无铅焊料的开发与应用修订版
无铅焊料Sn-Ag-Sb系列合金的研究与开发
品含铅_4。电子表面封装技术 的飞速发 展也提高 了对钎 料使 _] 3 .
用性能的要求 , 而在我 国, 铅钎料的研究 还处在刚刚起 步的状 无 态, 研制无铅钎料成为我 国电子工业界 的当务之急 。
面 对 现 实 巨 大 的 环 境 压 力 和 电子 产 业 的 飞 速 发 展 , 子 产 电
Re e r h a d De eo m e fS - - b Le d f e s d S l e s s a c n v l p nto n Ag S a —r eBa e o d r
YANG i Zh ,SU N n Yo g,W U i M n
( n nn iest fS in ea dTe h oo y Ke a o ao yo v n e a eil fYu ma o ic Ku m ig6 0 9 ) Ku rig Unv riyo ce c n c n lg , y L b rt r fAd a c dM tr so r n Prvn e, n n 5 0 3 a
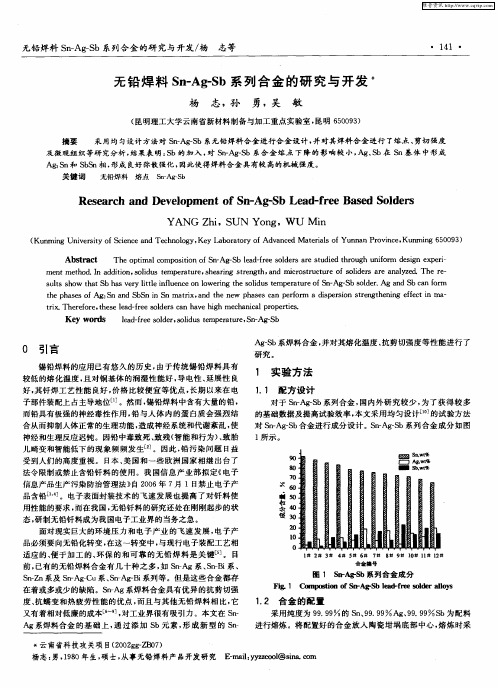
的基础数据及提高试验效率 , 本文 采用均匀设 计_1 _ 的试 验方法 l 。
对 S - gS 合 金进 行成分设计 。S - -b系列 合金成 分如 图 nA -b nAgS
1 示。 所
法令限制或禁 止含铅 钎料 的使 用 。我 国信 息产业 部拟定 《 电子
信息产 品生产 污染防治管理法》 20 自 0 6年 7 1日禁止 电子产 月
ti. e eo e te ela -res le sc n h v ih me h n clp o ete. rx Th rf r .h s d fe d r a a ehg c a ia rp ris e o
. o d
无铅焊料技术范文
无铅焊料技术范文传统的焊接方法主要采用铅锡合金作为焊料,然而铅是一种有毒物质,对环境和人体会产生不可忽视的危害。
因此,为了减少铅的使用并保证焊接质量,无铅焊料技术应运而生。
无铅焊料技术主要采用含锡合金作为焊料,代替了传统的铅锡合金。
与传统焊料相比,无铅焊料具有以下优点:首先,无铅焊料技术可以减少环境污染。
铅是一种有害物质,长期使用铅焊料会导致大量的铅被释放到环境中,对土壤、水源和空气产生污染。
而采用无铅焊料,则可以有效减少环境污染,保护生态环境。
其次,无铅焊料技术符合国际环保法规。
随着环境保护意识的增强,各个国家都对铅的使用进行了限制。
采用无铅焊料技术,可以避免因铅使用不符合法规而遭受国际贸易壁垒的限制,有利于企业竞争力的提升。
再次,无铅焊料技术可以提高焊接质量。
无铅焊料的熔点较高,粘度较小,可以减少焊接过程中的氧化现象,提高焊接质量。
此外,无铅焊料还具有较好的电性能和机械性能,可以满足高质量的焊接需求。
此外,无铅焊料技术的应用范围也越来越广泛。
无铅焊料不仅适用于常见的电子元器件的焊接,如电容器、电阻器和集成电路等,还适用于微细组件的焊接,如贴片元器件和微型化封装元器件等。
无铅焊料技术还可以应用于电子组装领域,如印制电路板的组装和连接等。
然而,无铅焊料技术也面临一些挑战。
首先,无铅焊料的熔点较高,在焊接过程中需要使用较高的温度。
这对于电子组件和器件来说可能产生一定的风险,需要通过改进焊接工艺来保证焊接质量。
其次,无铅焊料的成本较高,需要投入一定的资金进行研发和生产。
这对于一些中小企业来说可能是一个难点,需要积极寻找解决方案。
总之,无铅焊料技术是一种具有环保、节能、安全、高效等特点的焊接技术。
无铅焊料技术的应用可以有效地减少环境污染,符合国际环保法规,提高焊接质量,并且在电子组装领域具有广阔的应用前景。
不过,无铅焊料技术也面临一些挑战,需要通过改进工艺和降低成本等措施来推广应用。
无铅钎焊技术的发展与应用案例分析

无铅钎焊技术的发展与应用案例分析近年来,无铅钎焊技术的发展引起了人们的广泛关注。
随着人们环保意识的增强以及国际环保法规的不断升级,无铅钎焊技术已成为电子制造业发展的趋势和必然选择。
