广州数控G代码
广州数控指令代码大全
广州数控指令代码大全广州数控指令代码大全2011-01-31 02:13GSK980TA/D编程教材《一》编程的基本概念《二》常用G代码介绍《三》单一固定循环《四》复合型固定循环《五》用户宏程序《六》螺纹加工《七》T代码及刀补《八》F代码及G98、G99《九》S代码及G96、G97(注意:本教材仅供学习参考,实际操作编程时应以广数GSK980T车床数控系统使用手册为准)2007年9月《一》编程的基本概念:一个完整的车床加工程序一般用于在一次装夹中按工艺要求完成对工件的加工,数控程序包括程序号、程序段。
(一)程序号:相当于程序名称,系统通过程序号可从存储器中多个程序中识别所要处理的程序,程序号由字母O及4位数字组成。
(二)程序段:相当于一句程序语句,由若干个字段组成,最后是一个分号(;)录入时在键入EOB键后自动加上。
整个程序由若干个程序段构成,一个程序段用来完成刀具的一个或一组动作,或实现机床的一些功能。
(三)字段(或称为字):由称为“地址”的单个英语字母加若干位数字组成。
根据其功能可分成以下几种类型的字段:▲程序段号:由字母N及数字组成,位于程序段最前面,主要作用是使程序便于阅读,可以省略,但某些特殊程序段(如表示跳转指令的目标程序段)必须标明程序段号。
为了便于修改程序时插入新程序段,各句程序段号一般可间隔一些数字(如N0010、N0020、N0030)。
▲准备功能:即G代码,由字母G及二位数字组成,大多数G 代码用以指示刀具的运动。
(如G00、G01、G02)▲表示尺寸(坐标值)的字段:一般用在G代码字段的后面,为表示运动的G代码提供坐标数据,由一个字母与坐标值(整数或小数)组成。
字母包括:表示绝对坐标:X、Y、Z表示相对坐标:U、V、W表示园心坐标:I、 J、 K(车床实际使用的坐标只有X、Z,所以Y、V、J都用不着)▼表示进给量的字段:用字母F加进给量值组成,一般用在插补指令的程序段中,规定了插补运动的速度。
广数车床G代码全解
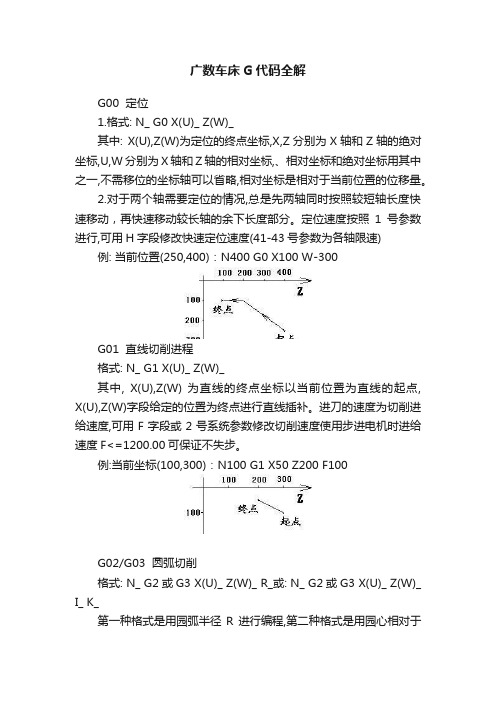
广数车床G代码全解G00 定位1.格式: N_ G0 X(U)_ Z(W)_其中: X(U),Z(W)为定位的终点坐标,X,Z分别为X轴和Z轴的绝对坐标,U,W分别为X轴和Z轴的相对坐标,、相对坐标和绝对坐标用其中之一,不需移位的坐标轴可以省略,相对坐标是相对于当前位置的位移量。
2.对于两个轴需要定位的情况,总是先两轴同时按照较短轴长度快速移动,再快速移动较长轴的余下长度部分。
定位速度按照1号参数进行,可用H字段修改快速定位速度(41-43号参数为各轴限速) 例: 当前位置(250,400):N400 G0 X100 W-300G01 直线切削进程格式: N_ G1 X(U)_ Z(W)_其中, X(U),Z(W) 为直线的终点坐标以当前位置为直线的起点, X(U),Z(W)字段给定的位置为终点进行直线插补。
进刀的速度为切削进给速度,可用F字段或2号系统参数修改切削速度使用步进电机时进给速度F<=1200.00可保证不失步。
例:当前坐标(100,300):N100 G1 X50 Z200 F100G02/G03 圆弧切削格式: N_ G2或G3 X(U)_ Z(W)_ R_或: N_ G2或G3 X(U)_ Z(W)_ I_ K_第一种格式是用园弧半径R进行编程,第二种格式是用园心相对于起点(起点即当前位置)位置(I,K)进行编程。
使用步进电机时进给速度F<=1000.00可保证不失步。
其中, X(U),Z(W) 为园弧终点的坐标;R 园弧的半径;I 园心相对于起点的坐标在X轴的分量, G11状态为直径编程,G10状态为半径编程;K 园心相对于起点的坐标在Z轴上的分量;园弧插补是按照切削速度进刀的。
G2为顺时针方向,G3为逆时针方向,如图示:园弧插补自动过象限,过象限时自动进行反向间隙补偿。
用R 编程时.若R>0,则为小于等于180度的园弧,若R<0则为大于等于180度的园弧。
广州数控指令代码大全
广州数控指令代码大全2011-01-31 02:13GSK980TA/D编程教材《一》编程的基本概念《二》常用G代码介绍《三》单一固定循环《四》复合型固定循环《五》用户宏程序《六》螺纹加工《七》T代码及刀补《八》F代码及G98、G99《九》S代码及G96、G97(注意:本教材仅供学习参考,实际操作编程时应以广数GSK980T车床数控系统使用手册为准)2007年9月《一》编程的基本概念:一个完整的车床加工程序一般用于在一次装夹中按工艺要求完成对工件的加工,数控程序包括程序号、程序段。
(一)程序号:相当于程序名称,系统通过程序号可从存储器中多个程序中识别所要处理的程序,程序号由字母O及4位数字组成。
(二)程序段:相当于一句程序语句,由若干个字段组成,最后是一个分号(;)录入时在键入EOB键后自动加上。
整个程序由若干个程序段构成,一个程序段用来完成刀具的一个或一组动作,或实现机床的一些功能。
(三)字段(或称为字):由称为“地址”的单个英语字母加若干位数字组成。
根据其功能可分成以下几种类型的字段:▲程序段号:由字母N及数字组成,位于程序段最前面,主要作用是使程序便于阅读,可以省略,但某些特殊程序段(如表示跳转指令的目标程序段)必须标明程序段号。
为了便于修改程序时插入新程序段,各句程序段号一般可间隔一些数字(如N0010、N0020、N0030)。
▲准备功能:即G代码,由字母G及二位数字组成,大多数G 代码用以指示刀具的运动。
(如G00、G01、G02)▲表示尺寸(坐标值)的字段:一般用在G代码字段的后面,为表示运动的G代码提供坐标数据,由一个字母与坐标值(整数或小数)组成。
字母包括:表示绝对坐标:X、Y、Z表示相对坐标:U、V、W表示园心坐标:I、J、K(车床实际使用的坐标只有X、Z,所以Y、V、J都用不着)▼表示进给量的字段:用字母F加进给量值组成,一般用在插补指令的程序段中,规定了插补运动的速度。
▼S代码:表示主轴速度的字段。
数控编程G、M、T、S代码

G、M、T、S代码
备注:(1)群00的G码是单此G码,仅在所指定的单节内有效。
(2)如果在固定循环模式中指定群01的任何代码,固定循环会自动取消,成为G80状态。
二.辅助功能
M00:程式停止:M00单节执行后,系统操作停止。
当程序停止时与单节停止相同,开动CNC可以重新开始自动操作。
M01:选择型停:在包含M01的单节执行后,自动停止操作,(必须在机械操作面板上的选择性停止开关ON时有效)。
M02、M30:程式结束
M98:副程式呼叫
M99副程式结束
M03:主轴正转
M04:主轴反转
M05:主轴停转
M06:自动换刀
M07:切削气开
M08:切削液开
M09:切削介质关
M18:主轴检测定位
M19:主轴定位
M21:机床镜向
T:刀具准备代码
F:进给机能。
数控机床标准G代码及M代码

数控机床标准G代码及M代码The manuscript was revised on the evening of 2021标准G代码准备功能字是使建立起某种加工方式的指令,如插补、刀具补偿、固定循环等。
G功能字由地址符G和其后的两位数字组成,从G00—G99共100种功能。
JB3208-83标准中规定如下表:G00 点定位 G50 * 刀具偏置0/-G01 直线插补 G51 * 刀具偏置+/0G02 顺时针插补 G52 * 刀具偏置-/0G03 逆时针插补 G53 直线偏移注销G04 * 暂停 G54 直线偏移XG05 * 不指定 G55 直线偏移YG06 抛物线插补 G56 直线偏移ZG07 * 不指定 G57 直线偏移XYG08 * 加速 G58 直线偏移XZG09 * 减速 G59 直线偏移YZG10-G16 * 不指定 G60 准确定位(精)G17 XY平面选择 G61 准确定位(中)G18 ZX平面选择 G62 准确定位(粗)G19 YZ平面选择 G63 *G20-G32 * 不指定 G64-G67 * 不指定G33 切削,等 G68 * 刀具偏置,内角G34 切削,增 G69 * 刀具偏置,外角G35 螺纹切削,减 G70-G79 * 不指定G36-G39 * 不指定 G80 固定循环注销G40 刀具补偿/刀具偏置注销 G81-G89 固定循环G41 刀具补偿--左 G90 绝对尺寸G42 刀具补偿--右 G91 增量尺寸G43 * 刀具偏置--左 G92 * 预置寄存G44 * 刀具偏置--右 G93 进给率,时间倒数G45 * 刀具偏置+/+ G94 每分钟进给G46 * 刀具偏置+/- G95 每转进给G47 * 刀具偏置-/- G96 恒线速度G48 * 刀具偏置-/+ G97 每分钟转数()G49 * 刀具偏置0/+ G98-G99 * 不指定注:*表示如作特殊用途,必须在程序格式中说明标准M代码辅助功能字是用于指定的旋转方向、启动、停止、冷却液的开关,工件或刀具的夹紧和松开,刀具的更换等功能。
