毛织吓数
毛织厂毛衫生产流程

毛织厂毛衫生产流程一、前整部 (1)一,复办(蓝咭办) (1)二,织机 (1)三,缝盘 (2)四,挑撞 (2)二)后整部 (2)一,洗前照灯 (2)二,补衣 (3)三,洗水部 (3)四,洗水后照灯 (3)五,初查 (3)六,初补 (3)七,打钮部,平车部 (3)八,烫衣部 (4)九,度尺 (4)十,车麦部 (4)十一,复查 (4)十二,复补 (4)十三,总查 (4)十四,总补 (5)十五,包装部 (5)毛织厂毛衫生产流程,从前整到后整全面讲述毛织厂,毛衫,毛衫生产流程,前整,后整首先前整部一、复办(蓝咭办)按白卡办指示用货毛复齐码开机办,洗烫后所有尺寸做工交营业批核后方可开大货。
否则更改毛衣吓数后再复办,至OK为止。
二、织机1、按照生产单数量,码数,颜色,缸号,在收发本编好,发货时,对准缸号,码数,吓数纸,防止错缸错码。
2、织机员工在机位排好毛后,让师傅调机,拉好字码,才准开织,织出来的第一块衫片一定要经师傅拉过字码,全长,检查是否织对,如字码不符,下一块再拉直至 OK 为止。
3、织完一打衫片后,交回收发部过磅,看重量是否相符(如不相符即通知生产部),之后交到查片部。
4、查片人员要认真对照吓数纸100%检查,如有不符合吓数的,即返回织机返工,如有漏针爆孔,单毛,粗毛的,能补则补,不能补的退回返织,全打衫片查补合格后再交到逢盘部。
三、缝盘1、逢盘发货时要先按生产单数量,尺码落收发本,留意各码细数吓栏缝毛,颜色,缸号是否相符。
2、缝衫时要按做办时要求尺寸开缝(每批货开逢前要先试缝齐码1件看尺寸),缝出来的衫,交到查缝处,查缝要100%仔细检查,查衫领,膊头大小,夹边大小,夹边长短,缝合松紧,漏眼,单毛,衫脚袖嘴高低等,如全部合格再交到挑撞部。
3、如需绣花,车花,钉珠等特殊工序,则要换白色缝毛埋夹,不用收口,以方便拆夹用。
四、挑撞1,挑撞拆纱时要小心,预防拉到抽筋,挑领时要按原办要求。
2,挑完后交到查挑处,由专人100%查过,特别留意所挑的领位及线头是否符合原办要求,有漏眼,单毛的要补好,清理毛衫上所有杂毛,再交下一部门。
毛织(针织)跟单基础知识 林师傅工作室

办的报价一般是货的报价的50倍至100倍。
办的包装,根据客人要求或其常规包装法,将办拆迭好,此时要用尺量出其长,宽规格,略考虑其大码,小码之尺寸,计好包装袋之尺寸,备大货订大货之胶袋。然后用适当大小之胶袋包装后即可出给客人。留意包装时要顺,不能起皱,折角。包装OK后的办即可交给客人。
1.外销跟单
外销的跟单一般包括营业跟单和生产跟单,但二者往往合二为一,也就是说外销的跟单要求从一张办单至落货(也有一种说法为从一条毛至落货)。其中包括以下具体工作:
跟板:当收到客户办单时,先留意办单有无疑问,如有致电客户,若无则要将英文译成中文,将办单交付办房。同时要将办毛分清是客供,还是用存仓毛,大货毛。OK后就移给办房。此种跟单需英文四级以上,口语流利,书写流畅,与客户有极好的沟通能力,每一环节都要能为公司获得最大利润,为客人提供最好的质量和服务,此种为高级跟单。
当办房收到办单以后(当然要有办毛),由吓数师傅写出吓数,最多二日内要完成,吓数出来以后发织,缝挑,后整及有其它特殊工艺要求的工序。
在跟办之中的重要任务是跟进办房办期,办的质量,办的计毛,报价,办的包装,办的交客。下面就这几个方面略述如下:
经过签名的生产单交办房,由办房师傅用大货毛做一件复办,一般要求在到齐数据(含生产单,毛料等)办房在二日内出齐码吓数给我们供生产。然后由外机或厂生产部在我们处签单,领毛后在二日内复回开机办,经外机QC(前整织机)和办房师傅复核OK即可开机生产大货,如有问题此时实时处理,一般在24小时复回外机或厂生产部可否开机织大货。外机或生产部同我们签约单一般为“加工协议”之类带合同性质的条约,内含加工工序(如织机,织缝挑),加工货期,加工数量,加工单价,发出用料,违约处罚等内容。当合约生效以后,跟单人员要随时与加工方联系生产进度,并不时安排QC,QA人员前往进行品质检验,在生产过程有必要时要亲临工厂去了解生产情况,质量检查,特别要处理好发现的问题,所以一个好的跟单同量也是一个协调能手,品质保证能手,这就要求跟单人员必须熟悉毛织业的各个工序,最好要会织机,懂一点吓数,能做一个合格的QA,QC人员。也就是说在跟进生产进度同时要跟进生产质量,没有质量,能一天之内交货都是空话,甚至是负面作用,“顾客是上帝,质量第一是保证”,所以切忌只追货期,认为在规定时间把货交给客人就算是完成任务,就算是跟单,其实只是一个方面,时刻要把质量放在首位。
羊毛衫工艺(吓数)指南
H}z,@
1 市尺=33 厘米
1 英寸=8 分
wR:a#$-
1 市尺=1.3 英尺
二
:英
寸
与
分
的
换
算
H<CKt@P<
1 分=0.125 英寸
2 分=0.25 英寸
*40OiT
3
3 分=0.375 英寸
4 分=0.5 英寸
4(K>-ze
5 分=0.625 英寸
6 分=0.75 英寸
%3WiYw
直接影响吓数计算水平和产品质量效果,所以组织在整个款式设计
BY #=}I&
工艺中占有重要地位,即然组织这么重要,我们又如何地进行合理正
6`S!dRbf
确 求 取 呢 ?这 里 就 作 如 下 步 骤 进 行 简
介.
