关于棉纱条干
并条牵伸对成纱条干不匀的影响
并条牵伸对成纱条干不匀的影响在FA302型并条机上进行了并条牵伸、工艺配置对成纱条干均匀度的影响试验,认为并条工艺配置对成纱条干均匀度的影响显著。
采用头并较大的后区牵伸倍数、二并较小的后区牵伸倍数,在加压适宜的条件下,采取较小的罗拉隔距,均可改善成涨条干,提高成纱质量。
0前言条干均匀度是衡量棉纱品质的重要指标之一,是纺纱各工序机械、工艺、操作及原料状态的综合反映。
影响纱条不匀的因素较复杂,其中并条的条干均匀度与细纱成纱条干均匀度有一定的相关性。
并条条子中纤维伸直度好,粗纱结构合理,成纱条干才能达到较好的程度,且纱疵、粗节、细节减少。
笔者通过试验就并条牵伸工艺对成纱条干均匀度的影响进行了分析,探讨了并条工序改善成纱不匀的措施。
1试验条件试验在FA302型并条机上进行,其熟条经A454型粗纱机、FA506AS型细纱机纺C 24 t ex、C29 tex;其中,原棉品级为3.20,品质长度为32.20mm,短绒率为12.02%;试验采用YG135型条干均匀度仪。
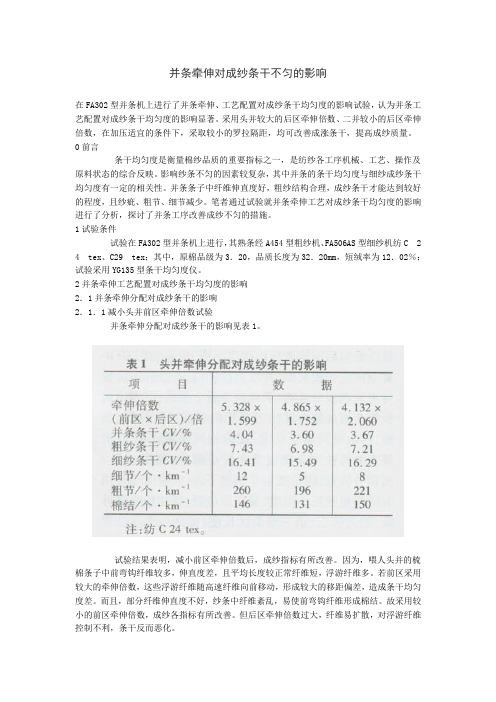
2并条牵伸工艺配置对成纱条干均匀度的影响2.1并条牵伸分配对成纱条干的影响2.1.1减小头并前区牵伸倍数试验并条牵伸分配对成纱条干的影响见表1。
试验结果表明,减小前区牵伸倍数后,成纱指标有所改善。
因为,喂人头并的梳棉条子中前弯钩纤维较多,伸直度差,且平均长度较正常纤维短,浮游纤维多。
若前区采用较大的牵伸倍数,这些浮游纤维随高速纤维向前移动,形成较大的移距偏差,造成条干均匀度差。
而且,部分纤维伸直度不好,纱条中纤维紊乱,易使前弯钩纤维形成棉结。
故采用较小的前区牵伸倍数,成纱各指标有所改善。
但后区牵伸倍数过大,纤维易扩散,对浮游纤维控制不利,条干反而恶化。
2.1.2减小二并后区牵伸倍数试验减小二并后区牵伸倍数试验见表2。
试验结果表明,在末并减小后区牵伸倍数后,成纱指标有所提高。
这是因为喂入末并的条子纤维整齐度、伸直度均有所提高,且后弯钩纤维较多,所以,末并采用减小后区牵伸倍数,即集中前区牵伸的工艺,使牵伸力适当增大,有利于纤维伸直,这样,后弯钩纤维大量被伸直,有利于前区牵伸的稳定,可提高条子质量。
提高细纱条干均匀度及减少管纱纱疵
生产 实 践
提 高 细 纱 条 干 均 匀 度及 减少 管纱 纱 疵
陈 理 ,宋
摘
允 ,陈秋 燕
(. 1 河南纺织 高等专科学校 ,河南 郑 州 4 0 0 ; , 5 0 7 2 上海市纺织科学研究 院,上海 20 8 ;3 平顶山市绢纺厂 , 00 2 . 河南 平顶 山 4 7 0 6 0 0)
中图分类号 : S 0 . T 14 2
文献标识码 :B
文章编 号 : 0 12 4 (06)4 04 —2 10 - 4 20 0 —02 0 o
I p o i g ya n v n s nd d c e sng c p a f c m r v n r e e ne s a e r a i o y r de e t n
% 。缩 短 梳棉 机锡林 、 板针 布 的使 用 周期 , 利 于细 纱 的定 量 , 而使 细纱 条 干均匀 度 有所 提 高 , 盖 有 从 实验 情况 纱条 干 C V值 的改 善 , 针 布 使 用 周期 过 短 , 造 成 设 但 会
备成 本 的提高 和 劳动量 的增 加 , 为此 , 司调整 了针 布 公 调换 周期 , 锡林 针 布 由 3年 改为 2年 , 板 针布 由 6年 盖
以 J l.tx4 e纱 的工艺 为例 。 C 4 6e (0N )
1 1 梳 棉 工序 .
提高 , 从而使精梳条 中纤维的牵伸力增大, 为了使须条
能牵 开 , 成条 条 干均匀 , 精梳 后并 条 的后 区 牵伸 倍数 都
要相 应增 大 。பைடு நூலகம்
锡林针布和盖板针布是梳棉机 的主要 分梳元件 , 1 3 细 纱工 序采取 的 改进措 施 . () 1 根据设 备情 况 , 减小 细纱机 牵 伸倍数 。细纱牵 其 针布 齿尖 的锋 利程 度直 接影 响梳 棉 机对 纤 维 的梳 理 会 使 效果 。我们 试 验 发 现 :锡 林 针 布 使 用 1 2 34年 , 、 、、 细 伸倍 数 过大 , 导致浮 游纤 维提 前 变速 , 纤 维变 速点 形 细 并 纱条 干 C V值 分 别 为 l. % 、2 9 % 、3 0 % 和 分 散且 不稳 定 , 成粗 、 节 , 使 皮 圈 中 部 的须 条 产 24 1. 1.
