POM材料的详细物理参数
POM性能

什么叫“夺钢”共聚甲醛树脂“夺钢)(DURACON)“夺钢”被认为最能信赖的工程塑料,而为各方面所注目。
工程塑料就是“在结构材料及机能配件的领城里寻找主要用途的塑料”。
因此,用做工业材料时,即或生产严酷的温度、负荷、环境条件下放置长时间,其物理性必须要保持信赖性。
由化学的观点来说,“夺钢”是称为“缩醛共聚物”的结晶性热塑树脂,以甲醛三量体的三哑烷(trioxane)为主要原料,而在聚氧化甲烯主锁[--C—0]中含有[--C-C---结合]的共聚物。
共聚用单体<IMG height=48 alt="z-1.jpg (12037 bytes)" src="mk:@MSITStore:C:\Documents%20and%20Settings\ym\My%20Documents\pom.chm::/z-1. jpg" width=350>“夺钢”由于含有做为共聚物而引进的[--C—C---结合],因而即使由于热或是其他原因而开始分解,也由于在聚氧化甲烯主锁[---O---CH2--]以防止以后的分解聚合。
因此,“夺钢”较之缩醛均聚物不论在化学性上或对于热均稳定性上均更卓越。
如此,“夺钢”是具备着共聚物卓越的稳定性和氧化甲烯的卓越机械强度的工程塑料,而在原有的塑料所预料不到的领域里发挥其优越特性,正在开拓着广泛的用途。
,“夺钢”的特点∙如将“夺钢”的特点与其他塑料比较,则可举出如下各点。
∙保持平衡的机械性质∙塑料中能受最高的耐疲劳性∙在广泛环境下卓越的耐蠕动变性∙卓越的磨擦、损耗特性∙卓越的耐有机药品性、耐碱性∙卓越的耐热性.“夺钢”胶粒的种类“夺钢”胶粒的种类可大别为M90系和M25系。
M90系较M25系,熔融粘度为低,一般地适于压射成形,M25系则适于挤压成形。
M90系、M25系均有添加润滑剂者与不添加者。
《第1表》示以胶粒种类和其使用区分的一般原则。
POM塑料知识-物理性能
POM塑料-名称中文名称:(聚甲醛)(赛钢~特灵)英文名称:Polyoxymethylene(Polyformaldehyde)POM塑料的性质密度:1.41-1.43克/立方厘米成型收缩率:1.2-3.0%成型温度:170-200℃干燥条件:80-90℃ 2小时POM塑料-简述POM(聚甲醛树脂)定义:聚甲醛是由甲醛聚合所得。
POM塑料是高密度、高结晶度的热塑性工程塑料。
具有良好的物理、机械和化学性能,尤其是有优异的耐摩擦性能。
也正是因为这些优异的化学和物理性能可以和钢铁媲美,而重量又轻于钢,才称之为“赛钢”!理化性一般性能聚甲醛是一种表面光滑、有光泽的硬而致密的材料,淡黄或白色,薄壁部分呈半透明。
燃烧特性为容易燃烧,离火后继续燃烧,火焰上端呈黄色,下端呈蓝色,发生熔融滴落,有强烈的刺激性甲醛味、鱼腥臭。
聚甲醛为白色粉末,一般不透明,着色性好,比重1.41-1.43克/立方厘米,成型收缩率1.2-3.0%,成型温度170-200℃,干燥条件80-90℃ 2小时。
POM的长期耐热性能不高,但短期可达到160℃,其中均聚POM短期耐热比共聚POM高10℃以上,但长期耐热共聚POM反而比均聚POM高 10℃左右。
可在-40℃~100℃温度范围内长期使用。
POM 极易分解,分解温度为240度。
分解时有刺激性和腐蚀性气体发生。
故模具钢材宜选用耐腐蚀性的材料制作。
学性能POM强度、刚度高,弹性好,减磨耐磨性好。
其力学性能优异,比强度可达 50.5MPa,比刚度可达2650MPa,与金属十分接近。
POM的力学性能随温度变化小,共聚POM比均聚POM的变化稍大一点。
POM的冲击强度较高,但常规冲击不及ABS和PC;POM对缺口敏感,有缺口可使冲击强度下降90%之多。
POM 的疲劳强度十分突出,10交变载荷作用后,疲劳强度可达 35MPa,而PA和PC 仅为28MPa。