本文将从无铅钎焊技术的历史发展、优点、应用案例等几个方面进行探讨。
一、无铅钎焊技术的历史发展无铅钎焊技术起源于1990年代初,在美国军方和电子行业中推广。
20世纪90年代初期,欧洲联盟已经开始着手禁用铅制品,1992年美国的著名电子公司Intel公司提出了无铅钎焊技术,随后日本、欧盟等地电子行业也积极响应。
由此可见,禁用铅制品和开展无铅钎焊技术推广已成为全球环保发展的一项必然趋势。
二、无铅钎焊技术的优点1. 健康环保:铅是一种有毒有害物质,长期接触容易引起多种疾病,尤其是对儿童和女性尤其危险。
无铅钎焊技术能够降低对工人和消费者的安全风险,同时减少对环境的污染,有利于生态环保。
2. 耐腐蚀:无铅钎焊后产生的连结被证明具有更强的耐腐蚀性能,能够更好地适应各种极端工作环境。
3. 可靠稳定:传统的铅钎焊技术易产生晶间腐蚀、热膨胀系数不匹配等问题,而无铅钎焊技术能够避免这些问题,提高了电子产品的性能和可靠性。
三、无铅钎焊技术的应用案例1. 汽车电子:汽车电子是当今汽车工业的重要组成部分,为了保障汽车电子的性能和可靠性,必须采用高质量的无铅钎焊技术。
例如近年来研发的高效率电磁兼容(EMC)无铅钎焊技术应用于汽车座椅控制器的制造,能够满足汽车行业对无铅钎焊技术的高要求。
2. 智能手机:智能手机作为一种高科技产品,其制造要求非常严格,无铅钎焊技术在智能手机制造中得到广泛应用。
例如富士康的一款iPhone 6后盖组件模组,采用了无铅钎焊技术,使得产品更加坚固,生产效率也更高。
3. 工业自动化:现代工业生产已经实现了自动化和数字化,工业产品对无铅钎焊技术的要求也越来越高。
例如光电探头产品采用无铅钎焊技术,能够提高产品的稳定性和可靠性,大幅增加产品的寿命。
无铅焊料研究报告综述
无铅焊料研究报告综述无铅焊料是一种替代传统有害铅族元素的焊接材料。
由于铅的毒性和环境污染问题,无铅焊料的研究和应用已经成为焊接领域的一个热门话题。
本综述将对无铅焊料的研究现状进行概述,并讨论其应用前景。
一、研究背景无铅焊料的研究起源于对铅的环境和健康问题的关注。
传统的铅焊料在焊接过程中会释放出有害物质,对人体健康和环境造成潜在风险。
随着环境保护意识的提高,研究人员开始寻找无铅的替代品,以减少对环境和人体的伤害。
二、无铅焊料类型目前,无铅焊料的研究主要集中在两个方面:无铅钎料和无铅焊丝。
无铅钎料是一种用于电子元器件和微电子封装的焊接材料,其主要成分是镍,银和锡等无铅合金。
无铅焊丝则适用于半导体和电子组件的焊接,广泛用于电子设备制造和汽车行业。
三、无铅焊料的特点与传统的铅焊料相比,无铅焊料具有以下几个显著的特点:1.环保:无铅焊料不会释放有害的铅元素,对环境和人体健康无毒害性,符合环保要求。
2.可靠性:无铅焊料能满足组件焊接的可靠性要求,其焊缝强度和抗热冲击性能优于传统铅焊料。
3.经济性:由于铅焊料的成本逐渐增加,无铅焊料因其可再生性而具有更低的成本。
四、无铅焊料的研究进展在无铅焊料的研究中,研究人员主要关注材料的性能和工艺优化。
针对无铅钎料,目前的研究主要集中在改善焊缝强度和抗热冲击性能,提高焊接质量。
而对于无铅焊丝,研究人员主要致力于提高其润湿性和可焊性,以满足高要求的焊接工艺。
五、无铅焊料的应用前景随着环保意识的提高和环境保护法规的加强,无铅焊料将逐渐取代传统铅焊料成为焊接领域的主流材料。
虽然无铅焊料在性能和工艺上仍存在一些挑战,但其广泛应用的前景是十分乐观的。
尤其是在电子设备制造、汽车行业和航空航天等高端领域,无铅焊料将成为必备的焊接材料。
六、总结无铅焊料的研究和应用是一个具有重要意义的课题。
其环保性和可靠性使得无铅焊料成为未来焊接材料的重要发展方向。
然而,目前研究仍面临一些挑战,如材料性能和工艺优化等。
无铅焊料的新发展

2 27
兀铅焊料应该具 备 锡铅体系焊料大体相 同的特 } , 具体 目标 如 下 : i l
的价格等优点而得 到广泛使用 。无铅焊料是利用锡与
其 它金 属如 铜 、铋 、银 等金属 的 合金 在共 晶点 或非
别是 欧美 、日本等 一些 发达 国 家在无 铅化 的研究 和
收稿日期: 0 50 -5 20 -80
一
6一
维普资讯
鲜 飞 :无铅焊 料的新发爬
.