qN5v4NU^e8
一 :根 据 办 单 或 客 人 要 求 去 选 定 针 型 种 类 ,毛 料 品 种 和 毛 的 用
4
5 件=0.41667 打
6 件=0.5 打
7 件=0.5833 打
8 件=0.667 打
9 件=0.75 打
10 件=0.8333 打
11 件=0.91667 打
12 件=1 打
Z[P[o|%E "zRp?y3Ok #NZyH# u
第 二 章 :羊 毛 衫 款 式 设 计 工 艺
yb0.875 英寸
8 分=1 英寸
三:重量的有关换算
1 公斤=2 斤
1 斤=1.1 磅
1 磅=0.907 斤
1 磅=16 安仕
1 安仕=28.375 克
1 克=0.03524
四:磅与安仕的换算
针织知识
针织服装知识汇总(一)针织基础知识( T6 T/ z( V. t: d毛织机械主要分为横式手机、花机、普通电机、电脑机。
现在先介绍通常生产中最常用的横式手机。
-横式手横式手机是指人工操作,靠边手摆动使机头在针床上左右移动而完成针织过程的织机,机号是说明# [,针坑上排针的疏密程度,即机号越大,针坑上规定长度的针数越多,反之则针数越少,横式手机的一般种类有3针,3.5针,5针,7针,9针,12针,14针,16针,正常的横机幅宽为36英寸,加长机可达48英寸,例如7针机则表示机板上七道针坑的长度为一英寸,其它针种类推,由于粗针产品(通常9针以下为粗针,以上为幼针)所用纱线较粗,因而其产品花款比幼针产品复杂。
机板针数的计算公式(7针36寸机)总针数=36×7=252支横式手机的结构! 4 A6 z* C. }- y! m. Q" O/ N) ?1、机头:机头是织机的心脏部分。
2、机头轨道:使机头工作平稳。
3、手推柄:节约工作力的装置。
4、针床:又称针板,是横织机的重要部件,上有针槽,内有织针,筒口有齿口,齿口是用来握住沉降弧),协同舌针完成弯纱和脱圈。
5、塞织槽和塞织:针床上有塞槽和塞织,上塞织主要用来稳定舌针;下塞织主要用来固定底脚弹簧的位置。
& K! o& Q2 k( v/ `6、圆盘式喂纱装置:主要是调节纱线的张力。
: \- S% n7 _6 m( n# b7、织针:横机大多采用舌针,其材料一般用60号钢丝或钢片压制而成,可分为针钩,针舌,针种。
$ Q- b88、后针床移动杆:可用于调节后针钉的左右移动。
9、机板螺丝:固定针床之用。
6 d6 Q; _5 h! E0 w10、毛刷:在编织过程中将舌针刷开。
11、导纱器,引导纱线正确参与编织的装置。
12、字码调节装置:控制大山上下移动而改变密度的装置。
. j" G5 J" q. J" ~13、刀仔:连接螺山控制其是否参与编织的装置。
吓数基础知识

第一章、吓数知识学习第一节、常见符号的认识在羊毛衫设计中,时常在制单表格,及付料上,遇到不同的符号及部位的英文名称,而感到知识的不足而头痛,这种现象往往是初学者常见的毛病,为了避免这些现象,下面我们将学习:一、吓数的有关符号认识KG 表示公斤N,W 表示净重LBS 表示磅G,W 表示毛重G 表示克m 表示面积OZ 表示安仕sime 表示码XS 表示加小码CSH 表示箱S 表示小码G 表示针数M 表示中码N 表示支数L 表示大码T 表示转数XL 表示加大码K 表示转S 表示单层H 横式手摇机W 表示双层J 表示拔花I 表示挂毛DOJ 表示打Made in china 中国制造二、颜色的中,英文对照OFFOHTE 白色MGREY 中灰色WHTTE 漂白色AQVA 浅绿色DRFICE 驼色DPARPL 深紫色YELLOW 黄白LORANCE 浅橙色HOLIDAY TEAL 湖绿色BROWN 杏色ORANL 啡,深啡色COLOUR 颜色PURPE 紫色BEIYE 泥色BLUE 蓝色SAXE 浅蓝色OGREY 深灰色NARY 宝蓝色RED 红色KHAKI 卡其色PTNR 粉红,玫红色ROXL 彩蓝色BLACK 克色PALE,YELLON 旦黄色TANGERINE 橙色MUSK 虾肉色WINE 杏红色PUNPRIN 金色GREEN 绿色MOCA 啡色IVOREY 象牙白CHACOAL 灰色三、羊毛衫各部份名称的中,英文对照(1)Length from shoulder 身长(领边度)(2)Bust Width 1"beIow armhoIe 胸阔(夹下1"度)(3)ShouLder width 膊阔(4)Sleeve Length from shouIder 袖长(膊度)(5)Slee Length fromc enter back 袖长(后中度)(6)Avmhole/straigth raglom 夹阔(7)Sleere width 1"below armhole 袖阔(夹下1"度)(8)Sleere caff width 袖咀阔(9)Seere eaff height 袖咀高(10)Neek width-inside seam to seam 领阔(11)Neek deplh-from back horizomtal to seam fro前领,后领深(12)Neek tvim 领贴(13)Piacket 胸贴(14)Buttlns 钮(15)Bottom caff height 衫脚高(16)Bottom width 脚阔四、常见包装材料名称中,英文对照,(1)Back neck label 主唛(2)Care bag 副唛(3)Poly bag 胶袋(4)Swing lieket 挂牌(5)Fibre content 成份(6)Colour b/down 颜色搭配(7)Comment on coiourways 颜色评语(8)Srae/desion of pattam 尺寸/款式(9)Shipping mark 箱唛(10)Quantity/ctn 每箱件数(11)Colour/ctn 每箱颜色(12)Size ratio 尺码搭配第二节、单位的换算单位换算这一节是本书的学习重点之一,运算速度直接影响吓数工式快慢,准确与否直接影响羊毛衫成品质量,所以这节要重点学习。
