工厂物料损耗定额标准
超损耗管理

物料超损管理办法一、目的:本着鼓励大家爱护物料,节约成本的目的,在定额以内制定物料损耗允许标准,如果损耗超出比例,责任人应承担损耗发生费用,藉以达到有效管制物料超损,降低成本之目的。
二、责任人:装配部全体管理及员工。
三、定义:超损耗物料—生产单位在产品作业制程中,人为造成物料损坏超出定额或由于管理不当导致物料遗失的,都属于“超额损耗”之范畴。
四、损耗标准1、普通物料:彩盒外箱类0.5%;电子线、五金件、螺丝,塑胶件、各种贴纸类,损耗比例为≦1%;2、重要物料:传感器,线路板,液晶,LED,不计损耗,以退坏料的方式,由仓库补回。
五、物料超损统计及费用产生1、由PMC统计制造部每月每单所有超损,节约物料明细,包括物料数量,在月底给到制部长签认后,上交给财务部。
财务部计算出超领物料所产生的费用(直接采购成本)总额,给到制造部长。
2、制造部将以物料超领或奖励费用落实到每一个单位组别和每一名管理者身上,具体责任赔偿详见本办法第六章节。
六、物料超损费用承担及奖励计算1、本着鼓励大家爱护物料,节约成本的目的,在定额以内损耗的,公司不以处罚,节约材料,公司并以按材料成本的70%奖励相关员工及管理,超比例领料,相关人员同样也要按材料成本70%扣款.2.费用责任人:物料申请超补的生产组别为单位,该组装工序员工为第一责任对象,赔偿其费用总额之率的70%,车间主任承担费用总额之率20%,制造部长承担费用总额之率10%.七.领料流程1.套料:仓库按订单数量备料,并配送到生产线,不用装配开单领料,如10000台秤,只有10000套相关材料。
2.比例内损耗:按损耗比例领料的。
车间需要开领料单,到仓库领料,仓管留底做好记录。
3.超比例损耗:超出比例损耗领料的,车间需开领料单,由PMC 批准签字留底,仓库见到签字后的领料单方可发料。
物料消耗定额

物料消耗定额
一、定义:物料消耗定额是指:针对一定条件所规定的生产单位产品或完成单位工作量,合理消耗的物资的标准数量。
(一)物资是物质资料的简称,包括几种不同的含义:
1、包括生产资料在内的全部物质资料;
2、社会总产品;
3、直接参加生产过程的劳动工具和原材料、燃料等生产资料。
我国物资管理工作中讲的“物资”,一般是指除土地、森林、厂房、库房、道路等之外的生产资料。
主要包括:劳动工具、原料、材料、燃料等。
(二)现对定义中三个内容进行解释说明:
1、一定条件:指生产技术水平、经济管理状况等影响物资消耗定额水平的各种因素;
2、单位产品:以实物单位表示的一个产品;
单位工作量:主要是以劳动量指标表示的某项工作量,应是符合国家标准、部颁标准、主管机关规定或合同规定的技术条件的合格产品或工作量。
3、合理消耗物资定额的标准数量:应理解为在最低工艺损耗的情况下,生产单位产品或完成工作量,所需要的足够的物资量。
理论上讲,就是指在充分研究物资消耗规律的基础上,得出的正确反应物资消耗规律的数量。
二、基本结构:He=G0+∑gi
He:生产某产品或完成某工作量的物资消耗定额
G0: 生产某产品或完成某工作量所用物资的有效消耗量
∑gi:生产某产品或完成某工作量所有非有效消耗量之和,包括:(1)工艺损耗:物资在制成产品的加工过程中,由于形状或性能改变而必须产生的加工损耗,受生产技术水平、工人操作水平的影响。
(2)残料:由于材料的规格、尺寸与产品毛坯的尺寸不相适应而产生的边角料,这部分应是在合理下料后,在本企业不能再利用的残料。
三、影响物资消耗的因素:1、人的因素 2、经济条件3、生产技术4、物资质量状况5、自然条件。
物料消耗定额
物料消耗定额
一、定义:物料消耗定额是指:针对一定条件所规定的生产单位产品或完成单位工作量,合理消耗的物资的标准数量。
(一)物资是物质资料的简称,包括几种不同的含义:
1、包括生产资料在内的全部物质资料;
2、社会总产品;
3、直接参加生产过程的劳动工具和原材料、燃料等生产资料。
我国物资管理工作中讲的“物资”,一般是指除土地、森林、厂房、库房、道路等之外的生产资料。
主要包括:劳动工具、原料、材料、燃料等。
(二)现对定义中三个内容进行解释说明:
1、一定条件:指生产技术水平、经济管理状况等影响物资消耗定额水平的各种因素;
2、单位产品:以实物单位表示的一个产品;
单位工作量:主要是以劳动量指标表示的某项工作量,应是符合国家标准、部颁标准、主管机关规定或合同规定的技术条件的合格产品或工作量。
