起重机生产流程图
130T吊车 吊装方案

吊装施工方案江苏华伟建设集团有限公司2019 年 12 月 09 日目录一、工程概况 (1)(一)工程简述 (1)(二)吊装工序流程图 (1)(三)现场平面图 (1)二、吊装工作组织网络图 (2)三、特种作业人员名单、上岗证编号 .................... 错误!未定义书签。
四、吊装前准备工作 (2)五、吊装工艺流程 (3)(一)变幅操作 (3)(二)臂架伸缩操作 (3)(三)起升操作 (4)(四)回转操作 (5)六、吊装设备选型 (6)(一)吊装设备的规格、型号 (6)(二)钢丝绳、卸扣的规格、型号及选型计算 (7)(三)吊装作业中所需工具、材料的种类数量 (8)七、安全技术措施 (8)一、工程概况(一)工程简述本工程使用最大吨位130t汽车吊,用于吊装淮安国瑞化工罐区贮罐,该贮罐重11t,中心吊距14-15米。
(二)吊装工序流程图(三)现场平面图二、吊装工作组织网络图项目经理安全员起重指挥起重机司机三、吊装前准备工作吊装前对吊装区域设立警戒区和警戒人员维持吊装秩序,并对吊装人员进行工序交底,统一吊装信号,通过信号以保证各操作岗位动作协调一致,达到安全施工。
指挥信号应贯彻执行《起重吊运指挥信号》(GB5082-85)的规定。
起重吊装时起重工用手势进行吊装作业指挥,指挥信号传递程序为:作业人员、岗位指挥、操作者。
起重司机登机后要检查作业条件是否符合要求,查看影响起重作业的障碍因素,检查配重状态,确定起重机各工作装置的状态良好;查看吊钩、钢丝绳及滑轮组的倍率与被吊物体是否匹配;检查起重机技术状况,特别应检查安全防护装置的工作台状态,装有电子力矩限制或安全负荷指示器的应对其功能进行检查。
只有确认各操作杆在中立位置以后,才能进行起动,对于设有蓄能器的应检查其压力是否符合规定的要求,项目经理安全员起重指挥起重机司机置有离合器的起重机,应利用离合器操纵手柄检查离合器的功能是否能正常工作。
同时,推入离合器以后一定要锁定离合器。
起重机工艺流程图
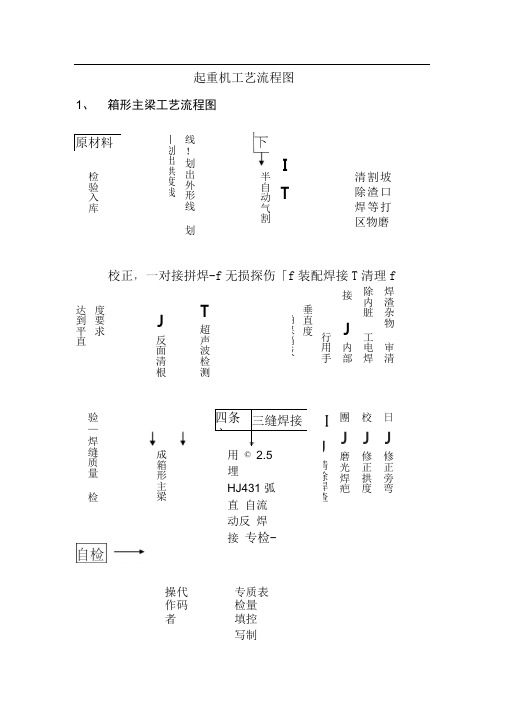
清割坡 除渣口 焊等打 区物磨起重机工艺流程图1、 箱形主梁工艺流程图I T 剪 切半自动气割线!划出外形线 划丨划出拱度线原材料检验入库校正,一对接拼焊-f 无损探伤「f 装配焊接T 清理f焊渣杂物 审清除内脏 工电焊接J 内部行用手垂直度J 确保隔板T超声波检测J反面清根度要求达到平直日J修正旁弯校J 修正拱度團J 磨光焊疤WIJ清除焊渣四条主三缝焊接 1 F用 © 2.5 埋HJ431 弧直 自流 动反 焊接 专检-成箱形主梁装配下盖板验—焊缝质量 检J内腔检验操代 专质表 作码 检量 者填控写制2、 轮组装配工艺流程图清 洗 ------- 检测 ---------- 润滑 --------- 装配 部位加润滑剂轴承等工作尺寸及公差 确认各种规格轮孔等部位 清洗轴承,轴煤油或洗涤济专 检 ------ ►待装酉己一►>打钢印操作者代码3、 小车装配工艺流程图准备一-清洗注油审最后减速箱内•加油脂轴承内、齿面尺寸及公差 !确认各件规格轴及孔等部位 —清洗轴承齿轮 煤油或洗涤济-领取各件按技术文件—场地清理入库I 噪音震动—行走机构J 起升机构手工盘动灵活性螺钉松紧度4、端梁工艺流程图连于接工艺清理* —►检验\-------装配点焊 ---►四条主缝焊接1 1清磨内每垂装成埋或除光腔组直配箱弧C02焊焊焊2. 度下形自气渣疤缝件平盖端动保质弯行板梁焊焊量板度原材料•"预处理+ —►划线校正装配点焊-------- ►划线•钻铰孑料一■清理一装配焊接一rn u两轮端面共面度两轮端面垂直度两轮轴平行度—装车轮组垂直度—校正弯板J操作者代号5、桥架工艺流程图正色道轨轨距面度J四轮着力点共Y跨度丫四轮对角线审上拱度「王梁对应截面—平行放置端梁垂直主梁Y向外平行放置主梁旁弯—水平度托架找准*整理场地清除表面余飞溅等毛刺及残磨对号标记沪—安装标记标J合格标记电动单梁起重机工艺流程图1、U型主梁工艺流程图.预处理.一划线一下料一成形原材料—涂无害漆■表面除锈审检验入库•划线f气割•焊接•装配'形成上拱度割两边裕量外形尺寸rnu:戈出U型槽后外侧清根焊先焊内侧对接缝对装接配U点型焊槽隔钢板U型槽外形-专检一内钢超U焊腔焊声型缝及缝波槽工字渣等杂物清除内腔焊加热求拱度工字钢火焰正上拱度火焰修正控制表J填写质量J清除焊渣J装斜腹板2、端梁工艺流程图形—冷压弯•剪切油锈"喷丸除检验入库审操作者代码渲—清除内腔杂物冋接后外侧清根焊先焊内侧对缝正.确保机加工量校—校正旁弯装配点焊隔板对接U型槽冈清U型槽外形3、 车轮组装配工艺流程图配一自检一滑J轴承内加油脂格尺寸及公差,确认各件规轮孔等部位 *清洗轴承轴 煤油或洗涤济待装配打钢印•一专检4、 主梁连接板装配工艺流程图焊接清理准备一装配.焊疤等打磨毛刺保四轮着力点共面确两端梁平行 装主梁与端梁垂直 丄跨度具调整整机组装用胎拆开 —►清理------ ►涂漆打钢印,一专检整机 涂 漆标识一入库。
起重机生产流程图
1。
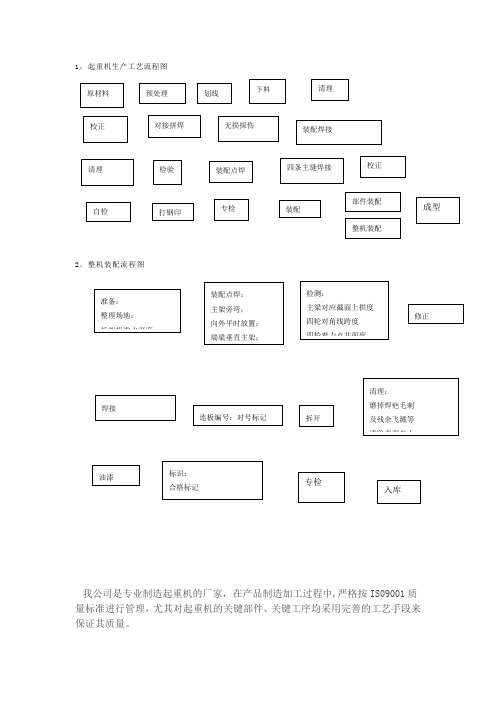