使用智能下数纸-电机起办十分 - V4

使用智能吓数纸电机起办十分钟智能针织科技有限公司“智能吓数纸”,是毛衫设计及工艺应用辅助软件的一个重大突破。
不单能够辅助毛衫企业走向特色化、品牌化、规模化的发展路线,亦能立竿见影地缩短产品从开发到投放市场的周期,节省新产品在各个制作环节中的时间,减少毛料在重复打样过程中造成的不必要浪费和损耗,使毛衫企业更高效、节能、标准、优质。
随着行业竞争愈加激烈,汰弱留强势将加剧,“智能吓数纸”可以在过程中发挥决定性作用。
从设计到生产管理,节约成本,提高效率,抓紧寸土必争的经济效益,“智能吓数纸”都是当今企业竞争中不可缺少的重武器。
但更好的软件,也不过如一把锋利的宝剑。
要充分把力量发挥,必需依靠背后有规模的专业队伍的不断开发和技术支援。
“智能吓数纸”公司人才鼎盛优良,有专业对口的高材生,有从事毛衫行业二十多年经验的资深师傅,为客户提供整体的解决方案,让企业从订单管理到实际生产,成本控制上更有效地配合和发挥“智能吓数纸”所带来的巨大潜在优势。
经过10多年的发展及客户的支持,“智能吓数纸”的发展在毛衫界已是有目共睹。
“智能吓数纸”多年来的发展,以客户的需求为起点,不断完善、不断升级、功能不断加强,适应客户在不同时期的不同需求。
这几年毛衫市场电脑横机快速发展,电脑横机的普及应用引导毛衫企业进行了一场革命性的升级换代。
随之而来的就是企业如何更方便快捷利用电脑横机的优势,培训相应的综合人才,从起办开始即利用电脑横机编织,快捷省时,亦避免样版与大货成品的差异所带来经济损失。
对应市场变化,智能公司开发了吓数工艺直接汇出电脑机编织的新功能。
直接上电脑机新功能利用“智能吓数纸”做好的吓数工艺档案,按需要添加各种织法,即可直接转换成STOLL、SHIMASEIKI、慈星、龙星、盛星、飞虎等一系列电脑横机的上机文件,直接导入电脑机进行起办及生产。
纵观市场,有远见的厂家已对原有的模式进行了革命性的改变,在办房放置电脑横机起办,利用“智能吓数纸”直接上电脑机新功能,做到快速起办,并与大货生产保持一致。
毛衫吓数常用计算公式
毛衫吓数常用计算公式文件编码(GHTU-UITID-GGBKT-POIU-WUUI-8968)毛衫吓数常用计算公式毛衫吓数计算顺序:后幅—〉前幅—〉袖幅—〉下栏后幅计算公式:后幅胸阔支数=胸阔X身平方支数后幅衫脚开针支数=脚阔X衫脚平方支数后幅衫脚高=脚高X衫脚平方转数后幅身长总转数=(身长-衫脚高)X身平方转数+缝耗后幅肩阔支数=(肩阔-修正值)X身平方支数后幅夹阔转数=(夹阔-修正值)X身平方转数+缝耗后幅领阔支数=(领阔-修正值)X身平方支数后幅单肩剩针支数=(肩阔总支数-领阔支数)/2后幅肩斜转数=肩斜X身平方转数后幅每边收夹支数=(胸阔总支数-肩阔总支数)/2后幅面每边收夹转数=夹阔X0.35后幅领深转数=后领深X身平方转数+缝耗后幅领位每边收针支数=(领阔总支数-后领平位支数)/2后幅袖尾直位一般做5CM左右高(即挂纱位至挑孔位的转数)前幅计算公式:前幅胸阔支数=(胸阔+2)X身平方支数前幅衫脚开针支数=(脚阔+2)X衫脚平方支数前幅衫脚高=脚高X衫脚平方转数前幅身长总转数=(身长-衫脚高)X身平方转数+缝耗前幅肩阔支数=(肩阔-修正值)X身平方支数前幅夹阔转数=(夹阔-修正值)X身平方转数+缝耗前幅领阔支数=(领阔-修正值)X身平方支数前幅单肩剩针支数=(肩阔总支数-领阔支数)/2前幅肩斜转数=肩斜X身平方转数前幅每边收夹支数=(胸阔总支数-肩阔总支数)/2前幅面每边收夹转数=夹阔X0.3前幅领深转数=前领深X身平方转数+缝耗前幅领位每边收针支数=(领阔总支数-前领平位支数)/2前幅袖尾直位一般做5CM左右高(即挂纱位至挑孔位的转数)袖幅计算公式:袖阔支数=(袖阔X1.05X2)X身平方支数袖咀开针支数=(袖咀阔X2)X袖咀平方支数袖咀高转数=袖咀高X袖咀平方转数袖长总转数=(袖长-袖咀高)X0.95X身平方转数+缝耗袖尾剩针支数=(后幅挂纱至挑孔位转数+前幅挂纱至挑孔位转数-缝耗X2)X身平方支数袖阔总支数=袖阔X2X1.05X身平方支数袖幅每边收夹支数=(袖阔总支数-袖尾剩针支数)/2袖幅夹阔转数=后幅收夹转数至挂纱位转数-身平方转数X1.5CM袖每边加针支数=(阔总支数-袖咀开针支数)/2袖幅加完针至收夹转数=一般做3CM左右领贴计算公式:领贴开针=领周长X领贴平方支数领贴转数=领贴高X领贴平方转数注意:如领贴为坑条(抽条)组织,一般圆领开斜角,V领开底包。
吓数工艺指南

4件=0.333 打 5件 =0.41667打 6件=0.5打
7件=0.5833 打 8件=0.6667 打 9件=0.75打
6磅毛料=( )安仕=( ) 克
b.生产款衫 730件时,需 A.B色毛料 各多少磅?