3、合理消耗物资定额的标准数量:应理解为在最低工艺损耗的情况下,生产单位产品或完成工作量,所需要的足够的物资量。
理论上讲,就是指在充分研究物资消耗规律的基础上,得出的正确反应物资消耗规律的数量。
二、基本结构:He=G0+∑gi
He:生产某产品或完成某工作量的物资消耗定额
G0: 生产某产品或完成某工作量所用物资的有效消耗量
∑gi:生产某产品或完成某工作量所有非有效消耗量之和,包括:(1)工艺损耗:物资在制成产品的加工过程中,由于形状或性能改变而必须产生的加工损耗,受生产技术水平、工人操作水平的影响。
(2)残料:由于材料的规格、尺寸与产品毛坯的尺寸不相适应而产生的边角料,这部分应是在合理下料后,在本企业不能再利用的残料。
三、影响物资消耗的因素:1、人的因素 2、经济条件3、生产技术4、物资质量状况5、自然条件。
物料消耗定额的制定方法
在生产企业中,采用的物料消耗定额管理也是一种需求分析的好方法。
通过物料消耗定额,就可以根据产品的结构零部件清单或工作量求出所需要的物料的品种和数量。
物料消耗定额是在一定的生产技术组织的条件下,生产单位产品或完成单位工作量所必须消耗的物料的标准量。
通常用绝对数表示,如制造一台电脑或一个零件消耗多少电容、塑胶;有的也可用相对数表示,如在冶金、化工等企业里,用配料比、成品率、生产率等表示。
一、物料消耗定额的种类物料消耗定额按物料的种类一般可分为:主要材料消耗定额、辅助材料消耗定额、零件材料消耗定额、燃料消耗定额、电力消耗定额、设备维修材料消耗定额、工具消耗定额等。
二、物料消耗定额制定方法企业制定物料消耗定额的方法通常有三种:1.统计分析法统计分析法是根据以往生产中物料消耗的统计资料,经过分析研究,并考虑到计划期内生产技术组织条件的变化等因素而制定定额的方法。
例如,我们要制定某种产品的物料消耗定额,可以根据过去一段时间仓库的领料记录和同期间内产品的产出记录进行统计平均,就可以求出平均每个产品的物料消耗量。
2.技术分析法技术分析法是一种按产品结构设计、技术特点、所需设备和工艺流程来制定物料消耗定额的方法。
这种方法比较科学、精确,但需要精确计算,工作量较大。
适用于生产企业对产品的物料消耗制定定额。
3.经验估计法经验估计法是根据技术人员、工人的实际生产经验,参考有关的技术文件和考虑到企业在计划期内生产条件的变化等因素制定定额的方法。
这种方法简单易行,但准确性较差。
为了提高其准确度,可采用平均概率的方法进行计算,公式是:a+4c+bM= ----------6式中:M——平均概率求出的物料消耗定额;a——先进的消耗量,即最少消耗量;c——一般消耗量;b——落后的消耗量,即最多消耗量。
这种方法简便易行,一般适用于单件小批量产品,或者在技术资料和统计资料不全的情况下采用。
三、主要原材料消耗定额的制定主要原材料,是指直接构成基本产品实体的材料,总的消耗定额是按单位产品和零件制定的。
物料超损管理办法
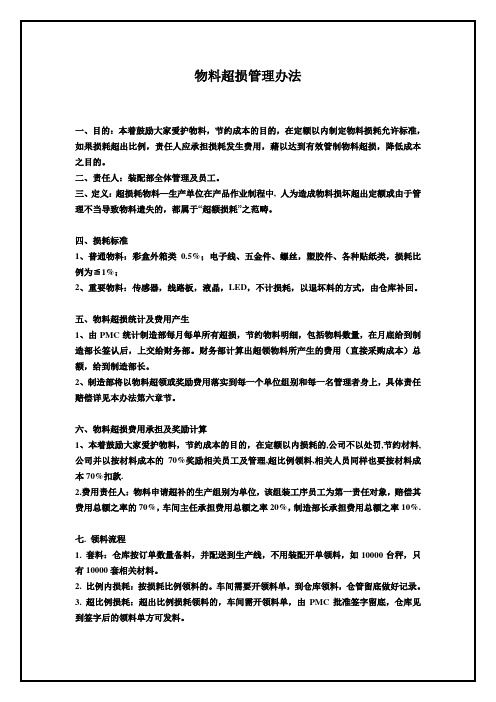
物料超损管理办法一、目的:本着鼓励大家爱护物料,节约成本的目的,在定额以内制定物料损耗允许标准,如果损耗超出比例,责任人应承担损耗发生费用,藉以达到有效管制物料超损,降低成本之目的。
二、责任人:装配部全体管理及员工。
三、定义:超损耗物料—生产单位在产品作业制程中, 人为造成物料损坏超出定额或由于管理不当导致物料遗失的,都属于“超额损耗”之范畴。
四、损耗标准1、普通物料:彩盒外箱类0.5%;电子线、五金件、螺丝,塑胶件、各种贴纸类,损耗比例为≦1%;2、重要物料:传感器,线路板,液晶,LED,不计损耗,以退坏料的方式,由仓库补回。
五、物料超损统计及费用产生1、由PMC统计制造部每月每单所有超损,节约物料明细,包括物料数量,在月底给到制造部长签认后,上交给财务部。
财务部计算出超领物料所产生的费用(直接采购成本)总额,给到制造部长。
2、制造部将以物料超领或奖励费用落实到每一个单位组别和每一名管理者身上,具体责任赔偿详见本办法第六章节。