起重机生产工艺流程图2。
整机装配流程图我公司是专业制造起重机的厂家,在产品制造加工过程中,严格按IS09001质量标准进行管理,尤其对起重机的关键部件、关键工序均采用完善的工艺手段来保证其质量。
一、板材及型材的预处理为保证金属结构的防腐和增强油漆的附着力,所有板材和型材在下料前均在我厂自备的预处理设备上进行抛丸预处理,除锈等级达到GB8923标准规定的Sa2。
5级,除锈后立即双面喷涂底漆予以保护,然后才转入下料工序.二、起重机金属结构(桥架的加工)1、主梁、端梁等主要受力结构件采用GB/T1591—94S标准中Q235—B碳素结构钢板制造,次要受力件和非受力构件如走台、罩子等零部件采用Q235-A钢材制造,桥架中所采用的材料均需具有炉号、批号、材料化学成份、机械性能的试验报告及出厂合格证书,材料到厂后由质检部门取样进行理化复检,合格的材料方可投入车间进行产品制造.2、腹板及上盖板的下料采用微机控制的大型火焰数控切割机双枪一次切割,可根据不同跨度工况条件割出二次曲线,四次曲线及二、四线的迭加曲线,有效地保证了起重机的预制拱度,使预制拱度与起重机上拱曲线相吻合,此预拱度值根据主梁制造工艺过程中每一道工序进行严格控制。
3、主梁的焊接有焊接和拼装工艺,通过焊接顺序的合理安排减少起重机的焊接变形。
4、主梁腹板和上、下盖板的对接焊接缝均采用埋弧自动焊,主梁和端梁的纵向焊缝采用微机控制的二氧化碳气体自动保护焊,焊后进行100%探伤。
5、焊接完成后,进行时效处理清除焊接应力。
注:我厂起重机主梁焊接工艺获得河南省技术进步一等奖。
三、桥架组装焊接1、主梁、端梁组装焊接:将验收合格的两根主梁摆放在垫架上,以主梁的上盖板中心线为基准点,按技术要求调整各部分尺寸。
为使桥架安装车轮后能正常运行、组装时将四组弯板采用水平仪测量调在同一平面内。
并以水平面为组装调整门架各部的基准,达到要求后才能焊接.2、桥架组装对接的立焊缝在大型的翻转工装上焊接,将立焊缝全部改为平焊,确保了焊接质量.3、主梁、端梁、小车架等结构件均在厂房内制造、组装、检验,确保不受环境温度、日照变形的影响,尺寸精度受到严格的控制.主梁、端梁、小车架都是在专用铸造平台上制造,从而保证有效地控制尺寸和变形。
起重机工艺设计流程图

起重机工艺流程图1、箱形主梁工艺流程图原材料划线下料清理检划划半剪清割坡验出出自除渣口入拱外动切焊等打库度形气区物磨线线割校正对接拼焊无损探伤装配焊接清理达度埋反超确垂内工清焊到要弧面声保直部电除渣平求自清波隔度行焊内杂直动根检板用接脏物焊焊测手检验装配点焊四条主缝焊接清理校正内焊装成用φ2.5 清磨修修腔缝配箱埋HJ431 除光正正检质下形弧直焊焊拱旁验量盖主自流渣疤度弯板梁动反焊接自检打钢印专检待装配操代专质表作码检量者填控写制2、轮组装配工艺流程图清洗检测润滑装配煤清轮确尺轴部油洗孔认寸承位或轴等各及等加洗承部种公工润涤,位规差作滑济轴格剂自检打钢印专检待装配操作者代码3、小车装配工艺流程图准备清洗检测润滑场按领煤清轴确尺轴加最注地技取油洗及认寸承油后油清术各或轴孔各及内脂减理文件洗承等件公、速件涤齿部规差齿箱济轮位格面内装配自检空载运行检测标识入库螺手起行噪钉工升走音松盘机机震紧动构构动度灵活性原材料预处理划线下料清理校正装配点焊划线钻铰孔装配焊接接板划板确垂内工口点出上保直部焊处焊连孔弯水先接连于接位板平手接工艺度清理检验装配点焊四条主缝焊接清磨内每垂装成埋或除光腔组直配箱弧 CO2焊焊焊 2. 度下形自气渣疤缝件平盖端动保质弯行板梁焊焊量板度清理校正装配检测自检清磨校垂装两两两除光正直车轮轮轮焊焊弯度轮轴端端渣疤板组平面面行垂共度直面度度打钢印专检待装配操作者代号准备装配点焊检测修正整托水主向端平主上四跨四面道理架平梁外梁行梁拱轮度轮度轨场找度旁平垂放对度对着轨地准弯行直置应角力距放主截线点置梁面共焊接连板编号拆开清理油漆对磨毛余清号掉刺飞除标焊及溅表记疤残等面标识专检入库合安格装标标记记电动单梁起重机工艺流程图1、U型主梁工艺流程图原材料预处理划线下料成形检表涂剪冷验面无切压入除害弯库锈漆校正装配焊接划线气割U 对装先后划外气形型接配焊外出形割成槽 U 点内侧 U 尺两上外型焊侧清型寸边拱形槽隔对根槽裕度钢板接焊量缝修正装配焊接清理专检火上工加清渣内钢超 U焊焰拱字热除等腔焊声型缝修度钢求内杂及缝波槽正火拱腔物工探对焰度焊字伤接装配焊接清理自检专检待装配装磨清填控斜掉除写制腹焊焊质表板疤渣量2、端梁工艺流程图原材料预处理划线下料成形检喷油剪冷验丸锈切压入除弯库校正装配焊接清理装配U 对装先后清装装型接配焊外除封垫槽 U 点内侧内底板外型焊侧清腔板形槽隔对根杂钢板缝焊物焊接清理校正自检打钢印校确操正保作旁机者弯加代工码量通刨通镗专检待装配垫轮板轴平孔面3、车轮组装配工艺流程图清洗检测润滑装配自检煤清轮确格轴油洗孔认尺承或轴等各寸内洗承部件及加涤轴位规公油济差脂打钢印专检待装配4、主梁连接板装配工艺流程图准备装配自检焊接清理整具工装确保打焊机调跨主两四磨疤组整度梁端轮毛等装与梁着刺用端平力胎梁行点垂共直面打钢印专检拆开清理涂漆整机涂漆标识入库。
塔式起重机施工工艺