la -r es l e s e ily i e e t a sa ei to u e e d fe o d re p cal nr c n r r n r d c d,t ed s a i e we nc re t v l p d Le d fe ye h ip rt b t e u r n eo e a —r e y de
世 界各 国都纷 纷 开展无铅 焊料 的研 究工作 。特
2 无铅焊料的介绍
传 统锡 铅焊料 ,它是 利用 S 6 P 3 n 3b 7为锡 铅低 共 熔 点 ,其 共 晶温度是 l 3 ,与 目前 P B 的耐热性 8℃ C
能 接近 ,并且 具 有 良好 的可焊 性 、导 电性 以及 较低
需进 一步加 强研 究与开发 。
关键 词 : 焊接 ;无 铅 焊 料 ; 电子 组 装
中图分类号 :T 0 . N3 59 4
文献 标识 码 :A
文章 编号 :1 8 -0 0 ( 0 6) 40 -4 6 11 7 2 0 0 -60
Th w v l pm e Le d-r e So de s e Ne De e o nti n a f e l r
应用 上 非常重 视 ,已经 走 在世 界前 列 。二 十世 纪末
无铅焊料的开发应用动向

无铅焊料的开发应用动向近年来,环保意识的提高和环境法规的持续加强,推动了无铅焊料的开发和应用。
无铅焊料作为一种替代传统铅基焊料的新型焊料,已经在电子制造业得到了广泛应用。
本文将介绍无铅焊料的定义、发展历程及其在电子制造业中的应用动向。
一、无铅焊料的定义与发展历程无铅焊料是指不含铅或铅含量极低的一种焊接材料。
由于传统铅基焊料存在环境污染、对人体健康有害的问题,因此,发展无铅焊料成为了一个重要的研究方向。
随着环保意识的提高和相关环境法规的出台,国际上逐渐出现了一系列限制铅含量的环保法规,如欧盟的RoHS指令和中国的《电子信息产品污染控制管理办法》等。
这些法规的推动下,无铅焊料的研发和应用取得了快速发展。
二、无铅焊料在电子制造业中的应用动向1. 电子产品制造领域无铅焊料在电子产品制造领域的应用越来越广泛。
以电路板焊接为例,无铅焊料的应用可以减少环境污染和人体健康风险,同时提高焊接质量和可靠性。
许多电子制造企业已经将无铅焊料作为标准配方使用,并逐步淘汰传统的铅基焊料。
2. 高可靠性领域在一些对焊接质量要求极高的领域,如航空航天、国防军工等,无铅焊料的应用也越来越受到关注。
无铅焊料具有良好的耐用性、高温性能和电气特性,能够满足这些高可靠性领域的需求。
3. 焊接设备的发展随着无铅焊料的广泛应用,专门针对无铅焊料的焊接设备也得到了快速发展。
例如,无铅焊料需要较高的焊接温度,因此,烙铁、焊接炉等设备的设计和加热元件的选择都需要做出相应的调整。
4. 新型无铅焊料的研发除了传统的无铅焊料,还有一些新型无铅焊料正在研发中。
例如,基于锡合金的无铅焊料,通过添加其他元素,如铜、锑等,可以改善焊接性能和可靠性。
这些新型无铅焊料的研发将进一步推动无铅焊料的应用发展。
总结:无铅焊料作为一种环保、安全的焊接材料,在电子制造业中的应用正在不断扩大。
随着环境法规的落地和电子产品制造行业的需求增长,无铅焊料的开发与应用将持续推进。
同时,焊接设备的改进和新型无铅焊料的研发也将为无铅焊料的应用提供技术支持和创新动力。
SnAg基无铅焊料的研究与发展
Sichuan Nonferrous Metals
Sn—Ag基元铅焊料的研究与发展+
曹昱,易丹青,王颖+,卢斌,杜若昕
(中南大学材料科学与T程系湖南长沙410883) (*河南省工业学校河南郑州450002)
【摘要】研究开发无铅焊料是我国电子材料行业面临的新课题,Sn-Ag系 是一种有希望替代铅焊料的无铅焊料。本文综述了该合金系研究的主要成果, 包括微观组织、焊料与基体的相互作用、拉伸和剪切性能、疲劳性能髓蠕变性能, 指出了此合金系作为软钎焊材料尚待解决的问题。采用舍金化、基体涂层、发展 新焊剂等手段可使该合金系发展为较理想的无铅焊料。
*收稿同期:2001 02—15
万方数据
6·
2001年第3期
铅制品的生产使用也会有越来越严格的限 制,许多大城市已经明令禁止使用含铅汽 油就是一个很好的例子。以先进的材料取 代原有的sn—Pb焊料势在必行。
国外近年来对二元无铅焊料进行了较 深入广泛的研究,采用的方法都是用另外 一种组元取代sn。Pb共晶合金巾的Pb,研 究的体系有i 7-…J:Sn—Bi系、sn—Ag系、Sn— h系、Stt-Ztx系、Sa-Sb系等。共晶Sn-Ag 焊料对电子T业是很有吸引力的,研究表 明在焊料中,该共晶焊料的剪切强度、蠕变
●共晶组织.A93Sn金属间化合物分布 在基本上是纯sn的基体上,A93Sn颗粒与 基体sn之问存在特定的晶体学取向关系:
{012}№,sJ/I 111}sn;(100)旭岛//
(110}sn㈨。
●由于基体Cu溶人,焊缝中形成 Cu6Sn5枝晶。
●焊料/基体界面上形成Cu Sn金属 间化台物层,近铜侧为(:u,sn,近焊料侧为
Central South¨liz℃rsity,Cha Tigsha,Fm,Ⅵn 4 10083,China) t*Industry SchoozofHenanProvince,ZkengJzou。Henan,450002,(强ina]
无铅焊料研究报告
无铅焊料研究报告一、引言随着环境保护意识的提高,无铅焊料逐渐成为电子行业的主流选择。