六、物料超损费用承担及奖励计算1、本着鼓励大家爱护物料,节约成本的目的,在定额以内损耗的,公司不以处罚,节约材料,公司并以按材料成本的70%奖励相关员工及管理,超比例领料,相关人员同样也要按材料成本70%扣款.2.费用责任人:物料申请超补的生产组别为单位,该组装工序员工为第一责任对象,赔偿其费用总额之率的70%,车间主任承担费用总额之率20%,制造部长承担费用总额之率10%.七. 领料流程1. 套料:仓库按订单数量备料,并配送到生产线,不用装配开单领料,如10000台秤,只有10000套相关材料。
2. 比例内损耗:按损耗比例领料的。
车间需要开领料单,到仓库领料,仓管留底做好记录。
3. 超比例损耗:超出比例损耗领料的,车间需开领料单,由PMC批准签字留底,仓库见到签字后的领料单方可发料。
主要材料损耗率及消耗量标准

1.5
m3
2600
8.0
20.0 36.0 39.0 39.0 208.0
消耗量=设计体积×(1+损耗率)
序号
名称
21 冲击钻桩基水封混凝土(陆上)
单位 m3
单位重 (kg) 2600
场内运输及 操作损耗率
(8%.0)
22 旋转钻桩基水封混凝土(陆上)
m3
2600
6.0
23 旋挖钻桩基水封混凝土(陆上)
单位 m3
单位重 (kg)
场内运输及 操作损耗率
1(%0.0)
m3
1.5
m3
2.0
m3
1.5
m3
2.0
m3
1.5
t
1000
1.0
t
1000
1.5
t
1000
1.0
m3
1500
2.0
m3
1500
1.5
t
1000
1.5
m3
1500
2.0
t
1000
2.0
m3
1500
1.5
t
1000
1.5
m3
1400
2.0
m3
t
1000
2.5
25.0 1.设计长度包括工作长度;2.消耗量=设计长度×(1+损耗率)
套
1.0
0.0 消耗量=设计数量×(1+损耗率)
t
1000
2.0
20.0
t
1000
1.5
t
1000
1.5
15.0 15.0
消耗量=设计重量×(1+损耗率)
生产物料损耗定额标准0818
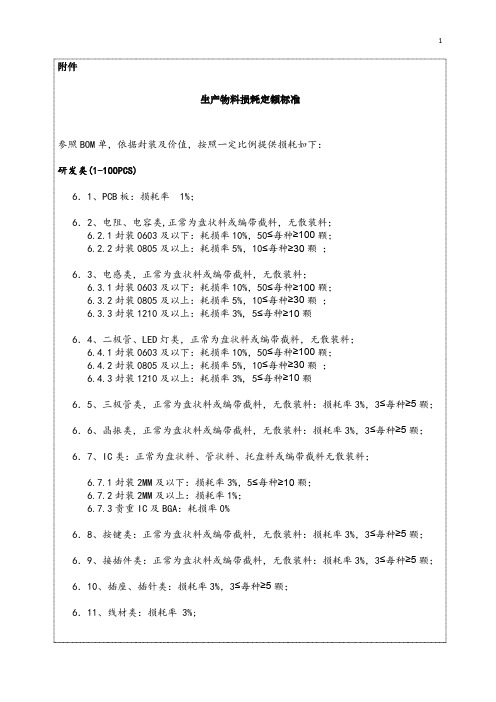
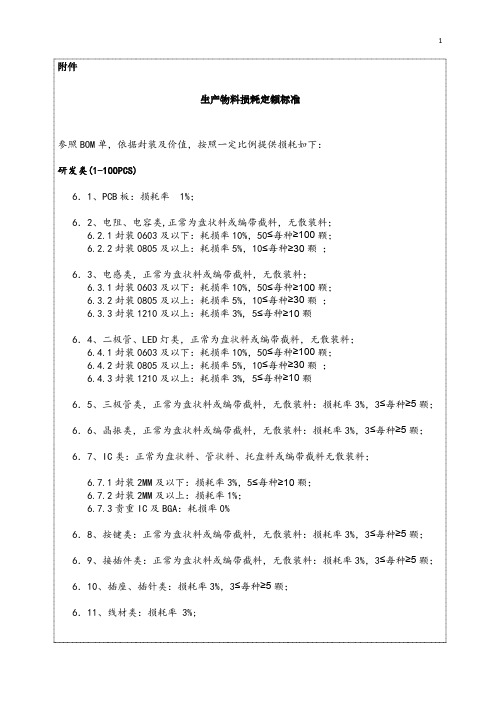
附件生产物料损耗定额标准参照BOM单,依据封装及价值,按照一定比例提供损耗如下:研发类(1-100PCS)6.1、PCB板:损耗率1%;6.2、电阻、电容类,正常为盘状料或编带截料,无散装料;6.2.1封装0603及以下:耗损率10%,50≤每种≥100颗;6.2.2封装0805及以上:耗损率5%,10≤每种≥30颗;6.3、电感类,正常为盘状料或编带截料,无散装料;6.3.1封装0603及以下:耗损率10%,50≤每种≥100颗;6.3.2封装0805及以上:耗损率5%,10≤每种≥30颗;6.3.3封装1210及以上:耗损率3%,5≤每种≥10颗6.4、二极管、LED灯类,正常为盘状料或编带截料,无散装料;6.4.1封装0603及以下:耗损率10%,50≤每种≥100颗;6.4.2封装0805及以上:耗损率5%,10≤每种≥30颗;6.4.3封装1210及以上:耗损率3%,5≤每种≥10颗6.5、三极管类,正常为盘状料或编带截料,无散装料:损耗率3%,3≤每种≥5颗;6.6、晶振类,正常为盘状料或编带截料,无散装料:损耗率3%,3≤每种≥5颗;6.7、IC类:正常为盘状料、管状料、托盘料或编带截料无散装料;6.7.1封装2MM及以下:损耗率3%,5≤每种≥10颗;6.7.2封装2MM及以上:损耗率1%;6.7.3贵重IC及BGA:耗损率0%6.8、按键类:正常为盘状料或编带截料,无散装料:损耗率3%,3≤每种≥5颗;6.9、接插件类:正常为盘状料或编带截料,无散装料:损耗率3%,3≤每种≥5颗;6.10、插座、插针类:损耗率3%,3≤每种≥5颗;6.11、线材类:损耗率3%;6.12、屏蔽罩类:损耗率3%6.13,其他类:损耗率3%6.14,塑胶类:损耗率3%6.15,硅胶类:损耗率3%6.16,五金类:损耗率3%6.17,模切类:损耗率3%6.18,其他电子组件类:损耗率3%试产类(100-1000):6.1、PCB板:损耗率0.5%;6.2、电阻、电容类,正常为盘状料或编带截料,无散装料;6.2.1封装0603及以下:耗损率5%,50≤每种≥100颗;6.2.2封装0805及以上:耗损率5%,10≤每种≥30颗;6.3、电感类,正常为盘状料或编带截料,无散装料;6.3.1封装0603及以下:耗损率5%,10≤每种≥30