2021年多种液体混合控制
5 多种液体混合控制实训报告

多种液体混合控制实训一实训目的1. 掌握多种液体混合PLC控制的基本原理。
2. 掌握置位、复位指令的使用方法。
二实训器材1. 三菱可编程控制器实训装置1台2. 多种液体混合控制实训模块1个3. 计算机1台4. 编程电缆1根5. 连接导线若干三实训要求多种液体混合控制实训模块中C0、C1、C2、C3为液位传感器,分别代表液位C、液位B、液位A和液位底,由PLC控制V0、V1、V2三个液体进口阀门的开启,使A、B、C三种液体达到工艺规定的液面。
随后PLC控制加热器H和搅拌电机M的工作,当到达希望温度(C4代表温度传感器)时,PLC开启出料阀,从而完成一个周期的搅拌工作。
多种液体混合控制演示装置利用LED指示灯模拟各点的工作状态,电磁阀的开闭状态、传感器信号的有和无用LED指示灯的亮和灭状态来表示,搅拌电机工作用LED闪烁来表示,液面的上升和下降过程用定时器来模拟。
多种液体混合控制实训的控制要求:1. 初始状态各阀门关闭;2. 按下启动按钮,液位为底部,阀门V0打开,同时定时器开始计时,开始注入液体A;3. 2S后到达液位A,控制阀V0关闭,同时阀V1打开,注入液体B;4. 3S后达到液位B,控制V1关闭,同时阀V2,注入液体C;5. 3S后达到液面C,加热器和搅拌电机开始工作;6. 3S后温度达到设定值,搅拌和加热结束,阀V3打开,液面下降,C0、C1、C2、C3依次熄灭;7. 7S后液体放空,阀V3关闭,一轮结束,又从控制要求2开始循环。
8. 按下停止按钮,所有操作立即停止,所有指示灯全部熄灭。
四实训组成员名单组长:徐玄;实训组成员:胡建、费子威、王晓攀、郑婷婷;实训操作员:徐玄、郑婷婷;实训监护员:胡建;现象与结果记录员:费子威、王晓攀。
五实训步骤及注意事项1. 理解实训的原理及控制要求,列出I/O分配表。
2. 根据分配表编写实训程序。
3. 将编程电缆一端与PLC的编程接口相连,另一端与计算机串口连接。
多种液体混合控制

河南机电高等专科学校生产过程自动化专业综合实训报告多种液体混合控制系部: 自动控制系专业: 生产过程自动化班级:姓名:学号:成绩:二零一二年十二目录一、引言 (1)二、系统总体方案设计 (2)2.1系统硬件配置及组成原理 (2)2.2系统变量定义及I/O地址分配表 (5)2.3硬件系统接线图设计 (5)三、控制内容及程序设计 (6)3.1控制要求及内容 (7)3.2 PLC与上位监控软件通信 (8)3.3控制程序设计思路 ·························································错误!未定义书签。
四、结束语 (9)参考文献 (10)附录:带功能注释的源程序 (11)一、引言在工艺加工最初,把多种原料在合适的时间和条件下进行加工得到产品,一直都是在人监控或操作下进行的,在后来多用继电器系统对顺序或逻辑的操作过程进行自动化操作,但是现在随着时代的发展,这些方式已经不能满足工业生产的实际需要,实际生产中需要更精确、更便捷的控制装置。
随着科学技术的日新月异,自动化程度要求越来越高,原来的液体混合装置远远不能满足当前自动化的需要。
可编程控制器液体自动混合系统集成自动控制技术,计量技术,传感器技术等技术与一体的机电一体化装置。
多种液体混合装置的plc控制感悟
多种液体混合装置的plc控制感悟一、前言液体混合是工业生产中常见的工艺,而PLC控制则是现代化自动化生产中必不可少的一部分。
在多种液体混合装置中,PLC控制系统的作用尤为重要。
本文将从多种液体混合装置的PLC控制方面进行感悟与总结。
二、多种液体混合装置1. 搅拌桶式液体混合装置搅拌桶式液体混合装置是一种简单的混合设备,其原理是通过搅拌来实现不同液体之间的充分混合。
该设备通常由搅拌桶、电机、减速机等组成。
2. 管道式液体混合装置管道式液体混合装置是一种高效的混合设备,其原理是通过管道内流速较快的流动状态使不同液体之间充分混合。
该设备通常由管道、泵、流量计等组成。
3. 潜水泵式液体混合装置潜水泵式液体混合装置是一种适用于大型水处理厂和污水处理厂等场所的设备,其原理是通过潜水泵将液体抽到混合池中进行混合。
该设备通常由潜水泵、混合池、控制系统等组成。
三、PLC控制在液体混合装置中的应用1. 自动化控制PLC控制可以实现对液体混合装置的自动化控制,无需人工干预。
通过设置不同的程序和参数,可以实现不同液体之间的准确配比和精确计量。
2. 故障检测与报警PLC控制可以监测设备运行状态,一旦发生故障或异常情况,即可及时发出警报并停止设备运行,避免事故的发生。
3. 远程监控与管理PLC控制可以实现对液体混合装置的远程监控和管理。
通过网络连接,可以实时了解设备运行状态和生产情况,并进行远程操作和管理。
四、感悟与总结1. PLC控制是现代化自动化生产中必不可少的一部分。
在多种液体混合装置中,PLC控制系统的作用尤为重要。
2. 不同类型的液体混合装置适用于不同场所和不同工艺要求。
在选择设备时应根据具体情况进行选择。
3. 在液体混合装置的PLC控制方面,应注重设备的自动化控制、故障检测与报警以及远程监控与管理等方面的应用。