POM 100P的蠕变性与PA相似,在20℃、21MPa、3000h时仅为2.3%,而且受温度的影响很小。
POM材料
POM (Polyoxymethylene)聚甲醛聚甲醛(POM)聚甲醛学名聚氧化聚甲醛(简称POM)乂称赛钢、特钢。
它就是以甲醛等为原料聚合所得。
POM-H迷甲醛均聚物),POM-K(聚甲醛共聚物)就是高密度、高结晶度的热塑性工程塑料。
具有良好的物理、机械与化学性能,尤其就是有优异的耐摩擦性能。
聚甲醛就是一种没有没有侧链,高密度,高结晶性的线性聚合物,具有优异的综合性能。
聚甲醛就是一种表面光滑,有光泽的硬而致密的材料,淡黄或白色,可在-40- 100° C温度范围内长期使用。
它的耐磨性与自润滑性也比绝大多数工程塑料优越,乂有良好的耐油,耐过氧化物性能。
很不耐酸,不耐强碱与不耐紫外线的辐射。
物理性质聚甲醛的拉伸强度达70MPa,吸水性小,尺寸稳定,有光泽,这些性能都比尼龙好,聚甲醛为高度结晶的树脂,在热塑性树脂中就是最坚韧的。
具抗热强度,弯曲强度,耐疲劳性强度均高,耐磨性与电性能优良。
聚甲醛的性能:性能数值比重1、43熔点175° C伸强度(屈服)70MPa伸长率(屈服)15%(断裂)15%冲击强度(无缺口)108KJ/m2(带缺口)7、6KJ/m2应用范围POMR结晶性塑料,熔点明显,一旦达到熔点,熔体粘度迅速下降。
当温度超过一定限度或熔体受热时间过长,会引起分解。
POM以有较好的综合性能,在热塑性塑料中就是最坚硬的,就是塑料材料中力学性能最接近金届的品种之一,其抗张强度、弯曲强度、耐疲劳强度,耐磨性与电性都十分优良,可在-40度--100度之间长期使用。
化学性质按分子链结构不同,聚甲醛可分为均聚甲醛与共聚甲醛,前者密度、结晶度、熔点都高,但就是热稳定性差,加工温度窄(10度),对酸城的稳定性略低;后者密度、结晶度、熔点较低,但热稳定性好,不易分解,加工温度宽(50度)不足之处在丁:由受强酸腐蚀,耐侯差,粘合性差,热分解与软化温度接近,限氧指数小。
它们广泛用丁汽车工业,电子电器,机械设备等。
POM基本资料
POM基本資料:英文全名:Polyacetal中文名稱:聚縮醛結構:如右圖顏色:白色特性:1.機械性質良好,高強度、高剛性、耐疲勞限,俗有”塑鋼(plastic steel)”之稱,屬於工程塑膠的一種。
2.磨秏速度、摩擦係數小,故耐磨耗性佳,自潤性優良。
3.商品有縮醛單體聚合物及縮醛共聚合物二種。
4.本身為結晶性塑料,成型過程須特別注意將尺寸變化因素考慮在內。
5.耐油性及有機溶劑性優良,但對酸的抵抗差。
6.受紫外線照射性質會劣化,且會外觀上會變色。
機械特性密度:1.41 g/cm3拉伸強度:62MPa抗裂伸長率:60%硬度:80(Rockwell M)吸水率:0.22%熱物性質負載撓曲溫度:110 ℃融點:165℃成形加工性黏度表現:黏度隨剪切速率增加而減少。
射出成型溫度:180~230℃射出成型壓力:700~1400kg/cm2成形收縮率:2%模具溫度:60~80℃用途說明機械方面:汽車門把、油箱蓋、化油器零件、替代軟金屬(Zn、Al、Mg、Cu等)模鑄零件、按鍵、開關、齒輪、軸承。
建築方面:窗簾零件、門窗滑軌系統。
日用品方面:電話按鍵、拉鏈、咖啡機、梳子、打火機外殼、水龍頭、玩具、打字機。
機械方面:齒輪日用品方面:電話按鍵PS加工問題處理方法成型品變形1.成形條件:降低塑料溫度、降低射出速度、縮短保壓時間、增加冷卻時間。
2.模具方面:成品肉厚均一、增加脫模斜度、設計更改補強肋。
3.其他方法:成型後使用矯正治具。
表面變色1.成型條件:降低成形溫度、降低射出壓力、縮短成形週期。
2.模具方面:增設排氣裝置。
3.其他方法:塑料確實烘乾、減少二次料比例。
噴流1.成型條件:降低射出速度、提高模具溫度。