颗;6.3.2封装0805及以上:耗损率3%,5≤每种≥10颗;6.4、二极管、LED灯类,正常为盘状料或编带截料,无散装料;6.4.1封装0603及以下:耗损率5%,10≤每种≥30颗;6.4.2封装0805及以上:耗损率3%,5≤每种≥10颗;6.5、三极管类,正常为盘状料或编带截料,无散装料:损耗率2%,3≤每种≥5颗;6.6、晶振类,正常为盘状料或编带截料,无散装料:损耗率2%,3≤每种≥5颗;6.7、IC类:正常为盘状料、管状料、托盘料或编带截料无散装料;6.7.1封装2MM及以下:损耗率3%,5≤每种≥10颗;6.7.2封装2MM及以上:损耗率1%;6.7.3贵重IC及BGA:耗损率0%6.8、按键类:正常为盘状料或编带截料,无散装料:损耗率2%;6.9、接插件类:正常为盘状料或编带截料,无散装料:损耗率2%;6.10、插座、插针类:损耗率2%;6.11、线材类:损耗率2%;6.12、屏蔽罩类:损耗率2%6.13,其他类:损耗率2%6.14,塑胶类:损耗率2%6.15,硅胶类:损耗率2%6.16,五金类:损耗率2%6.17,模切类:损耗率2%6.18,其他电子组件类:损耗率2%成熟产品批量类:6.1、PCB板:损耗率0.01%;6.2、电阻、电容类:损耗率0.5%;6.3、电感类:损耗率0.2%;6.4、IC类:耗损率0.1%(BGA,贵重IC零耗损);6.5、二极管类:损耗率0.2%;6.6、LED类:损耗率0.4%;6.7、三极管类:损耗率0.2%;6.8、晶振类:损耗率0.2%;6.9、按键类类:损耗率0.1%;6.10、接插件类:损耗率0.3%;6.11、插座、插针类:损耗率0.2%;6.12、散热器类:损耗率0.2%;6.13、线材类:损耗率0.2%;6.14、木箱:损耗率0%;6.15、包材类:损耗率0.5%;6.16、EVA类:损耗率0.5%;6.17、螺丝/螺母:损耗率1%;6.18、五金件/接线柱/定位扣/屏蔽罩:损耗率0.5%;6.20、塑胶原料:损耗率0.2%;6.21,塑胶类:损耗率0.2%6.22,硅胶类:损耗率0.2%6.23,五金类:损耗率0.2%6.24,模切类:损耗率0.1%6.25,其他电子组件类:损耗率0.05%6.26、所有辅料:损耗率0.1%;6.27、其他类:损耗率0.1%7、超领料规定:超出损耗范围,填报《物料超领单》,按照原价进行赔偿。
生产物料定额标准规定

浙江创运工贸有限公司生产物料(易耗品)消耗定额标准规定(试用)一.定额标准:依照附件各车间生产物料(易耗品)消耗定额标准执行;二. 职责:1.各车间主任:负责所属车间个人或班组当月领退物料及月底盘存;2.仓库:负责当月进出物料数量登记,当日帐当日清及月盘存实施,并在月底汇总各车间个人或班组的进出物料数量月报,经上级主管审核后交财务核算;3.品管: 负责对各车间个人或班组在生产中因客观原因造成的状况判定确认及处理,品质争议之主导确认,协助仓库进行月物料(产量)盘存和可行性确认;4.生产: 负责当月各车间个人或班组生产数量的统计,对当月各车间个人或班组物料定额超标或节约情况的分析、检讨、改善和制度的贯彻执行与处罚奖赔执行;5.财务:负责对各车间个人或班组月物料消耗使用状况进行核算;三.月使用量计算方法及说明:1.计算公式:实际消耗数量-本月定额数量 = (+)超标(-)节约实际消耗数量=本月领出数量+上月盘存数量-本月盘存数量本月定额数量=本月车间产量*物料定额指标2.计算公式说明:(1)产量数已经过生产负责统计签字并经过月盘存复盘负责人(会计或公司领导)审核后的实际产量为准;(2)物料领用数量由仓库负责统计并经过月盘存复盘负责人及会计审核;(3)本定额标准已经把正常的不合格率纳入该定额标准内,在生产中因客观原因造成的返工数必须经品管确认并报请厂长批准方可有效;(4)月节约数量或超标数量由财务部核算,交厂长审核后报经总经理或董事长批准;(5)月盘存报表必须在次月3号前交财务部;(6)依领用材料的班组或个人为奖赔的依据;四.物料节约/超标的奖励和赔偿规定及实施规定:1.为使定额更加客观公正,2012年10月1日试行,在试行期节约或超标的给予适当的奖励和赔偿;2.从2012年12月1日起按修订后的定额标准执行。
批准:审核: 拟定:。
合理损耗标准及计算方法
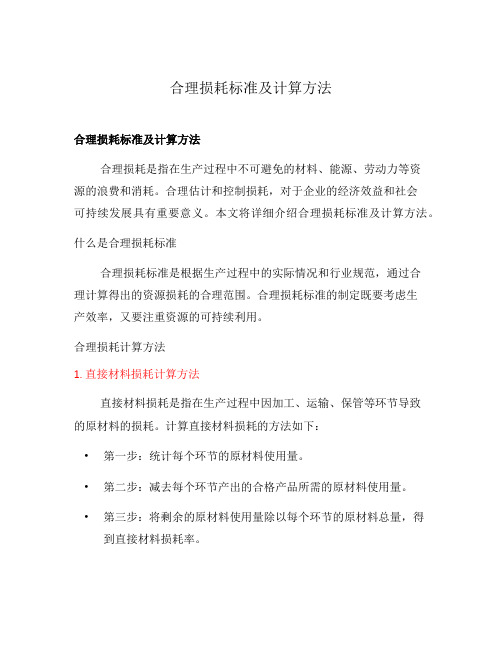