塔式起重机施工工艺第一节技术参数1.塔吊技术参数选用QTZ80(5610Fz-6)塔式起重机,最大工作幅度56m,整机各项性能技术参数如下表所示:表62.吊车技术参数2.1.主臂起重性能参数图1由材料计划表知,塔吊各部件中最重的部件为平衡臂,为6500Kg。
故根据汽车吊主臂起重性能参数表综合考虑,选择汽车吊工作半径为9m,其中中长伸臂24.80m,主臂最小仰角20°,最大仰角78°,当仰角66.33时,起重量为7100Kg,起升高度23.59m,满足安装要求。
第二节安装前准备1.对塔吊基础的验收安装前根据塔吊基础图进行验收,要求表面水平偏差小于1/1000;2.塔吊安装前的检查验收全面检查塔吊钢结构无变形、开裂、锈蚀情况,表面油漆完好,机械部完好,运行正常,钢丝绳无磨损,扭曲现象,电器部分完整、无破损、绝缘情况良好,安全防护设施齐全,各限位器灵敏可靠。
3.场地准备清除安装场地的所有障碍物,平整夯实,保证安装吊车和运输车的承载力,确保道路畅通和足够的堆放场地。
4.安装吊车的选择根据塔机的主要部件重量,结合塔机基础布置后,选用一台25 吨汽车吊,作业位置详见附件一。
第三节安装步骤1.工艺流程图图32.安装工艺技术2.1.安装塔身节2.1.1结构简述图4①塔机在起升高度为40米的独立状态下共有14节塔身节:包括1节固定基节3节加强节10节标准节,各标准节内均设有供人上下的爬梯,并设有供人休息的平台。
图5、2.1.2.吊装2个标准节图6先将2个标准节组装好(支腿固定式组装 2 个标准节 B ,底架固定式组装 1 个标准节个标准节 B 和和 1个标准节 A 、标准节 B 在下方)①将吊具挂在组装好标准节上(严禁吊水平腹杆),将其吊起,将标准节组安装到已埋好在固定基础上的基节上(或底架的基节上),用 12 件 10.9 级高强度螺栓连接牢靠。
(塔身上有踏步的一面应位于准备安装平衡臂的下方)。
起重机工艺流程图

起重机工艺流程图1、箱形主梁工艺流程图检划划半剪清割坡验出出自除渣口入拱外动切焊等打库度形气区物磨线线割达度埋反超确垂内工清焊到要弧面声保直部电除渣平求自清波隔度行焊内杂直动根检板用接脏物焊焊测手内焊装成清磨修修腔缝配箱埋HJ431 除光正正检质下形弧直焊焊拱旁验量盖主自流渣疤度弯板梁动反焊接操代专质表作码检量者填控写制2、轮组装配工艺流程图煤清轮确尺轴部油洗孔认寸承位或轴等各及等加洗承部种公工润涤,位规差作滑济轴格剂3、场按领煤清轴确尺轴加最注地技取油洗及认寸承油后油清术各或轴孔各及内脂减理文件洗承等件公、速件涤齿部规差齿箱济轮位格面内螺手起行噪钉工升走音松盘机机震紧动构构动度灵活性4、端梁工艺流程图接板划板确垂内工口点出上保直部焊处焊连孔弯水先接连于接位板平手接工艺度清磨内每垂装成埋或除光腔组直配箱弧 CO2焊焊焊 2. 度下形自气渣疤缝件平盖端动保质弯行板梁焊焊量板度清磨校垂装两两两除光正直车轮轮轮焊焊弯度轮轴端端渣疤板组平面面行垂共度直面度度操作者代号5、桥架工艺流程图整托水主向端平主上四跨四面道理架平梁外梁行梁拱轮度轮度轨场找度旁平垂放对度对着轨地准弯行直置应角力距放主截线点置梁面共磨毛号掉刺飞除标焊及溅表记疤残等面合安格装标标记记电动单梁起重机工艺流程图1、U型主梁工艺流程图检表涂剪冷验面无切压入除害弯库锈漆U 对装先后划外气形型接配焊外出形割成槽 U 点内侧 U 尺两上外型焊侧清型寸边拱形槽隔对根槽裕度钢板接焊量缝清超 U焊焰拱字热除等腔焊声型缝修度钢求内杂及缝波槽正火拱腔物工探对焰度焊字伤接装磨清填控斜掉除写制腹焊焊质表板疤渣量2、端梁工艺流程图检喷油剪冷验丸锈切压入除弯库U 对装先后清装装型接配焊外除封垫槽 U 点内侧内底板外型焊侧清腔板形槽隔对根杂钢板缝焊物校操正保作旁机者弯加代工码量轮轴平孔面3、车轮组装配工艺流程图确格轴油洗孔认尺承或轴等各寸内洗承部件及加涤轴位规公油济差脂4、主梁连接板装配工艺流程图打焊机调磨疤组整度梁端轮毛等装与梁着刺用端平力胎梁行点垂共直面整涂漆(学习的目的是增长知识,提高能力,相信一分耕耘一分收获,努力就一定可以获得应有的回报)。
大型货车起重机加工工艺流程介绍

大型货车起重机加工工艺流程大型货车起重机的制造过程主要分为五个环节,第一环:材料的申购;第二环节:下料环节;第三环节:过程制造;第四环节:装配;第五环节:调试试验。
第一环节:材料申购技术资料准备:1、原辅材料目录清单2、产品图纸的完整性确认要因控制:控制的依据是产品图纸和原辅材料目录清单1、落实仓库板材及型材的储备情况,保证投料的顺利进行。
实际上,此项内容是必须提前做的,目前的主要手段是:由仓库保证安全库存。
2.落实其他外购件的申购:如液压件、油缸、回转马达、回转支撑、回转接头、高强螺栓等是否满足本生产批次的需要。
掌握外购件回厂的日期。
此两项内容一般应在生产任务单下达后的一个工作日内完成。
第二环节:下料环节包括数控下料、半自动下料、型材下料、板料调平、折弯。
技术资料准备:数控下料清单、型材下料清单、折弯件清单、焊前机加工清单、装配件机加工清单、折弯件清单;各项清单所对应的工艺图纸。
要因控制:控制的依据是本工序的工艺清单及工艺图纸。
1.工序执行的完整性,及时性。
下料是否下够,折弯件是否齐备,工件标示是否一目了然等。
2.工序产品的质量情况本工序的产品有否不合格品、报废品等异常品。
