电镀层标识方法
金属镀覆和化学处理标识方法(仅供参考)
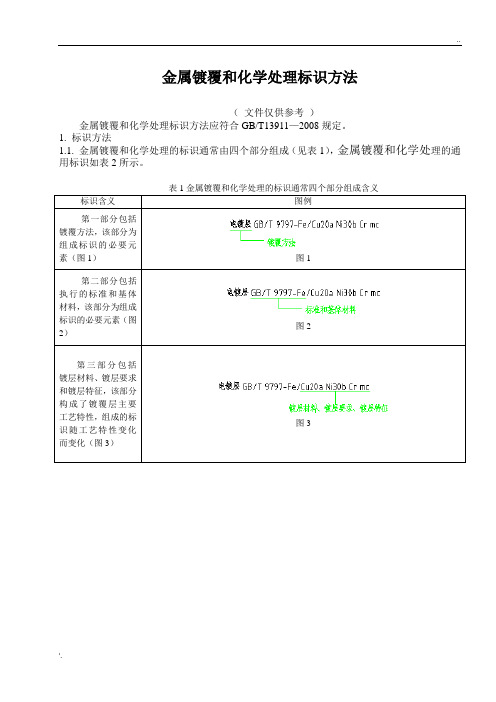
金属镀覆和化学处理标识方法(文件仅供参考)金属镀覆和化学处理标识方法应符合GB/T13911—2008规定。
1. 标识方法1.1. 金属镀覆和化学处理的标识通常由四个部分组成(见表1),金属镀覆和化学处理的通用标识如表2所示。
标识含义图例第一部分包括镀覆方法,该部分为组成标识的必要元素(图1)图1第二部分包括执行的标准和基体材料,该部分为组成标识的必要元素(图图22)第三部分包括镀层材料、镀层要求和镀层特征,该部分构成了镀覆层主要工艺特性,组成的标图3识随工艺特性变化而变化(图3)第四部分包括每部分的详细说明,如:化学处理方法(图4)、应力消除的要求(图5)和合金元素的标注(图6)。
该部分为组成标识的可选择元素(见1.2)图4图5图6表2金属镀覆和化学后处理的通用标识基本信息底镀层中镀层面镀层后处理镀覆方法本标准号-基本材料/底镀层最小厚度底镀层特征中镀层最小厚度中镀层特征面镀层最小厚度面镀层特征典型标识示例: 电镀层GB/T 9797-Fe/Cu20a Ni30b Cr mc (见3.11.2)。
电镀层G B /T 9797- Fe / Cu 20 a Ni 30 b Cr 0.3 mc镀覆标识顺序说明:a). 镀覆方法应用中文表示。
为便于使用,常用中文:电镀、化学镀、机械镀、电刷镀、气象沉积等表示。
b). “本标准号”为相应镀覆层执行的国家标准号、或者行业标准号;如果不执行的国家标准号或行业标准号则应标识该产品的企业标准号,并注明该标准为企业标准,不允许无标准号产品; c). 标准号后连接短横杠“-”;d). 基本材料用符号表示,见表3常用基本材料的表示符号,对合金材料的镀覆必要时还必须标注出合金元素的成分和含量;e). 基本材料后用斜杠“/”隔开;f). 当需要底层时,应标注底镀层材料、最小厚度(单位为μm ), 底镀层特征有要求时应按典型标识(见1.2)规定底镀层特征符号。
如无特征要求,则表示镀层无特征要求,允许省略底镀层特征符号。
DIN 50960-1-1990 电镀层.技术文件的标识
德国标准 1998年10月电镀层技术文件的标识DIN 50960-1ICS 25.220.40 DIN EN 1403:1998-10作为1986-02版本的替代件描述:电镀层,技术文件,标识,颜色,铬酸钝化前言该标准是由材料检测标准委员会(NMP)的工作委员会NMP176“电镀层”制定。
因为在联邦德国普遍使用了在欧洲标准中由于其意义受到限制的电镀层方面的标识,并且以后还会继续使用这些标识,所以要求制定一个关于电镀层标识的欧洲标准。
该标准DIN50960是由两个部分构成的:-第1部分:技术文件的标识-第2部分:图纸说明更改相对于标准DIN 50960-1:1986-02来说,该标准做了如下更改:-依据DIN EN1403对标识进行了更改-标准DIN50939和DIN50942中关于转换层的标识说明和无外电流分离出的镍层的内容被取消。
依据欧洲标准起草并且包括所要求内容的提纲在准备过程中。
-测量层和带加工余量(余量层)的涂层的定义被取消,现在在DIN50960-2中做了规定。
以前使用的版本DIN50960:1955-01, 1963-06DIN50960-1:1986-02接下来2至3页1.使用范围该标准必须和DIN EN1403联合使用。
DIN EN1403对电镀层做了一般性的要求。
与此相对的是,在该标准中关于电镀层的规定,没有包括在独立的标准中,或者在非金属母材上分离出来。
另外,该标准规定了电镀锌层和镉层中要染色的铬酸钝化层的颜色标识。
DIN EN ISO4042适用于机械连接元件。
关于螺纹,需要商讨。
DIN EN ISO1029适用于热镀锌层。
该标准不适用于半成品1)。
2.标准参阅该标准包括了标明日期和未标明日期的出自其它出版物的参阅说明。
标准参阅说明引用在文段中,而其出版物就注明在旁边。
标明日期的参阅说明中,标准会随着对该出版物进行的更改或者修订而发生相应的变化。
对于未标明日期的参阅说明来说,以出版物的最新版本为准。
电镀层标识方法

请问螺丝表面处理:Fe/Ep.Zn7.c2c是什么意思?悬赏分:10 - 提问时间2005-10-11 12:33提问者:欧顺利- 童生一级其他回答共 1 条铁表面镀锌7微米吧,Ep应为:electroplate 电镀这是新国标13911-1992 GB/T代替1238-1976表示电镀的D.c2c表示电镀锌后铬酸盐处理——彩红铬酸盐处理c2C 代替老国标DC光亮铬酸盐处理clA /漂白铬酸盐处理clB (代替DB )/彩红铬酸盐处理c2C (代替DC)/深色铬酸盐处理c2D请参考GB/T 13911-1992《金属镀覆和化学处理表示方法》Fe/Ep·Zn 25 腐蚀严重的工作条件,一般不推荐使用Fe/Ep·Zn 18 腐蚀严重的工作条件,汽车底盘零件、螺纹紧固件等Fe/Ep·Zn 12 腐蚀中等的工作条件,如发动机舱内零件、螺纹紧固件等Fe/Ep·Zn 10 腐蚀中等的工作条件,螺纹紧固件Fe/Ep·Zn 8 腐蚀轻微的工作条件,如乘客舱内零件、螺纹紧固件等Fe/Ep·Zn 5 腐蚀轻微的工作环境,如电镀后需进行涂装的零件、螺纹紧固件等Fe/Ep·Zn 3 腐蚀轻微的工作环境,螺丝紧固件yvhk 2006-12-18 16:04电镀层标识方法在对镀层的技术要求的标识上可以参照下面的办法:1.金属镀层标识时采用下列顺序表示:基体材料/镀覆方法.镀覆层名称镀覆层厚度镀覆层特征.后处理1)基体材料:材料名称及符号:铁Fe铜及其合金Cu铝及其合金Al锌及其合金Zn镁及其合金Mg塑料PL硅酸盐材料CE其它非金属NM。