4. 在使用液体混合装置时,应遵守操作规程,保证设备正常运行和生产安全。
综上所述,多种液体混合装置的PLC控制在现代化自动化生产中具有非常重要的作用。
用PLC实现多种液体自动混合控制
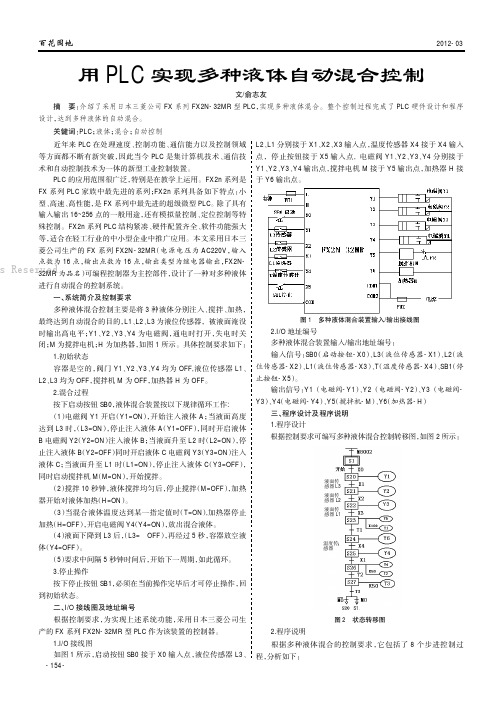
2012-03百花园地近年来PLC 在处理速度、控制功能、通信能力以及控制领域等方面都不断有新突破,因此当今PLC 是集计算机技术、通信技术和自动控制技术为一体的新型工业控制装置。
PLC 的应用范围很广泛,特别是在教学上运用。
FX2n 系列是FX 系列PLC 家族中最先进的系列;FX2n 系列具备如下特点:小型、高速、高性能,是FX 系列中最先进的超级微型PLC 。
除了具有输入输出16~256点的一般用途,还有模拟量控制、定位控制等特殊控制。
FX2n 系列PLC 结构紧凑、硬件配置齐全、软件功能强大等,适合在轻工行业的中小型企业中推广应用。
本文采用日本三菱公司生产的FX 系列FX2N-32MR (电源电压为AC220V ,输入点数为16点,输出点数为16点,输出类型为继电器输出,FX2N-32MR 为品名)可编程控制器为主控部件,设计了一种对多种液体进行自动混合的控制系统。
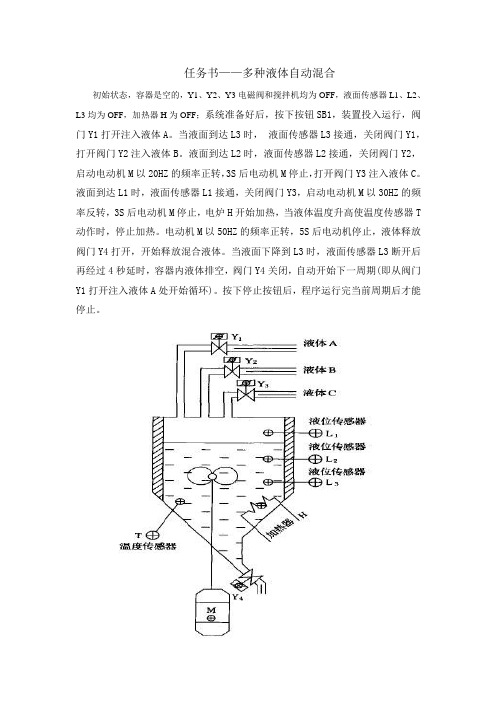
一、系统简介及控制要求多种液体混合控制主要是将3种液体分别注入、搅拌、加热,最终达到自动混合的目的,L1、L2、L3为液位传感器,被液面淹没时输出高电平;Y1、Y2、Y3、Y4为电磁阀,通电时打开,失电时关闭;M 为搅拌电机;H 为加热器,如图1所示。
具体控制要求如下:1.初始状态容器是空的,阀门Y1、Y2、Y3、Y4均为OFF,液位传感器L1、L2、L3均为OFF ,搅拌机M 为OFF ,加热器H 为OFF 。
2.混合过程按下启动按钮SB0,液体混合装置按以下规律循环工作:(1)电磁阀Y1开启(Y1=ON ),开始注入液体A ;当液面高度达到L3时,(L3=ON ),停止注入液体A (Y1=OFF ),同时开启液体B 电磁阀Y2(Y2=ON )注入液体B ;当液面升至L2时(L2=ON ),停止注入液体B (Y2=OFF )同时开启液体C 电磁阀Y3(Y3=ON )注入液体C ;当液面升至L1时(L1=ON ),停止注入液体C (Y3=OFF ),同时启动搅拌机M (M=ON ),开始搅拌。
第10章多种液体混合装置控制

5.关闭“启动”开关,在当前的混合液处理完毕后,停止操作。
三、程序流程图
四、I/O分配
PLC地址(PLC端子) 电气符号(面板端子)
功能说明
多种液体混合装置控制
多种液体混合装置控制
一、工艺要求
二、控制要求
1.总体控制要求:如面板图所示,本装置为三种液体混合 模拟装置,由液面传感器SL1、SL2、SL3,液体A、B、 C阀门与混合液阀门由电磁阀YV1、YV2、YV3、YV4, 搅匀电机M,加热器H,温度传感器T组成。实现三种液 体的混合,搅匀,加热等功能。
X00
SD
启动(SD)
X01
SL1
液位传感器SL1
X02
SL2
液位传感器SL2
X03
SL3
液位传感器SL3
X04
T
温度传感器T
Y00
YV1
进液阀门A
Y01
YV2
进液阀门B
Y02
YV3
进液阀门C
Y03
YV4
排液阀门
Y04
YKM
搅拌电机
Y05
H
加热器
主机COM、面板COM接电源GND
电源地端
主机COM0、COM1、COM2、COM3、COM4、COM5、 接电源GND
七、程序设计
电源地端
面板V+接电源+241.检查实训设备中器材及调试程序。 按照I/O端口分配表或接线图完成PLC与实训模块之间的
接线,认真检查,确保正确无误。 打开示例程序或用户自己编写的控制程序,进行编译,
PLC控制多种液体混合控制系统

掺混PLC控制系统摘要:可编程序控制器(Programmable controller)简称PLC,是近年来一种极为迅速,应用极为广泛的工业控制装置。
它是一种专为工业环境应用而设计的数字运行的电子系统,它采用可编程程序的存储器,用来存储用户指令,通过数字或模拟的输入/输出完成确定的逻辑顺序、定时、记数、运算和一些确定的功能来控制各种类型的机械或生产过程。
由于PLC的性能优越,兼具计算机的功能完备,灵活性强,通用性好和继电接触器控制简单易懂,维修方便等双重优点,形成以微电脑为核心的电子控制设备。
可编程序控制器技术在世界上己广泛应用,成为自动化系统中的基本电控装置PLC在现代工业生产和实际生活中有着广泛的应用,由于可编程控制器(PLC)具有编程软件采自易学易懂的梯形图语言、控制灵活方便、抗干扰能力强、运行稳定可靠等特点,现在的工业自动化生产控制多采用可编程控制器来实现。
该掺混控制系统,根据实际要求利用PLC的实时控制和顺序处理功能,完成系统控制,。
在本次论文中,给出了控制系统的硬件原理图,主电路图及软件设计。
关键词:可编程序控制器、存储器、计算机技术。