如有异常品根据质检或技术意见及时纠错补充;或者主动找质检部门和技术部门了解。
3.工序半成品的及时分流,并掌握工件分流去向。
①、下好的板料分流至拼装、调平、折弯等下道工序②、型材分流至机加工的焊前加工、装配件加工等。
4.强调员工的质量意识,重视自检、首检,避免批量性出错。
观点:员工按部就班稳打稳扎的工作效果总体上远远比盲目抢进度,事后返工要好得多,在好和快不可兼得时,先好后快。
急应该急在工作的部署上,安排上,避免仓惶应战。
第三环节:过程制造主要是结构件铆焊、机加工、喷砂、油漆等工序技术资料的确认:结构件图,机加工图,结构件清单明细要因控制:结构件的构成和工艺步骤,熟悉支腿、底座、中柱、转臂、基本臂、伸缩臂的结构构成和工艺步骤及其它通用附件(油箱、附加腿、座椅。
2.22设备吊装工艺流程图
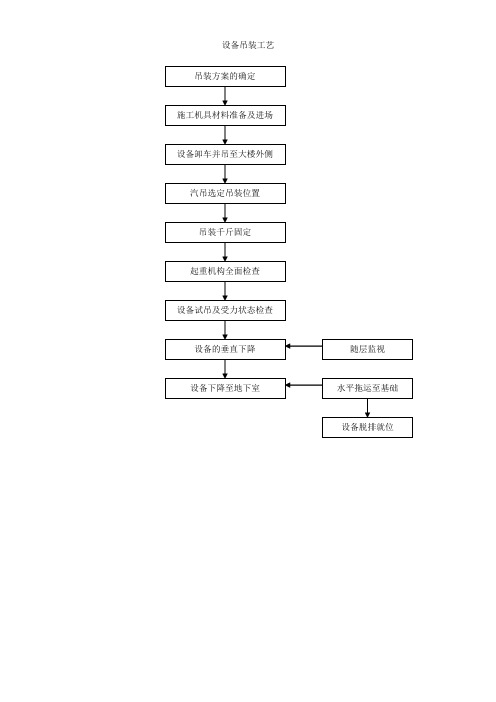
设备吊装工艺================================================================说明1资料专卖店拥有最新最全的设计参考图库资料,内容涉及景观园林、建筑、规划、室内装修、建筑结构、暖通空调、给排水、电气设计、施工组织设计等各个领域的设计素材和设计图纸等参考学习资料。
是为广大艺术设计工作者优质设计学习参考资料。
本站所售的参考资料包括设计方案和施工图案例已达几十万套以上,总量在数千G以上。
图库网址2ftp://联系QQ:4电话:5美文欣赏1、走过春的田野,趟过夏的激流,来到秋天就是安静祥和的世界。
秋天,虽没有玫瑰的芳香,却有秋菊的淡雅,没有繁花似锦,却有硕果累累。
秋天,没有夏日的激情,却有浪漫的温情,没有春的奔放,却有收获的喜悦。
清风落叶舞秋韵,枝头硕果醉秋容。
秋天是甘美的酒,秋天是壮丽的诗,秋天是动人的歌。
2、人的一生就是一个储蓄的过程,在奋斗的时候储存了希望;在耕耘的时候储存了一粒种子;在旅行的时候储存了风景;在微笑的时候储存了快乐。
聪明的人善于储蓄,在漫长而短暂的人生旅途中,学会储蓄每一个闪光的瞬间,然后用它们酿成一杯美好的回忆,在四季的变幻与交替之间,散发浓香,珍藏一生!3、春天来了,我要把心灵放回萦绕柔肠的远方。
让心灵长出北归大雁的翅膀,乘着吹动彩云的熏风,捧着湿润江南的霡霂,唱着荡漾晨舟的渔歌,沾着充盈夜窗的芬芳,回到久别的家乡。
我翻开解冻的泥土,挖出埋藏在这里的梦,让她沐浴灿烂的阳光,期待她慢慢长出枝蔓,结下向往已久的真爱的果实。
4、好好享受生活吧,每个人都是幸福的。
人生山一程,水一程,轻握一份懂得,将牵挂折叠,将幸福尽收,带着明媚,温暖前行,只要心是温润的,再遥远的路也会走的安然,回眸处,愿阳光时时明媚,愿生活处处晴好。
5、漂然月色,时光随风远逝,悄然又到雨季,花,依旧美;心,依旧静。
月的柔情,夜懂;心的清澈,雨懂;你的深情,我懂。
起重机制造工艺流程

起重机制造的工艺流程Crane manufacturing process我们公司主要生产桥、门式起重机,具有自行设计、研制能力和制造加工能力;我们的产品涉及到冶金、水工、电站、化工、造纸、造船、航空、航天、港口等行业,目前制造的起重机最大起重量为500t,最大起升高度达400米。
Our company mainly produces bridge, gantry crane, with our own design, development capabilities, manufacturing and processing capacity; of our products related to metallurgy, hydraulic, power, chemical industry, papermaking, shipbuilding, aviation, space, ports and other industries, the current manufacturing maximum starting weight of the crane 500t, maximum lifting height of up to 400 meters.在结构件制造方面,本公司具有较强的制造能力;有年处理能力达5万吨以上,具开卷、校平、剪切、抛丸、喷漆、烘干能力的预处理生产线一条;有数控切割设备5台;(6000X50000);半自动切割60多台,CO2气体保护焊,埋弧自动焊(平、角焊)200多台;其他焊机300多台。
有各种剪板机,校平机、折弯机、卷板机等各种大型加工设备。
这些设备为提高结构件的制造能力提供了有力的保证。