棉纱线分等的质量指标

棉纱线分等的质量指标 Company Document number:WUUT-WUUY-WBBGB-BWYTT-1982GT
棉纱线分等的质量指标与分等规定棉纱线分等的质量指标棉纱线的品等按质量指标分为优等、一等、二等,低于二等作为三等品。
棉纱分等的质量指标有五项,即单纱断裂强力变异系数、百米质量变异系数、条干均匀度、1g内棉结粒数及1g内棉结杂质总粒数,当五项的品等不同时,按五项最低一项的品等定等。
优等增加十万米纱疵指标。
1、条干均匀度用黑板条干均匀度或乌斯特均匀度仪器检测。
2、断裂强力用自动电子式强力测试仪。
3、1g内棉结粒数及1g内棉结杂质总粒数用感官检验。
4、百米重量变异系数用烘箱天平检验。
5、十万米纱疵用万米纱疵分级仪检测。
6、捻度指标用纱线捻度测试仪。
纯棉普梳纱条干CVb的控制措施

普梳纯棉纱条干CV b的控制杨红重(河南新野纺织集团公司)CV b反映的是锭子间成纱条干CV值的离散度,是评判纱线条干的一项重要指标。
CV b 越低说明管间成纱条干差异越小,每个管纱之间的条干稳定性越好。
反之会严重影响布面风格和布面质量。
配棉中棉纤维的长度整齐度指数、短绒率、结杂是影响普梳细纱条干CV b的基础和关键因素,细纱牵伸系统的运行状况及工艺配置的合理性是影响细纱条干CV b的重要和直接因素。
混棉的均匀度,开松、梳理、除杂的效果,并粗条干CV值、CV b值也是引起细纱牵伸力波动而导致细纱条干CV b增大的潜在因素。
1 原料的选配及控制在配棉中要注重纤维的品质长度及长度整齐度指数,严格控制短绒率、结杂及马克隆值。
要求纤维品质长度不低于28.9mm,长度整齐度指数在中高档水平,短绒率及结杂偏低掌握,马克隆值在3.6-4.8之间,并且做到周无接,月接批一般不超过3%的比例,同时批与批之间尽量使用同一产地的原棉,保持配棉性能的长期稳定。
同时,加强堆包排包的管理工作,严格按配棉工艺表堆包,堆前要按时松包,不同唛头的原棉必须交叉排放,削高填平。
2 清梳联必须重视清梳联前部机组的设备维护保养工作,优化单机工艺配置,充分发挥清梳联的混合、除杂、分梳工艺效能。
生产普梳18.2tex纱,抓棉机打手速度960r/min左右,刀片伸出肋条0-5m,抓臂下降距离在2.5-1.5mm之内,小车速度以17-18m/min为宜,适当提高单轴流和精开棉机的打手速度,适当放大单轴流和精开棉机打手与尘棒、尘棒与尘棒隔距,以减少筵棉短绒率及结杂。
要保持多仓混棉机仓内气压的相对稳定性,以使仓内贮棉密度的一致性。
根据针布的使用时间合理调整梳棉机各部位的速度和隔距,新针布适当降低刺辊、锡林、盖板速度,分梳板与刺辊、锡林与盖板、锡林与固定盖板之间的隔距,锡林与棉网清洁器隔距略微增大。
使用时间较长但不到周期的针布,适当提高梳棉机的梳理速度,酌情收紧分梳隔距,锡刺比必须保持在1:2.3左右,便于被刺辊分梳的纤维束顺利转移到锡林上。
棉纱常见的各种指标了解多少?
棉纱常见的各种指标了解多少?您对棉纱常见的各种指标了解多少,请到鲁豫我们进行共同学习!1)百米干重量:指100m纱线的干燥重量。
如:21S纱的百米干重量为2.562g公式:1)百米干定量=号数÷1.085÷102)号数=583.1/21S2)重量偏差:指为确保纱线的支数不变,所规定的单位长度的纱线重量偏差范围。
如:21S纱线的重量偏差为±2%,是否合理?由以上两公式可求得21S的百米干定量为2.562,再由21S计算±2%的偏差值得2.510、2.613,如没有超出(2.510---2.613)这个区间值,在合理范围内。
3)重量CV(%):衡量每段纱线的重量不匀率,又称支数的变异系数。
如:有三个未知纱样,称得百米重量分别是3.653g/100m,2.8g/100m,0.584g/100m。
上述三个纱大约支数多少?线密度多少?您知道吗?答案:支数分别是16S、21S、100 S。
线密度分别是 36.4、27.8、5.84。
4)条干CV(%):指纱线主体的粗细、重量均匀度。
或条子、粗纱短片段的粗细不匀。
CV值学名变异系数,又称标准差率。
是衡量资料中各观测值变异程度的一个统计量。
其作用是反映单位均值上的离散程度,常用在两个或多个总体均值不等的离散程度比较上。
若两个总体的均值相等,则比较标准差系数与比较标准差是等价的。
5)断裂强力、断裂强度与断裂强力变异系数CV(%)纱线强力,亦称断裂强力。
指单根纱线或一束纤维拉断时所承受的最大拉力,单位为厘牛。
一般有平均强力与最低强力等指标1. 断裂强力:指纱线所能承受的最大拉伸外力。
单位为N(牛)。
测试速度为5m/min。
2. 断裂强度:每特克斯所能承受的最大拉伸外力。
单位为N/tex。
特克斯即纱线的号数。
3. 断裂强力变异系数CV(%):纱线的强力不匀率。
6)﹑纱疵:粗节+50%、细节﹣50%、棉结+200%1. 粗节+50%:纱线直径超过纱线主体50%的部分。
细纱规律性条干不匀的原因
细纱规律性条干不匀的原因规律性条干不匀在黑板上分布成斜条状,俗称“斜状条干”。
其规律性长度一般相当于细纱前罗拉或前胶辊的周长,或者大于细纱前罗拉的圆周长。
反映在布面上呈现出“条花布”、“格子布”等疵布。
规律性条干不匀通常有以下几种情况。
01细纱机普遍出现或某一种特数品种的纱出现条干不匀,产生原因是细纱牵伸工艺配置不当,总牵伸过大,后牵伸太大或太小,胶圈钳口或罗拉隔距不适当,罗拉加压不足,温湿度控制不当和半制品(粗纱)不良等。
02一个区域或邻近机台出现条干不匀,其主要原因有以下几个。
1)该区域温湿度控制不良。
2)前纺固定供应机台的质量波动。
3)部分机台工艺参数(罗拉、钳口隔距和后牵伸等)不适当或用错。
4)该区域的胶辊、胶圈质量不好。
03个别机台出现条干不匀,其主要原因有以下几个。
1)罗拉偏心、弯曲或罗拉扭振。
2)牵伸传动齿轮磨灭过多或咬合不良。
3)牵伸传动齿轮的轴与轴承磨灭超限。
4)翻改特数(支数)后,工艺参数漏改或弄错。
5)该机台停车过久或使用粗纱日久发烂。
6)该台胶辊、胶圈质量不好。