合理损耗标准及计算方法合理损耗标准及计算方法合理损耗是指在生产过程中不可避免的材料、能源、劳动力等资源的浪费和消耗。
合理估计和控制损耗,对于企业的经济效益和社会可持续发展具有重要意义。
本文将详细介绍合理损耗标准及计算方法。
什么是合理损耗标准合理损耗标准是根据生产过程中的实际情况和行业规范,通过合理计算得出的资源损耗的合理范围。
合理损耗标准的制定既要考虑生产效率,又要注重资源的可持续利用。
合理损耗计算方法1. 直接材料损耗计算方法直接材料损耗是指在生产过程中因加工、运输、保管等环节导致的原材料的损耗。
计算直接材料损耗的方法如下:•第一步:统计每个环节的原材料使用量。
•第二步:减去每个环节产出的合格产品所需的原材料使用量。
•第三步:将剩余的原材料使用量除以每个环节的原材料总量,得到直接材料损耗率。
2. 能源损耗计算方法能源损耗是指在生产过程中因能源转换、传输、利用等环节导致的能源的浪费。
计算能源损耗的方法如下:•第一步:统计每个环节的能源消耗量。
•第二步:减去每个环节产出的合格产品所需的能源消耗量。
•第三步:将剩余的能源消耗量除以每个环节的能源总量,得到能源损耗率。
3. 人工损耗计算方法人工损耗是指在生产过程中因误工、操作不当等原因导致的人工资源的浪费。
计算人工损耗的方法如下:•第一步:统计每个环节的工时消耗。
•第二步:减去每个环节产出的合格产品所需的工时消耗。
•第三步:将剩余的工时消耗除以每个环节的总工时,得到人工损耗率。
合理损耗的影响因素合理损耗的多少受到以下因素的影响:1.生产工艺:不同的生产工艺对损耗的要求不同,合理的生产工艺能够降低损耗。
2.设备状态:设备的良好状态能够减少资源的浪费。
3.人员素质:员工的专业素质和操作技能会直接影响损耗的大小。
4.管理水平:科学合理的管理能够有效控制损耗的发生。
合理损耗的重要性合理损耗的控制对企业的经济效益和可持续发展具有重要意义,具体体现在以下几个方面:1.节约成本:合理控制损耗可以降低材料和能源的使用量,减少成本支出。
车间在制品损耗标准
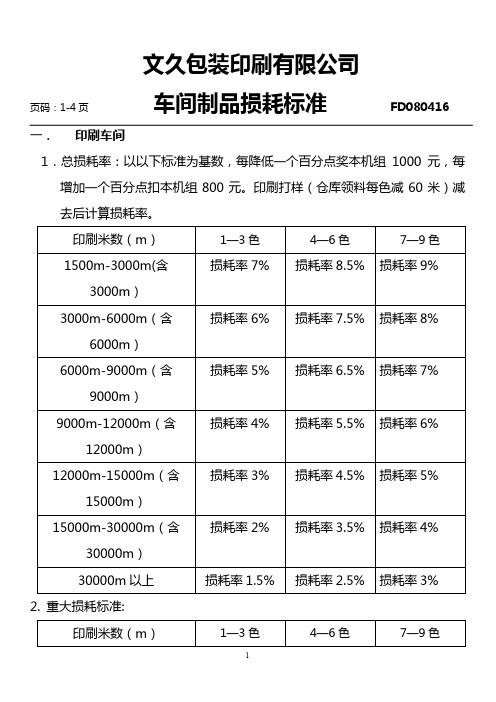
文久包装印刷有限公司页码:1-4页车间制品损耗标准FD080416 一.印刷车间1.总损耗率:以以下标准为基数,每降低一个百分点奖本机组1000元,每增加一个百分点扣本机组800元。
印刷打样(仓库领料每色减60米)减去后计算损耗率。
印刷米数(m)1—3色4—6色7—9色1500m-3000m(含损耗率7% 损耗率8.5% 损耗率9% 3000m)损耗率6% 损耗率7.5% 损耗率8% 3000m-6000m(含6000m)损耗率5% 损耗率6.5% 损耗率7% 6000m-9000m(含9000m)损耗率4% 损耗率5.5% 损耗率6% 9000m-12000m(含12000m)损耗率3% 损耗率4.5% 损耗率5% 12000m-15000m(含15000m)15000m-30000m(含损耗率2% 损耗率3.5% 损耗率4% 30000m)30000m以上损耗率1.5% 损耗率2.5% 损耗率3% 2. 重大损耗标准:印刷米数(m)1—3色4—6色7—9色1500m-3000m(含损耗率10% 损耗率15% 损耗率20% 3000m)损耗率8% 损耗率12% 损耗率15% 3000m-6000m(含6000m)6000m-9000m(含损耗率7% 损耗率9.5% 损耗率12% 9000m)9000m-12000m(含损耗率6% 损耗率8% 损耗率10% 12000m)损耗率5% 损耗率6.5% 损耗率8% 12000m-15000m(含15000m)15000m-30000m(含损耗率4% 损耗率5% 损耗率6% 30000m)30000m以上损耗率2% 损耗率3% 损耗率4% 3. 奖: 损耗价为零的奖班组1500元;损耗成本价1000元以下的, 奖班组1000元;损耗成本价1000元---2000元的, 奖班组500元;罚:原材料损耗达到重大损耗标准的,将按以下标准扣罚各班组:错版错色扣罚总成本价的60%;刀线、刮不干净、色差扣35%;套印不准扣30%;堵版、粘墨、气泡不均、油墨发皱、压辊未压到、压痕扣20%;因机组原因造成印版碰版重制的扣机组80%制版费.二.复合车间1.损耗率:按以下标准为基数,每降低一个百分点奖复合整个车间1500元,每增加一个百分点罚整个车间1000元。
