 初速:616m/s常温(21℃)最大平均膛压(铜拄) :320MPa 最大(-51℃~60℃)单发膛压(铜拄) :393MPa 2. 设计过程(1)绘制高低温压力曲线各种温度t 下的测压器最大压力公式)()()00505.01(t m t t m p t p ⨯∆+= (1)各种温度t 下的内弹道最大压力公式tT m t T m t m p p qp )()(1055.11065.1=+=ωλϕ (2)火炮在作战条件下使用时,装药温度受气温影响很大,为了保证安全,身管设计压力曲线就要考虑装药温度的变化。
这里采用的温度范围是:常温21℃,高温63℃,低温-40℃。
在高温63℃和低温-40℃的情况下,最大压力的可能变化范围可由上述公式(1)计算得到。
利用式(1)和(2)可以计算出这两个温度的最大膛底压力63+tm p 和40-tm p 的值。
并将内弹道计算得出的平均压力的高低温曲线l p -换算成弹底压力曲线L p d -。
根据计算得出的数据,绘制出常温、高温、低温下的压力曲线,从外往内分别为膛底压力曲线、平均压力曲线、弹底压力曲线:050100150200250300350P (M P a )L(cm)图1 常温(21℃)时的压力曲线P (M P a )L(cm)图2 高温(63℃)时的压力曲线P (M P a )L(cm)图3 低温(-40℃)时的压力曲线再根据已经得出的常温、高温、低温下的弹底压力曲线,绘制出身管的高低温压力曲线,如下图所示:50010001500200025003000350040000100200300400500P (M P a )L(mm)P +63dmP +63tmP +63dkP -40dkP -40dgP tdk -LP -40d -L图4 高低温压力曲线上图中曲线即为求出的高低温压力曲线。
37mm自动炮身管设计解析
1 绪论1.1 高射炮发展简介高射炮作为防空历史上最早登场的武器,历经了近百年沧桑,正在紧跟空袭武器和空袭手段的更新与变化,不断采用新原理,新技术和新材料加以改进,已经形成了独特的优势,在当今地面防空武器系统家族中,仍然占据不可替代的位置[1]。
新式高炮武器系统已不再是传统意义上的低技术落伍兵器。
应当看到,现代高炮武器系统针对着空袭兵器的发展而发展,也在不断而且迅速地高科技化,是现代对空作战的有效武器,防空高炮与防空导弹结合使用,混合部署,是地面防空体系发展的必然要求[2]。
实际上,针对空袭兵器的迅猛发展,近期世界几场局部战争中高炮发挥了重要作用,高炮武器系统的发展已越来越为各国所重视。
各国主要现役高射炮一览中国:PGZ88式37mm双管自行高射炮,俄罗斯:ZSU-23-4式高射炮、通古斯卡2C6/2C6M弹炮结合防空系统,美国:“火焰”弹炮一体防空系统、M163式20mm6管火神高射炮、火神M167式20mm高射炮,德国:“猎豹”35mm双管自行高射炮系统,印度:L/70式40mm自动高射炮、ZSU-23-4式23mm高炮,瑞士:厄利空GDF35mm 双管高射炮。
通过对37mm高射炮身管的设计研究,可以更深刻的了解该炮身管的结构和工作原理,明确高炮身管设计的基本思路和方法。
同时,在设计过程中,对其中存在的问题和不足进行优化设计,从而提高该火炮的战术技术性能。
身管,又称炮管,是发射时赋予弹丸一定的初速和射向的管状件。
外形多为圆柱形或圆柱与圆锥形的组合,其尺寸主要根据膛压曲线的变化规律由强度计算确定,同时还要考虑身管刚度,散热以及其他部件的连接方式[14]。
1.2 身管分类在设计上通常采用下述两种分类法。
一种是按炮膛的结构来分,另一种是按身管结构来分。
按前一种方法,炮身可以分为线膛炮身(图1-1)和滑膛炮身(图1-2)。
线膛炮身管使弹丸产生高速旋转运动,以保证弹丸的飞行稳定性。
它的炮膛一般由药室、坡膛和线膛三个部分组成。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
高膛压火炮火炮身管设计
1. 任务要求
根据下列参数开展单筒身管设计: 口径d :105mm 炮膛截面积S :88.2cm 2 药室容积0W :2507cm 3 身管长度:37d 弹丸行程g l :3510mm 弹重:14.97kg 初速:616m/s
常温(21℃)最大平均膛压(铜拄) :320MPa 最大(-51℃~60℃)单发膛压(铜拄) :393MPa 2. 设计过程
(1)绘制高低温压力曲线