04机台上局部或个别锭子出现条干不匀。
其主要原因是由于部分零件磨损超限或不符规格所致。
1)喂入部件保养不良或失修(如导纱杆毛糙、生锈,瓷碗、瓷环缺失,吊锭损坏回转不灵,导纱喇叭缺损等)。
2)导纱动程跑偏或个别导纱喇叭歪斜(常形成规律性粗节)。
3)后罗拉沟槽嵌花或杂质等。
4)后胶辊加压欠压或失效(摇架压簧衰退或失效)。
5)胶辊运转不正常(胶辊偏心,表面有压痕,胶辊失去弹性,胶辊轴承缺油或滚柱磨损严重,同档胶辊规格不一致等)。
6)胶圈回转不灵或顿挫(包括胶圈弹性不匀、发硬、裂损、跑偏或中上罗拉缺油、磨损等)。
7)摇架自调中心作用失灵,胶辊“三直线”位置不正。
文章来源:网络资料。
纱线条干不匀的分类、影响、成因及测定方法

纱线条干不匀的分类、影响、成因及测定方法纱线的条干均匀度指的是纱线、条子或粗纱沿轴向较短片段内粗细或重量的均匀程度,也可表示为纱线的条干不匀度。
纱线条干不匀的分类纱线的条干不匀分为短片段不匀、中片段不匀和长片段不匀。
出现不匀的间隔长度是纤维长度的1~10倍,间隔长度约为1 m以下的,称为短片段不匀;出现不匀的间隔长度是纤维长度的10~100倍,间隔长度约为几米的,称为中片段不匀;出现不匀的间隔长度是纤维长度的100~3000倍,间隔长度约为几十米的,称为长片段不匀。
纱线条干不匀的影响用短片段不匀较高的纱进行织造时,几个粗节或细节在布面上并列一起的概率较大,容易出现布面疵点,对布面质量影响较大。
长片段不匀的纱线织成的布面会出现明显的横条纹,对布面影响也较大。
相对而言中片段不匀的纱织造时布面出现疵点的机会稍低一些,且与布幅有关,当呈现某种倍数关系时将出现条影或云斑等明显疵点。
纱线的条干不匀在织造工艺过程中,还会导致断头率增加,生产效率下降。
因此,纱线的条干均匀度是评定纱线品质的重要指标。
棉纤维性能对条干均匀度影响棉纤维长度对棉纱条干均匀度的影响在纺纱过程中,由于对不同长度的纤维不能给予同样有效的控制,造成了短纤维的失控和浮游现象,使得纺纱条干恶化,特别是在纤维长度不匀率较大的情况下更为严重。
因此,在配棉时不仅要注意棉纤维的长度,更重要的是控制其长度差异程度。
棉纤维线密度对棉纱条干均匀度的影响在纺制一定线密度的纱线时,纤维愈细,纱条截面中的平均纤维根数就愈多,成纱条干均匀度就愈好。
因此,要想得到条干优良的成纱,要控制好棉纤维的线密度。
此外,还要控制其线密度差异程度。
短绒及有害疵点对棉纱条干均匀度的影响短绒是指长度小于16 mm的棉纤维。
在牵伸过程中,由于短绒长度短不易被控制,浮游时间长,从而对成纱条于起恶化作用。
同样,在牵伸过程中,棉纤维中的有害疵点会引起纤维的不规则运动,破坏正常牵伸,使成纱条干恶化。
【纱线知识】纱线条干均匀度及条干不匀产生的主要原因
【纱线知识】纱线条干均匀度及条干不匀产生的主要原因1.纱线的条干均匀度(线密度不力、线密度均匀度) 指的是沿纱线长度方向粗细的变化程度,也可表示为纱线的条干不匀度。
纺织品的质量在很大程度上取决于纱线条干均匀度。
纱线的条干不匀分为短片段不匀、中片段不匀和长片段不匀。
出现不匀的间隔长度是纤维长度的1—10倍,约1m以下为间隔的不匀,称为短片段不匀;出现不匀的间隔长度是纤维长度的10—100倍,约几米为间隔的不匀,称为中片段不匀;出现不匀的间隔长度是纤维长度的100—3000倍,约几十米为间隔的不匀,称为长片段不匀。
用短片段不匀较高的纱进行织造时,几个粗节或细节在布面上并列一起的概率较大,容易出现布面疵点,对布面质量影响较大;长片段不匀的纱线织成的布面会出现明显的横条纹,对布面影响也较大;相对而言中片段不匀的纱织造时布面出现疵点的机会稍低一些,且与布幅有关,当呈现某种倍数关系时将出现明显疵点(条影或云斑)。
且在织造工艺过程中,还会导致断头率增加,生产效率下降。
因此,纱线的条干均匀度是评定纱线品质的重要指标。
2.纱线条干不匀产生的主要原因(1)纤维的性质差异:天然纤维的长度、细度、结构和形态等是不均等的,这种不匀等不仅表现在根与根之间,也表现在同一根纤维的不同部位;化学纤维的这种不均匀性较天然纤维好,但多少还是存在一些性质上的差异。
纤维的这种性质的不均等或性能上的差异将引起纱线条干的不均匀,表现为CV值上升,波谱图抬高。
(2)纤维的随机排列:假如纤维是等长和等粗细的,且纱线中纤维都是伸直平行的,纺纱设备和纺纱工艺等都无缺陷,纱线还是会产生不均匀,这是由于纱条截面内纤维报数是随机分布的,这种不匀是最低的极限不匀,又称极限不匀,可以用式(2—11)计算。
(3)偶然事件引起的不匀:此类不匀往往原因特殊,如飞花粘附、齿轮嵌花、横动导杆出位、操作不良、空调故障、棉糖粘辊等,大多数时候表现为疵点的上升或特大疵点的出现,有时也表现为机械波。
纱线质量标准

第一章 纱线质量标准
第一节 棉纱质量标准
作为售纱和企业下道工序输入的半制品,本 白棉纱的检验分等,一般按国家技术监督局 发布的GB/T398-93执行。由于未再制定新的 标准,因此,国内多数厂家只用此标准评定 纱线等级,而更多是用乌斯特公报来衡量纱 线质量。
一、国内有六项指标 1 单强 2 Nhomakorabea强不匀 3 条干:Uster条干、黑板条干 4 重量不匀率 5 重量偏差 6 纱疵点:10万米纱疵、 黑板条干纱疵
1、普梳棉纱技术要求(参见书上表) 2、精梳棉纱技术要求(参见书上表) 二、Uster的2001公报 参见书上公报统计。
第二节
毛纱线质量标准
一般毛纱线均作为企业内部的半制品加以考核,没有国 家标准,只有行业标准或地方企业标准。 一般以物理指标分等,外观疵点分级, 分等指标有: ①特数偏差;②重量不匀;③捻度不匀; ④平均强力不小于CN(断裂长度);⑤低档纤维含量; ⑥含油率;⑦染色牢度。 其中⑤⑥⑦三项指标是在售纱时考虑 分级指标有:①纱疵 ②大肚纱 用黑板条干或uster条干 粗纺、精纺参见书上表。
第三节 苎麻纱质量标准
部颁标准 FZ/T32002-92 以纱的内在质量:强力及不匀、重量不 匀、重量偏差定等。 以纱的外观质量:条干均匀度、粗细节、 麻粒定级。 股线:以单纱强力及不匀、重量偏差定 等,以粗节定级。 数据参见书上表。