2)镀覆方法:工艺方法及符号:电镀Ep化学镀Ap电化学处理Et化学处理Ct。
3)镀覆层名称:镀覆层名称采用镀层的化学元素符号表示。
4)镀覆层厚度:镀覆层厚度单位为μm,一般标识镀层厚度的下限,必要时可以标注镀层厚度范围。
5)镀覆层特征:光亮b半光亮s暗m缎面st普通r导电cd绝缘i。
金属电镀和喷涂表示方法金属电镀和喷涂表示方法
金属电镀和喷涂表示方法金属电镀和喷涂表示方法(摘录标准:SJ20818-2002 电子设备的金属镀覆与化学处理)A1.1金属镀覆表示方法:基体材料/ 镀覆方法.镀覆层名称镀覆层厚度镀覆层特征.后处理镀覆层特征、镀覆层厚度或后处理无具体要求时,允许省略。
例1:Fe / Ep.Zn7.c2C钢材,电镀锌7μm 以上,彩虹铬酸盐处理2 级C 型。
例2:Fe / Ep.Ni25dCr0.3mp钢材,电镀双层镍25μm 以上,微孔铬0.3μm 以上。
例3:Cu / Ep.Ni5bCr0.3r铜材,电镀光亮镍5μm 以上,普通装饰铬0.3μm 以上。
例4:Al/Ap.Ni-P13.Ep.Ag10b/At.DJB-823铝材,化学镀镍磷合金13μm 以上,电镀光亮银10μm 以上,涂DJB-823 防变色处理。
A1.2 化学处理和电化学处理的表示方法:基体材料/ 处理方法.处理名称覆盖层厚度处理特征.后处理(颜色)若对化学处理或电化学处理的处理特征,镀覆层厚度,后处理或颜色无具体要求时,允许省略。
例5:Al/Et.A.ClBK铝材,电化学处理,阳极氧化,着黑色,对阳极氧化方法,氧化膜厚度无特定要求例6:Al/Ct.Ocd铝材,化学氧化处理,生成可导电的铬酸盐转化膜例7:Cu/Ct.P铜材,化学处理,钝化。
例8:Fe/Ct.ZnPh钢材,化学处理,磷酸锌盐处理。
A2.1 基体材料表示符号,见表1:表1 基体材料表示符号材料名称符号铁、钢、铟瓦钢Fe铜及铜合金Cu铝及铝合金Al锌及锌合金Zn镁及镁合金Mg钛及钛合金Ti塑料PL硅酸盐材料(陶瓷玻璃等)CE其他非金属材料NMA2.2 镀覆方法、处理方法表示符号,见表2:表2 镀覆方法和处理方法表示符号方法名称符号英文电镀Ep Electroplating化学镀Ap Autocatalytic Plating热浸镀Hd Hot Dipping热喷镀TS Thermal Spraying电化学处理Et Electrochemical Treatment化学处理Ct Chemical TreatmentA2.3 镀覆层表示符号:合金镀覆层,合金含量为质量百分数的上限值:合金元素之间用“-”连接;合金成分无需表示或不变表示时,允许不标注。
电镀的表示方法
电镀的表示方法HES A 3010-99A (版本号:1)1.范围本标准规定了电镀、化学镀及电化学(*1)(以下简称电镀)的产品图样上的表示方法。
注(*1)防腐蚀、防锈及装饰以外还包括为性能、机能而进行的电镀。
注:本标准不仅用于产品图纸 2. 电镀表示方法电镀表示方法如下,可以省略不必要的符号(*2)。
(1) (2) (3) (4) (5) (6) (7) (8)[其它]3.符号3.1表示电镀的符号: 电 镀…… M 化学镀……Mc 电化学…… Md3.2基体材料种类符号: 材料种类见表1HES A 3010-99A (版本号:1)3.3镀层种类符号镀层的种类用最后镀层的元素符号来表示,当镀合金时,在各元素符号中间点“·”见表2。
3.4电镀等级或厚度符号1)电镀等级用HES规定的电镀等级数字表示。
注:HES D 2003(电镀)及HES D 2011(工业用镀铬)规定的相应等级。
2)在HES中,无电镀等级规定的电镀,镀层的厚度用微米表示,单位(μm)表示数值,在()中标注上、下限值。
例:MFC u(1~3)……表示厚度为1~3μm的镀铜。
MBiCr(20~30)……表示厚度为20~30μm的工业用镀铬。
3.5适用标准适用标准号是表示规定电镀质量的HES标准的编号,用标准分类代号和序号表示。
这只表示被规定的电镀(*5),其它可以省略。
例:MBiCr2—D2011—H表示适用标准(HES D 2011)注:(*5)在HES D 2011中规定的电镀。
3.6后处理的符号后处理是用短线段把表3中所示的后处理符号连结起来表示,进行两种以上后处理时,按照进行顺序从左到右记,在各个后处理符号中间加“·”。
去氢处理按HES A 3032。
外观等级是表示装饰面上的外观加工质量的好坏,用HES D 0041中规定的等级符号,并用“○”圈起来(*6)。
d级和用外观等级说明图(*7)表示时可省略。
电镀与表面处理的表示方法

.【处理名称】【处【处理方法】./这是电镀与表面处理的表示方法【基体材料】电化学Ap--化学镀、Et--理特征】.【后处理(颜色)】处理方法有:Ep--电镀、阳极化(包括草酸、A--O--氧化、处理、Ct--化学处理处理名称有:P--钝化、m--b--光亮、半光亮、s--硫酸、铬酸和磷酸)、Ec--电解着色等处理特征有:着钝化、O--氧化、Cl--暗、hd--硬质、cd--导电、i--绝缘等等后处理有:P--铝合金电化学硬质阳极封闭等等例如:Al / Et.Ahd 色、S--封闭、Pt-- 铝合金电化学阳极化并着黑Al / Et.A.Cl(bk) 化金属电镀和喷涂表示方法金属电镀和喷涂表示方法电子设备的金属镀覆与化学处理)(摘录标准:SJ20818-2002 A1.1 金属镀覆表示方法:/ 镀覆方法.镀覆层名称镀覆层厚度镀覆层特征.后处理基体材料镀覆层特征、镀覆层厚度或后处理无具体要求时,允许省略。
Fe / Ep.Zn7.c2C1:例) 型。
2级C钢材,电镀锌(7μm以上,彩虹铬酸盐处理Fe / Ep.Ni25dCr0.3mp:例2) m以上。