Hybrid Control System Implementedby Programmable Logical controllerAbstract:This design introduced the function and merits of the FX2N PLC,and electrical appliance linearize Control system which digital shouing has high efficiency ,low cost on the core o f FX2N PLC.Programmable controller short for PLC,it’s aspcial digital running electrican system which design for industry circumstances.It adopt programmable controller memory ,used for memory user’s instruction which through digital or analog’s input/ou tput to finish definitely function to control various machines or produce process.Because PLC has outstanding function, also has perfect function competence, plus flexibility better current use of computer’s Form electronic control equipment which core on microcomputer PLC control technology was used wide-ranging in world , become basic electricity control device in the Automation system PLC has extensive use in industry product of contemporary age and practice. Because PLC has so many merits, now industry products mostly adopt PLC to bring about . In fact the self control regular , but yell is random only use sequence control or logical control can’t satisfy the request of control . So this system adopts the control pattern which is of random logical ability .This control system , based on the request of practice adopts the PLC’s merits to finish the control of system; this thesis has the system’s scheme of hardware main circuit diagram and software design.Keywords: Programmable controller 、memory 、computer technology 。
多种液体自动混合控制程序

2、起动运行:
按下起动按钮SB1,电磁阀YV1打开(为ON状态), 注入液体A,达到一定高度(SQ2为ON)时,电磁阀YV1 关闭,同时电磁阀YV2打开,开始注入液体B,直到液面 传感器SQ1为ON状态,电磁阀YV2关闭,并启动搅拌机M, 10s后停止搅拌,电磁阀YV3打开,放出混合液体,当液 面降到一定高度(SQ3为ON)时,再经5s电磁阀YV3关闭, 容器放空。
I/O点分配如下:
三、硬件接线图
四、梯形图
一、控制要求
3、停止运行:
按下停止按钮SB2,在当前液体混合操 作完毕后,及I/O点分配
两种液体自动混合系统的动作顺序依次为: 电磁阀YV1打开→电磁阀YV1关闭、同时YV2打开→ 电磁阀YV2关闭、同时启动搅拌机M→停止搅拌机 M,同时电磁阀YV3打开→电磁阀YV3关闭。
PLC控制多种液体混合控制系统硬件电路设计

液位传 感器Leabharlann P L C主机 3 个
1台
监测液住 情况
控制 混料 过程
一 — — 婴 — — 歹 — — 鞠
一
O —
l
— —
卜
撇
搬
轧l
— — 凇
— — 翳
卜 珊
V2
搅拌 电机 厦配属接 触器
各 1台
充分混合 液体
就2 ,
的原料 自动混合系统 ,对于提 高劳动生产率具有重要的现实意 为断开 ,在 经过2 0 s 后,容器放空 ,混合液体 阀门Y V 3 关闭 ,接 义 。 着开始下一个循环操作。③停止操作 :按下停止按钮后 ,要处理
停止按钮 S B 2
S L 1液位传感器 S L 2液位传感器
S L 3 液 位 传 感 器
X 2 X 3
X 4
电磁问 Y V 3 电机 M ( K M )
Y 2 Y 3