第四节 绢丝质量标准
部颁标准FZ/T42002-97 桑蚕绢丝指标: ①断裂长度; ②支数不匀; ③条干不匀; ④洁净度; ⑤千米疵点数;⑥支数偏差; ⑦强力不匀; ⑧断裂伸长度; ⑨捻度偏差率;⑩捻度不匀率。 其中:②③⑤对织物外观有影响 ③④⑤用黑板观察
《纺织生产管理》课件——04生条条干不匀率的控制及检测
生条条干不匀率的控制措施
• 1. 上工序因素: • 棉卷中产生粘卷、绉摺卷、
松烂卷、破洞卷、厚薄卷。 • 棉卷边缘不整齐、不均匀或
太薄。 • 棉卷横向均匀度不好。
• 措施: • 改善棉卷品质,清除绉摺卷、
松烂卷、破洞卷、厚薄卷 • 提高棉卷品质,清除毛头卷,
校正梳棉机导棉板开档 • 降低横向不匀率
1-罗拉分离开关 2-调速按钮 3-启动开关 4-导纱轮 5-调整螺丝 6-罗拉 7-横梁调节钮 8-移动横梁 9-电容传感器 10-张力调节器 11-纱管支架 12-纱管 13-张力盒 14-显示屏 15-键盘 16-打印机
YG137型电容式条干均匀度测试分析仪原理框图
纱线条干均匀度测试系统
专家分析系统
• 2、机械因素:
• 给棉罗拉弯曲,给棉板不平或加压不足; • 小漏底网眼堵塞、隔距不当、网眼发毛; • 各部隔距不准,过大或左右不一致; • 分梳件不平整、圆整度差、损伤严重; • 刺辊、锡林、道夫、压辊偏心产生周期不匀; • 刺辊上粘有油花。
• 措施:
• 调整或更换给棉罗拉,使其正常工作; • 按规定刷清小漏底,结合平揩车打光; • 调整隔距; • 整顿分梳元件状态,校正、修刮、磨砺刷光、修换; • 整顿机械状态; • 清除刺辊上油花。
检测项目
优
生条条干不匀率(%)
中
差
CV(%) 2.6~3.7 3.8~5.0 5.1~6.0
生条条干不匀率的测试
• 生条条干不匀率常用YG137型电容式条干均匀度测试分析仪检测。 • 在使用YG137型电容式条干均匀度测试分析仪进行检测时,一般每周
每品种至少试验1次,试验长度为50~100m。
YG137型电容式条干均匀度测试分析仪
棉纱工艺鉴别方法

棉纱工艺鉴别方法一、看外观1.1 色泽棉纱的色泽能反映很多问题呢。
好的棉纱,颜色洁白柔和,就像冬日初雪那般纯净,看着就舒服。
如果色泽发暗、发黄,那可就不太妙了,这就好比人的脸色蜡黄,多半是身体有恙一样,这种棉纱可能在生产过程中受到了污染或者原料本身就有问题。
1.2 条干均匀度这也是个关键的点。
你拿一把棉纱在手里,仔细瞅瞅。
均匀的棉纱粗细一致,就像阅兵仪式上的士兵队列,整整齐齐的。
要是条干不均匀,粗一段细一段的,那这棉纱织出来的布肯定质量不咋地,就像参差不齐的牙齿,看着就别扭。
二、摸质感2.1 柔软度用手摸一摸棉纱,好的棉纱柔软顺滑,就像抚摸着小猫的毛一样,手感特别好。
要是摸着感觉粗糙刺手,那这棉纱的质量肯定大打折扣。
这就跟你穿衣服似的,粗糙的面料贴在身上,那感觉能好吗?简直是如坐针毡啊。
2.2 强力轻轻拉一拉棉纱,感受下它的强力。
优质的棉纱有一定的强度,不容易被拉断,就像有骨气的硬汉,能经得住考验。
要是一拉就断,那这种棉纱就是“纸老虎”,中看不中用,在纺织过程中肯定会带来不少麻烦。
2.3 捻度捻度合适的棉纱,手感紧实但又不失柔软。
捻度过大,棉纱就会变得硬邦邦的,像根小木棍似的;捻度过小呢,又会松松垮垮的,没有一点精气神。
这就需要找到一个恰到好处的捻度,就像做菜放盐一样,不多不少才正好。
三、闻气味3.1 正常气味好的棉纱应该有一股淡淡的棉香,就像刚从棉田里摘回来的棉花散发的那种清新味道,让人闻着就觉得自然、纯净。
这是棉花本身的味道,说明这棉纱没有经过乱七八糟的化学处理。
3.2 异味要是闻到有刺鼻的气味,或者有那种发霉的味道,那就得小心了。
这就像食物有异味肯定是变质了一样,有异味的棉纱肯定存在问题,可能是在储存或者加工过程中受到了不良影响,这种棉纱肯定是不能用的。
四、烧一烧4.1 燃烧状态取一小段棉纱来烧一烧。
好的棉纱燃烧时就像蜡烛燃烧一样,平稳地燃烧,不会有噼里啪啦的爆鸣声。
而且火焰是黄色的,就像温暖的小火苗。
纺纱厂对棉花质量的不同要求

谢谢大家!
1、大企业由于所生产的产品质量档次高,对棉花的要求也高,另外 大企业检测实验设备齐全,很多工厂目前都配备的了HVI检测仪,因 此选购棉花注重内在质量,例如长度整齐度,短绒含量,断裂强度等, 越来越被企业重视。很多棉花例如乌兹别克的棉花,非洲棉花等等。 2、小企业由于产品档次偏低,检验设备有限,对棉花质量的要求更 侧重于外观质量和价格。 主要靠棉检师感官检验,人和经验在其中起到比较大的作用。 “好看的棉花不一定好用,好用的棉花不一定好看”。
1、美棉的质量特点 美棉的特点是机械采摘,无三丝,但是纤维偏短,短绒率偏高。中低等级的美棉国 内一般作为地产棉花的替代,高等级的美棉以及CA地区的美棉可以替代新疆棉,但 是,CA地区的棉花一般质量较高。 2、澳棉的特点 澳棉的特点是长度长,强力好,色泽好,可纺性好。高等级的澳棉是可以替代兵团 棉的棉花。另外,由于澳棉不含糖,因此高温高湿季节进行混纺,可以极大的改善 生产。 3.印度棉花 印度棉花是皮辊加工棉花,加工过程中纤维损伤小,因此纤维长度长,纤维整齐度 好,纺出纱线的质量好。另外,印度的S-6品种有很好的丝光感,纱染色后色度牢 ,光泽好,MCU5长度好,强力高,MECH-1的马值不高,等级稍低。但内在质量好, 成熟度强力长度好,适合纺制高支纱。 印度棉花的主要问题是三丝严重,严重的三丝限制了印度棉花的价值和价格。虽然 是大三丝,但是,由于人工成本的提高,捡三丝也很受限制。
(三)、环锭纺梳棉工艺的不同对棉花的质量要 求不同。
1、精梳工艺生产高品质,高支数纱线,对棉花品质要求高。 通过精梳,排除棉花中的杂质和大部分短绒,因此精梳用棉对棉花的 短绒含量要求高,要求棉花棉结少。成熟差。水分高的棉花在纺纱过 程中容易形成棉结,因此,精梳用棉不用低马或者含水偏高的棉花。 (澳棉和普通美棉的区别,2011年度澳棉的问题)。 2、普梳纱对棉花的质量要求低于精梳,一般对于棉花的强力,长度, 杂质更加重视。