广州数控G代码

M31 —— M47 没有
M48 深钻孔启动
M49 —— M51 没有
M52 刀库右移
M53 刀库左移
M54 —— M69 没有
M70 自动刀具建立
M71 刀套向下
M72 换刀臂60°
M73 主轴松刀
M74 换刀臂180°
M75 主轴夹刀
M76 换刀臂0°
M19 主轴定向停止 M71 * 工件角度位移,位置1
M20-M29 * 永不指定 M72 * 工件角度位移,位置2
M30 * 纸带结束 M73-M89 * 不指定
M31 * 互锁旁路 M90-M99 * 永不指定
M32-M35 * 不指定
G48 * 刀具偏置-/+ G97 每分钟转数(主轴)
G49 * 刀具偏置0/+ G98-G99 * 不指定
注:*表示如作特殊用途,必须在程序格式中说明
数控机床标准M代码
辅助功能字是用于指定主轴的旋转方向、启动、停止、冷却液的开关,工件或刀具的夹紧和松开,刀具的更换等功能。辅助功能字由地址符M和其后的两位数字组成。JB3208-83标准中规定如下表:
G43.1 第1主轴制御 有效
G44.1 第2主轴制御 有效
G45 刀具位置设定(扩张)
G46 刀具位置设定(缩小)
G47 刀具位置设定47.1 2主轴同时制御 有效
G49 刀具长设定 取消
G50 比例缩放 取消
G51 比例缩放 有效
G50.1 G指令镜象 取消
G30.5 复归刀具位置5
G30.6 复归刀具位置6
G31 跳跃机能
广数G代码(Gcode)
广数G代码(G code)G code. TXT - you are two boats and you are really beautiful. - everyone who says they don't want to be in love has an impossible person in their heart. I love every unhappy but still smiling child. If there is one person, I am invisible and know that I am waiting for someoneNumerical control lathes can be divided into simple numerical control lathe (economical numerical control lathe),multi-function CNC lathe and CNC turning center according to the function and mechanical composition of numerical control system.(1) simple CNC lathe (economical nc lathe) is a low grade of numerical control lathe, is often done with a single machine or single chip microcomputer control, mechanical part is designed on the basis of the ordinary lathe to improve.(2) the multi-function CNC lathe is also called the all-purpose CNC lathe, which is controlled by a special numerical control system and has the characteristics of nc lathe.(3) the CNC turning center increases the additional coordinate axes on the basis of CNC lathe.Main technical specifications of CNC lathe (CJK6153).The diameter of rotary diameter: phi 530mm. Rotary diameter of the maximum workpiece of the skateboard: 2280mm, the machine tool with the maximum distance of 1000mm, the maximum X direction of the tool frame: 260mm, the maximum z-direction ofthe tool holder: 1000mm. Manual 4 frequency conversion speed control 25 ~ 2000 RPM.4.1.6 numerical control lathe (CJK6153) lubrication and coolingThe lubrication of the machine tool and the lubrication of other parts are two parts. Have the headstock gear adopt oil lubrication, forced by cycloid pump lubrication, cycloidal pump oil absorption, first by the refined filter, and then into a magnetic filter, and then sent to each component of the spindle bearing or effects of oil lubrication and all other moving parts to forced lubrication and oil lubrication. Machine tools in other parts of lubrication, such as tail frame, guide rails and the screw nut adopt oil lubrication, the interval lubrication pump is adopted to X axis and Z axis of the guide surface and the ball screw nut lubrication, tail sleeve cylindrical parts such as automatic intermittent lubrication. In the transparent state tank, with a liquid alarm switch, the machine will lubricate the alarm when the oil in the box is below the regulation value. The machine cooling system adopts pump cooling. The daily maintenance of the cooling unit is mainly the replacement of the cooling water and the cleaning of the filter. It is strictly forbidden to start the cooling pump before the cooling liquid is poured in the cooling box to avoid burning the cooling pump. When cooling water is