m以上,微孔铬0.3μ25(钢材,电镀双层镍μCu / Ep.Ni5bCr0.3r:例3) 以上。
μm以上,普通装饰铬0.3mμ铜材,电镀光亮镍(5Al/Ap.Ni-P13.Ep.Ag10b/At.DJB-8234:例文档Word.(铝材,化学镀镍磷合金13μm以上,电镀光亮银10μm以上,涂DJB-823防变色处理。
)A1.2 化学处理和电化学处理的表示方法:基体材料/ 处理方法.处理名称覆盖层厚度处理特征.后处理(颜色)若对化学处理或电化学处理的处理特征,镀覆层厚度,后处理或颜色无具体要求时,允许省略。
例5:Al/Et.A.Cl(BK)(铝材,电化学处理,阳极氧化,着黑色,对阳极氧化方法,氧化膜厚度无特定要求)例6:Al/Ct.Ocd(铝材,化学氧化处理,生成可导电的铬酸盐转化膜)例7:Cu/Ct.P(铜材,化学处理,钝化。
电镀与表面处理的表示方法
这是电镀与表面处理的表示方法【基体材料】/【处理方法】.【处理名称】【处理特征】.【后处理(颜色)】处理方法有:Ep--电镀、Ap--化学镀、Et--电化学处理、Ct--化学处理处理名称有:P--钝化、O--氧化、A--阳极化(包括草酸、硫酸、铬酸和磷酸)、Ec--电解着色等处理特征有:b--光亮、s--半光亮、m--暗、hd--硬质、cd--导电、i--绝缘等等后处理有:P--钝化、O--氧化、Cl--着色、S--封闭、Pt--封闭等等例如:Al / Et.Ahd 铝合金电化学硬质阳极化Al / Et.A.Cl(bk) 铝合金电化学阳极化并着黑金属电镀和喷涂表示方法金属电镀和喷涂表示方法(摘录标准:SJ20818-2002电子设备的金属镀覆与化学处理)A1.1 金属镀覆表示方法:基体材料/ 镀覆方法.镀覆层名称镀覆层厚度镀覆层特征.后处理镀覆层特征、镀覆层厚度或后处理无具体要求时,允许省略。
例1:Fe / Ep.Zn7.c2C(钢材,电镀锌7μm以上,彩虹铬酸盐处理2级C型。
)例2:Fe / Ep.Ni25dCr0.3mp(钢材,电镀双层镍25μm以上,微孔铬0.3μm以上。
)例3:Cu / Ep.Ni5bCr0.3r(铜材,电镀光亮镍5μm以上,普通装饰铬0.3μm以上。
)例4:Al/Ap.Ni-P13.Ep.Ag10b/At.DJB-823(铝材,化学镀镍磷合金13μm以上,电镀光亮银10μm以上,涂DJB-823防变色处理。
)A1.2 化学处理和电化学处理的表示方法:基体材料/ 处理方法.处理名称覆盖层厚度处理特征.后处理(颜色)若对化学处理或电化学处理的处理特征,镀覆层厚度,后处理或颜色无具体要求时,允许省略。
例5:Al/Et.A.Cl(BK)(铝材,电化学处理,阳极氧化,着黑色,对阳极氧化方法,氧化膜厚度无特定要求) 例6:Al/Ct.Ocd(铝材,化学氧化处理,生成可导电的铬酸盐转化膜)例7:Cu/Ct.P(铜材,化学处理,钝化。
电镀的表示方法

电镀的表示方法HES A 3010-99A (版本号:1)1.范围本标准规定了电镀、化学镀及电化学(*1)(以下简称电镀)的产品图样上的表示方法。
注(*1)防腐蚀、防锈及装饰以外还包括为性能、机能而进行的电镀。
注:本标准不仅用于产品图纸 2. 电镀表示方法电镀表示方法如下,可以省略不必要的符号(*2)。
(1) (2) (3) (4) (5) (6) (7) (8)[其它]3.符号3.1表示电镀的符号: 电 镀…… M 化学镀……Mc 电化学…… Md3.2基体材料种类符号: 材料种类见表1HES A 3010-99A (版本号:1)3.3镀层种类符号镀层的种类用最后镀层的元素符号来表示,当镀合金时,在各元素符号中间点“·”见表2。
3.4电镀等级或厚度符号1)电镀等级用HES规定的电镀等级数字表示。
注:HES D 2003(电镀)及HES D 2011(工业用镀铬)规定的相应等级。
2)在HES中,无电镀等级规定的电镀,镀层的厚度用微米表示,单位(μm)表示数值,在()中标注上、下限值。
例:MFC u(1~3)……表示厚度为1~3μm的镀铜。
MBiCr(20~30)……表示厚度为20~30μm的工业用镀铬。
3.5适用标准适用标准号是表示规定电镀质量的HES标准的编号,用标准分类代号和序号表示。
这只表示被规定的电镀(*5),其它可以省略。
例:MBiCr2—D2011—H表示适用标准(HES D 2011)注:(*5)在HES D 2011中规定的电镀。
3.6后处理的符号后处理是用短线段把表3中所示的后处理符号连结起来表示,进行两种以上后处理时,按照进行顺序从左到右记,在各个后处理符号中间加“·”。
去氢处理按HES A 3032。
外观等级是表示装饰面上的外观加工质量的好坏,用HES D 0041中规定的等级符号,并用“○”圈起来(*6)。
d级和用外观等级说明图(*7)表示时可省略。
电镀和喷涂表示方法
电镀与表面处理的表示方法:【基体材料】/【处理方法】.【处理名称】【处理特征】.【后处理(颜色)】处理方法有:Ep--电镀、Ap--化学镀、Et--电化学处理、Ct--化学处理处理名称有:P--钝化、O--氧化、A--阳极化(包括草酸、硫酸、铬酸和磷酸)、Ec--电解着色等等处理特征有:b--光亮、s--半光亮、m--暗、hd--硬质、cd--导电、i--绝缘等等后处理有:P--钝化、O--氧化、Cl--着色、S--封闭、Pt--封闭等等例如:Al / Et.Ahd 铝合金电化学硬质阳极化Al / Et.A.Cl(bk) 铝合金电化学阳极化并着黑电镀和喷涂表示方法金属电镀和喷涂表示方法(摘录标准:SJ20818-2002电子设备的金属镀覆与化学处理)A1.1 金属镀覆表示方法:基体材料/ 镀覆方法.镀覆层名称镀覆层厚度镀覆层特征.后处理镀覆层特征、镀覆层厚度或后处理无具体要求时,允许省略。