粗纱条干不匀率的控制
粗纱条干不匀率的控制试验目的:同并条棉条条干不匀率。
试验周期及取样。
每月每台至少次,每次取前、后排粗纱各只,各试长粗纱段。
试验仪器及工具。
有型条粗条干均匀度仪。
计算公式。
同梳棉生条条干不匀率。
参考指标。
纯棉:粗特纱,中特纱,细特及以上,精梳纱;化纤混纺纱:。
012值,纯棉:粗特纱34,中特纱35,细特及特细特纱535;精梳纱3;化纤及化纤混纺纱3。
控制方法。
定期检查罗拉隔距、罗拉加压是否符合工艺要求。
对个别牵伸部件,如胶辊回转失灵、工字架走动、摇架压力差异过大、胶圈断缺、集棉器跑偏等应及时修复。
运转操作棉条包卷质量应合格,机前接头应符合操作规范。
严格控制粗纱伸长率,促使大中小纱的粗纱张力基本一致,并减少前后排及机台间的差异。
调整粗纱捻系数。
四、粗纱伸长率试验目的。
粗纱伸长率试验数据可以间接地反映粗纱机卷绕张力的大小,从而可供调整粗纱机卷绕部分工艺参数(卷绕、升降、成形齿轮,铁炮皮带起始位置等)时参考。
粗纱伸长率过大,会恶化粗纱条干均匀度。
粗纱伸长率过大或过小、大中小纱伸长率差异过大,都对粗纱重量不匀率和粗纱机前断头不利。
因此必须周期性测定粗纱伸长率, 1058 第二章半制品质量指标的试验和控制方法··及时调整卷绕部分工艺参数,把伸长率控制在一定范围内。
试验周期及取样。
每月每台至少试验次,每次各台测试前、后排粗纱各只。
常规试验一般只试验大、小纱时的伸长率。
试验仪器及工具。
型条粗测长器、米尺。
计算公式。
实测后后罗拉至前粗纱计算长度前罗拉直径罗拉转数罗拉牵伸倍数型条粗测用米尺测量的余粗纱实际长度长器测得的米数下粗纱长度粗纱实际长度粗纱计算长度粗纱伸长率粗纱计算长度注:粗纱长度精确至;粗纱伸长率精确至小数点后二位。
分别计算前后排只粗纱的大小纱伸长率和只粗纱平均大小纱伸长率。
参考指标。
粗纱伸长率一般控制在0左右;粗纱大、小纱伸长率差异控制在以内;化纤、化纤混纺伸长率控制在0。
1空制方法。
纺纱基础知识

织物的厚度:以毫米为单位。织物的厚度指在一定压力下织物的绝对厚度,该指标在实际生产中运用较少。常以织物的重量来间接表示。
影响织物厚度的主要因素为:
纱线线密度;织物组织;
纺纱基础知识
原棉性能与成纱质量的关系
1、棉纤维的长度:棉纤维的长度越长,则:成纱强力越高;成纱条干越均匀;纺纱断头越少;可纺细特纱。手扯长度:23 mm-33mm。
2、棉纤维的细度:棉纤维的细度越细则:成纱强力越高;成纱条干越均匀;纺纱断头越少;可纺细特纱。细度为:1.5分特-2分特。
3、短绒率:纤维长度小于16 mm的纤维所占的百分率,称为短绒率。棉纤维的短绒率越高,则:成纱强力越低;成纱条干越差点;纺纱断头越多。
纺纱方法:传统纺纱方法、新型纺纱方法。
纺纱设备:各工序所需的机械设备
棉纺系统与工艺流程
棉和化纤都可在棉纺设备上加工。纤维原料纺成纱的过程,称为纺纱工艺流程。
棉及棉型化纤的纺纱系统,可分为以下几种:
1、普梳系统(棉)→普梳纱注:毛,粗梳工艺生产出粗梳毛纱
配棉→开清棉→梳棉→头并→二并→粗纱→细纱→后加工
(二)化纤混纺主要品种有涤粘纱、涤腈纱等。
(三)棉与化纤混纺主要品种有涤棉纱、腈棉纱、维棉纱、粘棉纱等。棉起到提高产品吸湿性,可纺性和服用性能的作用。
(四)混纺比的确定织物混纺比确定,考虑以下因素:织物的性能,如强力、风格等;织物的成本及产品价格。混纺纱的常用混比有50/50、55/45、60/40、65/35、也有部分产品采用20/80、30/70等混纺比或倒比例。比例多的纤维,其纤维性质对纱线的性质影响较大,成纱更具有此纤维的性能。比例的确定主要考虑成本、强力、织物要求及纺纱性能等因素。
提高JC 14.6 tex纱条干均匀度的实践
3 4 .8
3 3 . 8
3 6 .0
3 3 . 5
3 5 .9
3 42 .
3 5 .9
3 3 .9
2 改善 条干不 匀率的措施及其效果
根据原料 的实际情况 , 首先对 H R 00型并条机 S 10 进行全面整车 , 确保并条机生产 出的熟条条 于 C V控 制在 25% 以内 , . 台差控 制 在 1%范 围 内。 在 J 1 1 粗 纱 机 上 分 别 对 上 二 罗 拉 和 隔 距 WF4 5型 块等 进行 调整 , 并结 合 有 无 机 械 波 和 条 干 不匀 率 以及 条干 c 等综合考虑 , 将上二罗拉隔距后移 2I 即 m, B 将原 来摇 架皮 辊之 间 的隔距 从后 到前 由 5/ 33 m 7 5/ 5m 改为 5 / 13 i, 将 隔距 块 由 5m 改 为 6mm。 75/ 7mT 并 t m 先选 用 4只小纱 进行 试验 , 干 C 值 分 别 为 34 条 V .5% 、
表 1 调 整 前 后 粗 纱 条 干 CV 及 C 值 对 比 值
项 目 条 干 CV 条 干 CV b
%
调 整 前 调 整 后
35 .5 33 .4
4 2 .8 36 .6
匀度的措施, 以提高 J 1. x C 46t 棉纱的条干均匀度。 e
1 生产工艺流程
采 用如下 工艺 流程 生产 J 4 6tx棉纱 : C 1 . e
随后作逐 台试验 , 5台, 共 按照每台 2 O只对应试 验 , 果见 表 2 结 。
表2 5台粗纱机调整前后 的条干 C 值 和 c 值对 比 % V
项 目 8 9 # 1 O 1 1 I 2
Ke y wor s:s i n n d p n i g;r v o e;y r v n s a n e e ne s
纱线条干均匀度测试
实验二十五纱线条干均匀度测试1 概述电容式条干均匀度测试仪是其测试结果对于鉴定纱样的质量水平,分析纱样不匀的结构和特征,以及判别造成条干不匀的原因有着重要的作用,仪器加装专家分析系统可以提高效率。
对短纤维纺制的絮条、粗纱、细纱随机性与周期性条干不匀率、纱疵及波谱进行定性、定量分析。