reduced, supply should be timely. The cooling water should be replaced when the pollution is bad. The cooling liquid should be selected to prevent rust.4.2 programming method of CNC latheIn order to learn the programming of CNC lathe, we must understand the operation point of nc lathe. Most of the existing textbooks do not use CNC lathe operation and programming as a whole.4.2.1 machine coordinate system for CNC latheThe machine tool coordinate system is the inherent coordinate system of the machine tool, it is the foundation for making and adjusting the machine tool, and also the basis of setting the workpiece coordinate system. The machine tool coordinate system has been adjusted before the factory, generally not allowed to change arbitrarily. Reference point is also a fixed limit point on the machine tool, and its position is determined by mechanical block or stroke switch. The machine coordinate system is confirmed by returning the machine zero. Before the machine is turned on, CNC lathe should be familiar with the panel of CNC lathe. The form of the panel is closely related to the numerical control system. It is easy to turn on the CNC lathe. The lathe of the distribution system. When the power is turned on, it is easy to turn on the power supply. After the machine is turned on, the table is returned to the point of origin (or reference point, which has a fixed distance to the origin of the machine tool). The return zero (reference point) step of the CNC lathe is: the switch is in the "back zero" position. Press the manual axis in the direction key + X, + Z to zero indicator light. If the work is not done, the error compensation and backgap compensation will not be realized. Setting the machine tool origin is directly related to the G54 instruction in programming.4.2.Set the workpiece coordinate system of CNC latheThe workpiece coordinate system is the coordinate system used in programming, also called the programming coordinate system, which is artificially set. The establishment of workpiece coordinate system is an indispensable step in nc lathe machining. Different systems have different approaches.1. Establishment method of Siemens 802S system workpiece coordinate system(1) turn the knife to the base knife (e.g. 1 knife).(2) in the MDA state, input T1D0 to make the knife fill 0.(3) machine tool return reference point.(4) use the test method to determine the coordinate origin of the workpiece. The end face of the cutting test. Z doesn't move. If the point is the origin of Z direction, then the zero point of the parameter is placed in the G54 of the directory, and the Z of the point is the negative value of A, that is, Z = -a. If Z goes to the left of the end, then enter Z = - (A +) in G54, return the car. And I'm going to do the same thing with the outer circle. The Z direction is back, and the machine tool coordinates of X direction are recorded, the diameter of the machine is measured, and the radius R is obtained. In the G54 X, input X = -(A + R), return the car.2. The establishment method of the workpiece coordinate system of the GSK980T system(1) use manual method to test the end surface.(2) when the Z axis does not move, the axis is withdrawn along the X-axis and the spindle rotation is stopped. 3. Measuring the distance between the end plane and the zero point of the workpiece coordinate system. Then enter G50 Z in the input method and run the sentence. 