例1:Fe / Ep.Zn7.c2C(钢材,电镀锌7μm以上,彩虹铬酸盐处理2级C型。
)例2:Fe / Ep.Ni25dCr0.3mp(钢材,电镀双层镍25μm以上,微孔铬0.3μm以上。
)例3:Cu / Ep.Ni5bCr0.3r(铜材,电镀光亮镍5μm以上,普通装饰铬0.3μm以上。
) 例4:Al/Ap.Ni-P13.Ep.Ag10b/At.DJB-823(铝材,化学镀镍磷合金13μm以上,电镀光亮银10μm以上,涂DJB-823防变色处理。
)A1.2 化学处理和电化学处理的表示方法:基体材料/ 处理方法.处理名称覆盖层厚度处理特征.后处理(颜色)若对化学处理或电化学处理的处理特征,镀覆层厚度,后处理或颜色无具体要求时,允许省略。
例5:Al/Et.A.Cl(BK)(铝材,电化学处理,阳极氧化,着黑色,对阳极氧化方法,氧化膜厚度无特定要求)例6:Al/Ct.Ocd(铝材,化学氧化处理,生成可导电的铬酸盐转化膜) 例7:Cu/Ct.P(铜材,化学处理,钝化。
电镀与表面处理的表示方法
这是电镀与表面处理的表示方法【基体材料】/【处理方法】。
【处理名称】【处理特征】.【后处理(颜色)】处理方法有:Ep--电镀、Ap——化学镀、Et-—电化学处理、Ct——化学处理处理名称有:P——钝化、O--氧化、A—-阳极化(包括草酸、硫酸、铬酸和磷酸)、Ec-—电解着色等处理特征有:b-—光亮、s-—半光亮、m——暗、hd—-硬质、cd-—导电、i-—绝缘等等后处理有:P—-钝化、O-—氧化、Cl--着色、S——封闭、Pt——封闭等等例如: Al / Et。
Ahd 铝合金电化学硬质阳极化Al / Et。
A.Cl(bk)铝合金电化学阳极化并着黑金属电镀和喷涂表示方法金属电镀和喷涂表示方法(摘录标准:SJ20818-2002电子设备的金属镀覆与化学处理)A1.1 金属镀覆表示方法:基体材料/ 镀覆方法.镀覆层名称镀覆层厚度镀覆层特征.后处理镀覆层特征、镀覆层厚度或后处理无具体要求时,允许省略。
例1:Fe / Ep。
Zn7.c2C(钢材,电镀锌7μm以上,彩虹铬酸盐处理2级C型.)例2:Fe / Ep.Ni25dCr0。
3mp(钢材,电镀双层镍25μm以上,微孔铬0.3μm以上.)例3:Cu / Ep。
Ni5bCr0.3r(铜材,电镀光亮镍5μm以上,普通装饰铬0.3μm以上。
)例4:Al/Ap。
Ni—P13.Ep。
Ag10b/At.DJB—823(铝材,化学镀镍磷合金13μm以上,电镀光亮银10μm以上,涂DJB—823防变色处理。
)A1.2 化学处理和电化学处理的表示方法:基体材料/ 处理方法.处理名称覆盖层厚度处理特征.后处理(颜色)若对化学处理或电化学处理的处理特征,镀覆层厚度,后处理或颜色无具体要求时,允许省略。
例5:Al/Et。
A。
Cl(BK)(铝材,电化学处理,阳极氧化,着黑色,对阳极氧化方法,氧化膜厚度无特定要求)例6:Al/Ct.Ocd(铝材,化学氧化处理,生成可导电的铬酸盐转化膜)例7:Cu/Ct。
068 电镀颜色标识操作指引
YONG GANG (ZH),CO.,LTD Page 1 of 3
YONG GANG (ZH),CO.,LTD Page2of3
操作名称:电镀颜色标识操作指引Operation 文件编号:YG/PD--
Doc.No.
版本:第V0 版
Rev:
1、目的
本指引是用于在电镀生产过程中,生产线同时有三价光铬、三价黑铬或珍珠铬产品时,便于员工区分和辨别各种不同电镀颜色的产品,严格按照生产任务单和文件要求生产。
.
2、范围
本指引适用于永刚电镀生产线所有电镀产品。
3.职责:
.当班班长负责监督按照生产任务单要求颜色生产,转机人员加装颜色标牌。
生产线操作员按文件规定要求作业。
4、定义
我司生产线在生产过程中,可以同时生产六价光铬、三价光铬、三价黑铬和珍珠铬产品,为便于员工操作时区分和辨别各种电镀产品所要求的不同电镀颜色。
在产品走完前处理,转机到后处理时,会在挂具头上加上一个夹子,不同电镀颜色的产品可在所夹的夹子上插入不同颜色的标识牌;然后各岗位按照各色标识牌的颜色来进行各种不同电镀颜色产品的电镀操作。
具体规定如下:
4.1 六价光铬产品不做标识;
4.2 三价白铬产品加白色颜色标识牌(见下图);
4.3三价黑铬产品加黑色颜色标识牌(见下图);
4.4珍珠铬产品加灰色颜色标识牌(见下图);
黑色标识牌白色标识牌灰色标识牌。
DIN 50960-1-1990 电镀层.技术文件的标识
德国标准 1998年10月电镀层技术文件的标识DIN 50960-1ICS 25.220.40 DIN EN 1403:1998-10作为1986-02版本的替代件描述:电镀层,技术文件,标识,颜色,铬酸钝化前言该标准是由材料检测标准委员会(NMP)的工作委员会NMP176“电镀层”制定。
因为在联邦德国普遍使用了在欧洲标准中由于其意义受到限制的电镀层方面的标识,并且以后还会继续使用这些标识,所以要求制定一个关于电镀层标识的欧洲标准。
该标准DIN50960是由两个部分构成的:-第1部分:技术文件的标识-第2部分:图纸说明更改相对于标准DIN 50960-1:1986-02来说,该标准做了如下更改:-依据DIN EN1403对标识进行了更改-标准DIN50939和DIN50942中关于转换层的标识说明和无外电流分离出的镍层的内容被取消。
依据欧洲标准起草并且包括所要求内容的提纲在准备过程中。
-测量层和带加工余量(余量层)的涂层的定义被取消,现在在DIN50960-2中做了规定。
以前使用的版本DIN50960:1955-01, 1963-06DIN50960-1:1986-02接下来2至3页1.使用范围该标准必须和DIN EN1403联合使用。
DIN EN1403对电镀层做了一般性的要求。