与传统的含铅焊料相比,无铅焊料的优点在于环保、健康和性能优越。
本报告将对无铅焊料进行研究并进行详细分析。
二、无铅焊料的定义无铅焊料是一种不含铅成分的焊料,可以用于电子组装和其他焊接应用中。
它通常包含其他金属合金,如锡、银、铜等,以及一些添加剂来提高焊接性能和可靠性。
三、无铅焊料的环境优点1.减少有害物质释放:传统的含铅焊料在焊接过程中会释放大量有害的铅蒸汽和焊接烟尘,对工人和环境造成危害。
无铅焊料可以减少有害物质的释放,降低环境污染。
2.节约资源:传统的含铅焊料需要大量的铅资源,而铅是一种有限资源。
无铅焊料可以减少对铅的需求,节约资源成本。
四、无铅焊料的健康优点1.降低铅中毒风险:含铅焊料在长期使用过程中,工人可能会受到铅中毒的风险。
铅中毒对健康造成严重影响,甚至可能导致中枢神经系统的损伤。
使用无铅焊料可以有效降低铅中毒风险,保护工人的健康。
2.提高室内空气质量:传统的含铅焊料在焊接过程中会释放有害的铅蒸汽和烟尘,影响室内空气质量。
使用无铅焊料可以改善室内空气质量,保证工作环境的舒适和健康。
五、无铅焊料的性能优点1.良好的焊接性能:无铅焊料在焊接过程中具有良好的可湿润性和流动性,使焊接表面更均匀,提高焊接质量和可靠性。
2.减少焊接温度:无铅焊料可以在较低的焊接温度下完成焊接,减少热量对基板和元器件的影响,避免焊接变形和损坏。
六、无铅焊料的应用领域无铅焊料广泛应用于电子行业的各个领域,包括电子组装、电子焊接、电子维修等。
在现代电子产品中,大多数电子设备都选择使用无铅焊料。
七、无铅焊料的研究进展1.新型合金研发:研究人员正在不断开发新型无铅焊料合金,以改善焊接性能和可靠性。
2.焊接工艺优化:研究人员还在研究如何优化无铅焊料的焊接工艺,使其更适合不同类型的焊接需求。
八、结论无铅焊料作为一种环保、健康和性能优越的焊料,在电子行业中得到广泛应用。
1 无铅焊料的开发应用动向
无铅焊料的开发应用动向一、无铅焊料的开发应用动向1.1 对铅的使用限制规定和欧美的研究开发动向二十世纪九十年代初,由美国国会提出了关于铅的使用限制法案(HR2479—Lead Based Paint Hazard Abatement Trust Fund Act,S-1347-LLead Abatement Trust Fund Act,S-729-Lead Exposure Reduction Act)并由NCMS(National Center for Manufacturing Sciences ) 提出Lead Free Solder Project等进行无铅焊料的研究开发活动。
表1.1 是以欧美为代表的进行无铅焊料开发的设计方案,对无铅焊料的研制,在当时的情况下,发挥了相应的先导作用。
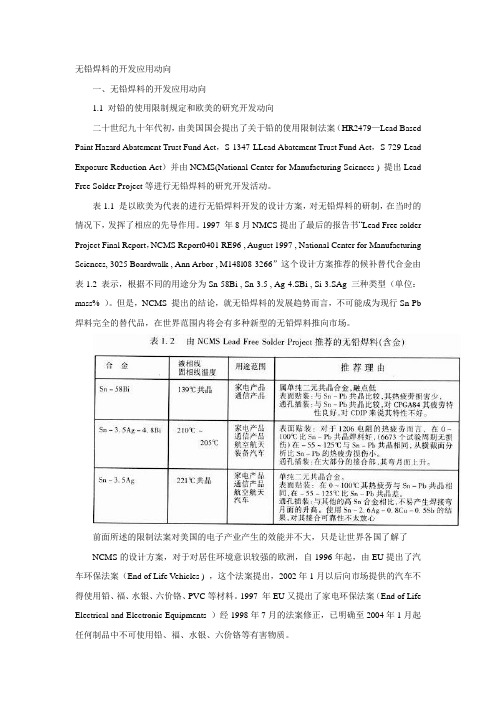
1997 年8月NMCS提出了最后的报告书“Lead Free solder Project Final Report,NCMS Report0401 RE96 , August 1997 , National Center for Manufacturing Sciences, 3025 Boardwalk , Ann Arbor , M148l08-3266”这个设计方案推荐的候补替代合金由表1.2 表示,根据不同的用途分为Sn-58Bi , Sn-3.5 , Ag-4.SBi , Si-3.SAg 三种类型(单位:mass% )。
但是,NCMS 提出的结论,就无铅焊料的发展趋势而言,不可能成为现行Sn-Pb 焊料完全的替代品,在世界范围内将会有多种新型的无铅焊料推向市场。
前面所述的限制法案对美国的电子产业产生的效能并不大,只是让世界各国了解了NCMS的设计方案,对于对居住环境意识较强的欧洲,自1996年起,由EU提出了汽车环保法案(End of Life Vehicles ) ,这个法案提出,2002年1月以后向市场提供的汽车不得使用铅、福、水银、六价铬、PVC等材料。
电子产品中的无铅焊料及其应用与发展

第 7卷 , 8期 第
、 1 NO 8 , 7 0
电
子
与
封
装
总 第 5 期 2
20 0 7年 8月
ELECTRONI CS & P ACKAGI NG
~ -
一
、
封. 、 _ “装 ll试l : 2 ¨ 与 | l l 装 纽 测
电子产 品中的无铅焊料及 其应 用与发展
苏佳 佳 ,文建 国
(. 1广东工程 职业技术学 院 ,广州 5 0 2 ;2广东工业大 学 ,广州 150 . 50 0 1 0 6)
摘
要 :由于传统焊接技术使用的 s -b焊料 中的铅会对环境造成污染而被 禁止使 用,近年来无铅 焊 nP
料成为 了研 究热点。 中介绍 了运 用于电子产品 中的无铅焊料 的发展背景 、 文 特点及要求。 据应 用温度 根
Ab t a t sr c :Du o t e d sr e o e v r nme t t e s l e so 。 i h h v e n u e nta to a et h e toy d t n io n , h o d r fSn Pb wh c a e b e s d i r di n l i
H a a dAb t me t u t n t S- 4 - a z ae n s r Tr Fu dAc 1 7 Le dAbae 3 t・
.