In the structural parts manufacturing, our company has strong manufacturing capacity; have capacity of more than 5 million tons in a year, with open-book, school level, shearing, shot blasting, painting, drying capacity of a pre-processing production line; a numerical cutting equipment 5 sets; semi-automatic cutting more than 60 units, CO2 gas shielded welding, submerged arc welding (flat, angle welding) more than 200 units; other welding more than 300 units. A variety of shears, school-level machine, bending machine, rolling machine and other large-scale processing equipment. These devices to improve the structural parts of the manufacturing capacity to provide a strong guarantee.在机械加工方面,本公司的设备加工能力在长垣地区可以说是领先的,我们有16米的落地铣镗床,即将到厂的m=28,最大加工直径φ3150的大型滚齿机和大型立式车床,数控重型卧式车床、各种卧式镗床,立式铣加工中心等精、大、稀设备,为我们公司加工各种大型、高精度的零件提供了设备保证In mechanical processing, the processing capacity of the company's equipment can besaid in the Changyuan region's leading, we have 16 meters of floor milling and boring machine, upcoming visit to the factory m = 28, maximum machining diameter of φ3150 large-scale and large vertical lathe hobbing machine , CNC heavy duty horizontal lathe, all kinds of horizontal boring machine, vertical machining centers, precision milling, large, rare equipment for our processing of all kinds of large-scale, high-precision parts provided with equipment to ensure机械产品生产过程是指从原材料到机械产品出厂的全部生产过程。
起重机生产流程图

1.起重机生产工艺流程图2.整机 装 配 流 程 图轨道轨距我公司是专业制造起重机的厂家,在产品制造加工过程中,严格按 IS09001 质 量标准进行管理,尤其对起重机的关键部件、关键工序均采用完善的工艺手段 来保证其质量。
一、板材及型材的预处理为保证金属结构的防腐和增强油漆的附着力,所有板材和型材在下料前均在我厂自备的预处理设备上进行抛丸预处理,除锈等级达到GB8923标准规定的Sa2.5级,除锈后立即双面喷涂底漆予以保护,然后才转入下料工序。
二、起重机金属结构(桥架的加工)1、主梁、端梁等主要受力结构件采用GB/T1591-94S标准中Q235-B碳素结构钢板制造,次要受力件和非受力构件如走台、罩子等零部件采用Q235-A钢材制造,桥架中所采用的材料均需具有炉号、批号、材料化学成份、机械性能的试验报告及出厂合格证书,材料到厂后由质检部门取样进行理化复检,合格的材料方可投入车间进行产品制造。
2、腹板及上盖板的下料采用微机控制的大型火焰数控切割机双枪一次切割,可根据不同跨度工况条件割出二次曲线,四次曲线及二、四线的迭加曲线,有效地保证了起重机的预制拱度,使预制拱度与起重机上拱曲线相吻合,此预拱度值根据主梁制造工艺过程中每一道工序进行严格控制。
3、主梁的焊接有焊接和拼装工艺,通过焊接顺序的合理安排减少起重机的焊接变形。
4、主梁腹板和上、下盖板的对接焊接缝均采用埋弧自动焊,主梁和端梁的纵向焊缝采用微机控制的二氧化碳气体自动保护焊,焊后进行100%探伤。
5、焊接完成后,进行时效处理清除焊接应力。
注:我厂起重机主梁焊接工艺获得河南省技术进步一等奖。
三、桥架组装焊接1、主梁、端梁组装焊接:将验收合格的两根主梁摆放在垫架上,以主梁的上盖板中心线为基准点,按技术要求调整各部分尺寸。
为使桥架安装车轮后能正常运行、组装时将四组弯板采用水平仪测量调在同一平面内。
并以水平面为组装调整门架各部的基准,达到要求后才能焊接。
起重机生产工艺流程图、产排污情况流程图

起重机生产工艺流程图生产工艺流程和产排污情况如下图:图1 起重机生产工艺流程及产污环节示意图工艺流程:(1)下料:将钢管或钢板经过等离子切割机切割成所需要的尺寸,此过程会产生废气(切割烟尘)和固废(废边角料)、噪声。
(2)机械加工:采用钻床、镗铣床、压力机、车床、冲床、折弯机、剪板机等对钢板进行加工,主要产生固废(废边角料、废油桶、废润滑油)和噪声。