与此相对的是,在该标准中关于电镀层的规定,没有包括在独立的标准中,或者在非金属母材上分离出来。
另外,该标准规定了电镀锌层和镉层中要染色的铬酸钝化层的颜色标识。
DIN EN ISO4042适用于机械连接元件。
关于螺纹,需要商讨。
DIN EN ISO1029适用于热镀锌层。
该标准不适用于半成品1)。
2.标准参阅该标准包括了标明日期和未标明日期的出自其它出版物的参阅说明。
标准参阅说明引用在文段中,而其出版物就注明在旁边。
标明日期的参阅说明中,标准会随着对该出版物进行的更改或者修订而发生相应的变化。
对于未标明日期的参阅说明来说,以出版物的最新版本为准。
电镀与表面处理的表示方法
这是电镀与表面处理的表示方法【基体材料】/【处理方法】.【处理名称】【处理特征】.【后处理(颜色)】处理方法有:Ep--电镀、Ap--化学镀、Et--电化学处理、Ct--化学处理处理名称有:P--钝化、O--氧化、A--阳极化(包括草酸、硫酸、铬酸和磷酸)、Ec--电解着色等处理特征有:b--光亮、s--半光亮、m--暗、hd--硬质、cd--导电、i--绝缘等等后处理有:P--钝化、O--氧化、Cl--着色、S--封闭、Pt--封闭等等例如: Al / Et.Ahd 铝合金电化学硬质阳极化 Al / Et.A.Cl(bk) 铝合金电化学阳极化并着黑金属电镀和喷涂表示方法金属电镀和喷涂表示方法(摘录标准:SJ20818-2002电子设备的金属镀覆与化学处理)A1.1 金属镀覆表示方法:基体材料 / 镀覆方法.镀覆层名称镀覆层厚度镀覆层特征.后处理镀覆层特征、镀覆层厚度或后处理无具体要求时,允许省略。
例1:Fe / Ep.Zn7.c2C(钢材,电镀锌7μm以上,彩虹铬酸盐处理2级C型。
)例2:Fe / Ep.Ni25dCr0.3mp(钢材,电镀双层镍25μm以上,微孔铬0.3μm以上。
)例3:Cu / Ep.Ni5bCr0.3r(铜材,电镀光亮镍5μm以上,普通装饰铬0.3μm以上。
)例4:Al/Ap.Ni-P13.Ep.Ag10b/At.DJB-823(铝材,化学镀镍磷合金13μm以上,电镀光亮银10μm以上,涂DJB-823防变色处理。
)A1.2 化学处理和电化学处理的表示方法:基体材料 / 处理方法.处理名称覆盖层厚度处理特征.后处理(颜色)若对化学处理或电化学处理的处理特征,镀覆层厚度,后处理或颜色无具体要求时,允许省略。
例5:Al/Et.A.Cl(BK)(铝材,电化学处理,阳极氧化,着黑色,对阳极氧化方法,氧化膜厚度无特定要求) 例6:Al/Ct.Ocd(铝材,化学氧化处理,生成可导电的铬酸盐转化膜)例7:Cu/Ct.P(铜材,化学处理,钝化。
电镀符号
电镀符号金属电镀和喷涂表示方法金属电镀和喷涂表示方法(摘录标准:SJ20818-2002电子设备的金属镀覆与化学处理)A1.1 金属镀覆表示方法:基体材料/ 镀覆方法.镀覆层名称镀覆层厚度镀覆层特征.后处理镀覆层特征、镀覆层厚度或后处理无具体要求时,允许省略。
例1:Fe / Ep.Zn7.c2C(钢材,电镀锌7μm以上,彩虹铬酸盐处理2级C型。
)例2:Fe / Ep.Ni25dCr0.3mp(钢材,电镀双层镍25μm以上,微孔铬0.3μm以上。
)例3:Cu / Ep.Ni5bCr0.3r(铜材,电镀光亮镍5μm以上,普通装饰铬0.3μm以上。
)例4:Al/Ap.Ni-P13.Ep.Ag10b/At.DJB-823(铝材,化学镀镍磷合金13μm以上,电镀光亮银10μm以上,涂DJB-823防变色处理。
)A1.2 化学处理和电化学处理的表示方法:基体材料/ 处理方法.处理名称覆盖层厚度处理特征.后处理(颜色)若对化学处理或电化学处理的处理特征,镀覆层厚度,后处理或颜色无具体要求时,允许省略。
例5:Al/Et.A.Cl(BK)(铝材,电化学处理,阳极氧化,着黑色,对阳极氧化方法,氧化膜厚度无特定要求)例6:Al/Ct.Ocd(铝材,化学氧化处理,生成可导电的铬酸盐转化膜)例7:Cu/Ct.P(铜材,化学处理,钝化。
)例8:Fe/Ct.ZnPh(钢材,化学处理,磷酸锌盐处理。
)A2.1 基体材料表示符号,见表1:表1 基体材料表示符号材料名称符号铁、钢、铟瓦钢Fe铜及铜合金Cu铝及铝合金Al锌及锌合金Zn镁及镁合金Mg钛及钛合金Ti塑料PL硅酸盐材料(陶瓷玻璃等)CE其他非金属材料NMA2.2 镀覆方法、处理方法表示符号,见表2:表2镀覆方法和处理方法表示符号方法名称符号英文电镀Ep Electroplating化学镀Ap Autocatalytic Plating热浸镀Hd Hot Dipping热喷镀TS Thermal Spraying电化学处理Et Electrochemical Treatment化学处理Ct Chemical TreatmentA2.3 镀覆层表示符号:合金镀覆层,合金含量为质量百分数的上限值:合金元素之间用“-”连接;合金成分无需表示或不变表示时,允许不标注。
电镀符号
主要抗腐蚀性好,镀层美观,但是镉溶解有毒,国家有定已经取缔。镀锌:
主要抗腐蚀性,比较经济。
镀铜:
主要增强导电性,抗腐蚀差,有光泽,作装饰用。镀镍:
主要用在装饰品上,具有光泽,抗腐蚀性好,用来取代铜的。镀锡:
0.3mp (钢材,电镀双层镍25μm以上,微孔铬
0.3μm以上。)例3:Cu/Ep.Ni5bCr
0.3r (铜材,电镀光亮镍5μm以上,普通装饰铬
0.3μm以上。)例4:Al/Ap.Ni-P
13.Ep.Ag10b/At.DJB-823 (铝材,化学镀镍磷合金13μm以上,电镀光亮银10μm以上,涂DJB-823防变色处理。)
B.Sa3(钢铁表面喷砂达GB/T8923规定的Sa3除锈等级,为钢铁件热喷锌、热喷铝前应达到的除锈等级。)例20:Al/Mp.CST.Et.A(S)