10件 =0.8333打 11件 =0.91667打 12件=1打
1650件毛 衫=( )打 另( )件
第一节 羊 毛衫各部 位名称的 认识在羊毛 衫款式设 计运算中, 是根据各 款衫型的 不同部位 来计算出 其所需的 针.转数的. 这也是确 寂一件衫 的重好 要与 工坏 艺, 而羊毛衫 各部位名 称与不同 的单位及 不同客户 要求不同 而表示不 同.这也是 我们初学 者今后学 习的重点 一.各部位 的量法 胸阔:夹下1 寸处横量 尺雨
1分米 =10厘米
1厘米 =0.39英寸
3分=0.375 英寸 4分=0.5英 寸
1磅=0.907 斤 1磅=16安 仕
5安仕 =0.3125磅 6安仕 =0.375磅 7安仕 =0.4375磅 8安仕=0.5 磅
Sleeve--袖长
Arm hole--夹阔
Bell Width--袖肚阔
Neck Width--领阔(外度)
Rayonn--人造丝
Chest ci/Below Armpit---胸 阔(夹下1" 度)
Bodu length---身 长
Shoulder--肩阔(膊阔) 第二节 单位的换 算 单位换 算这一节 是本书的 学习重点 之一,运算 速度直接 影响吓数 工芑快慢, 准确与否 直羊接 毛影 衫响 成 品质量,所 以希望学 员作重点 学习 一.长度单 位换算
毛衫工艺吓数做法顺口溜
毛衫工艺吓数做法顺口溜
工艺吓数有讲究,细致入微是追求
毛衫也是靓衣裳,合乎人体才能穿
明白衣裳怎么样,量量自己身上装
各个部位有不同,理解才算略微通
只因毛衫特殊性,不是布料裁就行
是由纱线到成衣,各种工序排成形
了解纱线缩水性,软硬手感在成分
不同成分不同性,选择字码〈拉密〉要分明羊绒代表最高层,字码〈拉密〉略松好缩绒羊毛分有好多种,不紧不松可雷同
兔毛讲究毛起面,织薄就能来保暧
还有就是马海毛,放松才可放马〈毛〉跑晴纶成分要做紧,丝质成分可争胜
棉纱不说也知道,人人都知最要好
令人讨厌仿羊绒,放松之后真还熊
锦纶有别氨纶丝,原是氨纶有弹丝
锦纶就是高弹丝,有它可以牵制丝
氨纶俗语叫拉架,弹力有高也有低
倍数可以来定位,放松放紧要注意
明确毛料特殊性,试织小片才可行
小片就是试小样,样衣靠它来计算
小片也是有讲究,不能随便来织就
虽然小片那么小,做法一样有诀窍
记录在案是资料,洗水整烫不能少
单面两边有三平,针多针少无所谓
坑条最好多点针,这样可以有准性
四平不要开多针,计算横密要略省
三平转数要够数,正面反面求平稳
特纺毛纱特殊做,特种做法特殊化
记住一定有诀窍,取准密度有方法
客户要求最重要,厚薄软硬随他挑适应生产方可行,不能强取换人笑。
毛织相同针法的不同叫法
毛织相同针法的不同叫法
单面=单边=纬平针
四平=双边=满针罗纹
正针=前板=面针=表目
反针=后板=底针=里目
1行=1目=半专
添纱=盖面=双梭=吭毛=拉架
套针=拷针=平收
元筒=空气层=空转
罗纹空气层=四平空转
提花=拨花=jacquard
工艺=吓数
作程序=制版
集圈=吊目=打花=tuck
密度=字码=度目=拉力
拉字码=拉目
牵拉梳=起底板
嵌花=引塔夏=挂毛=intarsia
绞花=扭绳=麻花=拧麻花=绞八结
鸟眼=芝麻底=bird eye
空气层双面提花=圆筒拨花
横条提花=三平拨花
抽条=坑条=正反针=正反组织=表里目=令士links 下摆=罗纹=下兰\
贴=贴边=门襟=附件
纱嘴=梭子头=喂纱器=导纱器=yarn feeder
滑块=梭箱(纱嘴上面与轨道摩擦的那块塑料)
波纹=扳花
纱罗=挑花
罗纹空气层= 四平空转
滑针=架空编织
单面有虚线提花=拨花
单面无虚线=挂
前床织=面针=正针
后床织=底针=反针
四平=前后床织
集圈=吊目=打花
挑孔=挑洞
正反针=令士=桂花目
绞花=纽绳=拐麻花
分针=挑耳仔=挑半目
抽条=坑条=罗纹
柳条=双元宝=双鱼鳞)
珠地=单元宝=单鱼鳞=玉米目
单面背后拉浮线提花=虚提=单面提花后床全出针提花=三平提花=横条提花后床1X1芝麻点提花=鸟眼
圆筒提花=空转提花=袋编提花INTARSIA=嵌花=无虚线=挂毛=引塔夏局部编织=引返
凸条=谷波打样=画花=制版
起底=上梳。
吓数入门公式