2.模具方面:更改澆口位置、加大澆口尺寸、改變冷料井位置。
成型品黏模1.成型條件:增加冷卻時間、降低模具溫度、降低射出速度、降低射出壓力。
2.模具方面:加大脫模角度、適當配置頂出位置。
POM流變性質暨熱物性質一、流變性質黏度(viscosity)是一種流對流體所產生抵抗的指標。
塑料POM的特性与工艺参数
张玉龙,蔡志勇工.程塑料牌号手册. 化学工业出版社,北京,2006 1、基本特征聚甲醛(polycxymethylene, 简称POM)是一种没有侧链的高密度、高结晶性的线型聚合物,分均聚型和共聚型两类。
具有良好的综合性能,突出的优良耐疲劳性和蠕变性,良好的电性能等。
1.1 力学性能聚甲醛分子链主要由C—O键构成。
C—O键的键能(359.8J/mol)比C—C键的键能(347.3J/mol)大,C—O键的键长(0.143mm)比C—C键的键长(0.154mm)短,POM沿分子链方向的原子密集度大,结晶度高,而在共聚和均聚两种树脂之中,不含C —C键的均聚树脂也就因些具有更高的相对结晶度达75%~85%。
共聚则为70%~75%。
由于聚甲醛是一种高结晶性聚合物,具有较高的弹性模量,很高的硬度和刚度,可以在-40~100℃长期工作。
而且耐多次重复冲击,强度变化很小。
不但能在反复的冲击负荷下保持较高的冲击强度,同时强度值较少受温度和温度变化的影响。
键能大,分子的内聚能高,所以POM耐磨性好。
未结晶部分集结在球晶的表面,而非结晶部分的玻璃化温度为-50℃,极为柔软,且具有润滑作用,从而减低了摩擦和磨耗。
聚甲醛不但能长时间工作于要求低摩擦和耐磨耗的环境,其自滋润特性更为无油环境或容易发生早期断油的工作环境下摩擦副材料的选择提供了独特的价值。
在这个问题上,它不是作为传统材料的替代材料,而是作为摩擦副材料的一种较新的选择进入各个领域。
聚甲醛是热塑性材料中耐疲劳性最为优越的品种。
其抗疲劳性主要取决于温度、负荷改变的频率和加工制品中的应变点,因此特别适合受外力反复作用的齿轮类制品和持续振动下的部件。
蠕变是塑料普遍现象,蠕变小是聚甲醛的特点。
在较宽的温度范围内,它能在负荷下,长时间保持重要的机械强度指标水平——大致维持在非铁(有色)金属的强度水平。
抗蠕变和抗疲劳同时都比较好,这是聚甲醛十分宝贵的特点。
在同档次工程塑料中间,没有能替代者。
POM塑料
POM塑料目录概述理化性改性POMPOM树脂部分性能参数概述理化性改性POMPOM树脂部分性能参数展开概述POM塑料(聚甲醛)(赛钢~特灵)英文名称:Polyoxymethylene(Polyformaldehyde)POM(聚甲醛树脂)定义:聚甲醛是一种没有侧链、高密度、高结晶性的线型聚合物。
按其分子链中化学结构的不同,可分为均聚甲醛和共聚甲醛两种。
两者的重要区别是:均聚甲醛密度、结晶度、熔点都高,但热稳定性差,加工温度范围窄(约10℃),对酸碱稳定性略低;而共聚甲醛密度、结晶度、熔点、强度都较低,但热稳定性好,不易分解,加工温度范围宽(约50℃),对酸碱稳定性较好。
是具有优异的综合性能的工程塑料。
有良好的物理、机械和化学性能,尤其是有优异的耐摩擦性能。
俗称赛钢或夺钢,为第三大通用塑料。
适于制作减磨耐磨零件,传动零件,以及化工,仪表等零件。
编辑本段理化性一般性能聚甲醛是一种表面光滑、有光泽的硬而致密的材料,淡黄或白色,薄壁部分呈半透明。
燃烧特性为容易燃烧,离火后继续燃烧,火焰上端呈黄色,下端呈蓝色,发生熔融滴落,有强烈的刺激性甲醛味、鱼腥臭。
聚甲醛为白色粉末,一般不透明,着色性好,比重1.41-1.43克/立方厘米,成型收缩率1.2-3.0%,成型温度170-200℃,干燥条件80-90℃2小时。
POM 的长期耐热性能不高,但短期可达到160℃,其中均聚POM短期耐热比共聚POM高10℃以上,但长期耐热共聚POM反而比均聚POM高10℃左右。