2 试验目的与要求通过本次章节,对于YG137型电容式条干均匀度仪的了解,进一步了解测试原理和测试方法,用YG137测试棉、毛、化纤等短纤维纺和混纺的纱条、细纱的随机性与周期性不匀,以及细节、粗节、棉结(毛粒、麻粒)的疵点数。
3 相关标准3.1 采用标准:GB/T3292 、ASTM D1425《纺织品纱条条干不匀试验方法电容法》。
3.2 相关标准:GB 6529《纺织品的调湿和试验用标准大气》、GB 8170《数值修约规则》方法标准以及涵盖的产品标准。
4 试验仪器与用具YG137 型条干均匀度测试仪。
第2楼试验工发表于 2005/05/11 22:54第3楼试验工发表于 2005/05/11 22:555 工作原理电容式条干均匀度仪是应用电容测试原理,被测试样以规定的速度通过电容传感器时,线密度变化转化为相应的电量变化,仪器经运算处理后将试样不匀信号以波谱、曲线、数字等形式输出,现代技术的电容式条干均匀度仪是采用计算机技术制造,数据可存储、显示、打印。
电容式条干均匀度仪是检测纱条不匀率的自动测试设备,实现对细纱、粗纱、条子线密度不匀程度的测量,可提供CV%值、疵点数等各种有价值的质量指标,并在屏幕上显示纱条瞬时不匀率曲线图、波谱图及其他统计图形。
6 取样6.1 根据各纺纱工序的纱条种类和测试分析的需要,至少按以下推荐数量随机抽取试验室样品。
条子:四个条筒或每眼一个条筒。
粗纱:四个卷装。
在粗纱机前后排锭子上各取两个。
细纱:十个管纱。
6.2 每个条筒、卷装或管纱各测试一次。
6.3 可根据需要规定取样数量和测试次数。
7 试样棉、毛、麻或混纺纱线一种或两种。
条干cv标准
条干CV标准一、粗结指标粗结是指纱线表面上的突起或结点,通常是由于原料中的杂质、纺纱过程中的机械损伤或纺纱过程中的处理不当所引起的。
粗结的存在会影响纱线的质量和外观,因此,在条干CV标准中,对粗结指标有严格的要求。
粗结指标通常以粗结个数、粗结长度和粗结重量等参数来衡量。
其中,粗结个数是指纱线表面上的粗结数量,粗结长度是指每个粗结的长度,粗结重量是指每个粗结的重量。
在条干CV标准中,要求粗结个数、粗结长度和粗结重量等参数的CV值(变异系数)均应小于一定数值,以保证纱线的质量和外观。
二、细结指标细结是指纱线表面上的小突起或小结点,通常是由于原料中的细小杂质或纺纱过程中的机械损伤所引起的。
细结的存在也会影响纱线的质量和外观,因此,在条干CV标准中,对细结指标也有一定的要求。
细结指标通常以细结个数、细结长度和细结重量等参数来衡量。
其中,细结个数是指纱线表面上的细结数量,细结长度是指每个细结的长度,细结重量是指每个细结的重量。
在条干CV标准中,要求细结个数、细结长度和细结重量等参数的CV值(变异系数)也应小于一定数值,以保证纱线的质量和外观。
三、棉结指标棉结是指纱线中的团块状纤维聚集物,通常是由于原料中的杂质、纺纱过程中的机械损伤或纺纱过程中的处理不当所引起的。
棉结的存在会严重影响纱线的质量和外观,因此,在条干CV标准中,对棉结指标有非常严格的要求。
棉结指标通常以棉结个数、棉结长度和棉结重量等参数来衡量。
其中,棉结个数是指纱线中的棉结数量,棉结长度是指每个棉结的长度,棉结重量是指每个棉结的重量。
在条干CV标准中,要求棉结个数、棉结长度和棉结重量等参数的CV值(变异系数)均应小于一定数值,以保证纱线的质量和外观。
同时,还需要对棉结的外观特征进行分析和评价,以确保其符合相关标准和要求。
总之,条干CV标准是衡量纱线质量的重要指标之一,它包括粗结指标、细结指标和棉结指标等方面的要求。
为了满足这些要求,需要采取一系列有效的措施来控制原料质量、优化纺纱工艺和提高设备维护水平等。
条干不匀率标准
条干不匀率标准条干不匀率标准是一种衡量纺织品条干质量的指标,通常用于衡量纱线或布料的均匀度。
条干不匀率标准是指纱线或布料中不同位置处的条干密度差异,一般以百分比表示。
在制造贴身衣物、运动服、床上用品以及其他纺织品时,条干不匀率标准是至关重要的。
下面我们来详解一下条干不匀率标准的定义和使用。
1. 定义条干是指纱线沿细长方向上的密度和强度。
在纺织品中,条干是一个很重要的参数,因为条干的不均匀性可能导致纺织品外观不良,手感不佳,损坏率增加等问题。
因此,要求条干越均匀越好。
条干不匀率标准是根据纺织品中条干的变化来计算的,它是指导纱或布料中不同位置处的条干密度差异,并以百分比的形式表示。
具体计算方法为:测量纱线或布料中的条干密度,然后计算不同位置的条干密度之间的差异百分比。
2. 使用纺织品制造商通常会按照一定的标准来测量条干不均匀率。
具体标准可能因不同类型的纺织品而异,但通常需要使用条干仪来测量,然后按照特定的计算公式计算条干不均匀率。
在测量之前,必须考虑到较好的外因条件。
这些条件包括:环境温度、湿度、旋转速度、测量仪器等。
省去这些条件,条干不均匀率可能受到一些干扰因素,影响测试结果。
在制造纺织品时,需要尽量保证条干均匀,以确保制成的产品满足质量标准。
如果条干不均匀,就会导致纱线或布料外观不良,手感差,甚至可能影响到耐用性和使用寿命。
因此,制造商需要不断优化生产过程,采取其他措施降低条干不均匀率。
总之,条干不匀率标准是一个重要的指标,可以帮助制造商测量和控制纺织品的条干均匀度。
通过使用标准测试方法和计算公式,可以确保制成的产品符合质量标准,并提高客户满意度。
浅析直接纬条干分析及措施
本文摘自再生资源回收-变宝网()浅析直接纬条干分析及措施条干:直接纬纱线在长片段上出现规律或不规律粗细不匀,连续分布于半只或整只管纱上,反映在布面上,称为条干。
一、粗节长度1—2m的条干不匀1、细纱机前皮辊绕花严重,影响同档皮辊的邻纱失压,形成条干不匀。
粗节的粗细不匀,表面较毛,在布面上一般长10——-20cm,绕花特别严重时也可作竹节疵布评分。
防治方法:加强质量宣传教育,遇有皮辊绕花现象时,将同档皮辊的邻纱拔出,检查条干是否恶化。
如条干不好,应在纱上划粉记,作二等纱处理。
二、粗节长度3cm左右的条干不匀1、细纱机上销弹簧失效、皮圈钳口控制纤维不良,形成条干不匀疵布,形态为粗细不匀、较毛、分布稀散,半只纬纱到整只纬纱都呈现条干不匀。