吓数入门公式后幅1.胸阔x横密=后幅开针总数2.身长-脚高x直密=身长总转数3.夹阔+膊斜-0.5x直密=夹阔转数4.身长-脚高-夹阔-膊斜+1/2x直密=夹下转数5.身长总转数-夹上=夹下转数6.夹上转数分3段,A收夹转数,B挂肩转数,C收膊转数,对袖尾针数.7.先计收膊转数,膊阔-领阔÷2x直密x0.8=收膊总转数,8.夹上转数-收膊转数x0.4=收夹转数x0.6=挂肩转数,也可对半分,但挂肩直位又分2节,收完夹第一节在夹边第1.2支扭位,然后到收膊花.9.膊阔-领阔÷2x横密=每边要收的支数,简单的方法就是,先算好膊阔的总支数-领阔的支数÷2=两边要收的支数.10.胸阔-膊阔÷2=两边要收的支数.11.领阔-0.75(或2cm)x横密=领位总支数.前幅1.前幅一般情况是要比后幅多开针,可以先把胸阔x2x横密看组织而定,一般前幅要比后幅多开半寸针.1x1元仝可以半寸计数,如果是坑条:2x1.3x2.4x3.一定要循环边,可以多开几支或少几支也无妨,粗针一定要注意这样的问题.2.只要把后幅算出前幅只要照抄,把领形更改一下即可,后有的公式只是入门作用,运用还是要靠个人灵活运用3.前幅的多出的针要在收夹的时候把它收完,前幅夹上转数一般比后幅多1/4寸左右.即是2-3转,粗针就要相同,夹下也要一样.碰到有一些问题:比如开胸分左右的前幅多数要比后幅短1寸以上.有些可能要短2寸以上,这样它就就不容易太长.特别是车拉链的一定要注意这个问题.4.求收领的转数,元领直接用领深的尺寸x直密即可,V领一般要比原尺寸减去2分或是0.5cm计算,因它有一个V咀会顶住,记住要灵活运用.5.前后幅收夹的转数要先快后慢例:先2-3-6再3-3-56.前幅挂肩直位要分2段,收夹为1.直位为2,挂肩直位又分3节.(同后幅)袖子1.一般袖长-0.75寸或是2cm计算,因为是膊阔有影响,特别是后中度或是后中三点度的袖子,一定要减去0.75寸或是2cm,膊度的可以实算,袖长-袖咀高-0.75寸或是2cmX直密=袖总转数,袖阔x2x 横密=袖最阔的支数,袖收夹的转数视夹形而定,一般的弯夹就是比前后到扭位处少3-5转即可(适用细针)粗针即用1-3转,间色一定要对间,如果不对间可以在做大或做小,一般袖尾是4-5寸左右或是8-10cm左右,其实袖子可以影响整个衫形.算吓栏1.要先看领阔,领深尺寸,画好尺寸.比如领阔20cm领深是8cm,首先要把cm换成寸,画好领的的周长:领阔+{领深x1.3}+平位=领的周长x针盘=领的开针总支数.1x1,2x1,3x2,4x3,一般是要做大少许,一般平位2 1/2寸-3 1/2寸左右.V领就不用加平位,大U领/大元领平位适当的加大即可.单边,元仝就要看字码而定.正常的情况下X0.92左右即可.由于元仝和单边的组织是固死的.所以单边和元仝只可以做小不可以做大,。
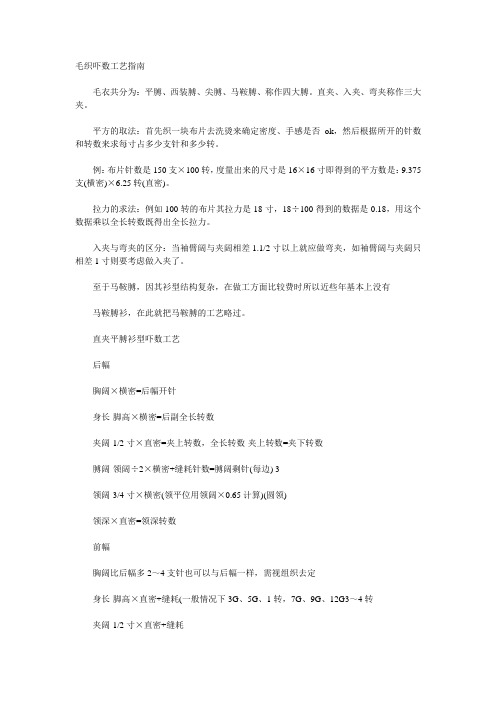
吓数常用平方数

单边 单边 单边 单边 单边 单边
10支拉1 3.5/8 10支拉1 4/8 10支拉1 5/8 10支拉1 6.5/8
7.9支X 5.4转 X 0.152 7.34支X5.24转X0.1628 7.36支X5.03转X0.1698
7.3支X4.8转X0.194
2X1
5坑拉2 吋
1X1 10支拉2 2/8
3.327支X2.5转X0.31 4支X2.89转X0.28
3X2 3坑拉3 1/8 1X1 10支拉4 2/8 2X1 5坑拉3 6/8 2X1 5坑拉3 3/8
3.333转 3.15转
3转 3.428转
5条2/20支棉 6条2/20支棉 8条2/32支棉
9条2/32支棉 12条2/32支棉 20条2/32支棉
2X1
5坑拉2 吋
4.66转 6.05转
5转
5.9转
4条2/48支丝光三七
7针
4条2/48支丝光三七
7针
5条2/48支丝光三七
7针
5条2/48支丝光三七
7针
6条2/48支丝光假三七
7针
8条2/48支丝光五五
5针
8条2/48支丝光三七
5针
9条2/48支丝光假三七
5针
6条2/32支假三七冚140D尼 6条2/32支假龙三七冚140D尼
单边
10支拉1 2/8
单边 10支拉1 3.5/8
单边
10支拉1 4/8
1X1坑条 10支拉2 7/8
单边
10支拉1 3/8
单边 10支拉1 3.5/8
单边
10支拉1 4/8
单边
10支拉1 5/8
单边
10支拉1 6/8
毛织吓数工艺指南
毛织吓数工艺指南毛衣共分为:平膊、西装膊、尖膊、马鞍膊、称作四大膊。
直夹、入夹、弯夹称作三大夹。
平方的取法:首先织一块布片去洗烫来确定密度、手感是否ok,然后根据所开的针数和转数来求每寸占多少支针和多少转。
例:布片针数是150支×100转,度量出来的尺寸是16×16寸即得到的平方数是:9.375支(横密)×6.25转(直密)。
拉力的求法:例如100转的布片其拉力是18寸,18÷100得到的数据是0.18,用这个数据乘以全长转数既得出全长拉力。
入夹与弯夹的区分:当袖臂阔与夹阔相差1.1/2寸以上就应做弯夹,如袖臂阔与夹阔只相差1寸则要考虑做入夹了。
至于马鞍膊,因其衫型结构复杂,在做工方面比较费时所以近些年基本上没有马鞍膊衫,在此就把马鞍膊的工艺略过。