可在-40℃~100℃温度范围内长期使用。
POM极易分解,分解温度为240度。
分解时有刺激性和腐蚀性气体发生。
故模具钢材宜选用耐腐蚀性的材料制作。
力学性能POM强度、刚度高,弹性好,减磨耐磨性好。
其力学性能优异,比强度可达50.5MPa,比刚度可达2650MPa,与金属十分接近。
POM的力学性能随温度变化小,共聚POM比均聚POM的变化稍大一点。
POM的冲击强度较高,但常规冲击不及ABS和PC;POM对缺口敏感,有缺口可使冲击强度下降90%之多。
成品POM各项指标概念
成品POM各项指标概念聚合物的熔体流动性质一、MI-----熔融指数(MFR-----熔体质量流动速率):1、概念:熔体质量流动速率(MFR)的定义是热塑性塑料试样在一定温度、恒定压力下,熔体在10min内流经标准毛细管的质量值,单位:g/(10min)。
通常用MFR来表示。
熔体流动速率以前称为熔融指数(MI)。
是一种表示塑胶材料加工时的流动性的数值。
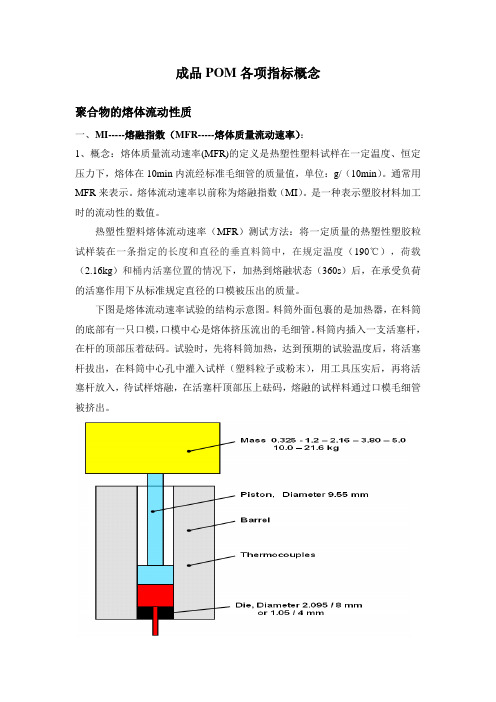
热塑性塑料熔体流动速率(MFR)测试方法:将一定质量的热塑性塑胶粒试样装在一条指定的长度和直径的垂直料筒中,在规定温度(190℃),荷载(2.16kg)和桶内活塞位置的情况下,加热到熔融状态(360s)后,在承受负荷的活塞作用下从标准规定直径的口模被压出的质量。
下图是熔体流动速率试验的结构示意图。
料筒外面包裹的是加热器,在料筒的底部有一只口模,口模中心是熔体挤压流出的毛细管。
料筒内插入一支活塞杆,在杆的顶部压着砝码。
试验时,先将料筒加热,达到预期的试验温度后,将活塞杆拔出,在料筒中心孔中灌入试样(塑料粒子或粉末),用工具压实后,再将活塞杆放入,待试样熔融,在活塞杆顶部压上砝码,熔融的试样料通过口模毛细管被挤出。
2、熔体流动速率可以用作区别各种热塑性塑料在熔融状态时的流动性的一个指标。
对于同一类高聚物,可由此来比较出分子量的大小。
一般来说,同类的高聚物,分子量越高,其强度、硬度、韧性、缺口冲击等物理性能也会相应有所提高。
反之,分子量小,熔体流动速率则增大,材料的流动性就相应好一些。
在塑料加工成型中,对塑料的流动性常有一定的要求。
如压制大型或形状复杂的制品时,需要塑料有较大的流动性,如果流动性太小,常会使塑料在模腔内填塞不紧,从而使制品质量下降,甚至成为废品。
聚甲醛MI值与其分子量大小密切相关,一般情况MI值越小,平均分子量越高及粘度愈大,处于熔融时的流动性越差,反之MI愈大平均分子量越低粘度愈小,处于熔融时的流动性越好。
因此,熔体流动速率的应用上,主要是用来表征由同一工艺流程制成的高聚物其性能的均匀性,并对热塑料高聚物进行质量控制,简便地给出热塑料高聚物熔体流动性的度量,作为加工性能的指标。
POM材料介绍
POM材料介绍聚甲醛(英文:polyformaldehyde)热塑性结晶聚合物。
被誉为“超钢”或者“赛钢”,又称聚氧亚甲基。
英文缩写为POM。
通常甲醛聚合所得之聚合物,聚合度不高,且易受热解聚。
可用作有机化工、合成树脂的原料,也用作药物熏蒸剂。
【一般性能】聚甲醛是一种表面光滑、有光泽的硬而致密的材料,淡黄或白色,薄壁部分呈半透明。
燃烧特性为容易燃烧,离火后继续燃烧,火焰上端呈黄色,下端呈蓝色,发生熔融滴落,有强烈的刺激性甲醛味、鱼腥臭。
聚甲醛为白色粉末,一般不透明,着色性好,比重1.41-1.43克/立方厘米,成型收缩率1.2-3.0%,成型温度170-200℃,干燥条件80-90℃2小时。
POM的长期耐热性能不高,但短期可达到160℃,其中均聚POM短期耐热比共聚POM高10℃以上,但长期耐热共聚POM反而比均聚POM高10℃左右。
可在-40℃~100℃温度范围内长期使用。
POM 极易分解,分解温度为280℃,分解时有刺激性和腐蚀性气体发生。