各种温度t 下的测压器最大压力公式
)()()00505.01(t m t t m p t p ⨯∆+= (1)
各种温度t 下的内弹道最大压力公式
t
T m t T m t m p p q
p )()(1
055.11065.1=+=
ω
λϕ (2)
火炮在作战条件下使用时,装药温度受气温影响很大,为了保证安全,身管设计压力曲线就要考虑装药温度的变化。
这里采用的温度范围是:常温21℃,高温63℃,低温-40℃。
在高温63℃和低温-40℃的情况下,最大压力的可能变化范围可由上述公式(1)计算得到。
利用式(1)和(2)可以计算出这两个温
度的最大膛底压力63+tm p 和40
-tm p 的值。
并将内弹道计算得出的平均压力的高低温曲
线l p -换算成弹底压力曲线L p d -。
根据计算得出的数据,绘制出常温、高温、低温下的压力曲线,从外往内分别为膛底压力曲线、平均压力曲线、弹底压力曲
线:
050
100
150
200
250
300
350
P (M P a )
L(cm)
图1 常温(21℃)时的压力曲线
P (M P a )
L(cm)
图2 高温(63℃)时的压力曲线
P (M P a )
L(cm)
图3 低温(-40℃)时的压力曲线
再根据已经得出的常温、高温、低温下的弹底压力曲线,绘制出身管的高低温压力曲线,如下图所示:
500
1000
1500
2000
2500
3000
3500
4000
0100
200
300
400
500
P (M P a )
L(mm)
P +63
dm
P +63
tm
P +63
dk
P -40
dk
P -40
dg
P t
dk -L
P -40
d -L
图4 高低温压力曲线
上图中曲线即为求出的高低温压力曲线。
从上图可以看出,当温度t=63℃时,燃烧结束点靠近药室底部;当温度t=-40℃时,燃烧结束点靠近炮口;并可得出高低温压力曲线变化规律:
(1)由0=L 到d L L m 5.163+=+的压力曲线变化规律是线性的,
用63+tm p 到63
+dm p 的直线表示。
(2)由d L L m 5.163+=+到63+=k L L 的压力曲线变化规律是线性的,
用63+dm p 到63+dk p 的直线表示。
(3)由63+=k L L 到40-=k L L 的压力曲线变化规律用曲线L p t dk -表示。
(4)由40-=k L L 到g L L =的压力曲线变化规律用曲线L p d
--40
表示。
(2)绘制身管理论强度曲线
身管弹性强度极限是身管强度设计的基本依据。
在设计时,根据设计压力和选取的安全系数所求出的身管可能承受的最大内压即为身管的理论弹性强度极限。
由于身管各横截面的设计压力和身管各部要求的安全系数不尽相同,因此各横截面的理论弹性强度极限也不相同。
绘出身管理论强度极限曲线,如下图所示,其中,曲线2即为身管理论强度极限,曲线1为高低温压力曲线
500
1000
1500
2000
2500
3000
3500
4000
0100
200
300
400
500
P (M P a )
L(mm)
2
1
图2.5 身管理论强度极限曲线
(3)确定身管的理论外形
初步设计时,可先确定药室部、最大压力部和炮口部三个部位的外径。
在药室部和炮口部各取若干点,加上最大压力点,计算其理论外径。
根据各处的内径
1d ,材料比例极限p 和身管理论强度极限1P 可计算2d 。
表1 身管理论外形表
根据总体要求和身管与各部件的连接对理论外形进行调整,将调整前和调整后的身管理论外形曲线进行比较,结果如下图,其中,曲线1为调整前,曲线2为调整后。
500
1000150020002500300035004000
102030405060708090100110120130140150160170180190
d 2(m m )
L(mm)
2
1
图2.6 调整前后的身管理论外形曲线
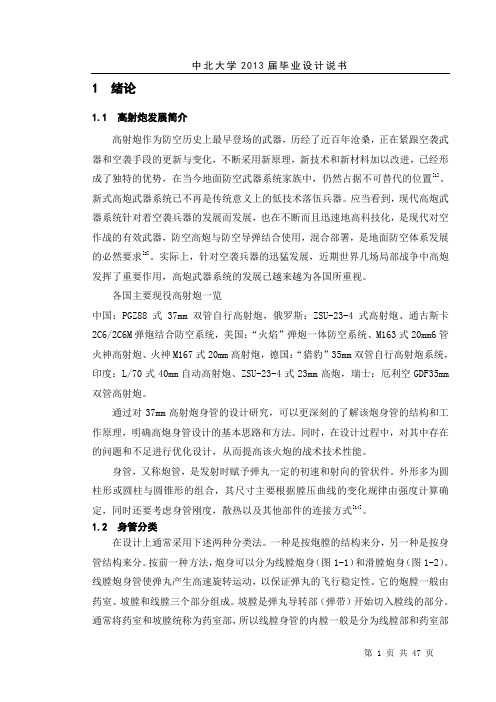
(4)身管强度的计算
首先需要建立模型,由于身管在圆周的各个方向受力可视为完全相等,因此可以将模型简化,只取出身管的纵向截面来考虑。
选择网格的单元长度为2mm,采用四边形、映射网格划分。
图3.2 身管底部网格划分
最后得出身管上的应力曲线如下:
图3.7 身管应力曲线图
从图中可以清楚地看出,最大应力值为1198.49MPa,由于材料比例极限选取为1200MPa,故强度符合要求。