直夹平膊衫型吓数工艺后幅胸阔×横密=后幅开针身长-脚高×横密=后副全长转数夹阔-1/2寸×直密=夹上转数,全长转数-夹上转数=夹下转数膊阔-领阔÷2×横密+缝耗针数=膊阔剩针(每边) 3领阔-3/4寸×横密(领平位用领阔×0.65计算)(圆领)领深×直密=领深转数前幅胸阔比后幅多2~4支针也可以与后幅一样,需视组织去定身长-脚高×直密+缝耗(一般情况下3G、5G、1转,7G、9G、12G3~4转夹阔-1/2寸×直密+缝耗领阔、膊阔同后幅一样领深同后幅一样计算(领平位用0.35计算)(圆领)领深转数×0.55=收领转数,领收针支数=领阔-领平位针数÷2(收针要先急后慢)(圆领) 袖子,袖长(膊度)-袖咀高×直密×0.97=袖全长转数袖臂阔×2×横密+缝耗=袖加完针针数袖尾剩针=袖臂阔袖咀阔×2+1/2寸×横密(圆仝)袖直位转数留1.3/4~2寸袖加针针数=袖臂阔-袖咀开针÷2(加针先快后慢)袖加针转数=全长转数-直位转数,西装膊衫型吓数工艺后幅胸阔×横密=后幅开针身长-脚高×直密=全长转数夹阔-1/2寸×直密=夹上转数(全长转数-夹上转数=夹下转数) 膊斜×直密=膊斜转数膊阔-领阔÷2×横密+缝耗=膊阔剩针(每边)收夹转数=夹阔转数×0.35收夹针数=胸阔-膊阔÷2领阔-3/4寸×横密领深×直密=领深转数前幅胸阔+1/2寸×横密=前幅开针身长-脚高×直密+缝耗=前幅全长夹阔-1/2寸×直密+缝耗=夹上转数收夹转数、针数,膊阔、膊斜、领阔、领深均与后幅一样算法袖子袖长(膊度)-袖咀高×直密×0.97=袖全长转数袖臂阔×2×横密+缝耗=袖加完针袖咀阔×2+1/2寸×横密=袖咀开针袖尾剩针=前后夹直位转数÷直密×横密袖收夹转数=前、后收夹转数+缝耗袖直位转数留1.3/4~2寸袖收针数=袖臂阔-袖尾剩针÷2袖加针针数=袖臂阔-袖咀阔÷2(加针先快后慢)尖膊衫型吓数工艺后幅胸阔×横密=后幅开针身长-脚高-3/4寸×直密=全长转数夹上转数=前幅夹上转数+3/4寸夹下转数=全长转数-夹上转数领阔-3寸×横密+缝耗收夹针数=胸阔针数-领阔针数÷2(收针尽量平均收或先慢后快) 前幅胸阔+1/2寸×横密=前幅开针身长-脚高-2寸×直密=全长转数夹阔(沿线度)可用勾股定律来计算夹上转数=夹阔×直密夹下转数同后领阔同后领深-2寸×直密:收夹针数=胸阔针数-领阔针数÷2(尽量平均收或先快后慢)袖子袖臂阔×2×横密+缝耗袖长(后中度)-领阔的1/2-袖咀高×直密=全长转数袖咀阔×2+1/2寸×横密=袖咀开针袖尾针一般取3寸+缝耗袖收针=袖臂阔-袖尾针÷2(收针先快后慢)袖收夹转数同后幅(如是真领则要减少转数)袖加针=袖臂阔-袖咀开针÷2袖加针转数=全长-收夹转数-1.3/4的直位转数(加针先快后慢)。
毛织厂缝盘技术轻描、淡写nbsp2011年03月
毛织厂缝盘技术轻描、淡写nbsp2011年03月毛织厂缝盘技术000一.缝盘的基本方法1.穿眼——将生口的横列线圈对眼穿上盘,以免拆纱后脱落。
2.刮边——将死口的纵行(即竖行)跟行缝合。
二.常见的缝盘疵点1.漏眼因锁眼不正,也就是说上眼穿在针与针之间的空位处,导致拆纱后活口脱落。
一般一件衫超5粒漏针是不可接受,一定要返缝,因太多漏针补衣不但费时修补,且不美观,造成次货损失。
2.锁错横行锁眼不同行(即穿错行、高低行),影响拆纱困难且纱口不齐,要将片拆掉,跟行穿眼,也即一行过。
此种类行是因工人贪快,也或工人不够熟练,是技巧所至。
作为师傅要及时查找原因,纠正过来,否则会造成很大损失,不但缝盘、挑撞费时返工,就连下栏都要重织(如果挑撞已拆纱的,不可能再用旧下栏返缝)。
3.吃边因刮边不直行(一行过),不但缝线辫子行数不直,形成弯曲,且衫片有缺口状,影响美观,应立即拆掉缝隙线返缝。
4.烂边缝盘要留意织片因查片遗漏未查到的烂边,或边针漏针现象,此片会影响缝隙作困难,刮边不能跟行上,并且因边针烂或漏针形成片边太松或有大耳仔,此时要退回查片,及时通知织机改善,查片要仔细检查,以免太多遗留到缝盘才发现,浪费缝盘时间,影响生产进度。
5.缝线不规则因穿毛不正确,或机器较位不对(也或某个零件松懈),导致有大小或间断性的缝线耳仔(即拋线),要立即检查真正的原因,然后返缝。
如果是穿毛不正确要自行改善;如果是机器有问题,要通知师傅较机,以免太多缝线严重不整齐而不接受,费时返工,耽误产量。
6.缝线太松调线不均而使缝骨太松,不紧密,缝线起耳仔,影响成衣外观不合格。
缝盘工要留意每个工序开始时的缝线量度,因每个工序不一定缝线的要求松紧度是相同的,比如领与埋夹、上袖、锁眼及衫脚、袖咀位的松紧度都不同。
7.跳线机器的钩仔动作不稳定,导致缝线未拆纱就不完整,且拆纱后漏眼,此种现象不易修补,一定要重新缝作。