fcuigS i c s L a r od r r et atr ce e ) edFe S le o c 等进行无 n n e Pj 铅焊料的研究开发活动 。 目前 ,研究替代 s - b nP 焊料 的无铅焊料主要集 中在 S - 、S - i nZ 几种合 nAg nB 、S ・ n 金焊 料上 …。
SnAg基无铅焊料的研究与发展
*收稿同期:2001 02—15
万方数据
6·
2001年第3期
铅制品的生产使用也会有越来越严格的限 制,许多大城市已经明令禁止使用含铅汽 油就是一个很好的例子。以先进的材料取 代原有的sn—Pb焊料势在必行。
国外近年来对二元无铅焊料进行了较 深入广泛的研究,采用的方法都是用另外 一种组元取代sn。Pb共晶合金巾的Pb,研 究的体系有i 7-…J:Sn—Bi系、sn—Ag系、Sn— h系、Stt-Ztx系、Sa-Sb系等。共晶Sn-Ag 焊料对电子T业是很有吸引力的,研究表 明在焊料中,该共晶焊料的剪切强度、蠕变
2焊料一基体的相互作用
除了润湿现象外,焊料、基体之间的相 互作用还包括形成金属间化合物层,基体 金属溶人焊缝。这些相互作用会影响最终 焊接接头的nJ靠性。 2.1金属间化合物的形成
住钎料/基体界面七,Sn和共晶sn— Ag、Sn—Bi都形成相同的金属州化台物。 焊接基体为cu时,近基体侧为cu;sn相, 近焊料侧为Cu6Sn5:16,18’23l,舨儿乎不能 进入金属』日j化合物层,焊料为Sn一3.SAg 时,cu—sn金属问化合物中的银含量小于 1%。当基体为Ni时,主要形成 NilSn4[”·“j,也有NilSnz和亚稳相 NiSn3。Ni基体上形成金属问化合物的速 度低于Cu基体。通过热力学汁算可预测 Cu和各种焊料合金的界面反应产物L2“。
●共晶组织.A93Sn金属间化合物分布 在基本上是纯sn的基体上,A93Sn颗粒与 基体sn之问存在特定的晶体学取向关系:
{012}№,sJ/I 111}sn;(100)旭岛//
(110}sn㈨。
●由于基体Cu溶人,焊缝中形成 Cu6Sn5枝晶。
●焊料/基体界面上形成Cu Sn金属 间化台物层,近铜侧为(:u,sn,近焊料侧为
最新整理无铅焊料的开发应用动向.doc

一、無鉛焊料的開發應用動向1.1 對鉛的使用限制規定和歐美的研究而開發動向二十世紀九十年代初,由美國國會提出了關於鉛的使用限制法案(HR2479-Lead Based Paint Hazard Abatement Trust Fund Act,S-1347-Lead Abatement Trust Fund Act,S-729-Lead Exposure Reduction Act),並由NCMS(the National Center for Manu facturing sciences)Lead Free Solder Project等進行無鉛焊料的研究開發活動。
表1.1是以歐美為代表的進行無鉛焊料開發的設計方案,對無鉛焊料的研制,在當時的情況下,發揮了相應的先導作用。
20xx年8月NCMS提出了最後的報告書“Lead Free Solder Project,Final Report,NCMS Report 0401 RE 96,August 20xx,National Center for Manufacturing Sciences,3025 Boardwalk ,Ann Arbor,M148108-3266”這個設計方案推薦的候補替代合金由 1.2表示,根據不同的用途分為Sn-58Bi,Sn-3.5Ag-4.8Bi,Si-3.5Ag三種類型。
(單位:mass%)但是,NCMS提出的結論,就無鉛焊料的發展趨勢而言,不可能成為現行Sn-Pb焊料完全的替代品,在世界範圍類將會有多種新型的無鉛焊料推向市場。
表1.1 世界范围类无铅焊料的开发动向表1.2 由NCMS Lead Solder Project推薦的無鉛焊料(含金)前面所述的限制法案對美國的電子產業產生的效能並不大,只是讓世界各國了解了NCMS的設計方案,對於對居住環境意識較強的歐洲,自20xx年起,由EU 提出了汽車環保法案(End of Life Vehicles),這個法案提出,20xx年1月以後向市場提供的汽車不得使用鉛、鎘、水銀、六價鉻、PVC等材料。
自适应无铅焊料的开发与研究

自适应无铅焊料的开发与研究
韦晨;刘永长;韩雅静;沈骏
【期刊名称】《材料导报》
【年(卷),期】2006(020)003
【摘要】可靠性是电子工业发展所面临的最大难题.随着对无铅焊料的深入研究,消除金属间化合物对焊点机械性能的不利影响,及解决由于印刷电路板与电子材料间的热膨胀系数不同所产生的、在热循环过程中出现的热疲劳现象,都是提高可靠性的途径.提出了开发自适应无铅焊料解决上述问题,阐述了制备自适应无铅焊料的可行性,并展望了此种焊料的良好应用前景.