4. In the same way, a manual way outside circle, in the case of the X axis fixed return along the Z axis, and stop the spindle rotation, measuring the workpiece diameter X, the entry mode input G50X, run the other can.3. The establishment method of GSK928TC workpiece coordinate system(1) the outer circle of the car, along the z-direction, measured the diameter, enter the diameter value by InputX, enter the car.(2) the end face of the vehicle, along the X direction, the distance between the end and the origin of the work piece, input the distance value by InputZ, and then enter the vehicle.4.2.3 determines the position of the base knife in the work coordinate systemAfter the workpiece coordinate system is determined, the position of the knife (reference knife) in the workpiececoordinate system can be determined by the G50 instruction.4.2.4 determines the location of other knives in the artifact coordinate systemProcessing a parts often need to several different cutting tools, due to the deviation of the tool setting and tool itself every knife to the cutting position, the position of the tip is not coincidence, as users don't need to consider when programming tool, the deviation between need to determine the position of other knife in the workpiece coordinate system, it needs to be through to the knife. Different systems have different approaches to dao.1. Method of Siemens 802S system(1) select a knife as the base knife, press the parameter key and the tool compensation button, then press the new tool button, input the reference knife number and the edge (complement). If the base knife is 1, choose 1 edge (complement), then the cutter is T1D1.(2) call to the knife window, use the base knife car outside circle, Z to return the knife, in the X axis zero deviation of the knife window (because it is the base knife), press the calculation key to confirm.(3) call each other cutter, determine the number of the knife and the edge of the knife, enter the diameter of the outside circle and the end of the car. Enter negative values for the depth of the steps. Calculate and determine.The wide range GSK980T system for the dao(1) use the benchmark tool to test the workpiece, and set the reference frame: test the end face X to return the knife, enter the input mode, press the program button. Enter G50 Z0, which is to use the end face as the z-base level. Then press the set key, set the offset number (the benchmark knife + 100), enter Z = 0, try to cut out the outer circle, Z to the back knife, measure the outer circle diameter, enter the input mode, press the program button. Enter G50X, then press the setting key, setting the partial number, the base knife offset number + 100, X =.(2) call each other cutter, outside circle, Z to return knife. If the diameter of the outer circle is measured, the measured value is set to the one offset, which is the value of the knife number + 100, such as the knife number 2, and the offset number is 202, where X =. Similarly, the steps of the car, X to the back of the knife, the depth of the steps, the input Z = - in the offset sign.3.The wide GSK928TC system for the dao method(1) use the base knife to try to cut the workpiece, use the input to establish the frame of the knife, the Z of the coordinate system is at the origin, generally located at the right end of the workpiece, which is the end of the test cut as Z to the zero.