10.S(铝材,机械抛光,化学缎面处理,电化学处理,硫酸阳极氧化,氧化膜厚度10μm以上,氧化膜封孔处理。)C常用新旧涂覆标记对照表,见表9:表9常用新旧涂覆标记对照表(参考件)镀覆和化学处理旧标记新标记铝硫酸阳极氧化
A2.3镀覆层表示符号:
合金镀覆层,合金含量为质量百分数的上限值:
合金元素之间用“-”连接;合金成分无需表示或不变表示时,允许不标注。例9:Al/Ap.Ni
(65)-Cu
(27)-P15 (铝材,化学镀含镍65%,铜27%,磷8%的镍铜磷合金15μm以上.)多层镀覆时,按镀覆先后,自左至右标出每层的名称、厚度和特征;也可只标出最后镀覆层的名称和总厚度,并在镀覆层名称外加圆括号,但必须在有关技术文件中加以规定或说明。例10:Al/Ep.Cu
电镀的表示方法
电镀的表示方法HES A 3010-99A (版本号:1)1.范围本标准规定了电镀、化学镀及电化学(*1)(以下简称电镀)的产品图样上的表示方法。
注(*1)防腐蚀、防锈及装饰以外还包括为性能、机能而进行的电镀。
注:本标准不仅用于产品图纸 2. 电镀表示方法电镀表示方法如下,可以省略不必要的符号(*2)。
(1) (2) (3) (4) (5) (6) (7) (8)[其它]3.符号3.1表示电镀的符号: 电 镀…… M 化学镀……Mc 电化学…… Md3.2基体材料种类符号: 材料种类见表1HES A 3010-99A (版本号:1)3.3镀层种类符号镀层的种类用最后镀层的元素符号来表示,当镀合金时,在各元素符号中间点“·”见表2。
3.4电镀等级或厚度符号1)电镀等级用HES规定的电镀等级数字表示。
注:HES D 2003(电镀)及HES D 2011(工业用镀铬)规定的相应等级。
2)在HES中,无电镀等级规定的电镀,镀层的厚度用微米表示,单位(μm)表示数值,在()中标注上、下限值。
例:MFC u(1~3)……表示厚度为1~3μm的镀铜。
MBiCr(20~30)……表示厚度为20~30μm的工业用镀铬。
3.5适用标准适用标准号是表示规定电镀质量的HES标准的编号,用标准分类代号和序号表示。
这只表示被规定的电镀(*5),其它可以省略。
例:MBiCr2—D2011—H表示适用标准(HES D 2011)注:(*5)在HES D 2011中规定的电镀。
3.6后处理的符号后处理是用短线段把表3中所示的后处理符号连结起来表示,进行两种以上后处理时,按照进行顺序从左到右记,在各个后处理符号中间加“·”。
去氢处理按HES A 3032。
外观等级是表示装饰面上的外观加工质量的好坏,用HES D 0041中规定的等级符号,并用“○”圈起来(*6)。
d级和用外观等级说明图(*7)表示时可省略。
电镀和喷涂表示方法
电镀与表面处理的表示方法【基体材料】/【处理方法】.【处理名称】【处理特征】.【后处理(颜色)】处理方法有:Ep--电镀、Ap--化学镀、Et--电化学处理、Ct--化学处理处理名称有:P--钝化、O--氧化、A--阳极化(包括草酸、硫酸、铭酸和磷酸)、Ec--电解着色等等处理特征有:b--光亮、s--半光亮、m--暗、hd--硬质、cd--与电、i--绝缘等等后处理有:P--钝化、O--氧化、Cl--着色、S--封闭、Pt--封闭等等例如:Al/Et.Ahd铝合金电化学硬质阳极化Al/Et.A.Cl(bk)铝合金电化学阳极化并着黑电镀和喷涂表示方法金属电镀和喷涂表示方法(摘录标准:SJ20818-2002电子设备的金属镀覆与化学处理)A1.1金属镀覆表示方法:基体材料/镀覆方法.镀覆层名称镀覆层厚度镀覆层特征.后处理镀覆层特征、镀覆层厚度或后处理无具体要求时,允许省略。
例1:Fe/Ep.Zn7,c2C(钢材,电镀锌7以m以上,彩虹铭酸盐处理2级C型。
)例2:Fe/Ep.Ni25dCr0.3mp(钢材,电镀双层银25以上,微孔铭0.3以m以上。
)例3:Cu/Ep.Ni5bCr0.3r(铜材,电镀光亮镶5^m以上,普通装饰铭0.3以m以上。
)例4:Al/Ap.Ni-P13.Ep.Ag10b/At.DJB-823(铝材,化学镀银磷合金13pm以上,电镀光亮银10pm以上,涂DJB-823防变色处理。
)A1.2化学处理和电化学处理的表示方法:基体材料/处理方法.处理名称覆盖层厚度处理特征.后处理(颜色)若对化学处理或电化学处理的处理特征,镀覆层厚度,后处理或颜色无具体要求时,允许省略。
例5:Al/Et.A.Cl(BK)(铝材,电化学处理,阳极氧化,着黑色,对阳极氧化方法,氧化膜厚度无特定要求)例6:Al/Ct.Ocd(铝材,化学氧化处理,生成可导电的铭酸盐转化膜)例7:Cu/Ct.P(铜材,化学处理,钝化。
电镀与表面处理的表示方法
这是电镀与表面处理的表示方法【基体材料】/【处理方法】.【处理名称】【处理特征】.【后处理(颜色)】处理方法有:Ep--电镀、Ap--化学镀、Et--电化学处理、Ct--化学处理处理名称有:P--钝化、O--氧化、A--阳极化(包括草酸、硫酸、铬酸和磷酸)、Ec--电解着色等处理特征有:b--光亮、s--半光亮、m--暗、hd--硬质、cd--导电、i--绝缘等等后处理有:P--钝化、O--氧化、Cl--着色、S--封闭、Pt--封闭等等例如: Al / Et.Ahd 铝合金电化学硬质阳极化 Al / Et.A.Cl(bk) 铝合金电化学阳极化并着黑金属电镀和喷涂表示方法金属电镀和喷涂表示方法(摘录标准:SJ20818-2002电子设备的金属镀覆与化学处理)A1.1 金属镀覆表示方法:基体材料 / 镀覆方法.镀覆层名称镀覆层厚度镀覆层特征.后处理镀覆层特征、镀覆层厚度或后处理无具体要求时,允许省略。
例1:Fe / Ep.Zn7.c2C(钢材,电镀锌7μm以上,彩虹铬酸盐处理2级C型。