【总页数】4页(P119-121,131)
【作者】韦晨;刘永长;韩雅静;沈骏
【作者单位】天津大学材料科学与工程学院金属材料系,天津,300072;天津大学材料科学与工程学院金属材料系,天津,300072;天津大学材料科学与工程学院金属材料系,天津,300072;天津大学材料科学与工程学院金属材料系,天津,300072
【正文语种】中文
【中图分类】TB3
【相关文献】
1.基于自适应共振解调技术的虚拟仪器开发与研究 [J], 刘强
2.Ce含量对SnAg0.1Cu0.7无铅焊料合金性能的影响 [J], 赵玲彦;滕媛;陈希;陈东东;卢红波;严继康;白海龙
3.引线陶瓷电容器高温无铅焊料焊接工艺验证 [J], 郑婉真
4.不同腐蚀介质中Sn基无铅焊料耐蚀性研究进展 [J], 张青环;李玲妹;黄惠珍
5.不同金属黏附层对无铅焊料SAC305剪切强度的影响 [J], 周圣淏;任毅;王欣宇;刘锐;鞠家欣;李昊晨;张静
因版权原因,仅展示原文概要,查看原文内容请购买。
无铅焊料的开发与应用修订版

无铅焊料的开发与应用Document number : PBGCG-0857-BTDO-0089-PTT1998无铅焊料的开发与应用摘要:工业垃圾对环境的污染已成公害,一些国家和地区已明确提出禁止和削减使用有害物质,包括含铅焊料。
本文介绍对环保有利的无铅焊料,重点说明无铅焊料的技术现状和有效的使用方法及再利用问题等。
一、无铅焊料的锡原料供应量用无铅焊料替代有铅焊料所面临的首要问题就是锡原料的供应量。
目前焊料的世界年产量为23万吨,广泛用于金属连接和表面处理镀覆等方面。
焊料主成分锡的世界年产量为21万吨,其中6万吨作为焊料的原料使用。
按照通常锡在焊料中占60%计算,每年新的焊料年产量应为10万吨,剩下的13 万吨都是由残渣经再利用的焊料。
但是,无铅焊料并不能由含铅的再利用焊料来制造,所以必须用原料锡来制造。
尽管无铅焊料的密度比原来的共晶焊料轻10%〜20%,把重量减轻的因素考虑在内,但每年仍需要20万吨原料来生产无铅焊料。
这个数字远远超过了目前焊料原料所使用的锡量。
而且为避免铅的污染,在焊料替换时还要用锡来冲洗铅污染的焊料槽,所以又要用掉大量的锡。
因此,世界各国为了顺利地引入无铅焊料的应用,都必须把锡的供给量提高一倍。
二、无铅焊料现状与有效使用方法从多年来对无铅焊料的研究来看,其合金成分基本上如图1所示的组合,到目前为止,多数研究是通过改变含量来谋求高性能的优质材料,已经发现了若干个添加元素,对提高材料强度和连接特性有效,并有研究成果面世。
从现在来看,在以手机和笔记本电脑为代表的高密度双面安装(HDSMT)基板上,由于与之连接的BGA封装型IC、铝电解电容和大型连接器等耐热温度低,同时受到基板特性、器件配置和配线图形的制约,再加上目前的再流焊条件没有大的变化,所以尽可能使用与目前的熔点相近的焊料则是最理想的。
因此,开发了以在锡中组合进银和钮,锌为主成分的合金焊料。
但是,这些焊料除了满足融点低外,其它特性都不好,有时甚至不能使用。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
无铅焊料的开发与应用 Document number:PBGCG-0857-BTDO-0089-PTT1998无铅焊料的开发与应用摘要:工业垃圾对环境的污染已成公害,一些国家和地区已明确提出禁止和削减使用有害物质,包括含铅焊料。
本文介绍对环保有利的无铅焊料,重点说明无铅焊料的技术现状和有效的使用方法及再利用问题等。
一、无铅焊料的锡原料供应量用无铅焊料替代有铅焊料所面临的首要问题就是锡原料的供应量。
目前焊料的世界年产量为23万吨,广泛用于金属连接和表面处理镀覆等方面。
焊料主成分锡的世界年产量为21万吨,其中6万吨作为焊料的原料使用。
按照通常锡在焊料中占60%计算,每年新的焊料年产量应为10万吨,剩下的13万吨都是由残渣经再利用的焊料。
但是,无铅焊料并不能由含铅的再利用焊料来制造,所以必须用原料锡来制造。
尽管无铅焊料的密度比原来的共晶焊料轻10%~20%,把重量减轻的因素考虑在内,但每年仍需要20万吨原料来生产无铅焊料。
这个数字远远超过了目前焊料原料所使用的锡量。
而且为避免铅的污染,在焊料替换时还要用锡来冲洗铅污染的焊料槽,所以又要用掉大量的锡。
因此,世界各国为了顺利地引入无铅焊料的应用,都必须把锡的供给量提高一倍。
二、无铅焊料现状与有效使用方法从多年来对无铅焊料的研究来看,其合金成分基本上如图1所示的组合,到目前为止,多数研究是通过改变含量来谋求高性能的优质材料,已经发现了若干个添加元素,对提高材料强度和连接特性有效,并有研究成果面世。