(2) call other knives, such as knife 2, to make a T20 call, then try to cut the outer circle Z to the back of the knife, measure the diameter, and then press the I key. The input. Cut the steps, X to the back, measure the depth of the steps, then press the K key, input - the knife patch is set.4.2.5 axis directionThe direction of the center of the center of the center to the center of the center is the positive direction. The axis perpendicular to the spindle axis in the horizontal plane is the X-axis, and the direction of the rotation center of the spindle is in the positive direction.4.2.6 diameter or radius programmingThe radial dimensions of the processed parts are indicated in the diameter of the drawing and the measurement of processing, so it is more convenient to use diameter size programming.4.2.7 general programming methods1. Determine the location of the first knifeThe g50x Z directive determines the position of the first knife, which requires the first blade to be moved to the position of X Z.2. Return reference pointsG26 (G28) : the X Z axis also returns the reference point, G27:the X axis returns reference point, G29: the z-axis returns reference points.3. Quick positioningG00 X Z quickly locates to the specified point.4. Linear interpolationG01 X Z F is used for outer circle and end surface. F is the feed rate, whose unit is mm/min (specified in G94 or G98) or mm/r (specified in G95 or G99).5. Arc interpolationG02 (03) X Z I K F is used for the car to be rounded or reversed. X Z is the endpoint of the arc, I K is the coordinate of the center relative to the starting point, F is the feed velocity.6. Screw cuttingG33 (32) X Z P (E) I K this instruction for thread cutting, X, Z for threaded end point coordinates, P for metric screw thread (0.25-100 - mm), E for inch screw thread (100-4 teeth per inch), for the refund of the I K. The spindle speed cannot be too high when the thread is cutting, generally N by P is less than 3000, N is the spindle speed (RPM), P is the metric thread guide (mm).7. Delay or pauseG04 X, X is the number of seconds to pause, which is generallyused to cut the slot and keep the bottom smooth.8. Spindle speed settingM03 (04) S is used for the main axis clockwise or counterclockwise, the spindle speed is S, and its unit is m/min (specified by G96) or r/min (specified by G97). The M05 indicates that the spindle stops.9. End of programM02 (end at this point) or M30 (return program first sentence after the end).4.2.8 cycleBecause of the commonly used bar materials and forging materials, the machining margin is larger, which is a simplified programming. The CNC lathe often has different forms of fixed cycle, which can be used for many cyclic cutting.1. Outer diameter and inner diameter cycleG90x Z R F is used for simple turning cycle of external diameter and internal diameter, X Z is the cyclic endpoint coordinates, and R represents the circular cone surface circulation. The value of the cone is the difference of the diameter of the cone, the starting point of the circle is determined by the previous procedure, and F is the feed speed.2. Threading cycle of threadG92 X Z P (E) I K R L, the instruction is used for thread cutting cycle, X, Z for threaded end point coordinates, P for metric screw thread (0.25-100 - mm), E for inch screw thread (100-4 teeth per inch), I K for the refund of, R represents the diameter of the thread starting point and end point (for processing taper thread), L said thread, starting point is determined by the other programs on thread cutting cycle. G92 instructions differ from G33 instructions to G92 multiple automatic cutting threads.Face turning cycleThe G94 X Z R F is used for the simple turning cycle of the end face, X Z is the cyclic endpoint coordinates, and R represents the cone loop. Its value is the size of the cone (Z deviation), and the starting point