故模具钢材宜选用耐腐蚀性的材料制作。
【力学性能】POM强度、刚度高,弹性好,减磨耐磨性好。
其力学性能优异,比强度可达50.5MPa,比刚度可达2650MPa,与金属十分接近。
POM的力学性能随温度变化小,共聚POM比均聚POM的变化稍大一点。
POM 的冲击强度较高,但常规冲击不及ABS和PC;POM对缺口敏感,有缺口可使冲击强度下降90%之多。
POM的疲劳强度十分突出,10交变载荷作用后,疲劳强度可达35MPa,而PA和PC仅为28MPa。
POM的蠕变性与PA相似,在20℃、21MPa、3000h时仅为2.3%,而且受温度的影响很小。
POM的摩擦因数小,耐磨性好(POM>PA66>PA6>ABS>HPVC>PS>PC),极限PV值很大,自润滑性好。
POM制品对磨时,高载荷作用时易产生类似尖叫的噪声。
【电学性能】POM的电绝缘性较好,几乎不受温度和湿度的影响;介电常数和介电损耗在很宽的温度、湿度和频率范围内变化很小;耐电弧性极好,并可在高温下保持。
pom挤出级参数
pom挤出级参数
pom挤出级参数包括:
1. 干燥温度:pom的干燥温度通常在70\~80℃之间,干燥时间在2\~4小时之间。
2. 注射压力:pom的注射压力通常在60\~90MPa之间。
3. 温度:pom挤出的温度通常在170\~200℃之间。
4. 弯曲强度:不同种类的pom其弯曲强度参数也不同,如DURACON-GC-25的弯曲强度为127MPa,而DURACON-ES-5的弯曲强度为37MPa。
5. 弯曲模量:DURACON-GC-25的弯曲模量为7550MPa,而DURACON-ES-5的弯曲模量为2450MPa。
6. 热变形温度:DURACON-GC-25的热变形温度为163℃,而DURACON-ES-5的热变形温度为106℃。
7. 密度:不同种类的pom其密度也不同,如DURACON-GC-25的密度为
1.59g/cm³,而DURACON-ES-5的密度为1.41g/cm³。
以上参数仅供参考,具体参数可能会因pom的种类、生产厂家和用途不同而有所差异,建议根据实际需求和产品特性进行选择。
塑胶pom密度

塑胶pom密度塑胶POM(聚甲醛)一种可塑性耐热的塑料,它具有抗化学性能好、耐磨性强、导静电性能、耐寒冷变形性能好,适用于极低温至极高温环境(-60°C 120°C),也具有良好的机械性能、气孔性能和未熔接件的强度等特点。
它的主要成分是甲醛、汞、苯乙烯、丙烯腈和其他衍生物的聚合物。
塑胶POM的密度一般在1.41-1.42 g/cm3之间,可以说是比较稳定的。
塑料密度对其结构和性能有很大的影响,因此塑胶POM的密度被广泛用于制造各类零件。
塑胶POM材料的弹性模量为3000至10000MPa,抗张强度为23MPa至30MPa,抗拉强度为17MPa至23MPa,抗弯曲强度为18MPa至20MPa,抗冲击强度为36kJ/m2至48kJ/m2。
而且它的机械性能在室温下很好,在较高温下也能保持一定的强度,这使它在冲击性能和可塑性方面有很高的性能。
塑胶POM的厚重性比较好,它的最小厚度原理上可以达到0.3mm,因此它可以用于各种零件及复杂零件上,相比其他塑料材料更具形状多样性,可用于加工多种密度和形状的零件。
由于它具有良好的机械性能,塑胶POM也可用于制作弹簧及天线等活动部件。
塑胶POM的重量很轻,它的密度仅为其他常见塑料材料的大约三分之一,但它的物理和机械性能仍可以满足大多数工程应用需求。
它因具有良好的耐久性、耐热性、耐湿热性、耐腐蚀性以及导电性等特性而受到工业界的广泛应用。
塑胶POM的加工性能比较好,它可以用来制作一定尺寸和形状的零件。
它可以用切削、冲压或模压等多种方法来加工,而且能够得到较高的重复性和精确度。