从现在来看,在以手机和笔记本电脑为代表的高密度双面安装(HDSMT)基板上,由于与之连接的BGA封装型IC、铝电解电容和大型连接器等耐热温度低,同时受到基板特性、器件配置和配线图形的制约,再加上目前的再流焊条件没有大的变化,所以尽可能使用与目前的熔点相近的焊料则是最理想的。
因此,开发了以在锡中组合进银和铋,锌为主成分的合金焊料。
但是,这些焊料除了满足融点低外,其它特性都不好,有时甚至不能使用。
同时,还必须改进制造设备,并重新探讨连接基材的表面处理。
还有,在再流焊与流动焊混合安装基板的生产上,对于热造成基板伸缩和翘曲,导致焊接处产生的应力,必须采取缓解措施。
否则,将不能保证连接处的可靠性,并引来麻烦。
此外,在普遍使用的焊料槽中进行流动焊和浸渍焊所使用的焊料,如果能在现行的焊接温度下作业就行,即使是锡铜和锡银等熔点较高的合金,只要能保证流动性就可以使用。
实际上,应根据焊料应用时的可靠性和成分变动以及杂质的混入来分析特性的变化,这是至为重要的。
当然,探讨这些内容需要一定的时间。
此外,对专利和成本的评价也不可欠缺,无论缺哪一个,都不能成为放心的永久使用的材料。
因此,大的用户在决定成分上颇为慎重,然而时间不等人,从合金成分来重新评价无铅焊料与截止用含铅焊料的期限的进程不相符合。
所以,开始使用的仍是那些为数很少的有实际使用价值的焊料。
Sn-Ag系焊料由来已久,国外研究探讨事例很多。
不仅探讨了强度与延展率均衡的高可靠性的材料Sn-Ag-Cu系焊料,还主要探讨了与共晶相近的焊料成分Sn-Ag-Bi系焊料,同时还探讨了相关的再流焊技术。
焊膏的特性受无铅化影响不大,现有环境下就可使用,但必须如图2所示的再流焊曲线那样,把加热温度提高到240℃左右。
合金系名称主成分熔点(℃)抗拉强度 100mm/min?扩展率(%)润湿性(大气中)锡银系 Sn96 Sn/Ag 约221 mm2 33 良好锡银铜系 Sn96Cl Sn/Ag/Cu 约217mm2 27 良好锡银系 Sn100C Sn/Cu/Ni 约227 mm2 48 良好锡铋系 Bi57 Sn/Bi 约139 mm2 33 良好锡铋锑系 LF-B2 Sn/Bi/Sb等约144-200mm2 4 良好锡银铋铜系LF-C2 Sn/Ag/Bi/Cu 约208-213mm2 25 良好锡锌系 LF-A Sn/Zn 约199----givb锡锑系 95A Sn/Sb 236-243 mm2 38 良好1)锡银铜系(Sn96C)及锡银铋铜系(LF-C2)是通过美国某研究所检验的产品;2)锡银系(Sn100C)在国内外32个国家申请专利;3)润湿性试验使用RMA免清洗助焊剂。
通常在再流焊的连接断面,不知是因为焊料熔融时的粘性大,还是因为内部产生的气体多,总之在焊角处和连接界面发现许多的气泡(空洞)。
表2所示的SN96CI是在Sn-Ag-Cu系焊料中加入少量的过渡金属,防止锡中的银和铜的偏析,减少针状结晶,从而提高连接的可靠性。
序号特征焊料合金试验方法1?名称SPERIORSN96CISUPERIORSN100CNSH63A 2?合金系Sn-Ag-CuSn-CuSn-Pb3?组成(主成分)wt%95/(Cu+Ni)63/374?溶解温度℃约217?约227?约183?示差热分析升温速度20℃/分5?比得j(25℃)约约约比重测重器6?比热J/约220*约220*约176?※是推算值7?热传导率J/约64*约64*约50?※是推算值8?抗拉试验kgf/mm2?抗拉试验机100mm/分(25℃)9?延伸率(P/d)约27?约48?约25?抗拉试验机100mm/分(25℃10?扩展率试验(P/d)230℃77--91JIS Z3197使用助焊剂NS-828A240℃777792250℃777793260℃787893280℃--78--11润湿性试验Ta Tb?Fmax?Ta Tb FmaxTa Tb?Fmax?25mm全钢片为试验片Ta为0交叉时间(s),Tb为最大润湿时间(s),Fmax为最大润湿强度N/m240℃250℃260℃270℃12?电阻试验μΩm?四端子法25℃13?铜食试验at?260℃约2分约2分约1分铜线不到14?蠕变强度试验300小时以上300小时以上20小时落下145℃1kg300小时以上300小时以上3小时落下14C℃1kg 300小时以上300小时以上7分落下180℃1kg 15?热冲击试验1000周期上上1000周期以上500-600周期以上-40至+80各1小时16?迁移试验1000小时以上归原位(起点)1000小时以上归原位(起点)1000小时以上归原位(起点)40℃95%RH&85℃85%RH17?晶须产生试验1000小时以上归原位(起点) 1000小时以上归原位(起点)1000小时以上归原位(起点)50℃该组合焊料在国外有相似的专利,日本企业所有的“高温焊料”专利与美国大学的所有“锡银铜三元共晶焊料”专利,在成分组合上存在重复的权力范围,使应用陷入窘境。