is determined by the previous program, F is the feed speed.4. Grooving cycleThe G75 X Z I K E F is used to cut the slot loop, X Z is the cyclic endpoint coordinates, and I is the input value per X axis,K is the number of retreats per X axis, E is the offset of Z axis, F is the speed of feed, and the Z is cut off.5. Circular coarse vehicle complex cycleThe G71 X I K L F is used for the outer round coarse vehiclecomplex cycle, which is to write out the shape of the outer circle when the program is programmed. The system starts from the blank to automatically take out the circular shape of the outer circle. The loop cutting, parallel to the Z axis X for circulation coordinates, I for each X amount of feed, K for each X amount of return, L to determine the number of processing procedure in the shape of the cylindrical, F feed speed, G71 instruction period immediately decided to cylindrical shape processing procedures section.6. The end face coarse vehicle complex cycleG72 Z I K L F is used for the end surface rough vehicle complex cycle, which is to write the end surface processing shape when programming, and the system starts automatically out of the end loop shape from the blank. The loop cutting, parallel to the X axis Z for circulation coordinates, I for each Z axis feed quantity, K for the amount of return for each of the Z axis, L to determine the number of end face processing in the shape of a program, F feed speed, G72 instruction period immediately decided to end processing procedures section shape.4.2.9 tool compensationWhen programming, think turning point is a point, but in fact in order to improve the tool life and workpiece surface quality and tool tip into a circular arc radius is often, in order to improve the machining precision of workpiece, round head dao program, need for the tool radius compensation. Most CNC lathes have the automatic tool radius compensation function (G41, G42). This kind of CNC lathe can be programmed directly according tothe contour dimension of the workpiece.4.2.10 absolute coordinates and incremental coordinatesX and Z are absolute coordinates, U and W are relative coordinates.4.2.11 public system and inch size settingThe system size sets the instruction G21, the British system size sets the G20, the machine is in the G21 state after the power is on the system.4.2.12 circular arc to reverse the judgmentThe CNC lathe is a machine tool with two coordinate axes. Only the X and Z axes should be considered by the right hand rule. The positive direction of the Y-axis is pointed to itself in the judgment, (i.e. the negative direction along the Y-axis), and the circular arc of the x-z plane can be correctly judged by standing in such position.CNC lathe programming of typical parts。
GSK广州数控车G代码一览表

G00 快速定位
G50 设置工件坐标系
G01 直线插补
G65 宏指令
G02 顺时针圆弧插补
G70 精加工循环
G03 逆时针圆弧插补
G71 轴向粗车循环
G04 暂停、准停
G72 径向粗车循环
G10 数据输输入方式
G74 轴向切槽循环
G20 英制单位选择
G75 径向切槽循环
G21 公制单位选择
G76 多重螺纹切削循环
G28 自动返回机械零点
G90 轴向切削循环
G30 回机床第 2 、 3 、 4 参考点
G92 螺纹切削循环
G32 等螺距螺纹切削
G94 径向切削循环
G33 Z 轴攻丝循环
G96 恒线速控制
G34 变螺距螺纹切削
G97 取消恒线速控制
G40 取消刀尖半径补偿
G98 每分进给
G41 刀尖半径左补偿
G99 每转进给
G42 刀尖半径右补偿
数控编程G代码大全

G代码功能G代码是数控程序中的指令。
一般都称为G指令。