加工时,塑胶POM的散热性能比较好,可以抵抗零件的高温热量,这使它在高温、高速加工条件下也有良好的加工性能。
塑胶POM的特性保证了它在电子行业和自动化行业,及其他抗腐蚀、耐磨性用途上的广泛应用。
它也可以用于汽车、交通、仪器、家电等领域,是一种高品质的工程塑料。
塑胶POM的主要优点是它的高热稳定性,可以抵抗高温高压的环境,使它在很多行业中具有广泛的应用。
成品POM各项指标概念
成品POM各项指标概念聚合物的熔体流动性质一、MI-----熔融指数(MFR-----熔体质量流动速率):1、概念:熔体质量流动速率(MFR)的定义是热塑性塑料试样在一定温度、恒定压力下,熔体在10min内流经标准毛细管的质量值,单位:g/(10min)。
通常用MFR来表示。
熔体流动速率以前称为熔融指数(MI)。
是一种表示塑胶材料加工时的流动性的数值。
热塑性塑料熔体流动速率(MFR)测试方法:将一定质量的热塑性塑胶粒试样装在一条指定的长度和直径的垂直料筒中,在规定温度(190℃),荷载(2.16kg)和桶内活塞位置的情况下,加热到熔融状态(360s)后,在承受负荷的活塞作用下从标准规定直径的口模被压出的质量。
下图是熔体流动速率试验的结构示意图。
料筒外面包裹的是加热器,在料筒的底部有一只口模,口模中心是熔体挤压流出的毛细管。
料筒内插入一支活塞杆,在杆的顶部压着砝码。
试验时,先将料筒加热,达到预期的试验温度后,将活塞杆拔出,在料筒中心孔中灌入试样(塑料粒子或粉末),用工具压实后,再将活塞杆放入,待试样熔融,在活塞杆顶部压上砝码,熔融的试样料通过口模毛细管被挤出。
2、熔体流动速率可以用作区别各种热塑性塑料在熔融状态时的流动性的一个指标。
对于同一类高聚物,可由此来比较出分子量的大小。
一般来说,同类的高聚物,分子量越高,其强度、硬度、韧性、缺口冲击等物理性能也会相应有所提高。
反之,分子量小,熔体流动速率则增大,材料的流动性就相应好一些。
在塑料加工成型中,对塑料的流动性常有一定的要求。
如压制大型或形状复杂的制品时,需要塑料有较大的流动性,如果流动性太小,常会使塑料在模腔内填塞不紧,从而使制品质量下降,甚至成为废品。
聚甲醛MI值与其分子量大小密切相关,一般情况MI值越小,平均分子量越高及粘度愈大,处于熔融时的流动性越差,反之MI愈大平均分子量越低粘度愈小,处于熔融时的流动性越好。
因此,熔体流动速率的应用上,主要是用来表征由同一工艺流程制成的高聚物其性能的均匀性,并对热塑料高聚物进行质量控制,简便地给出热塑料高聚物熔体流动性的度量,作为加工性能的指标。
POM材料特性
POM材料特性POM(又称赛钢、特灵)。
它是以甲醛等为原料聚合所得。
POM-H(聚甲醛均聚物),POM-K(聚甲醛共聚物)是高密度、高结晶度的热塑性工程塑料。
具有良好的物理、机械和化学性能,尤其是有优异的耐摩擦性能。
POM属结晶性塑料,熔点明显,一旦达到熔点,熔体粘度迅速下降。
当温度超过一定限度或熔体受热时间过长,会引起分解。
铜是POM降解催化剂,与POM熔体接触的部位应避免使用铜或铜材料。
1、塑料处理POM吸水性小,一般为0.2%-0.5%。
在通常情况下,POM不需干燥就能加工,但对潮湿原料必须进行干燥。
干燥温度80℃以上,时间2小时以上,具体应按供应商资料进行。
再生料使用比例一般不超过20-30%。
但要视产品的种类和最终用途而定,有时可达100%。
2、塑机的选用POM除了要求螺杆无滞料区外,对注塑机没有特别要求,一般注塑即可。
3、模具及浇口设计常见模具温度控制为80-90℃,流道直径有3-6mm,浇口长度为0.5mm,浇口大小要视胶壁厚度而定,圆形浇口直径至少应制品厚度的0.5-0.6倍,长方形浇口的宽度通常是厚度的2倍或以上,深度为壁厚的0.6倍,脱模斜度40′-130′之间。