防治方法:提高平、揩车质量,平、揩车后应即检查上销弹簧状态。
2、细纱机下皮圈断裂或缺损、下皮圈内嵌有飞花团、下皮圈跑偏等,形成条干不匀疵布,其粗节较粗、较毛,在布面上比较密集,半只纬纱到整只纬纱都呈现条干不匀。
防治方法:加强专职把关与群众把关工作,逐锭目测、手摸检查下皮圈运转状态;手感不正常时,可取出皮圈架检查。
3、粗纱机集棉器裂损、嵌杂质,形成条干不匀疵布的粗节较毛、粗细不匀,在布面上分布更为稀散,半只纬纱到整只纬纱都呈现条干不匀。
防治方法:①经常检查集棉器有无裂损。
②做好粗纱机牵伸部分的清洁工作。
4、细纱机上皮圈老化、不清洁或皮圈小铁辊加油过多溢出而造成皮圈绕花(俗称“穿棉袄”),在牵伸过程中间歇地带入须条,形成条干不匀。
这种粗节头端稍毛而秃,尾端细匀而尖,在布面上分布稀散,半只纬纱以至整只纬纱都呈现条干不匀。
防治方法:①提高皮圈处理质量,缩短皮圈调换周期,防止皮圈老化。
②揩车时防止沾污皮圈,皮圈小铁辊加油不宜过多,纺制特细特棉纱时更应特别注意。
5、细纱机摇架销子脱出、隔距块缺少或用错,形成条干不匀疵布,其粗节均匀,连续性出。
隔距块失落,一般易出硬头。
防治方法:①日常加强检查,摇架销有无脱出。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
关于棉纱条干条干(英文:yarnlevelness)为纺织用语,即纱线、条子的主要线。
纱线、条子或粗纱沿轴向较短片段内粗细或重量的均匀程度,称为条干均匀度。
纺织品的质量与纱线条干均匀度密切有关。
细纱条干不好,纱线的强力便会降低并影响织物的强度。
而用不均匀的细纱织造时,在织物上会出现各种疵点和条档,影响外观质量。
一、对纺织的影响当半制品均匀度降低时,细纱的均匀度也相应降低;细纱条干不好,纱线的强力便会降低并影响织物的强度。
用不均匀的细纱织造时,在织物上会出现各种疵点和条档,影响外观质量。
针织生产对细纱均匀度的要求,一般比机织更为严格。
在针织加工中,细纱条干不匀或存在纱疵,会使正常的成圈过程受到破坏,有时还会引起断针。
在轮胎帘子线的制造中,细纱条干的过度不匀会在生产过程中出现螺旋疵现象,即邻近纱线互相缠绕,从而使加工过程和产品质量都受到影响。
此外,细纱条干不匀会使纺纱和织造的断头率提高,以至降低劳动生产率。
二、形成不匀的原因①由于纤维原料性质差异而形成纱条不匀。
各种天然纤维在长度、细度或其他性能方面都存在着不均匀性,经同一机械和工艺加工就会造成差异,形成不匀。
②由于纤维随机排列而产生纱条不匀。
根据短纤维纺纱原理,理想纱条可以假设由纤维随机排列而组成,这种随机排列的纱条具有一定的不匀率,称为随机不匀率,数值与纱条截面中平均纤维根数的平方根成反比,纤维根数少时随机不匀将增大。
③由于纺纱工艺参数选择不良而产生纱条不匀。
例如牵伸机构隔距、加压等工艺参数选择不当,造成对纤维运动控制不良,就会产生节粗节细现象,形成粗细不匀。
④由于纺纱机械缺陷所产生的纱条不匀。
如罗拉或皮辊偏心、齿轮缺损等,会使纱条产生明显的周期性不匀,常呈粗细起伏的波浪变化,波长较短的称短片段不匀,长的称长片段不匀。
一般,前纺机械产生的短片段不匀,由于牵伸变长,在纱线中呈现长片段不匀;细纱机上所产生的不匀,是短片段不匀。
三、条干的测定方法在纺纱生产中常用的条干不匀率测定方法,主要有切段称重法、黑板条干目测法和仪器检测法三种。
切段称重法可用于各道半制品和细纱;黑板条干目测法主要用于细纱;仪器检测法又可分为电容式检测和机械式检测两种。
电容式检测适用于条子、粗纱和细纱,机械式检测仅适用于条子和粗纱。
①切段称重法:把纱条按规定长度切段,并分别称重,然后计算不匀率。
所取的片段长度和片段数量,视实际生产情况和试验精度要求而定。
这个方法的缺点是耗费时间较多,对支数较低的前纺半制品只适宜测定较长片段的重量不匀率。
②黑板条干目测法:是生产中常用的检查和评定细纱条干水平的方法。
将细纱以相等的间隔均匀地绕在长方形(或梯形)黑板上,可以直观分析细纱不匀的构成情况,对照标样对细纱条干进行评级。
分级标准和取样评定方法各国有所不同。
黑板目测法对黑板规格、检验时光照、观察距离等均有一定要求。
③仪器检测法:电容式均匀度试验仪适用于测试各种短纤维纺制的条子、粗纱和细纱的条干不匀率。
对于长丝,须加装假拈装置以消除纱条“截面效应”(即由于纱条截面形态在检测电容槽间的变异而引起的检测误差)。
测试方法是使纱条通过电容极板中间,纱条片段的粗细引起电容变化,通过电子线路计算出纱条的不匀率。
在应用电容式均匀度试验仪时,应避免用高湿度或湿度不均匀的试样,以免发生过多的测试误差。
一般先将试样在标准温、湿度条件下(温度20±3℃;相对湿度65±3%)进行湿度平衡。
应用电容式均匀度仪测试纱条不匀率时,能同时测定细纱的细节、粗节和结杂数,此外,还能对纱条不匀的构成进行谱分析,画出波谱图,以显示纱条中显著周期不匀。
根据波谱图可以寻找各工序中产生疵病的原因,加以改善或排除。
应用电容式均匀度仪所测定纱条的不匀率,可用平均差系数不匀率U%值或均方差系数不匀率CV%值来表示。
机械式均匀度试验仪适用于测试条子和粗纱的条干不匀。
将条子或粗纱喂入一定规格的凹槽内,上面加有一定压力,测定纱条的厚度变化。
不匀率常用每米纱条内平均极差系数来表示。
因极差系数不能表示纱条不匀结构的组成,所以很少利用。
四、纱条不匀的组成由于测定方法的限制,试验片段长度总是有限的,设为L。
纱条总不匀率由CV(L)和CB(L)两部分组成。
CV(L)称内不匀率,是L长度纱条内的不匀率数值,以均方差系数表示。
纱条取样片段长度L值愈大,不匀出现的机率愈多,即CV(L)值随L增大而逐渐增高,并趋近于总不匀率CV(∞)值。
图1中CV(L)曲线经过原点,曲线在起始段对L值有近乎直线的关系,随着试样长度L进一步增大。
CV值的增长率逐渐减少。
对一般纱条,当所取试样长度在10米以上时,CV值已接近总不匀率定值。
CB(L)称外不匀率,为多根L长纱条间的平均重量均方差不匀率。
曲线形态和CV(L)曲线恰相反(图1)。