工厂物料损耗定额标准

工厂物料损耗定额标准工厂物料损耗定额标准是指在生产过程中,物料由于各种原因而产生的损耗比例。
根据实际生产情况,制定合理的损耗定额标准,对于保证生产效率、降低生产成本、控制生产质量都有着非常重要的作用。
下面是关于工厂物料损耗定额标准的一些详细解释和说明。
一、工厂物料损耗的分类工厂物料损耗主要分为原材料损耗、辅料损耗、能源消耗等几个方面。
原材料损耗指的是在原材料的加工过程中,由于机器设备、工艺流程、环境等各种因素导致的原材料的损耗。
如金属材料在冷拔、热轧、冷轧等加工过程中的损耗;石化产品在生产过程中的损耗等。
辅料损耗包括各种化学药剂、涂料、油漆等在生产过程中的损耗,如清洗液、防锈剂、溶液等。
能源消耗指的是生产过程中所需的能源消耗,如电力、燃气、水等。
二、工厂物料损耗定额标准的依据工厂物料损耗定额标准的依据主要有以下几个方面:(一)生产工艺流程不同的生产工艺流程对物料的损耗量是有直接关系的。
因此,在制定工厂物料损耗定额标准时,需要综合考虑工艺流程对物料损耗的影响。
(二)机器设备及工具不同的机器设备和工具对于物料损耗的影响也是不同的。
一些设备在生产过程中对物料的损耗量比较小,而另一些设备则需要消耗更多的物料。
(三)环境因素环境因素也是影响物料损耗的一个重要因素,如温度、相对湿度、光照、风速等。
三、工厂物料损耗定额标准的制定在制定工厂物料损耗定额标准时,需要考虑到如下几个方面:(一)制定标准的依据应该是可靠的、真实的、科学的。
并且,在制定前需要对生产过程进行实地调查和分析,获取有关的数据资料。
(二)制定标准时,应该根据不同的产品和不同的生产工艺制定不同的标准。
不同的产品和不同的生产工艺对物料损耗的影响也是不同的。
(三)标准的制定应该尽可能地准确和合理。
对于可能产生的变化因素也应该进行充分考虑,制定完善的修正方案。
(四)标准的制定需要考虑到工厂所在地的气候环境、技术水平、工人素质等因素,不可盲目照搬其他工厂或其他地区的标准,而应该结合实际情况进行制定。
生产物料损耗定额标准
附件生产物料损耗定额标准参照BOM单,依据封装及价值,按照一定比例提供损耗如下:研发类(1-100PCS)6.1、PCB板:损耗率1%;6.2、电阻、电容类,正常为盘状料或编带截料,无散装料;6.2.1封装0603及以下:耗损率10%,50≤每种≥100颗;6.2.2封装0805及以上:耗损率5%,10≤每种≥30颗;6.3、电感类,正常为盘状料或编带截料,无散装料;6.3.1封装0603及以下:耗损率10%,50≤每种≥100颗;6.3.2封装0805及以上:耗损率5%,10≤每种≥30颗;6.3.3封装1210及以上:耗损率3%,5≤每种≥10颗6.4、二极管、LED灯类,正常为盘状料或编带截料,无散装料;6.4.1封装0603及以下:耗损率10%,50≤每种≥100颗;6.4.2封装0805及以上:耗损率5%,10≤每种≥30颗;6.4.3封装1210及以上:耗损率3%,5≤每种≥10颗6.5、三极管类,正常为盘状料或编带截料,无散装料:损耗率3%,3≤每种≥5颗;6.6、晶振类,正常为盘状料或编带截料,无散装料:损耗率3%,3≤每种≥5颗;6.7、IC类:正常为盘状料、管状料、托盘料或编带截料无散装料;6.7.1封装2MM及以下:损耗率3%,5≤每种≥10颗;6.7.2封装2MM及以上:损耗率1%;6.7.3贵重IC及BGA:耗损率0%6.8、按键类:正常为盘状料或编带截料,无散装料:损耗率3%,3≤每种≥5颗;6.9、接插件类:正常为盘状料或编带截料,无散装料:损耗率3%,3≤每种≥5颗;6.10、插座、插针类:损耗率3%,3≤每种≥5颗;6.11、线材类:损耗率3%;6.12、屏蔽罩类:损耗率3%6.13,其他类:损耗率3%6.14,塑胶类:损耗率3%6.15,硅胶类:损耗率3%6.16,五金类:损耗率3%6.17,模切类:损耗率3%6.18,其他电子组件类:损耗率3%试产类(100-1000):6.1、PCB板:损耗率0.5%;6.2、电阻、电容类,正常为盘状料或编带截料,无散装料;6.2.1封装0603及以下:耗损率5%,50≤每种≥100颗;6.2.2封装0805及以上:耗损率5%,10≤每种≥30颗;6