排气系统POM-H 厚度0.01-0.02mm 宽3mmPOM-K 厚度0.04mm 宽3mm4、熔胶温度可用空射法量度POM-H 可设为215℃(190℃-230℃)POM-K 可设为205℃(190℃-210℃)5、注射速度常见为中速偏快,过慢易产生波纹,过快易产生射纹和剪切过热。
6、背压越低越好,一般不超过200bar八、POM注塑工艺特性与工艺参数的设定1、POM也是典型的热敏性塑料,240℃下会严重分解。
在210℃下,停留时间不能超过20min;即使在190℃下,停留时间最好也不能超过1h。
因此注塑时,在保证物料流动性的前提下,应尽量选用较低的成型温度和较短的受热时间。
2、POM具有明显的熔点,均聚POM为175℃、共聚POM为165℃。
POM材料的详细物理参数
POM材料的详细物理参数POM(又称赛钢、特灵)。
它是以甲醛等为原料聚合所得。
POM-H(聚甲醛均聚物),POM-K(聚甲醛共聚物)是高密度、高结晶度的热塑性工程塑料。
具有良好的物理、机械和化学性能,尤其是有优异的耐摩擦性能。
POM属结晶性塑料,熔点明显,一旦达到熔点,熔体粘度迅速下降。
当温度超过一定限度或熔体受热时间过长,会引起分解。
铜是POM降解催化剂,与POM熔体接触的部位应避免使用铜或铜材料。
1、塑料处理POM吸水性小,一般为0.2%-0.5%。
在通常情况下,POM不需干燥就能加工,但对潮湿原料必须进行干燥。
干燥温度80℃以上,时间2小时以上,具体应按供应商资料进行。
再生料使用比例一般不超过20-30%。
但要视产品的种类和最终用途而定,有时可达100%。
2、塑机的选用POM除了要求螺杆无滞料区外,对注塑机没有特别要求,一般注塑即可。
3、模具及浇口设计常见模具温度控制为80-90℃,流道直径有3-6mm,浇口长度为0.5mm,浇口大小要视胶壁厚度而定,圆形浇口直径至少应制品厚度的0.5-0.6倍,长方形浇口的宽度通常是厚度的2倍或以上,深度为壁厚的0.6倍,脱模斜度40′-1°30′之间。
排气系统POM-H 厚度0.01-0.02mm 宽3mmPOM-K 厚度0.04mm 宽3mm4、熔胶温度可用空射法量度POM-H 可设为215℃ (190℃-230℃)POM-K 可设为205℃ (190℃-210℃)5、注射速度常见为中速偏快,过慢易产生波纹,过快易产生射纹和剪切过热。
6、背压越低越好,一般不超过200bar7、滞留时间如设备没有熔胶滞留点POM-H 可在215℃滞留35分钟POM-K 可在205℃滞留20分钟不会有严重的分解在注塑温度下熔体不能在机筒内滞留超过20分钟。
POM-K在240℃下可滞留7分钟。
如果停机,机筒温度可降到150℃,如要长期停机就必须清理机筒子,关闭加热器。
共聚聚甲醛的熔点

共聚聚甲醛(POM)是一种高性能的热塑性工程塑料,具有优异的物理和化学性能。
它的熔点是一个重要的参数,对于理解其使用和应用具有重要意义。
共聚聚甲醛的熔点通常在175℃左右,但具体的熔点可能会因为不同的生产工艺和添加剂的使用而有所不同。
这个熔点是在一定的压力和温度条件下测量得出的,因此在实际应用中,共聚聚甲醛的实际熔点可能会因为环境条件的变化而有所差异。
共聚聚甲醛的熔点较高,这意味着它在高温环境下仍能保持良好的稳定性和机械性能。
这使得共聚聚甲醛在许多需要耐高温的应用中具有优势,例如汽车引擎部件、电子设备外壳、工业设备等。
然而,共聚聚甲醛的高熔点也意味着它在加工过程中需要更高的温度,这可能会增加生产成本和设备的磨损。
因此,在选择共聚聚甲醛作为材料时,需要考虑到这些因素。
此外,共聚聚甲醛的熔点也会影响其与其他材料的兼容性。
例如,如果共聚聚甲醛与一种熔点较低的材料混合,可能会导致混合物的整体熔点降低。
因此,在设计和制造复合材料时,需要考虑到共聚聚甲醛的熔点。
总的来说,共聚聚甲醛的熔点是一个复杂的参数,它不仅影响材料的性能,也影响其加工和应用。