表 2 液 体 混合 装置 输入 / 输 出地 址分 配
4 液 体 混合 装置 输入 / 输 出接线
图 1液 体 混合 装置 示 意 图
输入, 输出接线图如图2 。
I t X -2 N l 翻鼠
( 1 ) 所需 原 件 ( 表1 )。
f 主 要 原 件( 控 制 执 行 部 分 )
I
数 量
3个
作 用
黯 l
控制 液体进 出
肼 攥 ∞l
2 2
电磁 阀
M为搅拌机。另外还有控制 电动机的1 个交流接触器I ( = M。所有这 些元件的控制部属于数字量控制 ,可以通过引线与相应的控制系
多种液体自动混合装置的PLC控制讲解

2、 状态转移图及状态功能
第二步:绘制状态转移图 顺序控制若采用步进指令编程,则需根据流程图画出状态
二、项目介绍
由PLC控制的多种 液体自动混合装置,适 合如饮料的生产、酒厂 的配液、农药厂的配比 等。L1、L2、L3为液位 传感器,液面淹没时接 通,两种液体的流入和 混合液体放液阀门分别 由电磁阀YV1、YV2、 YV3控制,M为搅拌电动 机。
二、项目介绍
控制要求:
(1)初始状态。装置初始状态为:液体A、液体B阀 门关闭(YV1、YV2为OFF),放液阀门将容器放空 后关闭。 (2)启动操作。按下启动按钮SB1,液体混合装置 开始按下列规律操作。
转移图。状态转移图是用状态继电器(简称状态)描述的流程图。
状态元件是构成状态转移图的基本元素,是可编程序控制器的 元件之一。
2、 状态转移图及状态功能
状态可提供以下三种功能 : (1) 驱动负载。状态可以驱动M、Y、T、S等线圈。可以
直接驱动和用置位SET指令驱动,也可以通过触点联锁条件来
驱动。例如,当状态S20置位后,它可以直接驱动Y1。在状态 S20与输出Y1之间有一个联锁条件Y2。 (2) 指定转移的目的地。状态转移的目的地由连接状态之 间的线段指定,线段所指向的状态即为指定转移的目的地。 例如,S20转移的目的地为S21。
顺控设计法的设计步骤
功能表图的绘制 根据以上分析和被控对象工作内容、步骤、顺序和控 制要求画出功能表图。绘制功能表图是顺序控制设计法中 最为关键的一步。 功能表图又称做状态转移图,它是描述控制系统的控 制过程、功能和特性的一种图形。 功能表图不涉及所描述控制功能的具体技术,是一种 通用的技术语言,可用于进一步设计和不同专业的人员之 间进行技术交流。 各个 PLC 厂家 都 开发 了 相 应 的 功 能 表 图 , 各 国 家 也 都制 定 了 国 家 标 准 。 我 国 1986 年 颁 布 了 功 能 表 图 国 家 标 准 (GB6988.6-86)。
PLC基本技能实操——实训十二 多种液体混合装置控制

实训十二多种液体混合装置控制一、实训目的1.掌握上升沿/下降沿检出指令的使用及编程2.掌握多种液体混合装置控制系统的接线、调试、操作二、实训设备三、面板图四、控制要求1.总体控制要求:如面板图所示,本装置为三种液体混合模拟装置,由液面传感器SL1、SL2、SL3,液体A、B、C阀门与混合液阀门由电磁阀YV1、YV2、YV3、YV4,搅匀电机M,加热器H,温度传感器T组成。
实现三种液体的混合,搅匀,加热等功能。
2.打开“启动”开关,装置投入运行时。
首先液体A、B、C阀门关闭,混合液阀门打开10秒将容器放空后关闭。
然后液体A阀门打开,液体A流入容器。
当液面到达SL3时,SL3接通,关闭液体A阀门,打开液体B阀门。
液面到达SL2时,关闭液体B阀门,打开液体C阀门。
液面到达SL1时,关闭液体C阀门。
3.搅匀电机开始搅匀、加热器开始加热。
当混合液体在6秒内达到设定温度,加热器停止加热,搅匀电机工作6秒后停止搅动;当混合液体加热6秒后还没有达到设定温度,加热器继续加热,当混合液达到设定的温度时,加热器停止加热,搅匀电机停止工作。
4.搅匀结束以后,混合液体阀门打开,开始放出混合液体。
当液面下降到SL3时,SL3由接通变为断开,再过2秒后,容器放空,混合液阀门关闭,开始下一周期。
5.关闭“启动”开关,在当前的混合液处理完毕后,停止操作。
五、功能指令使用及程序流程图1.上升沿/下降沿检出指令使用上升沿/下降沿检出指令,仅在指定位软元件的上升沿或下降沿接通一个扫描周期。
2.程序流程图六、端口分配及接线图1.端口分配及功能表2.PLC外部接线图七、操作步骤1.检查实训设备中器材及调试程序。
2.按照I/O端口分配表或接线图完成PLC与实训模块之间的接线,认真检查,确保正确无误。
3.打开示例程序或用户自己编写的控制程序,进行编译,有错误时根据提示信息修改,直至无误,用SC-09通讯编程电缆连接计算机串口与PLC通讯口,打开PLC主机电源开关,下载程序至PLC中,下载完毕后将PLC的“RUN/STOP”开关拨至“RUN”状态。
多种液体自动混合装置

多种液体自动混合装置多种液体自动混合装置的PLC控制如图所示为三种液体混合装置,SQ1、SQ2、SQ3和SQ4为液面传感器,液面淹没时接通,液体A、B、C与混合液阀由电磁阀YV1、YV2、YV3、YV4控制,M为搅匀电动机,其控制要求如下:1.初始状态装置投入运行时,液体A、B、C阀门关闭,混合液阀门打开20s将容器放空后关闭。