当L趋近于0时,CB(0)等于总不匀率,随着L增加,CB(L)逐渐趋向于0,即长片段间的不匀率随纱条片段长度增加而减少。
对取定试验片段长度为L时,同一纱条的内不匀率CV(L)、外不匀率CB(L)和总不匀率间存在着如下关系:[CV(L)]2+[CB(L)]2=[CV(∞)]2=[CB(0)]2。
各种纱条,包括细纱和前纺各工序的半制品,具有不同形态的CV)及CB(L)曲线。
纺纱过程中工艺参数的变化,尤其是并合数和牵伸倍数的变化,都导致曲线形态的相应变化。
五、纱条不匀的谱分析纱条不匀曲线可以假设为有许多周期性的波所组成,每一谐波有其波长和波谱,按波长对振幅作图,可以画出波谱图(图2)。
图中横坐标以波长的对数值表示,纵坐标表示周期不匀的平均振幅值。
理想纱条的波谱图中,最高峰振幅值的相应波长位于纤维平均长度2.7~3倍的位置上,相邻两频道的波长数值按等比级数排列,比例常数为1.15,即波谱图中横坐标的相邻两值,右面较左面的波长增加15%。
由于波谱图横坐标采用对数值,所以波谱曲线具有横向位移的特性。
纱条经牵伸后,如假定不引入附加不匀,则牵伸后纱条的波谱图可由原纱条的波谱图向右方位移一相应于牵伸倍数的距离而得到。
实际纱条中如存在因工艺因素所产生的牵伸波时,波谱图中呈现山峰形突起;如纱条中存在机械性缺陷所产生的周期性不匀,则在波谱图上相应波长处将叠加振幅,形成烟囱形突起。
所以,根据纱条波谱图的形态,可以确定产生疵点的原因,从而在实际生产中加以改善或排除。
1细纱条干均匀度的提高近年来,随着纺织技术的不断进步和发展,棉纱质量水平不断提升。
高档纺织品都对棉纱品质提出不断提高的要求,从2001年Usler统计值与1997年相比,棉纱各品质要求都有了一定的提高。
特别是细纱条干均匀度是成纱质量的一项重要指标,它不仅影响单纱强力及强力变异系数,还影响准备、织造断头和布面外观质量。
细纱工序是影响条干均匀度的关键工序,所以优化细纱工艺,降低成纱条干CV值是企业急待解决的质量问题。
1细纱牵伸形式对成纱条干的影响新型细纱机大都是气动加压、V型牵伸,前区工艺贯彻“三小”工艺,即小浮游区、小钳口隔距、小罗拉中心距,它的后区采用曲线牵伸,有较长的钳口握持距和较短的非控制区长度,既增大了后区摩擦力界强度,加强对须条的控制,又有对纤维长短不匀适应性好的特点,减小了位移牵伸产生的牵伸波。
2粗纱定量对成纱条干的影响由牵伸理论得知,牵伸倍数越大,附加不匀就越大,假如同号数细纱,喂人的粗纱特数越大,所需牵伸倍数越大,附加不匀也越大,对于新型V型牵伸,经过试验,粗纱定量可比传统牵伸大些。
对于传统的牵伸型式,随着粗纱定量的增大,细纱条干CV增大,粗节、棉结也随着增多。
而对于气动加压的V型牵伸来说,由于V型牵伸独特的附加摩擦力界设置,使控制纤维的能力大大加强,进入前牵伸区纱条的结构均匀度、纤维伸直度和紧密度较好,增大粗纱定量,细纱条干变化不明显,所以FA507型细纱机的粗纱定量可适当增大。
3牵伸工艺对成纱条干的影响牵伸工艺的配置应考虑牵伸工艺与牵伸机构的适应性以及牵伸工艺各参数间的相互配置,长期的生产实践和工艺试验是较好的工艺优选方法。
3.1前区工艺前区工艺主要包括前区罗拉隔距、钳口隔距、前胶辊加压等。
3.1.1前区罗拉握持距罗拉握持距的确定原则是在不损伤纤维并能保持牵伸力与握持力相平衡的条件下,偏小掌握为宜。
因为,前区握持距关系前区牵伸浮游区长度的大小,关系到握持力和牵伸力的配置,与成纱条干Cy值有着密切关系。
在传统工艺中前中罗拉中心距纺纯棉品种以43mm 居多。
近年来,国产新型细纱机在罗拉座下销棒支承形式上作了改进,前中罗拉表面隔距最小可达16.5mm,我们对FA507型细纱机的罗拉座做了改进试纺,最小表面距改为17.0mm,大大缩短了前区浮游区长度,有利于提高条干水平和条干CV值差异率的水平。
理论上,当原料和牵伸机构一定时,罗拉握持距与牵伸附加不匀间存在近似直线关系,因此,减小罗拉握持距,缩短浮游区,可使牵伸区变速点向前钳口靠拢,有利于改善成纱条干均匀度。
在生产中罗拉握持距比较难测量,所以用改变罗拉表面距来调整罗拉握持距,进行工艺优化试验.较小的前区罗拉隔距,使承担较大牵伸倍数的前牵伸区,减小了浮游区以及浮游纤维动程,从而使纤维移距偏差减小,提高了成纱的条干均匀度,这在纺纯棉品种,特别是纯棉普梳品种非常明显。
从表3可以看出前区罗拉握持距减小,细纱条干明显改善。
3.1.2采用小钳口为了使牵伸过程中纤维不过早提前变速,适当减小销子钳口是有利的,它可以改善前区纤维的伸直度。
常规品种使用的2.5~3.5mm五档中每档以0.25mm递增,档数调整比较细微,便于对不同品种和不同牵伸工艺的精细调整,以收到良好工艺效果。
3.1.3摇架加压胶辊加压是对须条产生足够的握持力,使牵伸能够正常进行的条件,FA507型细纱机,配气动加压,静压稳定可靠,加压充分调节方便。
我们通过试验,细纱摇架压力特别是前胶辊的压力大小,对成纱条干CV值的影响比较明显,不同胶辊压力纺CJ18.2rex纱的条干CV。
3.2后区工艺后区工艺主要包括后区牵伸倍数,后区中心距和粗纱捻系数等,这几项重要牵伸工艺参数需密切配合和合理配置,才能对成纱质量起到稳定和提高作用。
3.2.1粗纱捻度细纱的后区牵伸是简单罗拉牵伸,利用粗纱捻回产生的附加摩擦力界控制纤维运动是有效的。
当牵伸倍数较小,牵伸力较大时,后纤维对浮游纤维的控制力,大于前纤维对浮游纤维的引导力,纤维变速点前移而趋于稳定,当后牵伸倍数增大时,必须适当增加捻系数,使纱条紧密,摩擦力界强度增强,使纤维变速点前移而稳定。
但当后区牵伸倍数较大时即增大了引导力,削弱了控制力,使浮游纤维提早变速,从而恶化成纱条干,在针织纱工艺中,弹性牵伸作用强,不仅可防止喂人前牵伸区纱条紧密度差异增大,而且有利于捻回分布不匀的改善,对前区牵伸非常有利,所以针织纱工艺后区采用小牵伸和粗纱高捻度,经过后区牵伸后,牵伸须条带着一定数量的捻回进入胶圈牵伸区,前区牵伸纱条上的捻回还能作为胶圈牵伸区中间摩擦力界的补充,对牵伸纱条宽度有一定的控制作用,有利于对纤维运动控制,对提高成纱条干有利。