.3、电感类,正常为盘状料或编带截料,无散装料;6.3.1封装0603及以下:耗损率5%,10≤每种≥30颗;6.3.2封装0805及以上:耗损率3%,5≤每种≥10颗;6.4、二极管、LED灯类,正常为盘状料或编带截料,无散装料;6.4.1封装0603及以下:耗损率5%,10≤每种≥30颗;6.4.2封装0805及以上:耗损率3%,5≤每种≥10颗;6.5、三极管类,正常为盘状料或编带截料,无散装料:损耗率2%,3≤每种≥5颗;6.6、晶振类,正常为盘状料或编带截料,无散装料:损耗率2%,3≤每种≥5颗;6.7、IC类:正常为盘状料、管状料、托盘料或编带截料无散装料;6.7.1封装2MM及以下:损耗率3%,5≤每种≥10颗;6.7.2封装2MM及以上:损耗率1%;6.7.3贵重IC及BGA:耗损率0%6.8、按键类:正常为盘状料或编带截料,无散装料:损耗率2%;6.9、接插件类:正常为盘状料或编带截料,无散装料:损耗率2%;6.10、插座、插针类:损耗率2%;6.11、线材类:损耗率2%;6.12、屏蔽罩类:损耗率2%6.13,其他类:损耗率2%6.14,塑胶类:损耗率2%6.15,硅胶类:损耗率2%6.16,五金类:损耗率2%6.17,模切类:损耗率2%6.18,其他电子组件类:损耗率2%成熟产品批量类:6.1、PCB板:损耗率0.01%;6.2、电阻、电容类:损耗率0.5%;6.3、电感类:损耗率0.2%;6.4、IC类:耗损率0.1%(BGA,贵重IC零耗损);6.5、二极管类:损耗率0.2%;6.6、LED类:损耗率0.4%;6.7、三极管类:损耗率0.2%;6.8、晶振类:损耗率0.2%;6.9、按键类类:损耗率0.1%;6.10、接插件类:损耗率0.3%;6.11、插座、插针类:损耗率0.2%;6.12、散热器类:损耗率0.2%;6.13、线材类:损耗率0.2%;6.14、木箱:损耗率0%;6.15、包材类:损耗率0.5%;6.16、EVA类:损耗率0.5%;6.17、螺丝/螺母:损耗率1%;6.18、五金件/接线柱/定位扣/屏蔽罩:损耗率0.5%;6.20、塑胶原料:损耗率0.2%;6.21,塑胶类:损耗率0.2%6.22,硅胶类:损耗率0.2%6.23,五金类:损耗率0.2%6.24,模切类:损耗率0.1%6.25,其他电子组件类:损耗率0.05%6.26、所有辅料:损耗率0.1%;6.27、其他类:损耗率0.1%7、超领料规定:超出损耗范围,填报《物料超领单》,按照原价进行赔偿。
各种物料损耗标准

各种物料损耗标准:一.裁床加裁:1.洗水的: 3000件以上加裁2%,3000件以下加裁3%.2.不洗水的:3000件以上加裁1%,3000件以下加裁1.5%.二.面料用量损耗:1.全棉.尼龙.T/C,纸朴加1.5%.2.针织.网布,抓毛,海虎等加3%.3.所有PU.透明PVC等加2%.4.600#软棉及针棉加3%5.800#以上软硬棉加4%三.辅料损耗:1.撞钉/鸡眼/工字钮/胶纸/打箱带等,3000件以上加1.5%,3000件以下加3%.2.么术贴/织带/棉绳/丈根绳等,3000件以上加1%,3000件以下加2%.3.绳制/吊钟/插扣/D字扣/铜环/衣架/皮牌/胶牌/拷贝纸等,3000件以上加0.5%,3000件以下加1.5%.4.拉链/啤咀棉绳/胶钮/胶介子等,3000件以上加0.8%,3000件以下加1.5%.5.唛头/挂卡/胶袋/贴纸等,3000件以上加0.5%,3000件以下加1%.6.所有线类,3000件以上加5%,3000件以下加8%.以上损耗,根据实际情况适当变动,若颜色多/尺码多的应适当加大损耗,数量过大的单又适量减少损耗!面料成本核算(举例)1、纱支数与针织布的克重有何对应关系?目前所讲的纱支数大都是指“英制支数”,用英文字“S”表示。
它的定义是:在公定回潮率下,重一磅的[url=.com/html/zt016.htm]纱线[/url],它的长度有几个 840 码,就称为几支纱线。
纱线越粗,S值就越小,纱线越细,则“S”值越大.即40S/1要比20S/1的纱支幼细. 这样,在同种结构的坯布中,支数越大,纱线越细,它的克重(g/m2)就越轻。
2、针织坯布在染色后克重的变化范围大约是多少?针织胚布在经过前整,煮练,与溶液中的染料结合等一系列化学反应,会吸湿澎化,所以一般都会增重15-20G/M2左右。