2.起动操作按下启动按钮SB1,装置开始按下列给定规律运转:①液体A阀门打开,液体A流入容器。
当液面达到SQ3时,SQ3按通,关闭液体A阀门,打开液体B阀门。
②当液面达到SQ2时,关闭液体B阀门,打开液体C阀门。
③当液面达到SQ1时,关闭液体C阀门,搅匀电动机开始搅拌。
④搅匀电动机工作1min后停止搅动,混合液体阀门打开,开始放出混合液体。
⑤当液面下降到SQ4时,SQ4由接通变断开,再过20s后,容器放空,混合液阀门关闭,开始下一周期。
3.停止操作按下停止按钮SB2后,要将当前的混合操作处理完毕后,才停止操作(停在初始状态)试着随便找一种PLC编程实现时序中的功能:注:不限PLC类型,只要实现功能即可。
自动门控制系统:人靠近自动门时,感应器X0为ON,Y0驱动电动机高速开门;碰到开门减速开关X1时,变为低速开门;碰到开门极限开关X2时电动机停转,开始延时。
若在0.5s内感应器检测到无人,Y2起动电动机高速关门;碰到关门减速开关X4时,改为低速关门;碰到关门极限开关X5时电动机停转。
在关门期间若感应器检测到有人,停止关门,T1延时0.5s后自动转换为高速开门。
试着随便找一种PLC编程实现时序中的功能:注:不限PLC类型,只要实现功能即可。
工控求职面试题擂台每周一期每期两题,内容旨在服务于即将毕业的面临找工作的工控学子们,但是打擂者不限,只要求能给出完整的,尽可能的详细的答案即可,打擂者可以根据兴趣随便选择一题作答,也可两题一起做答,结果按较好题给分。
本期下周结贴。
奖项设置:一等奖1名:30MP,二等奖2名:20MP,三等奖3名:10MP,鼓励奖10名:30积分。
PLC多种 液体混合装置控制的设计
摘要本系统使用学校实验室中的三菱PLC的FX系列实现了对液体混合装置的自动控制要求。
同时控制系统利用仿真设备不仅能满足两种液体混合的功能,而且可以扩展其功能满足多种液体混合系统的功能。
提出了一种基于PLC 的多种液体混合控制系统设计思路, 提高了液体混合生产线的自动化程度和生产效率。
文中详细介绍了系统的硬件设计、软件设计。
其中硬件设计包液体混合装置的电路框图、输入/输出的分配表及外部接线;软件设计包括系统控制的梯形图、指令表及工作过程。
在本装置设计中,液面传感器和电阀门以及搅动电机采用相应的钮子开关和发光二极管来模拟,另外还借助外围元件来完成本装置。
整个程序采用结构化的设计方法, 具有调试方便, 维护简单, 移植性好的优点关键词:PLC ;液体混合装置;程序目录中文摘要 (Ⅰ)前言 (1)1、液体混合装置的原理及要求和任务 (2)1.1 原理 (2)1.2任务 (2)1.3要求 (2)2、基于PLC液体混合装置的硬件设计 (3)2.1液体混合装置图 (3)2.2外部接线图与操作面板 (4)2.3输入/输出装置 (5)3、基于PLC液体混合装置的软件设计 (6)3.1系统控制顺序功能图 (7)3.2系统控制梯形图 (8)结束语 (10)参考文献 (11)电气设备及元器件明细表 (12)前言在炼油、化工、制药等行业中, 多种液体混合是必不可少的工序, 组成部分。
以往常采用传统的继电器控制, 使用硬连接电器多, 可靠性差, 自动化程度不高。
当前国内许多地方的此类控制系统主要是采用DCS, 这是由于液位控制系统的仪表信号较多, 采用此系统性价比相对较好, 但随着电子技术的不断发展,PLC在仪表控制方面的功能已经不断强化。
用于回路调节和组态画面的功能不断完善, 而且PLC 的抗干扰的能力也非常强, 对电源的质量要求比较低。
目前已有许多企业采用先进控制器对传统接触控制进行改造, 大大提高了控制系统的可靠性和自控程度, 为企业提供了更可靠的先进控制器对传统接触控制进行改造, 生产保障, 所以PLC在工业控制系统中得到了良好的应用。
多种液体自动混合控制装置(三菱PLC)
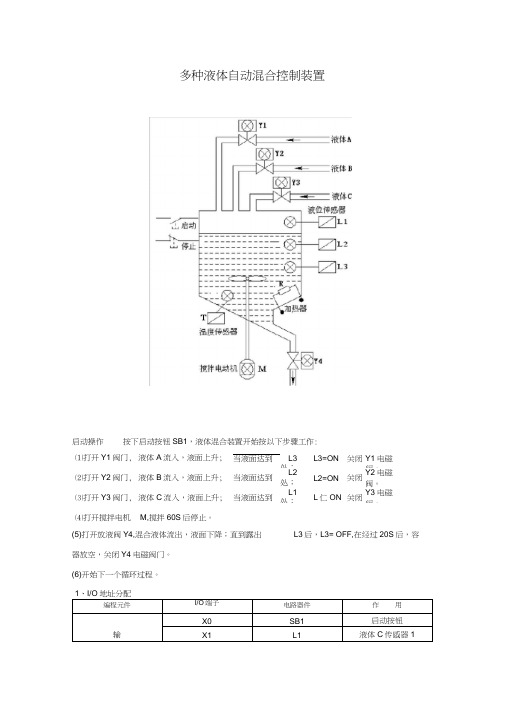
多种液体自动混合控制装置启动操作 按下启动按钮SB1,液体混合装置开始按以下步骤工作:(5)打开放液阀Y4,混合液体流出,液面下降;直到露出 器放空,关闭Y4电磁阀门。
(6)开始下一个循环过程。
1、I/O 地址分配编程元件I/O 端子电路器件 作 用输X0SB1 启动按钮 X1L1液体C 传感器1⑴打开Y1阀门, ⑵打开Y2阀门, ⑶打开Y3阀门, 当液面达到L3处; L3=ON 关闭 Y1电磁阀。
当液面达到L2处; L2=ON 关闭Y2电磁阀。
当液面达到L1处; L 仁ON 关闭Y3电磁阀。
⑷打开搅拌电机 M,搅拌60S 后停止。
L3后,L3= OFF,在经过20S 后,容液体A 流入,液面上升; 液体B 流入,液面上升; 液体C 流入,液面上升;入X2L2液体B传感器2X3L3液体A传感器3Y0Y1液体A电磁阀1输Y1Y2液体B电磁阀2Y2Y3液体C电磁阀3Y3Y4混合液排放电磁阀4出Y4KM控制搅拌电动机M3、PLC梯形图AO富胡肉肉民K口O1y22、PLC外部接线图13XCDD i IX003Y003 -i rf1 1 >1 JIrooo—II―KC031 1X002V003 -Lt*> 1KCD21 1XOOI Y003J rxtoi ?onn>1VOO1―—r002 TOX.—II——K—―~~------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------- c<TQVODD Jn. JIV0D2 )Y004K600Y004< Y003 )37 >:no3卄<T1 K6D{ END。