当然缝工本人要立即反应给师傅较盆,师傅也应主动留意检查,工人在修机后更要自行检查缝线是否有此类情况。
毛织跟单之流程总结
毛织跟单之流程总结毛织跟单之流程总结毛织跟单-经验总结从事跟单首先要明确跟单的职责,跟单在工作中主要作为客人或香港营业部,供货商,生产厂或工厂部门之间的沟通桥梁,跟单时会与许多部门联系;例如经常性的有香港营业部,办房,生产控制部、毛仓、辅料部、织机部、缝盘部、挑撞部、洗水部、烫部、裁剪、打钮、车唛、初查、复查、包装、QC部、船务部、报关部、部分情况还会与毛厂、线厂、膊棉厂、拉厂、染厂等供货商以及毛织厂,钉珠厂,绣花厂等加工厂及客人QC等联系,由于作为沟通部门,因此跟单部职员必需有很高明的沟通技巧,为人处世必须面面俱到,凡事要有一个周祥的计划以及要有不断上进,不断学习新知识的思想及行动方为上策。
总之,做为跟单可以讲先做人后做事,现在就每个程序中所应留意的问题作简单介绍。
首先是要熟悉整个公司及工厂的运作程序,通常是公司营业员接见客人---客提供初办资料(原件)---营业员转交跟单---由跟单翻译办单(翻译过程如有不明白可通过营业员与客商讨)---交办单营业员审阅---收集做办所需资料,例如办毛,辅料等---办单及其它物料交办房---办房做办---跟单收办查办---办及吓数成本资料送营业员---营业员打价连同办交客---客接受后做复办---做大办或直接做批办---客批后供大货尺码及细数---计货毛订毛---收毛后做出缸片给客批---做批办客确认OK后同时生产部开机---生产完成后通知客人QC或公正行验货---交资料到船务部做单---报关员报关及出货---出货后凭单收款。
在跟单过程中由于要兼顾的方面非常多,而且很多资料要经常更改及重复,因此为安全起见应特别注意记录及表格的应用,凡有更改资料一定要有相关人员的书面通知必要时加上收发文件人员的亲笔签名,表格的应用可以避免很多混淆情况及可以随时掌握生产及样办进度。
现在就每个程序中应留意的问题作简单介绍:1、开单方面翻译办单时除了准确译出客人的原意之外还应留意以下方面:首先留意此办是用什么机织,什么织法并注意办单中所用的毛料支数是否与针数及条数相适应,例如1/1.5的毛料就不可用9针织。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
假如领圆周是18英寸.
16G: 2×1坑:18寸×18针盘=324支=108坑
7G 7/1支---4.5/1支 4.1/1支---2.6/1支
9G 11.6/1支---7.4/1支 6.8/1支---4.4/1支
12G 20.6/1支---13.1/1支 12.2/1支---7.7/1支
1×1坑双:18×20针盘÷2×1.15=207支单
勿针双:18寸×20针盘÷2×1.25=225支
夹下转数同后
领阔同后
领深-2寸×直密 :
收夹针数=胸阔针数-领阔针数÷2(尽量平均收或先快后慢)
袖子
袖臂阔×2×横密+缝耗
袖长(后中度)-领阔的1/2-袖咀高×直密=全长转数
袖咀阔×2+1/2寸×横密=袖咀开针
袖尾针一般取3寸+缝耗
1×1坑双:18寸×16针盘÷2×1.15=166支单
勿针双:18寸×16针盘÷2×1.25=180支
1×1坑双:18寸×10针盘÷2×1.15=103支单
勿针双:18寸×10针盘÷2×1.25=112支
勿针双:18寸×8针盘÷2×1.25其拉力是18寸,18÷100得到的数据是0.18,用这个数据乘以全长转数既得出全长拉力。
入夹与弯夹的区分:当袖臂阔与夹阔相差1.1/2寸以上就应做弯夹,如袖臂阔与夹阔只相差1寸则要考虑做入夹了。
至于马鞍膊,因其衫型结构复杂,在做工方面比较费时所以近些年基本上没有
勿针双:18寸×12针盘÷2×1.25=135支
7G: 2×1坑:18寸×8针盘=144支=48坑
1.5G 0.32/1支---0.2/1支 0.19/1支---0.12/1支
3.5G 1.75/1支---1.11/1支 1.03/1支---0.66/1支
5G 3.57/1支---2.27/1支 2.11/1支---1.34/1支
勿针双:18寸×18针盘÷2×1.25=202支
12G:2×1坑:18寸×14针盘=252支=84坑
3G: 2×1坑:18寸×4针盘=72支=24坑
1×1坑双:18寸×6针盘÷2×1.15=62支单
勿针双:18寸×6针盘÷2×1.25=67支
毛衫吓数计算顺序:后福--) 前福--)袖福—)下栏
后福计算公式:
后福胸阔支数=胸阔x身平方支数
后福衫脚开针支数=脚阔x衫脚平方支数
后福衫脚高=脚高x衫脚平方转数
后福身长总转数=(身长--衫脚高)x身平方转数-缝耗