(3)抛丸:将板材送入抛丸机进行表面处理,此过程会产生噪声、废气(颗粒物)和固废(废钢丸、废液压油)、以及噪声。
(4)焊接:本企业生产主要工序之一,将所需板材焊接连接、加固,此过 废气、固废 成 品固废、废气 外购原材料水性漆程会产生废气(焊接烟尘)、固废(焊渣)。
使用手持打磨机将焊接点处焊瘤打磨干净,使工件表面平整。
此过程会产生固废和噪声。
(6)喷漆:将漆料通过软管输送至喷涂设备;首先将加工成型的半成品通过行轨道运至喷漆房,将喷漆房密闭后,开始喷漆工作,喷漆流平后,采用红外灯管加热烘干,全程密闭集气,此过程会产生废气(漆雾、非甲烷总烃)和固废(废漆桶)。
废气采用“纸盒过滤+活性炭吸附浓缩~脱附+催化燃烧”装置处理,废气处理设施会产生固废(废活性炭、废纸盒、废过滤棉、废催化剂)。
(7)组装:将加工好的组件组装,运至产品存放区暂存待售。
1.1.2电动葫芦工艺流程图电动葫芦生产工艺流程和产排污情况如下图:图2 电动葫芦生产工艺流程及产污环节示意图工艺流程简介:外购成型的各组件、配件在原料区分类暂存,将外机壳悬挂送至喷漆房内喷涂流平,通过红外灯管电加热烘干;此过程会产生废气(漆雾、非甲烷总烃)、固废(废漆桶)和噪声。
废气采用“纸盒过滤+过滤棉+活性炭吸附浓缩~脱附+催化燃烧”装置处理,废气处理设施会产生固废(废活性炭、废纸盒、废过滤棉、废催化剂)。
再将其他组件采用人工组装和压力机压装组合成产品,此过程会产生噪声;最后合格品在成品区存放待售。
成品噪声、废气、固废。
塔吊作业流程图

拆除基础节
拆除剩余塔身标准节及基础节;
安全员
班组长
带班领导
日 期
年 月 日
塔式起重机拆降标准节、附墙作业流程图
工程名称: 设备型号:
安装步骤
工作内容
操作人
检查人
状况
第一步
作业前准备
清理作业现场,设立警戒区域,确定顶升套架与回转已连接,顶升机构工作正常;
第二步
拆除标准节
吊平衡配重后,松开标准节上下连接螺栓;
第三步
拆除起重臂
确认起重臂重心及吊点,先拆卸起重臂拉杆,再拆除起重臂与回转连接;
第四步
拆除平衡臂
拆除剩余平衡配重,确认好平衡臂重心及吊点,拆除平衡臂;
第五步
拆除塔顶
拆除塔顶与回转连接,将塔顶拆除;
第六步
拆除回转(驾驶室)
固定吊绳,拆除下支座与塔身标准节连接螺栓,将回转拆除;
第七步
拆除套架
拆除套架下部标准节连接螺栓,将套架整体吊出;
第三步
降节作业
先顶起一定高度,推出标准节至引进平台上,缩回油缸,进行降节;
第四步
连接支座螺栓
降至所需高度,连接上标准节与下支座螺栓;
第五步
拆除附着
挂好牵引绳,先逐个拆除附着杆,再拆除附着抱箍;
第六步
拆降标准节
重复步骤二、三、四,将塔吊降至拆解高度。
安全员
班组长
带班领导
日 期
年 月 日
安全员
班组长
带班领导
日 期
年 月 日
塔式起重机安装作业流程图
工程名称: 设备型号:
安装步骤
工作内容
操作人
检查人
状况
第一步
基本吊装工艺(全面图解)
(二)参与双机抬吊作时,其负荷应平均分配。 2、参与抬吊的两台起重机起重性能不同,或重物 的外形比较复杂,或有特殊要求,需要根据实际情 况,确定每台起重机的负苘,并依此来选择捆绑点 的位置。 (1)确定重物重心确定在轴向中心点处。 (2)确定每台起重机抬吊时承担的负荷量。 (3)计算确定起重机捆绑点的位置。 3、重物在抬吊过程中产生倾斜,起重机械负荷分 配就会变化。
上目录
上目录
2、滑行起扳法
细长的重物在起扳时,吊钩只作垂直起升,而重物 根部的触地点随着吊钩的起升,向重物就位的基础滑 行,使重物起扳的方法叫做滑行起扳法。
滑行起扳法使用注意事项: (1)由于“人”字扒杆在重 物起吊后不易移动,所重物 的摆放和扒杆组立时,应使 吊钩、重物捆绑点和基础坑 内的重物就位中心点,尽可 能地在同一条垂直线上。 (2)采用滑行法起扳重量 较大的柱子时,应在柱脚下 放滑行用的托板和滚杠。
重物倾斜的角度α愈大, tgα值也愈大,抬吊重物较低 的一头的起重机负荷(P1)增 加愈多,抬吊重物较高的一 头的起重机负荷(P2)减少愈 多。
上目录
2.重心低于捆绑点时
施工现场抬吊重心低于捆绑点的重物,如,缠绕法捆绑 汽包的双机抬吊,卡绳法捆绑箱形行车大梁的双机抬吊,以卡 环连接法捆绑大型油罐进行组合时的双机抬吊。 参与抬吊的两 台机械的受力 为P1、P2
上目录
6、提升翻身法
上目录
把捆绑点设在重物矩形截面竖轴的同一侧,触地旋转的支 承点O,到重物重心直线延长线下A点。吊钩起升使重物旋转成 A (a)示的情形(倾倒临界状态),并使吊钩继续起升,至重物吊 离地面如(b)所示。重物在空中晃动停止后吊钩下落。重物在O 点触地,受到地面的支承作用,重物旋转90°。 提升翻身重物所使崩用 的捆绑方法,常为卡环连 接捆绑法(如隔板的起扳翻 身),和卡绳捆绑法。 适用于较轻矩形截面的 重物。如小梁,柱等。 提升翻身法使用注意事项
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
起重机生产流程图1.起重机生产工艺流程图2.整机装配流程图我公司是专业制造起重机的厂家,在产品制造加工过程中,严格按IS09001质量标准进行管理,尤其对起重机的关键部件、关键工序均采用完善的工艺手段来保证其质量。