但会随着原料纤维的选择,织物的构造,染色工艺,染料特性而有一定程度的浮动。
如普梳纱因杂质较多,同种纱支,织物较精梳纱支的成品会较轻;平纹布较罗纹布的线圈构造密实,故胚布与染后的克重相差较罗纹布要小.还有同纱支同种结构的布,织造的密度也会有影响。
物料损耗标准

3
两次加工或以上(喷涂和印字)
15%
10%
4
单次加工电镀
15%
8%
5
电镀后再次加工
15%
10%
6
塑料件
不需二次加工
10%
2%
2%
2%
7
单次加工UV、喷涂、电镀
10%
5%
3%
2%
8
表面处理后再印字
10%
6%
3%
2%
9
喷头
下座、中罩
5%
3%
3%
2%
10
喷丁
5%
2%
2%
2%
11
软管
管体和盖子
5%
2%
2%
10%
5%
5%
3%
20
其它膜(包括手工膜)
5%
3%
3%
2%
21
盒体类
金银卡彩盒/套盒/铁盒和木盒
5%
1%
1%
1%
22
普通彩印套盒和彩盒
5%
2%
2%
2%
24
内衬
5%
1.5%
1.5%
1%
25
纸套/PVC套/PVC吸塑
5%
1.5%
1.5%
1.5%
27
植绒吸塑
5%
1.5%
1.5%
1.5%
28
标签
普通标
10%
3%
3%
2%
29
烫金银字\植绒\镭射\试管瓶身标
10%
3%
3%
2%
注明:此损耗包含生产与仓库点数(过称)的误差值.
项目
车间A物料损耗扣款标准

不以损害公司利益为最低标准。
不以扣款作为公司品质观念的改变、工艺改善作为最终手段。
不以危害公司人性化管理制度作为最终目的。
2、定义:物料种类的10%左右,金额占总金额65%左右的物料即为A 类物料,根据公司的实际情况,其主要包括以下几大类:通讯电子类:IC 、摄像头、显示屏、晶体、内存卡、模块组件、主板、半成品、产成品等其他A 类物料。
DVD 、DVB 类:机芯、IC 、接收头、调谐器、显示屏、硬盘、充电电池、电源适配器、升压组件、半成品、成品等其他A 类物料。
MP3、MP4、GPS 类:IC 、显示屏、晶体、内存卡、显示模块、组件、充电电池、半成品、成品等其他A 类物料。
客户所定其他A 类物料。
3、适用范围:计划部、品质部、财务部、制造中心所有部门、人事部。
4、A 类物料报损流程:5、扣款标准:车间A 类物料若出现损耗,则以“相对损耗率”作为考核办法。
相对损耗率的计算如下: 相对损耗率=当月损耗率—允许损耗率当月损耗率=当月损耗金额*1000/当期领料金额 (注:当月损耗率不能正负相抵) 允许损耗率数据如下表(千分之几):制一部: 0.5 制二部: 1 制三部: 1超过允许损耗率的处罚方法如下:0<相对损耗率≤1: 当月损耗金额=制造60%+公司40%、1<相对损耗率≤4:当月损耗金额=制造65%+公司35%4<相对损耗率≤7: 当月损耗金额=制造70%+公司30%7<相对损耗率≤10:当月损耗金额=制造75%+公司25%10<相对损耗率≤13:当月损耗金额=制造80%+公司20%13<相对损耗率当月损耗金额=制造85%+公司15% 6、注意事项:此扣款标准中的扣款事项以单个A类物料为计量单位。
此扣款标准不与相关部门的规章制度相冲突。
此扣款标准的相关表单可由相关部门自主设定。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
审核栏(打×为是):
□总经办签名/日期___________ 系统部签名/日期__________
□业务中心签名/日期___________ 资讯部签名/日期__________
技术中心签名/日期___________ 木箱部签名/日期___________
□品质中心签名/日期___________ 喇叭部签名/日期__________
资材中心签名/日期___________ 工程部签名/日期__________
财务中心签名/日期___________ 仓储部签名/日期__________
制造中心签名/日期___________ 策略采购签名/日期__________
编制:审核:批准:
分发部门(打×为是):
()总经办()生产部()工程部
()业务中心()注塑部()人力部
()技术中心()丝印部()机电部
()资材中心()品管部()成品仓
()财务中心()品保部()材料仓
其它部门(请填写在此处):。