多种液体混合任务书
任务书——多种液体自动混合
初始状态,容器是空的,Y1、Y2、Y3电磁阀和搅拌机均为OFF,液面传感器L1、L2、L3均为OFF,加热器H为OFF;系统准备好后,按下按钮SB1,装置投入运行,阀门Y1打开注入液体A。
当液面到达L3时,液面传感器L3接通,关闭阀门Y1,打开阀门Y2注入液体B。
液面到达L2时,液面传感器L2接通,关闭阀门Y2,启动电动机M以20HZ的频率正转,3S后电动机M停止,打开阀门Y3注入液体C。
液面到达L1时,液面传感器L1接通,关闭阀门Y3,启动电动机M以30HZ的频率反转,3S后电动机M停止,电炉H开始加热,当液体温度升高使温度传感器T 动作时,停止加热。
电动机M以50HZ的频率正转,5S后电动机停止,液体释放阀门Y4打开,开始释放混合液体。
当液面下降到L3时,液面传感器L3断开后再经过4秒延时,容器内液体排空,阀门Y4关闭,自动开始下一周期(即从阀门Y1打开注入液体A处开始循环)。
按下停止按钮后,程序运行完当前周期后才能停止。
plc课程设计(多种液体自动混合装置的PLC控制)
摘要随着社会的不断发展和科学技术的不断提高,各种工业自动化不断升级,尤其是在工业上PLC的应用越来越广泛。
其中在生产的第一线有着各种各样的自动加工系统,其中多种原材料混合再加工,在工业上常常可见。
本次设计课题为“基于PLC的多种液体混合控制设计”,此设计以液体混合控制系统为中心,从控制系统的硬件系统组成、软件选用到系统的设计过程。
此次设计主要内容包括:工作过程分析,I/O分配,主电路,梯形图,流程图,指令表,接线图,程序分析等, 经过多次修改和调试,最终实现题目要求。
设计采用三菱FX2N-48PLC去实现设计要求。
关键词:自动控制 PLC 多种液体自动混合装置目录第一章概述1.1课题背景随着社会科学技术的不断发展,自动控制在人类活动的各个领域中的应用越来越广泛,它的水平已成为衡量一个国家生产和科学技术先进与否的一项重要标志。
在许多行业中,多种液体自动混合装置是必不可少的,而且也是其生产过程中十分重要的组成部分。
由于在某些生产要求中,要求系统要具有配料精确、控制可靠等特点,这也是人工操作所难以实现的。
所以为了达到生产要求,特别是要实现多种液体自动混合的目的,多种液体自动混合装置势必就是摆在我们眼前的一大课题。
随着PLC控制器的不断发展和计算机技术的不断提高,对原有液体混合装置进行技术改造,提出数据采集、自动控制、运行管理等多方面的要求。
设计的多种液体混合装置利用PLC可编程控制器可实现在混合过程中精确控制,提高了液体混合比例的稳定性、自动化程度,适合相关工业生产的需要。
1.2课题的意义与发展方向在工业生产中,把多种原料在合适的时间和条件下进行需要的加工得到产品一直都是在人监控或操作下进行的,在后来多用继电器系统对顺序或逻辑的操作过程进行自动化操作,但是现在随着时代的发展,这些方式已经不能满足工业生产的实际需要。
实际生产中需要更精确、更便捷的控制装置。
PLC一经出现,由于它的自动化程度高、可靠性好、设计周期短、使用和维护简便等独特优点,备受国内外工程技术人员和工业界厂商的极大关注,生产PLC的厂家云起。
多种液体混合控制系统设计

多种液体混合控制系统设计
液体混合控制系统可以应用于化工、制药、食品等领域,实现多种液体的混合控制。
下面介绍一种液体混合控制系统的设计。
系统组成:
液体混合控制系统由液体储罐、电动搅拌器、流量计、液位传感器、压力传感器、温度传感器、控制器等组成。
其中,液体储罐用于存放液体原料,电动搅拌器用于混合液体,流量计、液位传感器、压力传感器、温度传感器用于感知液体参数,控制器用于控制液体混合过程。
设计思路:
1. 液体储罐的设计:液体储罐应具备密封性、耐腐蚀性、耐压性等特点。
储罐顶部应设置进料口和出料口,同时应对储罐底部设置排液阀。
2. 电动搅拌器的设计:电动搅拌器应选用高效节能的电动机,并且应具备耐腐蚀性和耐磨损性。
搅拌器应采用切割式或框式搅拌方式,以确保混合效果。
3. 流量计的设计:流量计应根据液体的流量要求选用相应的流量计,同时应具备精度高、可靠性强等特点。
4. 液位传感器的设计:液位传感器应采用超声波传感器或者雷达传感器,以确保液体溢出或液位过低的情况不会发生。
5. 压力传感器的设计:压力传感器应选用可靠性高、精度高的传感器,以确保液体压力的精确监测。
6. 温度传感器的设计:温度传感器应选用高精度、响应速度快的传感器,以监测液体的温度变化。
7. 控制器的设计:控制器应考虑到混合液体的比例、搅拌时间、流量等参数进行控制,同时还应具备自动化控制的功能。
总结:
液体混合控制系统应根据液体的特性,选用合适的设备和传感器,并且结合控制器实现自动化控制,从而确保液体混合过程的精确控制。
多种液体自动混合装置的PLC控制毕业设计论文