因此,对于共聚聚甲醛的研究和应用,需要对其熔点有深入的理解和掌握。
pom密度是多少kg平方厘米

pom密度是多少kg平方厘米
pom密度是1.42 g/mL。
那么让我们一起了解一下POM吧。
POM原料,合成树脂之一,又称聚甲醛树脂、POM塑料、赛钢材料等;它是一种高硬度、高硬度、高耐磨性的白色或黑色塑料颗粒,主要用于齿轮、轴承、汽车零部件、机床、仪表内件、玩具等具有骨架功能的产品。
POM是乳白色不透明结晶线性热塑性树脂,具有良好的综合性能和着色性,具有较高的弹性模量,很高的刚性和硬度,比强度和比刚度接近金属;拉伸强度、弯曲强度、抗蠕变性、耐疲劳性、耐反复冲击性、卸载恢复性优异;摩擦系数小,耐磨,尺寸稳定性好,表面光泽度好,粘弹性高,电绝缘性优异,不受温度影响;绝缘电阻好,不受湿度影响;优异的耐化学性:除强酸、酚类和有机卤化物外,其他化学品稳定,耐油性;力学性能受温度影响较小,具有较高的热变形温度。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
POM材料的详细物理参数
POM(又称赛钢、特灵)。
它是以甲醛等为原料聚合所得。
POM-H(聚甲醛均聚物),POM-K(聚甲醛共聚物)是高密度、高结晶度的热塑性工程塑料。
具有良好的物理、机械和化学性能,尤其是有优异的耐摩擦性能。
POM属结晶性塑料,熔点明显,一旦达到熔点,熔体粘度迅速下降。
当温度超过一定限度或熔体受热时间过长,会引起分解。
铜是POM降解催化剂,与POM熔体接触的部位应避免使用铜或铜材料。
1、塑料处理
POM吸水性小,一般为0.2%-0.5%。
在通常情况下,POM不需干燥就能加工,但对潮湿原料必须进行干燥。
干燥温度80℃以上,时间2小时以上,具体应按供应商资料进行。
再生料使用比例一般不超过20-30%。
但要视产品的种类和最终用途而定,有时可达100%。
2、塑机的选用
POM除了要求螺杆无滞料区外,对注塑机没有特别要求,一般注塑即可。
3、模具及浇口设计
常见模具温度控制为80-90℃,流道直径有3-6mm,浇口长度为0.5mm,浇口大小要视胶壁厚度而定,圆形浇口直径至少应制品厚度的0.5-0.6倍,长方形浇口的宽度通常是厚度的2倍或以上,深度为壁厚的0.6倍,脱模斜度40′-1°30′之间。
排气系统
POM-H 厚度0.01-0.02mm 宽3mm
POM-K 厚度0.04mm 宽3mm
4、熔胶温度
可用空射法量度
POM-H 可设为215℃ (190℃-230℃)
POM-K 可设为205℃ (190℃-210℃)
5、注射速度
常见为中速偏快,过慢易产生波纹,过快易产生射纹和剪切过热。
6、背压
越低越好,一般不超过200bar
7、滞留时间
如设备没有熔胶滞留点
POM-H 可在215℃滞留35分钟
POM-K 可在205℃滞留20分钟不会有严重的分解
在注塑温度下熔体不能在机筒内滞留超过20分钟。
POM-K在240℃下可滞留7
分钟。
如果停机,机筒温度可降到150℃,如要长期停机就必须清理机筒子,关闭加热器。
8、停机
清理机筒必须用PE或PP,关闭电热,把螺杆推在前位。
料筒和螺杆必须保持清洁。
杂质或污垢会改变POM的过热稳定性(尤其是POM-H)。
所以当用完含卤聚合物或其他酸性聚合物后,应用PE清理干净后才能打POM料,否则会发生爆炸。
若作用不当的颜料、润滑剂或含GF尼龙的物料,会导致塑料降质。
9、后处理
对于非常温使用的制件且质量要求较高,须进行热处理。
退火处理效果,可将制品放入浓度为30%的盐酸溶液中浸30分钟检查,然后用肉眼观察判断是否有残余应力的裂纹产生。
POM后处理工艺
方法温度时间
空气浴退火 140-150℃ 壁厚每增加5mm即增加40-60分钟
油浴退火 140-150℃ 壁厚每增加5mm即增加20-30分钟。