尤其是在美国专利中还包含了关于连接部分的结构与组成的权力。
由于哪个权力均有效,所以若使用双方专利权均容许的焊料,则用户才会放心,并有可能向任一国家出售。
藉此,形成了理智的追求与专利缘分不大的焊料合金是否存在所有权问题的局面。
由于Sn-Cu系焊料构成简单,供给性好且成本低,因此大量用于基板的流动焊(波峰焊)、浸渍焊,适合作松脂心软焊料。
其中添加Ni构成的Sn-Cu-Ni焊料(产品名为SN100C),在熔融时流动性得到明显改善。
正如照片1那样,在细间距QFP 的IC流动焊中无桥接现象,也没有无铅焊料专有的针状晶体和气孔,得到了有光泽的焊角。
此外,焊料还有延伸性好和蠕变强度高以及电阻低的特点。
尽管熔点为227℃,但与原来大致相同,可以在255℃、4秒的焊接条件下工作,安装摄像机布线基板,在世界上成绩突出。
焊接时焊料不产生气体,即使混入铅的杂质也比原共晶焊料强(见图3),经热冲击试验可以确认焊料的抗断裂性强,焊接可靠性优异。
还有,对焊剂的改善工作也在进行,以便在大气中与在氮气气氮中同样可以完成在多层或双面基板上的通孔攀升和在器件两侧的焊盘上的扩展。
对表面处理等材料的改进和基板的设计,以及热匹配方法等生产技术的改善工作也正在进行中。
除了基板组装用途外,还将用于电子产品镀锡和用锡整平基板的产品。
该焊料一个最大优点是,作为循环型制品(见图4),由于被回收的焊料气体(残渣)中不会有银铋和锌等,因此能与有铅焊料混合,同时进行处理。
这就为无铅焊料替换时期设想回收途径减少了烦恼。
Sn-Bi系焊料,融点是在共晶态139℃的低温,强度和延伸性也比较好。
另外与Sn-Pb焊料同样,不形成金属间化合物,所以表面张力低,扩展性和流动性好。
以前曾作为焊膏用于再流焊中,在基材是铜的焊接中可使用的是铋,本身是铁和镍,则因根本不引起蠕变而不能用作42种合金等铁系基材的连接。
Sn-Ag-Bi(Cu)系焊料随着铋含量的增加而融点变低,焊料的延展性也得到改善。
这对在焊盘上的扩展性差的无铅焊料来说,具有极大的魅力。
这是考虑了铋可以缓解锡与母材的过剩合金反应,但反过来也使连接界面变硬变脆。
因此,含铋量过多的焊料不能用作42种合金等铁系引脚的焊接,而且作为杂质,在含铅的场合容易引起焊角剥离现象,因此必须引起重视。
最近的研究证实,铋含量在3%以下为宜。
Sn-Zn系焊料是无铅焊料中唯一与锡铅共晶熔点接近的焊料,适合用于耐热性差的电子器件的焊接。
但是,该焊料在大气中溶解时,表面将形成厚的锌的氧化膜,必须使用氮基气氛,或使用能溶解锌氧化膜的强活性焊剂,才能确保焊接质量。
由于强活性焊剂促使焊膏的特性劣化,所以制造商们颇费脑筋在探索解决途径。
此外还必须注意由锌的性质带来的连接界面的举动,再作深入研究。
三、其它研究课题按理说,进入连接处缝隙的焊料强度高则连接可靠性应该高,但实际应用中,要么发生器件断裂,要么如图5那样在焊料连接处发生焊角上浮,使焊盘剥离和图形断线,通孔内壁受损等现象。
尽管原因是复杂的,但主要是由于无铅焊料不能像有铅焊料那样可以缓解由热循环等焊料与器件和基板的热膨胀差所产生的热应力,导致该应力破坏通孔,切断配线。
这里有必要重新评价基板的设计,目前还没有完全的解决方法。
此外在流动焊中,与焊料接触处的铜箔和引角等一根接一根的溶入焊料中,使焊料的成分发生了变化。
经花费1年以上的时间进行批量生产的实验确认,焊料已变成杂质不能再用。
例如铜在焊料中的浓度随处理铜片数而增加,随之使焊料的流动性变坏成为桥连和焊不上的病因。
如果继续增加处理量,则在焊料槽的底部和隅角等焊料流动差的部位、喷流泵的手柄和喷嘴等温度低的地方形成锡铜的结晶,堆积粘附,最后导致焊接停止作业。
对此,分别使用SN1000C和SN1000Ce焊料,通过抑制铜的浓度上升来使焊料成分稳定化。
焊料的杂质中即使混入少量的铅,也会成为焊角上浮、连接可靠性降低的主要原因,也是无铅焊料的最大敌人。
加入少量的银和铋本身对特性无太大影响,但若与铅混合加入时则特性水劣化,所以必须注意混合污染。
混入微量的锌时,由焊料表面所形成的氧化膜产生大量的残渣,使焊接无论如何也不能正常进行。