代码名称-功能简述G00------快速定位G01------直线插补G02------顺时针方向圆弧插补G03------逆时针方向圆弧插补G04------定时暂停G05------通过中间点圆弧插补G06------抛物线插补G07------Z 样条曲线插补G08------进给加速G09------进给减速G10------数据设置G16------极坐标编程G17------加工XY平面G18------加工XZ平面G19------加工YZ平面G20------英制尺寸(法兰克系统)G21-----公制尺寸(法兰克系统)G22------半径尺寸编程方式G220-----系统操作界面上使用G23------直径尺寸编程方式G230-----系统操作界面上使用G24------子程序结束G25------跳转加工G26------循环加工G30------倍率注销G31------倍率定义G32------等螺距螺纹切削,英制G33------等螺距螺纹切削,公制G34------增螺距螺纹切削G35------减螺距螺纹切削G40------刀具补偿/刀具偏置注销G41------刀具补偿——左G42------刀具补偿——右G43------刀具偏置——正G44------刀具偏置——负G45------刀具偏置+/+G46------刀具偏置+/-G47------刀具偏置-/-G48------刀具偏置-/+G49------刀具偏置0/+G50------刀具偏置0/-G51------刀具偏置+/0G52------刀具偏置-/0G53------直线偏移,注销G54------直线偏移xG55------直线偏移yG56------直线偏移zG57------直线偏移xyG58------直线偏移xzG59------直线偏移yzG60------准确路径方式(精)G61------准确路径方式(中)G62------准确路径方式(粗)G63------攻螺纹G68------刀具偏置,内角G69------刀具偏置,外角G70------英制尺寸寸(这个是西门子的,法兰克的是G21)G71------公制尺寸毫米G74------回参考点(机床零点)G75------返回编程坐标零点G76------车螺纹复合循环G80------固定循环注销G81------外圆固定循环G331-----螺纹固定循环G90------绝对尺寸G91------相对尺寸G92------预制坐标G93------时间倒数,进给率G94------进给率,每分钟进给G95------进给率,每转进给G96------恒线速度控制G97------取消恒线速度控制功能详解快速定位格式:G00 X(U)__Z(W)__说明:(1)该指令使刀具按照点位控制方式快速移动到指定位置。
广数铣床G代码指令

广数铣床G代码指令G00——定位(快速移动)G01——直线插补(切削进给)G02——顺时针圆弧/螺旋线插补G03——逆时针圆弧/螺旋线插补G04——暂停/准停G07.1——圆柱插补G10——可编程数据输入G15——取消极坐标指令方式G16——极坐标指令方式开始G17——XY平面选择G18——ZX平面选择G19——YZ平面选择G20——英制输入G21——公制输入G28——返回参考点G29——从参考点返回G30——返回第2,3,4参考点G31——跳跃机能G40——取消刀具半径补偿G41——刀具半径左补偿G42——刀具半径右补偿G43——刀具长度正向补偿G44——刀具长度负向补偿G49——取消刀具长度补偿G50——取消比例缩放G51——比例缩放开始G50.1——取消可编程镜像G51.1——设置可编程镜像G52——局部坐标系设定G53——选择机床坐标系G54.1——附加工件坐标系G54——工件坐标系1G55——工件坐标系2G56——工件坐标系3G57——工件坐标系4G58——工件坐标系5G59——工件坐标系6G65——宏指令G66——宏程序模态调用G67——宏程序模态调用取消G68——坐标旋转开始G69——坐标旋转取消G73——高速深孔加工循环G74——左旋攻丝循环G76——精镗循环G80——取消固定循环G81——钻孔循环(点钻循环)G82——钻孔循环(镗阶段孔循环)G83——深孔钻循环G84——攻丝循环G85——镗孔循环G86——镗削循环G87——背镗循环G88——镗孔循环G89——镗孔循环G90——绝对值编程G91——增量值编程G92——坐标系设定G94——每分钟进给G95——每转进给G98——固定循环中返回初始平面G99——固定循环中返回R平面G110——逆时针圆凹槽内粗铣G111——顺时针圆凹槽内粗铣G112——逆时针全圆内精铣G113——顺时针全圆内精铣G114——逆时针外圆精铣G115——顺时针外圆精铣G116——逆时针外圆粗铣G117——顺时针外圆粗铣G132——逆时针外矩形粗铣G133——顺时针外矩形粗铣G134——逆时针外矩形凹槽粗铣G135——顺时针矩形凹槽粗铣G136——逆时针矩形凹槽内精铣G137——顺时针矩形凹槽内精铣G138——逆时针矩形外精铣G139——顺时针矩形外精铣G140——顺时针矩形连续钻孔G141——逆时针矩形连续钻孔G142——顺时针弧形连续钻孔G143——逆时针弧形连续钻孔广数铣床G代码功能详解G00——定位(快速移动)格式:G00 X__Y__Z__功能:X轴、Y轴、Z轴同时从起点以各自的快速移动速度移动到终点。
数控G代码详解

数控G代码,常用M代码:代码名称-功能简述G00------快速定位G01------直线插补G02------顺时针方向圆弧插补G03------逆时针方向圆弧插补G04------定时暂停G05------通过中间点圆弧插补G07------Z 样条曲线插补G08------进给加速G09------进给减速G20------子程序调用G22------半径尺寸编程方式G220-----系统操作界面上使用G23------直径尺寸编程方式G230-----系统操作界面上使用G24------子程序结束G25------跳转加工G26------循环加工G30------倍率注销G31------倍率定义G32------等螺距螺纹切削,英制G33------等螺距螺纹切削,公制G53,G500-设定工件坐标系注销G54------设定工件坐标系一G55------设定工件坐标系二G56------设定工件坐标系三G57------设定工件坐标系四G58------设定工件坐标系五G59------设定工件坐标系六G60------准确路径方式G64------连续路径方式G70------英制尺寸寸G71------公制尺寸毫米G74------回参考点(机床零点)G75------返回编程坐标零点G76------返回编程坐标起始点G81------外圆固定循环G331-----螺纹固定循环G90------绝对尺寸G91------相对尺寸G92------预制坐标G94------进给率,每分钟进给G95------进给率,每转进给功能详解G00—快速定位格式:G00 X(U)__Z(W)__说明:(1)该指令使刀具按照点位控制方式快速移动到指定位置。
移动过程中不得对工件进行加工。
(2)所有编程轴同时以参数所定义的速度移动,当某轴走完编程值便停止,而其他轴继续运动,(3)不运动的坐标无须编程。
广数G代码

4.1.4数控车床的分类数控车床品种繁多,按数控系统功能和机械构成可分为简易数控车床(经济型数控车床)、多功能数控车床和数控车削中心。
(1)简易数控车床(经济型数控车床)是低档次数控车床,一般是用单板机或单片机进行控制,机械部分是在普通车床的基础上改进设计的。
(2)多功能数控车床也称全功能型数控车床,由专门的数控系统控制,具备数控车床的各种结构特点。
(3)数控车削中心在数控车床的基础上增加其他的附加坐标轴。
4.1.5数控车床(CJK6153)的主要技术规格。
床身最大工具回转直径:ф530mm。
滑板最大工件回转直径:ф280mm,机床顶尖距1000mm,刀架最大X向行程:260mm,刀架最大Z向行程:1000mm。
手动4级变频调速25~2000转/分。
4.1.6数控车床(CJK6153)的润滑与冷却该机床的润滑分床头箱的润格及其它部件的润滑两个部分。
有齿轮变速的床头箱均采用油润滑,由摆线泵进行强迫润滑,摆线泵吸油时,先通过精制过滤器,再进过磁性滤清器而后送到各润滑部件或经分油器对主轴轴承及所有其它运转零件进行强迫润滑和喷油润滑。
机床上其它部件的润滑,如尾架、道轨及丝杠螺母等均采用油润滑,采用间歇润滑泵对X轴、Z轴的各导轨润滑面及滚珠丝杠螺母、尾架套筒外圆等部位进行自动间歇式润滑。
在呈透明状态的油箱内,带有一个液位报警开关,当箱内油液低于规定值时,机床会发出润滑报警。
该机床冷却系统采用泵冷却。
冷却装置的日常维修主要是冷却水的补给更换及过滤器的清洗。
在冷却箱内未灌入冷却液前,严禁启动冷却泵,以免使冷却泵烧坏。
当冷却水减少时,应及时补给。
冷却水发生污染变质时,应全部更换,冷却液应注意选择防锈性能好的,以免机床生锈。
4.2数控车床的编程方法要学好数控车床的编程,必须了解数控车床的操作要点,现有教材大多没把数控车床的操作与编程作为一个整体来讲。