多种液体自动混合装置的PLC控制毕业设计论文一、《多种液体自动混合装置的PLC控制毕业设计论文》本论文主要研究和探讨多种液体自动混合装置的PLC控制系统设计。
随着工业自动化的不断发展,液体的精确混合成为了许多工业生产过程中的关键环节。
多种液体自动混合装置作为一个高效、精确的液体混合解决方案,已经在多个领域得到广泛应用。
本文将从系统设计、PLC控制系统构建、程序设计等方面,对多种液体自动混合装置的PLC控制系统进行详细的阐述和探讨。
在现代工业生产过程中,液体的精确混合是一项至关重要的技术。
这不仅关乎产品质量,还涉及到生产效率和成本控制。
开发一种高效、精确的液体自动混合装置具有重要的实际意义。
PLC(可编程逻辑控制器)作为一种先进的工业控制装置,具有高度的灵活性和可靠性,被广泛应用于各种工业控制系统中。
本文将研究如何将PLC控制系统应用于多种液体自动混合装置中,以提高混合精度和效率。
多种液体自动混合装置主要由液体供应系统、混合系统、控制系统等部分组成。
液体供应系统负责提供需要混合的各种液体;混合系统则负责将各种液体进行混合;而控制系统则是整个装置的核心,负责控制液体的供应和混合过程。
在本设计中,我们将采用PLC作为控制系统的核心。
PLC控制系统主要由PLC控制器、触摸屏、传感器、执行器等部分组成。
PLC控制器是系统的核心,负责接收传感器信号,并根据预设的程序输出控制信号;触摸屏则用于显示混合过程的各种参数和状态,以及进行人工操作;传感器用于检测混合液体的各种参数,如液位、温度、浓度等;执行器则负责执行PLC控制器的控制命令,控制液体的供应和混合过程。
PLC控制系统的程序是系统的灵魂,它决定了系统的运行方式和性能。
在程序设计阶段,我们需要根据混合液体的要求和工艺过程,设计合适的控制算法和逻辑。
还需要考虑系统的安全性和稳定性。
在本设计中,我们将采用模块化程序设计方法,将系统划分为多个模块,每个模块负责一部分功能,这样不仅可以提高程序的清晰度,还可以方便后期的维护和修改。
多种液体混合控制系统设计之欧阳育创编
目录1 题目背景与意义11.1 课题背景11.2 课题意义12 设计题目介绍22.1 设计目的22.2 设计内容及要求33 系统设计方案43.1 PLC输入输出地址分配43.2 整体控制流程图54 系统硬件设计64.1 S7-300组态64.1.1 S7-300特点64.1.2 S7-300工作过程74.2 S7-300组成部件74.3 S7-300硬件组态步骤85 系统软件设计96 系统仿真调试96.1 WinCC组态96.2 触摸屏连接96.3 变量定义96.4 显示界面设置106.5 管理画面设置106.6 报警画面设置10设置超限报警值为100,具体操作如图6-9。
106.7 配方画面设置106.8 趋势图画面设置117 心得体会118 参考文献11附录121 题目背景与意义1.1课题背景在众多生产领域中,经常需要对贮槽、贮罐、水池等容器中的液位进行监控,以往常采用传统的继电器接触控制,这种控制方式自动化程度不高,使用的硬件设备多,不易连接,可靠性差。
目前已有许多企业采用先进控制器对传统控制器进行改造,大大提高了控制系统的可靠性和自控程度,为企业提供了更可靠的生产保障。
1.2 课题意义在炼油、化工、制药等行业中,多种液体混合是必不可少的程序,而且也是其生产过程中十分重要的组成部分。
但由于这些行业中多为易燃易爆、有毒有腐蚀性的介质,以致现场工作环境十分恶劣,不适合人工现场操作。
另外,生产要求该系统要具有配料精确、控制可靠等特点,这也是人工操作和半自动化控制所难以实现的。
所以为了帮助相关行业,特别是其中的中小型企业实现多种液体自动混合的目的,液体自动混合配料的自动控制程序就显得尤为重要。
对于本课题来说,液体混合控制部分是一个较大规模工业控制系统的改造升级,控制装置需要根据企业和设备现况来构成并需尽量用以前系统中的元器件。
对于人机交互方式改变后系统的操作模式应尽量和改造前的相似,以便于操作人员快速掌握。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
福建电力职业技术学院
欧阳光明(2021.03.07)
课程设计
课程名称:可编程控制课设
题目:多种液体混合装置
专业班次:电气
姓名:某某某
学号:
指导教师:
学期:
日期:
目录
福建电力职业技术学院i
课程设计i
引言1
第一章多种液体混合使用设备及硬件要求2
1.1课设内容2
1.1.1 课设目的2
1.2 课设设备2
1.2.1 面板图2
1.3 控制要求3
第二章多种液体混合装置软件设计4
2.1 程序流程图4
2.2 I/O地址分配及接线图4
2.2.1 I/O地址分配及功能表4
2.3 操作步骤5
2.4 系统调试8
2.4.1 调试问题一8
2.4.2 调试问题二8
总结9
参考文献10
引言
随着经济的发展和社会的进步,各种工业自动化的不断升级,在很多行业的工业现场都有多种液体混合装置的精确控制需要。
此次,我们小组设计的题目是“多种液体混合装置的PLC控制”。