后福肩阔支数=(肩阔--修止值)x身平方支数
膊斜×直密=膊斜转数
膊阔-领阔÷2×横密+缝耗=膊阔剩针(每边)
收夹转数=夹阔转数×0.35
收夹针数=胸阔-膊阔÷2
领阔-3/4寸×横密
领深×直密=领深转数
前幅
胸阔+1/2寸×横密=前幅开针
身长-脚高×直密+缝耗=前幅全长
14G: 2×1坑:18寸×16针盘=288支=96坑
1×1坑双:18寸×18针般÷2×1.15=186支单
袖直位转数留1.3/4~2寸
袖加针针数=袖臂阔-袖咀开针÷2(加针先快后慢)
袖加针转数=全长转数-直位转数 ,
西装膊衫型吓数工艺
后幅
胸阔×横密=后幅开针
身长-脚高×直密=全长转数
夹阔-1/2寸×直密=夹上转数(全长转数-夹上转数=夹下转数)
领深×直密=领深转数
前幅
胸阔比后幅多2~4支针也可以与后幅一样,需视组织去定
身长-脚高×直密+缝耗(一般情况下3G、5G、1转,7G、9G、12G3~4转
夹阔-1/2寸×直密+缝耗
领阔、膊阔同后幅一样
领深同后幅一样计算(领平位用0.35计算)(圆领)
后福夹阔转数=(夹阔--修止值)x身平方转数--缝耗
后福领阔支数=(领阔--修止值)x身平方支数
后福单肩剩针支数=(肩阔总支数--领阔支数)/2
后福肩斜转数=肩斜x身平方转数
后福每边收夹支数--(胸阔总支数--肩阔总支数)/2
后福面每边收夹转数=夹阔x0.35
后福领深转数=后领深x身平方转数+缝耗
夹下转数=全长转数-夹上转数
领阔-3寸×横密+缝耗
收夹针数=胸阔针数-领阔针数÷2(收针尽量平均收或先慢后快)
前幅
胸阔+1/2寸×横密=前幅开针
身长-脚高-2寸×直密=全长转数
夹阔(沿线度)可用勾股定律来计算
夹上转数=夹阔×直密
14G 28/1支---17.8/1支 16.6/1支---10.5/1支
16G 36.6/1支---23.3/1支 21.6/1支---13.8/1支
18G 46.3/1支---29.5/1支 27.4/1支---17.4/1支
NM=针种G平方/K NE=针种G平方/K÷1.69 K=7--11 常取9
假如领阔是18CM,前领深是21CM,那么就要计算出前领斜位的尺寸.(用计算器很容易就可以计算出来).先用前领深尺寸开方(21X21=441)+(领阔的一半9X9=81)=522.再用这个得出的数开根=22.84(这个数就是前斜尺寸了).那么领圆周就是(前斜22.84X2+领阔18=63.7).领圆周就是63.7CM. 邍
毛织吓数工艺
毛衣共分为:平膊、西装膊、尖膊、马鞍膊、称作四大膊。直夹、入夹、弯夹称作三大夹。
平方的取法:首先织一块布片去洗烫来确定密度、手感是否ok,然后根据所开的针数和转数来求每寸占多少支针和多少转。
例:布片针数是150支×100转,度量出来的尺寸是16×16寸即得到的平方数是:9.375支(横密)×6.25转(直密)。
袖收夹转数=前、后收夹转数+缝耗
袖直位转数留1.3/4~2寸
袖收针数=袖臂阔-袖尾剩针÷2
袖加针针数=袖臂阔-袖咀阔÷2(加针先快后慢)
尖膊衫型吓数工艺
后幅
胸阔×横密=后幅开针
身长-脚高-3/4寸×直密=全长转数
夹上转数=前幅夹上转数+3/4寸
夹阔-1/2寸×直密+缝耗=夹上转数
收夹转数、针数,膊阔、膊斜、领阔、领深均与后幅一样算法
袖子
袖长(膊度)-袖咀高×直密×0.97=袖全长转数
袖臂阔×2×横密+缝耗=袖加完针
袖咀阔×2+1/2寸×横密=袖咀开针
袖尾剩针=前后夹直位转数÷直密×横密
9G: 2×1坑:18寸×10针盘=180支=60坑
1×1坑双:18寸×12针盘÷2×1.15=124支单
领深转数×0.55=收领转数,
领收针支数=领阔-领平位针数÷2(收针要先急后慢)(圆领)
袖子 ,
袖长(膊度)-袖咀高×直密×0.97=袖全长转数
袖臂阔×2×横密+缝耗=袖加完针针数
袖尾剩针=袖臂阔
袖咀阔×2+1/2寸×横密(圆仝)
袖收针=袖臂阔-袖尾针÷2(收针先快后慢
袖收夹转数同后幅(如是真领则要减少转数
袖加针=袖臂阔-袖咀开针÷2
袖加针转数=全长-收夹转数-1.3/4的直位转数(加针先快后慢
针种 NM公制支数(羊毛,兔毛) NE英制支数(棉,麻)
马鞍膊衫,在此就把马鞍膊的工艺略过。
直夹平膊衫型吓数工艺
后幅
胸阔×横密=后幅开针
身长-脚高×横密=后副全长转数
夹阔-1/2寸×直密=夹上转数,全长转数-夹上转数=夹下转数
膊阔-领阔÷2×横密+缝耗针数=膊阔剩针(每边) 3
领阔-3/4寸×横密(领平位用领阔×0.65计算)(圆领)
5G:2×1坑:18寸×6针盘=108支=36坑
1×1坑双:18寸×8针盘÷2×1.15=83支单