)例2:Fe / Ep.Ni25dCr0.3mp(钢材,电镀双层镍25μm以上,微孔铬0.3μm以上。
)例3:Cu / Ep.Ni5bCr0.3r(铜材,电镀光亮镍5μm以上,普通装饰铬0.3μm以上。
)例4:Al/Ap.Ni-P13.Ep.Ag10b/At.DJB-823(铝材,化学镀镍磷合金13μm以上,电镀光亮银10μm以上,涂DJB-823防变色处理。
)A1.2 化学处理和电化学处理的表示方法:基体材料 / 处理方法.处理名称覆盖层厚度处理特征.后处理(颜色)若对化学处理或电化学处理的处理特征,镀覆层厚度,后处理或颜色无具体要求时,允许省略。
例5:Al/Et.A.Cl(BK)(铝材,电化学处理,阳极氧化,着黑色,对阳极氧化方法,氧化膜厚度无特定要求) 例6:Al/Ct.Ocd(铝材,化学氧化处理,生成可导电的铬酸盐转化膜)例7:Cu/Ct.P(铜材,化学处理,钝化。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
请问螺丝表面处理:Fe/Ep.Zn7.c2c是什么意思?悬赏分:10 - 提问时间2005-10-11 12:33提问者:欧顺利 - 童生一级其他回答共 1 条铁表面镀锌7微米吧,Ep应为:electroplate 电镀这是新国标13911-1992 GB/T代替1238-1976表示电镀的D.c2c表示电镀锌后铬酸盐处理——彩红铬酸盐处理 c2C 代替老国标DC光亮铬酸盐处理 clA /漂白铬酸盐处理 clB (代替DB )/彩红铬酸盐处理 c2C (代替DC)/深色铬酸盐处理 c2D请参考GB/T 13911-1992《金属镀覆和化学处理表示方法》Fe/Ep·Zn 25 腐蚀严重的工作条件,一般不推荐使用Fe/Ep·Zn 18 腐蚀严重的工作条件,汽车底盘零件、螺纹紧固件等Fe/Ep·Zn 12 腐蚀中等的工作条件,如发动机舱内零件、螺纹紧固件等Fe/Ep·Zn 10 腐蚀中等的工作条件,螺纹紧固件Fe/Ep·Zn 8 腐蚀轻微的工作条件,如乘客舱内零件、螺纹紧固件等Fe/Ep·Zn 5 腐蚀轻微的工作环境,如电镀后需进行涂装的零件、螺纹紧固件等Fe/Ep·Zn 3 腐蚀轻微的工作环境,螺丝紧固件yvhk 2006-12-18 16:04电镀层标识方法在对镀层的技术要求的标识上可以参照下面的办法:1.金属镀层标识时采用下列顺序表示:基体材料/镀覆方法.镀覆层名称镀覆层厚度镀覆层特征.后处理1)基体材料:材料名称及符号:铁Fe铜及其合金Cu铝及其合金Al锌及其合金Zn镁及其合金Mg塑料PL硅酸盐材料CE其它非金属NM。
2)镀覆方法:工艺方法及符号:电镀Ep化学镀Ap电化学处理Et化学处理Ct。
3)镀覆层名称:镀覆层名称采用镀层的化学元素符号表示。
4)镀覆层厚度:镀覆层厚度单位为μm,一般标识镀层厚度的下限,必要时可以标注镀层厚度范围。
5)镀覆层特征:光亮b半光亮s暗m缎面st普通r导电cd绝缘i。
6)后处理:处理名称及符号:钝化P磷化Ph氧化O着色Cl涂装Pt。
上面的电镀层标识说明不全面,比如Fe/Ep.Zn7.c2C中的c2C是什么后处理,I dont known。
请大侠指教!djde_2000 2006-12-18 16:28光亮铬酸盐处理 clA /漂白铬酸盐处理 clB (代替DB )/彩红铬酸盐处理 c2C (代替DC)/深色铬酸盐处理 c2Dc2C就是彩虹钝化!金属材料介绍发布者:北京时代集团广州新技术有限公司发布时间:2007年12月14日Audo look6.0下载金属材料介绍金属材料是最重要的工程材料,包括金属和以金属为基的合金。
工业上把金属和其合金分为两大部分:( 1 )黑色金属材料——铁和以铁为基的合金(钢、铸铁和铁合金)。
( 2 )有色金属材料——黑色金属以外的所有金属及其合金。
有色金属按照性能和特点可分为:轻金属、易熔金属、难熔金属、贵重金属、稀土金属和碱土金属。
(二)非金属材料非金属材料包括耐火材料、耐火隔热材料、耐蚀(酸)非金属材料和陶瓷材料等。
( 1 )耐火材料。
耐火材料是指能承受高温下作用而不易损坏的材料。
常用的耐火材料有耐火砌体材料、耐火水泥及耐火混凝土。
( 2 )耐火隔热材料。
耐火隔热材料又称为耐热保温材料。
常用的隔热材料有硅藻土、蛙石、玻璃纤维(又称矿渣棉)、石棉以及它们的制品。
( 3 )耐蚀(酸)非金属材料。
耐蚀(酸)非金属材料的组成主要是金属氧化物、氧化硅和硅酸盐等,在某些情况下它们是不锈钢和耐蚀合金的理想代用品。
常用的非金属耐蚀材料有铸石、石墨、耐酸水泥、天然耐酸石材和玻璃等。
( 4 )陶瓷材料。
(二)非金属材料非金属材料包括耐火材料、耐火隔热材料、耐蚀(酸)非金属材料和陶瓷材料等。
( 1 )耐火材料。
耐火材料是指能承受高温下作用而不易损坏的材料。
常用的耐火材料有耐火砌体材料、耐火水泥及耐火混凝土。
( 2 )耐火隔热材料。
耐火隔热材料又称为耐热保温材料。
常用的隔热材料有硅藻土、蛙石、玻璃纤维(又称矿渣棉)、石棉以及它们的制品。
( 3 )耐蚀(酸)非金属材料。
耐蚀(酸)非金属材料的组成主要是金属氧化物、氧化硅和硅酸盐等,在某些情况下它们是不锈钢和耐蚀合金的理想代用品。
常用的非金属耐蚀材料有铸石、石墨、耐酸水泥、天然耐酸石材和玻璃等。
( 4 )陶瓷材料。
二、常用工程材料的性能和特点(一)金属材料1 、黑色金属含碳量小于 2 . 11 %(重量)的合金称为钢,合碳量大于 2 . 11 %(重量)的合金称为生铁。
( 1 )钢及其合金的分类。
钢的力学性能决定于钢的成分和金相组织。
钢中碳的含量对钢的性质有决定性影响。
在工程中更通用的分类为:l )按化学成分分类。
可分为碳素钢、低合金钢和合金钢。