本次设计是以三种液体混合为例,将三种液体按一定的比例混合,在加热搅拌后达到一定的温度才能将混合液体输出容器,从而达到精确的自动控制,此次设计主要内容包括:I/O分配,梯形图,接线图,电气原理图等,经过多次修改和调试,最终实现题目要求。
在此次课设中,我主要是负责画组态画面从而进行调试,同时在进行程序设计时遇到的问题和不足,最终我们通过自己的努力解决了问题。
关键词:多种液体混合装置,自动控制,PIC
第一章多种液体混合使用设备及硬件要求
1.1课设内容
多种液体混合装置在生产活动当作起着重要的作用。
本次课设主要对多种液体混合使用的结构原理、以及软件设置、PLC程序的编写和组态模拟等
1.1.1课设目的
1.掌握上升沿/下降沿检出指令的使用及编程
2.掌握多种液体混合装置控制系统的接线、调试、操作
1.2课设设备
图1-1 面板图
1.3 控制要求
1.总体控制要求:如面板图所示,本装置为三种液体混合模拟装置,由液面传感器SL1、SL2、SL3,液体A、B、C阀门与混合液阀门由电磁阀YV1、YV2、YV3、YV4,搅匀电机M,加热器H,温度传感器T组成。
实现三种液体的混合,搅匀,加热等功能。
2.打开“启动”开关,装置投入运行时。
首先液体A、B、C阀门关闭,混合液阀门打开10秒将容器放空后关闭。
然后液体A阀门打开,液体A流入容器。
当液面到达SL3时,SL3接通,关闭液体A阀门,打开液体B阀门。
液面到达SL2时,关闭液体B阀门,打开液体C阀门。
液面到达SL1时,关闭液体C阀门。
3.搅匀电机开始搅匀、加热器开始加热。
当混合液体在6秒内达到设定温度,加热器停止加热,搅匀电机工作6秒后停止搅动;当混合液体加热6秒后还没有达到设定温度,加热器继续加热,当混合液达到设定的温度时,加热器停止加热,搅匀电机停止工作。
4.搅匀结束以后,混合液体阀门打开,开始放出混合液体。
当液面下降到SL3时,SL3由接通变为断开,再过2秒后,容器放空,混合液阀门关闭,开始下一周期。
5.关闭“启动”开关,在当前的混合液处理完毕后,停止操作。
第二章多种液体混合装置软件设计2.1 程序流程图
图2-1 程序流程图
2.2 I/O地址分配及接线图
2.2.1 I/O地址分配及功能表
序号PLC地址(PLC端
子)
电气符号(面板端
子)
功能说明
1X00 SD 启动(SD)
2X01 SL1 液位传感器SL1 3X02 SL2 液位传感器SL2 4X03 SL3 液位传感器SL3 5X04 T 温度传感器T
6Y00 YV1 进液阀门A
7Y01 YV2 进液阀门B
8Y02 YV3 进液阀门C
9Y03 YV4 排液阀门10Y04 YKM 搅拌电机11Y05 H 加热器12主机COM、面板COM接电源GND 电源地端
13主机COM0、COM1、COM2、COM3、COM4、
COM5、接电源GND
电源地端
14面板V+接电源+24V 电源正端
2.2.2 PLC外部接线
图2-2 外部接线图
2.3 操作步骤
1.检查课设设备中器材及调试程序。
2.按照I/O端口分配表或接线图完成PLC与课设模块之间的接线,认真检查,确保正确无误。
3.打开示例程序或用户自己编写的控制程序,进行编译,有错误时根据提示信息修改,直至无误,用SC-09通讯编程电缆连接计算机串口与PLC通讯口,打开PLC主机电源开关,下载程序至PLC中,下载完毕后将PLC的“RUN/STOP”开关拨至“RUN”状态。
4.打开“启动”开关,SL1、SL2、SL3拨至OFF,观察液体混合阀门YV1、YV2、YV3、YV4的工作状态。
5.等待20S后,观察液体混合阀门YV1、YV2、YV3、YV4的工作状态有何变化,依次将SL1、SL2、SL3液面传感器扳至ON,观察系统各阀门、搅动电机YKM及加热器H的工作状态。
6.将测温传感器的开关打到ON,观察系统各阀门、搅动电机YKM及加热器H的工作状
态。
7.关闭“启动”开关,系统停止工作。
2.3.1 PLC程序
哈哈
2.4 系统调试
2.4.1 调试问题一
问题:实现两个开关控制YV4
解决:并联两个辅助继电器M10、M11,再与输出端Y3串联,在程序中分别控制M10、M11来控制Y3。
图2-6 程序图
2.4.2 调试问题二
问题:在操作过程中辅助继电器触发后一直连接,不能断开
解决:在辅助继电器M后串联上常闭开关,通过执行相关步骤来打开常闭开关,实现辅助继电器的断开。
图2-7 程序图
总结
专题设计是非常难得的一次理论与实践相结合的机会,通过这次“多种液体混合装置的PLC控制”的设计,让我们学到了更多的知识。
我们的设计原则主要是系统在保证安全、可靠、稳定、快速的前提下,尽量做到经济、合理、合用,减小设备成本。
控制由人工控制到自动控制,由模拟控制到微机控制,使功能的实现由一到多而且更加趋于完善。
从这两个星期的不断试验中,我们发现问题解决问题,让我们对可编程控制器这个词有了比较深层次的理解。
本次设计采用CPM2AH型PLC为载体,通过对方案选择,I/O 分配,工作过程分析,梯形图,指令表,接线图,电气原理图及情况说明, 并经过多次修改和调试,最终实现题目要求。
参考文献
1. PIC基础及应用教程秦春斌张继伟主编机械工业出版社
2.电气控制与可编程控制器技术史国生主编化学工业出版社
3.可编程控制器实验指导书张雪平。