4.2.1设定数控车床的机床坐标系机床坐标系是机床固有的坐标系,是制造和调整机床的基础,也是设置工件坐标系的基础。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
M98 调用子程序
M99 子程序结束 回答人的补充 2010-03-19 19:36 fanuc数控指令
G00快速定位,G01直线插补,G02顺时针插补,G03逆时针插补,G04暂停,G40取消刀补,G41左补,G42右补,G54-G59工件坐标系{车床、加工中心都一样}。G70精加工复合循环,G71外圆粗加工循环,G72端面粗加工循环,G73固定形状粗加工循环,G74端面钻孔循环,G75外圆切槽循环,G76外圆螺纹循环,M指令同加工中心差不多 。
G79
使用者固定循环
G80 固定循环取消
G81 固
定循环(钻孔/铅孔)
G82 固定循环(钻孔/计数式搪孔)
G83 固定循环(深钻孔)
G84 固定循环(攻牙)
G85 固定循环(搪孔)
G86 固定循环(搪孔)
M05 主轴停止 M46-M47 * 不指定
M06 * 换刀 M48 * 注销M49
M07 2号冷却液开 M49 * 进给率修正旁路
M08 1号冷却液开 M50 * 3号冷却液开
M09 冷却液关 M51 * 4号冷却液开
M10 夹紧 M52-M54 * 不指定
M11 松开 M55 * 刀具直线位移,位置1
G87 固定循环(反搪孔)
G88 固定循环(搪孔)
G89 固定循环(搪孔)
G90 绝对值指令
G91 增量值指令
G92 机械坐标系设定
G93 逆时间进给
G94 非同期进给(每分进给)
G95效
G97周速一定至于 取消
G98 固定循环 起始点复归
M09 切削液关闭
M10 吹气关闭 →M09也能关吹气
M11《斗笠式》主轴夹刀
M12 主轴松刀
M13 主轴正转+切削液启动
M14 主轴反转+切削液启动
M15 主轴停止+切削液关闭
M16— M18没有
M19 主轴定位
M20 —— 没有
M21 X轴镜象启动
M22 Y轴镜象启动
M23 镜象取消
表 辅助功能字M 代码 功能作用范围 功能 代码 功能作用范围 功能
M00 * 程序停止 M36 * 进给范围1
M01 * 计划结束 M37 * 进给范围2
M02 * 程序结束 M38 * 主轴速度范围1
M03 主轴顺时针转动 M39 * 主轴速度范围2
M04 主轴逆时针转动 M40-M45 * 齿轮换档
G67 使用者巨集 状态呼叫 取消
G68 坐标回转 有效
G69 坐标回转 取消
G70 使用者固定循环
G71 使用者固定循环
G72 使用者固定循环
G73 固定循环(步进循环)
G74 固定循环(反向攻牙)
G75 使用者固定循环
G76 固定循环(精搪孔)
G77 使用者固定循环
G78 使用者固定循环
G46 * 刀具偏置+/- G95 主轴每转进给
G47 * 刀具偏置-/- G96 恒线速度
G48 * 刀具偏置-/+ G97 每分钟转数(主轴)
G49 * 刀具偏置0/+ G98-G99 * 不指定
注:*表示如作特殊用途,必须在程序格式中说明
数控机床标准M代码
辅助功能字是用于指定主轴的旋转方向、启动、停止、冷却液的开关,工件或刀具的夹紧和松开,刀具的更换等功能。辅助功能字由地址符M和其后的两位数字组成。JB3208-83标准中规定如下表:
M19 主轴定向停止 M71 * 工件角度位移,位置1
M20-M29 * 永不指定 M72 * 工件角度位移,位置2
M30 * 纸带结束 M73-M89 * 不指定
M31 * 互锁旁路 M90-M99 * 永不指定
M32-M35 * 不指定
G51 比例缩放 有效
G50.1 G指令镜象 取消
G51.1 G指令镜象 有效
G52 局部坐标系设定
G53 机械坐标系选择
G54 工件坐标系选择1
G55 工件坐标系选择2
G56 工件坐标系选择3
G57 工件坐标系选择4
G58 工件坐标系选择5
G59 工件坐标系选择6
G54.1 工件坐标系选择 扩张48组
M71 刀套向下
M72 换刀臂60°
M73 主轴松刀
M74 换刀臂180°
M75 主轴夹刀
M76 换刀臂0°
M77 刀臂向上
M78 —— M80 没有
M81 工作台交换确认
M82 工作台上
M83 工作台下
M84 工作台伸出
M85 工作台缩回
M86 工作台门开
M87 工作台门关
广数和法兰克指令一样的
令M指令一览表G00 快速定位
G01 直线补间切削
G02 圆弧补间切削CW(顺时针)
G03 圆弧补间切削CCW(逆时针)
G02.3 指数函数补间 正转
G03.3 指数函数补间 逆转
G30.2 复归刀具位置2
G30.3 复归刀具位置3
G30.4 复归刀具位置4
G30.5 复归刀具位置5
G30.6 复归刀具位置6
G31 跳跃机能
G31.1 跳跃机能1
G31.2 跳跃机能2
G31.3 跳跃机能3
G32没有
G33 螺纹切削
G34 特别固定循环(圆周孔循环)
G35 特别固定循环(角度直线孔循环)
G60 单方向定位
G61 正确停止检查模式
G61.1 高精度制御
G62 自动转角进给率调整
G63 攻牙模式
G63.1 同期攻牙模式(正攻牙)
G63.2 同期攻牙模式(逆攻牙)
G64 切削模式
G65 使用者巨集 单一呼叫
G66 使用者巨集 状态呼叫A
G66.1 使用者巨集 状态呼叫B
G36 特别固定循环(圆弧)
G37 自动刀具长测定
G37.1 特别固定循环(棋盘孔循环)
G38 刀具径补正向量指定
G39 刀具径补正转角圆弧补正
G40 刀具径补正取消
G41 刀具径补正 左
G42 刀具径补正 右
G40.1 法线制御取消
G41.1 法线制御左 有效
G42.1 法线制御右 有效
M24 第四轴镜象启动
M25 第四轴夹紧
M26 第四轴松开
M27 分度盘功能
M28 没有
M29 刚性攻牙
M30 程式结束/自动断电
M31 —— M47 没有
M48 深钻孔启动
M49 —— M51 没有
M52 刀库右移
M53 刀库左移
M54 —— M69 没有
M70 自动刀具建立
G43 刀具长设定(+)
G44 刀具长设定(—)
G43.1 第1主轴制御 有效
G44.1 第2主轴制御 有效
G45 刀具位置设定(扩张)
G46 刀具位置设定(缩小)
G47 刀具位置设定(二倍)
G48 刀具位置设定(减半)
G47.1 2主轴同时制御 有效
G49 刀具长设定 取消
G50 比例缩放 取消
M12 * 不指定 M56 * 刀具直线位移,位置2
M13 主轴顺时针,冷却液开 M57-M59 * 不指定
M14 主轴逆时针,冷却液开 M60 更换工作
M15 * 正运动 M61 工件直线位移,位置1
M16 * 负运动 M62 * 工件直线位移,位置2
M17-M18 * 不指定 M63-M70 * 不指定
G99 固定循环 R点复归
G114.1 主轴同期制御
G100~225 使用者巨集(G码呼叫)最大10个M00 程式停止(暂停)
M01 程式选择性停止/选择性套用
M02 程序结束
M03 主轴正转
M04 主轴反转
M05 主轴停止
M06 自动刀具交换
M07 吹气启动
M08 切削液启动
G06 抛物线插补 G56 直线偏移Z
G07 * 不指定 G57 直线偏移XY
G08 * 加速 G58
直线偏移XZ
G09 * 减速 G59 直线偏移YZ
G10-G16 * 不指定 G60 准确定位(精)
G17 XY平面选择 G61 准确定位(中)
G18 ZX平面选择 G62 准确定位(粗)
G01 直线插补 G51 * 刀具偏置+/0
G02 顺时针圆弧插补 G52 * 刀具偏置-/0
G03 逆时针圆弧插补 G53 直线偏移注销
G04 * 暂停 G54 直线偏移X
G05 * 不指定 G55 直
线偏移Y
G40 刀具补偿/刀具偏置注销 G81-G89 固定循环
G41 刀具补偿--左 G90 绝对尺寸
G42 刀具补偿--右 G91 增量尺寸
G43 * 刀具偏置--左 G92 * 预置寄存
G44 * 刀具偏置--右 G93 进给率,时间倒数
G45 * 刀具偏置+/+ G94 每分钟进给
G04 暂停
G05 高速高精度制御 1
G05.1 高速高精度制御 2
G06~G08没有
G07.1/107 圆筒补间
G09 正确停止检查
G10 程式参数输入/补正输入