2 )按主要质量等级分类:① 普通碳素钢、优质碳素钢和特殊质量碳素钢;② 普通低合金钢、优质低合金钢和特殊质量低合金钢;③ 普通合金钢、优质合金钢和特殊质量合金钢。
( 2 )钢牌号的表示方法。
按照国家标准《钢铁产品牌号表示方法》规定,我国钢铁产品牌号采用汉语拼音字母、化学符号和阿拉伯数字相结合的表示方法,即:l )牌号中化学元素采用国际化学元素表示。
2 )产品名称、用途、特性和工艺方法等,通常采用代表该产品汉字的汉语拼音的缩写字母表示。
3 )钢铁产品中的主要化学元素含量(%)采用阿拉伯数字表示。
合金结构钢的牌号按下列规则编制。
数字表示含碳量的平均值。
合金结构钢和弹簧钢用二位数宇表示平均含碳量的万分之几,不锈耐酸钢和耐热钢含碳量用千分数表示。
平均含碳量< 0.1 %(用“0” 表示;平均含碳量< 0.03 %,用“00” 表示=。
合金工具钢平均含碳量> 1.00 %时,不标合碳量,否则用千分数表示。
高速工具钢和滚珠轴承钢不标含碳量,滚珠轴承钢标注用途符号“C” 。
平均合金含量< 1.5 %者,在牌号中只标出元素符号,不注其含量。
例:在钢的分类中 , 优质钢是按照()来分类的。
A. 化学成分B. 用途C. 冶炼质量D. 冶炼方法答案 :C( 3 )工程中常用钢及其合金的性能和特点。
l )碳素结构钢。
碳素结构钢生产工艺简单,有良好工艺性能(如焊接性能、压力加工性能等)、必要的韧性、良好的塑性以及价廉和易于大量供应,通常在热轧后使用。
在桥梁、建筑、船舶上获得了极广泛的应用。
某些不太重要、要求韧性不高的机械零件也广泛选用。
2 )低合金高强度结构钢。
低合金高强度结构钢比碳素结构钢具有较高的韧性,同时有良好的焊接性能、冷热压力加工性能和耐蚀性,部分钢种还具有较低的脆性转变温度。
3 )合金结构钢。
合金结构钢广泛用于制造各种要求韧性高的重要机械零件和构件。
形状复杂或截面尺寸较大或要求韧性高的淬火零件,一般为合金结构钢。
4 )不锈耐酸钢。
它在化工、石油、食品机械和国防工业中广泛应用。
按不锈钢使用状态的金相组织,可分为铁素体、马氏体、奥氏体、铁素体加奥氏体和沉淀硬化型不锈钢五类。
现将各类不锈钢的特点简述如下:① 铁素体型不锈钢。
铬是铁素体型不锈钢中的主要合金元素。
高铬钢有良好的抗高温氧化能力,在氧化性酸溶液,如硝酸溶液中,有良好的耐蚀性,故其在硝酸和氮肥工业中广泛使用。
高铬铁素体不锈钢的缺点是钢的缺口敏感性和脆性转变温度较高,钢在加热后对晶间腐蚀也较为敏感。
② 马氏体型不锈钢。
铬是钢中的主要合金元素。
通常用在弱腐蚀性介质,如海水、淡水和水蒸汽等中,使用温度小于或等于580 ℃ 、通常作为受力较大的零件和工具的制作材料,由于此钢焊接性能不好,故一般不用作焊接件。
③ 奥氏体型不锈钢。
钢中主要合金元素为铬和镍。
这类钢具有高的韧性、低的脆性转变温度、良好的耐蚀性和高温强度、较好的抗氧化性以及良好的压力加工和焊接性能。
④ 铁素体—奥氏体型不锈钢。
⑤ 沉淀硬化型不锈钢。
这类钢主要用于制造要求高强度和耐蚀的容器、结构件零件,也可用作高温零件,如汽轮机零件。
5 )铸钢。
铸钢具有较好的强度、塑性和韧性,可以铸成各种形状、尺寸和质量的铸钢件。
( 4 )铸铁的分类和牌号表示方法。
大部分机械设备的箱体、壳体、机座、支架和受力不大的零件多用铸铁制造。
某些承受冲击不大的重要零件,如小型柴油机的曲轴,多用球墨铸铁制造。
其原因是铸铁价廉,切削性能和铸造性能优良,有利于节约材料,减少机械加工工时,且有必要的强度和某些优良性能,如高的耐磨性、吸震性和低的缺口敏感性等。
1 )铸铁的分类。
按照石墨的形状特征,铸铁可分为灰口铸铁(石墨成片状)、球墨铸铁(石墨成球状)和可锻铸铁(石墨成团絮状)三大类。
按照铸铁成分中是否含有合金元素,可分为一般铸铁和合金铸铁两大类。
一般铸铁可分为普通铸铁和变质(孕育)铸铁。
2 )铸铁牌号的表示方法:① 用各种铸铁相应汉语拼音字母的第一个大写字母作为铸铁的代号,当两种铸铁名称的代号字母相同时,可在大写字母后加小写字母表示。
② 在牌号中一般不标注常规元素 C . Si 、 Mn 、 S 和 P 的符号,但当它们有特殊作用时才标注其元素符号和含量。
③ 牌号中代号后面的一组数字表示抗拉强度值(如灰口铸铁 HT100 ),有两组数字时,第一组数字表示抗拉强度值,第二组数字表示伸长率值(如球墨铸铁 QT400 - 18 ),两组数字之间用“ -” 隔开。
3 )工程中常用铸铁的性能和特点:① 灰口铸铁。
基体可以是铁素体,珠光体或铁素体加珠光体,相当于钢的组织。
② 球墨铸铁。
球墨铸铁综合机械性能接近于钢。
可用球墨铸铁来代替钢制造某些重要零件,如曲轴、连杆和凸轮轴等。
③ 蠕墨铸铁。
蠕墨铸铁的强度接近于球墨铸铁,并具有一定的韧性和较高的耐磨性;同时又有灰口铸铁良好的铸造性能和导热性。
蠕墨铸铁在生产中主要用于生产汽缸盖、汽缸套、钢锭模和液压阀等铸件。
④ 可锻铸铁。
可锻铸铁可以部分代替碳钢。
⑤ 耐磨铸铁。
耐磨铸铁是在磨粒磨损条件下工作的铸铁,应具有高而均匀的硬度。
⑥ 耐热铸铁。
耐热铸铁是在高温下工作的铸件,如炉底板、换热器、钳锅、热处理炉内的运输链条等。
⑦ 耐蚀铸铁。
耐蚀铸铁是主要用于化工部件,如阀门、管道、泵、容器等。
2 、有色金属l )铝及其合金。
工业纯铝可制作电线、电缆、器皿及配制合金。
铝合金可用于制造承受较大载荷的机器零件和构件。
① 防锈铝合金( LF )。
主要用于焊接件、容器、管道或以及承受中等载荷的零件及制品,也可用作铆钉。
② 硬铝合金( LY )。
低合金硬铝塑性好,强度低。
主要用于制作铆钉,常称铆钉硬铝;标准硬铝合金强度和塑性属中等水平。
主要用于轧材、锻材、冲压件和螺旋浆叶片及大型铆钉等重要零件;高合金硬铝合金元素含量较多,强度和硬度较高,塑性及变形加工性能较差。
用于制作重要的销和轴等零件。