部件装配整机装配装配专检打钢印自检校正四条主缝焊接装配点焊检验清理 装配焊接无损探伤对接拼焊校正清理下料划线预处理原材料成准备: 整理场地; 托架找准水平度;装配点焊: 主架旁弯; 向外平时放置; 端梁垂直主架;检测:主梁对应截面上拱度 四轮对角线跨度 四轮着力点共面度修正焊接连板编号:对号标记拆开清理: 磨掉焊疤毛刺 及残余飞溅等 清除表面尘土油漆标识: 合格标记专检入一、板材及型材的预处理为保证金属结构的防腐和增强油漆的附着力,所有板材和型材在下料前均在我厂自备的预处理设备上进行抛丸预处理,除锈等级达到GB8923标准规定的Sa2.5级,除锈后立即双面喷涂底漆予以保护,然后才转入下料工序。
二、起重机金属结构(桥架的加工)1、主梁、端梁等主要受力结构件采用GB/T1591-94S标准中Q235-B碳素结构钢板制造,次要受力件和非受力构件如走台、罩子等零部件采用Q235-A钢材制造,桥架中所采用的材料均需具有炉号、批号、材料化学成份、机械性能的试验报告及出厂合格证书,材料到厂后由质检部门取样进行理化复检,合格的材料方可投入车间进行产品制造。
2、腹板及上盖板的下料采用微机控制的大型火焰数控切割机双枪一次切割,可根据不同跨度工况条件割出二次曲线,四次曲线及二、四线的迭加曲线,有效地保证了起重机的预制拱度,使预制拱度与起重机上拱曲线相吻合,此预拱度值根据主梁制造工艺过程中每一道工序进行严格控制。
3、主梁的焊接有焊接和拼装工艺,通过焊接顺序的合理安排减少起重机的焊接变形。
4、主梁腹板和上、下盖板的对接焊接缝均采用埋弧自动焊,主梁和端梁的纵向焊缝采用微机控制的二氧化碳气体自动保护焊,焊后进行100%探伤。
5、焊接完成后,进行时效处理清除焊接应力。
注:我厂起重机主梁焊接工艺获得河南省技术进步一等奖。
三、桥架组装焊接1、主梁、端梁组装焊接:将验收合格的两根主梁摆放在垫架上,以主梁的上盖板中心线为基准点,按技术要求调整各部分尺寸。
为使桥架安装车轮后能正常运行、组装时将四组弯板采用水平仪测量调在同一平面内。
并以水平面为组装调整门架各部的基准,达到要求后才能焊接。
2、桥架组装对接的立焊缝在大型的翻转工装上焊接,将立焊缝全部改为平焊,确保了焊接质量。
3、主梁、端梁、小车架等结构件均在厂房内制造、组装、检验,确保不受环境温度、日照变形的影响,尺寸精度受到严格的控制。
主梁、端梁、小车架都是在专用铸造平台上制造,从而保证有效地控制尺寸和变形。
每个主梁从下料到焊接成型,充分保证拱度,避免火焰矫正,一次校验合格。
重要对接焊缝焊接后进行无损探伤,分别用X射线或超声波无损探伤,对不同构件和不同部位酌情采用不同的探伤方法。
所有焊件按要求进行除锈、喷漆,漆膜厚度应达到国家标准,并经漆膜厚度检测仪检测。
四、小车的加工小车架的焊接采用平台组焊。
为确保小车的车轮安装和小车运行性能,备制了小车的焊接、弯板对接焊,小车翻转等专用的工艺装备,制定了控制小车焊接变形的加工工艺。
小车运行机构组装采用模拟轨道上矫正。
五、大车运行机构的加工大车运行机构的加工:这个部分的关键部位是齿轮联轴器,车轮齿轮联轴器的加工我们采用YM5150E和YM3150E精密滚齿机和精密插齿机加工内外齿,齿面采用高频淬火处理。
检查采用CZ-450微机控制的齿轮综合检测仪检查,精度完全可以达到7级以上。
车轮的材质为ZG50SiMn铸钢车轮。
采用整体淬火处理,车轮踏面热处理硬度HB300-380,淬硬层深度20mm处硬度:HB260。
各种箱体、箱盖的关键零件的加工,我们采用在XH715A加工中心进行加工,充分保证了精度。
我们在保证内部质量的同时,狠抓产品配套质量,所采用的配套件均是通过质量认证的优质产品。
六、涂装质量重要结构一律采用大型喷沙机组进行除锈处理,表面处理质量达到国家标准规定。
即:彻底地除去钢铁表面上的氧化皮、铁锈、油污等使其呈现金属光泽,彻底地表面处理,使得油漆涂层能够牢固地附着在金属上。
起重机成型后,采用性能优良的底漆和磁漆涂装,总漆膜厚度高达80μm以上,使漆膜色泽鲜亮、丰满、均匀。
我厂可根据产品的使用条件即环境要求,采用不同油漆品种和不同的施工工艺赋予产品优良的耐候性、耐腐蚀性和保光保色性。
七、包装运输我公司贯彻执行《GB/T13384-2008机电产品包装通用技术条件》,做到产品的包装在正常的储运和装卸条件下,自发货之日起至少一年内不因包装不善而使产品锈蚀、长霉、降低精度、残损或散失等现象。
大型独立部件的外部标有重心、起吊位置、净重、毛重等便于运输和搬运安装标志,包装箱的外部均有商品标志,储运标志和发货标志,便于产品快速安全顺利的运达用户。
运输方面我公司设有储运处和汽车队,配备有大型起重机专用运输车辆,具备自装自卸大型起重机的能力起重机械工作特点,无论是电动葫芦,手拉葫芦还是手板葫芦,都有一定的工作流程,下面是起重机械大概的工作流程:空钩下降到货物上方挂钩——满载提升——一定高度制动——变幅度——一定位置制动——旋转——一定位置制动——变幅度到卸货位置上方制动——满载下降到一定位置制动——摘钩——空钩上升——一定高度制动——旋转——一定位置制动——变幅度待卸货物上方制动——空钩下降——货物上方制动——一个工作循环。
一直重复以上动作,直到把货物搬运完。
葫芦式起重机操作培训试题班组:姓名:得分:一、判断题:(对的划√错的划×)(30分)1.车轮轮缘磨损量超过原厚度的10%时,车轮应报废。
(√)2.滑轮有裂纹或轮缘破损时应报废。
(√)3.露天工作的起重机,其电气设备不设置防雨罩。
(×)4.齿轮减速器在使用中主要损坏形式不是齿轮轴的失效。
(×)5.桥式起重机司机室应设在导电划线的一侧。
(×)6.起重机吊起额定起重量时,不可采用重力下降的方法提高工时。
(√)7.电动葫芦在吊钩处于最低位置时,卷筒上的钢丝绳必须保证应少于2圈的安全圈。
(×)8.吊钩开口度比原尺寸增加15%时,吊钩应报废。
(√)9.违章操作不是发生起重伤害事故的主要原因。
(×)10.运行机构的制动装置失效后,不可使用反车制动来实现停车。
(×)二、名词解释(25分)1.起重量:起重机正常工作时允许最大起吊重量。
2.跨度:起重机两端车轮垂直中心线间的距离3.起升高度:起重机吊具最高和最低工作位置之间的垂直距离称起重机的起升范围。
4.制动装置:起重机械的各机构中,制动装置是用来保证起重机能准确、可靠和安全运行的重要部件。
5.对钢丝绳安全检查的重点是:对钢丝绳的安全检查重点是疲劳断丝数、磨损量、腐蚀状态、外伤和变形程度以及各种异常与隐患。
三、问答题(45分)1.吊钩的安全要求有哪些?⑴吊钩表面应光洁、无剥裂,以及无锐角、毛刺和裂纹等缺陷。
⑵起重机械不得用铸造制成的吊钩。
⑶吊钩的缺陷不得补焊。
⑷吊钩的滑轮架应有安全色标,即黄色和黑色间隔的斜条纹。
2.行车啃道的原因主要有哪些:①车轮加工或安装有缺陷。
如车轮的平行度或垂直度不对,对角线不等,以及两车轮直线性不好等。
②轨道安装偏差太大。
如轨道顶面不在同一水平面内,或是两条轨道相对坐标偏差过大。
③传动系统偏差引起的。
④金属结构变形,使车轮对角线不等。
3.电动葫芦溜车时如何处理?①立即按下紧急停车按纽,切断电动葫芦电源;②采取防护措施,防止承载物继续下坠;③将承载物安全取下;④对设备进行全面检修,故障排除后方可继续使用.手拉葫芦工作原理手拉葫芦结构图及说明手拉葫芦工作原理公司凭借一流的管理、一流的技术队伍通过ISO9001国际质量体系认证。
手拉葫芦是通过拽动手动链条、手链轮转动,将摩擦片棘轮、制动器座压成一体共同旋转,长轴齿轮(该轴在起重链轮中间即制动器附近装有轴承定位孔,在齿轮箱测外罩中心同样也设计了长轴定位用的轴承定位孔)带动片齿轮(片齿轮轴的两端有定位孔)、齿短轴随片齿轮转动并与花键孔齿轮啮合转动。
如此,装置中的花键孔齿轮上的起重链轮就带动起重链条上升或下降,从而平稳地提升重物。
采用棘轮摩擦片式单向制动器,在载荷下能自行制动,棘爪在弹簧的作用下与棘轮啮合,实现制动器安全工作。
它具有安全可靠、维护简便、机械效率高、手链拉力小、自重较轻便于携带、外形美观尺寸较小、经久耐用的特点,适用于工厂、矿山、建筑工地、码头、船坞、仓库等用作安装机器、起吊货物,尤其对于露天和无电源作业,更显示出优越性。
手拉葫芦主要机件选用合金钢材料制造,链条采用800Mpa 高强度起重链条,高强度吊钩,链条热处理、低磨损、防腐蚀的链条;煅打式的吊钩设计确保了缓慢起升以防过载;符合欧洲CE安全标准。
结构原理带反向逆止刹车的减速器和链条滑轮组的结合葫芦优点1.符合国家标准,安全可靠,经久耐用2.性能好、维修简便3.韧性大,体积小、重量轻、携带方便4.手拉力小、机件强度高5.结构先进、外形美观葫芦种类迷你手拉葫芦、防爆手拉葫芦、环链手拉葫芦、力多力手拉葫芦、100吨手拉葫芦、手拉葫芦用途及特点:手拉葫芦广泛用于工厂、矿工、码头、仓库、建筑工地、农业生产等各个领域,用以升降货物和吊装设备。
维护方法1.使用完毕应将葫芦清理干净并涂上防锈油脂,存放在干燥地方,防止手拉葫芦受潮生锈和腐蚀。
2.维护和检修应由较熟悉葫芦机构者进行,用煤油清洗葫芦机件,在齿轮和轴承部分,加黄油润滑,防止不懂本机性能原理者随意拆装。
3.葫芦经过清洗维修,应进行空载试验,确认工作正常,制动可靠时,才能交付使用。
4.制动器的摩擦表面必须保持干净。
制动器部分应经常检查,防止制动失灵,发生重物自坠现象。
5.手拉葫芦的起重链轮左右轴承的滚柱,可用黄油粘附在已压装于起重链轮轴颈的轴承内圈上,再装入墙板的轴承外圈内。
6.手拉葫芦在安装制动装置部分时,注意棘轮齿槽与棘爪爪部啮合良好,弹簧对棘爪的控制应灵活可靠,装上手链轮后,顺时针旋转手链轮,就将棘轮、摩擦片压紧在制动器座上,逆时针旋转手链轮,棘轮与摩擦片间应留有空隙。
7.为了维护和拆卸方便,手链条其中一节系开口链(不允许焊死)。
8.在加油和使用手拉葫芦过程中,制动装置的摩擦面必须保持干净,并经常检查制动性有,防止制动失灵引起重物自坠。
使用规则1.严禁超载使用。
2.严禁用人力以外的其他动力操作。
3.在使用前须确认机件完好无损,传动部分及起重链条润滑良好,空转情况正常。
4.起吊前检查上下吊钩是否挂牢。
严禁重物吊在尖端等错误操作。
起重链条应垂直悬挂,不得有错扭的链环,双行链的下吊钩架不得翻转。