MSA测量系统分析自动表格
MSA测量系统分析全套表格模板(全公式未加密)
1、2、3、4、5、线性GRR计数型Kappa分析MSA测量系统分析全套表格模板稳定性偏倚Excel原件可在本文档左侧回形针处取出再现性Kappa=(Po-Pe)/(1-Pe)A*参考 交叉表A01总计Po:0.95Pe:0.51B*参考 交叉表B01总计Po:0.97Pe:0.51C*参考 交叉表C01总计Po:0.96Pe:0.5130期望的数量26.4636.5463数量38487期望的数量数量60363一致性好6666Kappa 一致性好判定误发期望的数量638728 4.76%可接受2.30%可接受 4.76%可接受3.45%可接受可接受5.75%可接受01参考总计62063871501C0.90有效性判定重复性检查总数匹配数漏发A A B 评价人评价人%B 93.33%可接受判 定判定0.9383.33%2530 3.17%36.5450.4687数量638715090.00%可接受0.92A C 一致性好150期望的数量B 期望的数量36.9651.0488数量6387150期望的数量26.0435.9662数量38588期望的数量6387数量60248.7284150数量6387150期望的数量35.28数量28284总计01Kappa 判 定A*B 0.89一致性好C 3027A*C 0.93一致性好参考B*C 参考总计可接受期望的数量27.7238.280.90一致性好数量615Page 11 of 11。
MSA测量系统表格GR&R

请指定下列参数以完成表格参数是试验次数必需是 2 或 33OK 操作者数必需是 2 或 33OK 零件数量2 到 10之间的任何数10OK'01 PSW '01 PSW '01 PSW'!A21'01 PSW'!A54'01 PSW'!H54产品名称/编号:rgegsgt 测试仪器编号:工厂:测量特性:长度夹具名称: 使用部门:A:0.2单位夹具编号: 研究人:B:总变差 (TV):0.2工序:日期:C:评价人P ART结果试验 #12345678910平均值A-1A174.5174.6374.6674.6074.5474.4074.6574.4374.4174.6174.54400A-2274.5074.6274.6674.6074.5474.4174.6674.4374.4274.6174.54500A-3374.5174.6374.6674.6074.5474.4074.6574.4374.4174.6174.54400平均值74.5066774.6266774.6674.674.5474.4033374.6533374.4374.4133374.6174.54433极差0.010.010.00.00.00.010.010.00.010.00.00500B-1B174.5174.6374.6674.6074.5474.4074.6574.4374.4174.6174.54400B-2274.5174.6474.6774.6074.5574.4074.6574.4274.4174.6074.54500B-3374.5174.6374.6674.6074.5474.4074.6574.4374.4174.6174.54400平均值74.5174.6333374.6633374.674.5433374.474.6574.4266774.4174.6066774.54433极差0.00.010.010.00.010.00.00.010.00.010.00500C-1C174.5174.6374.6674.6074.5474.4074.6674.4374.4174.6174.54500C-2274.5074.6374.6774.6074.5474.4174.6574.4374.4174.6074.54400C-3374.5174.6374.6674.6074.5474.4074.6574.4374.4174.6174.54400平均值74.5066774.6374.6633374.674.5474.4033374.6533374.4374.4174.6066774.544330.010.00.010.00.00.010.010.00.00.010.0050074.5077874.6374.6622274.674.5411174.4022274.6522274.4288974.4111174.6077874.54433零件极差0.26000 /No of operators=0.00500+0.00500+0.00500/30.0050074.54433-74.544330.00000UCL R =*D 4 =0.00500* 2.580UCL R =0.01290LCL R =*D 3 =0.00500*0.000LCL R =0.00000UCL Xbar +A 2*74.544+0.9490*0.0050UCL Xbar =74.54908UCL Xbar-A 2*74.544-0.9490*0.0050UCL Xbar =74.53959根据数据表:0.005000.00000R P =0.26000测量设备分析零件间变差重复性 - 设备变差 (EV)EV = * K 1% EV = 100[EV/TV]操作者姓名公差:K 1K 2K 3零件平均值极差用公差法用零件间变差RR=R =p R =A X =A R =B X =B R =C X =C R R =D IFF X =R =D IFF X =X X==R X==R =-=),,(),,(D IF F C B A C B A X X X Min X X X Max X CB A R R R ++=R。
APQP PAP MSA测量系统分析自动表格 GRR 可编辑版本
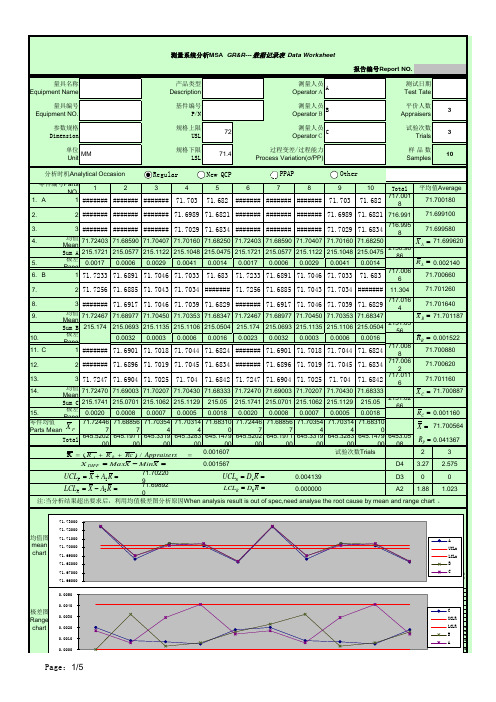
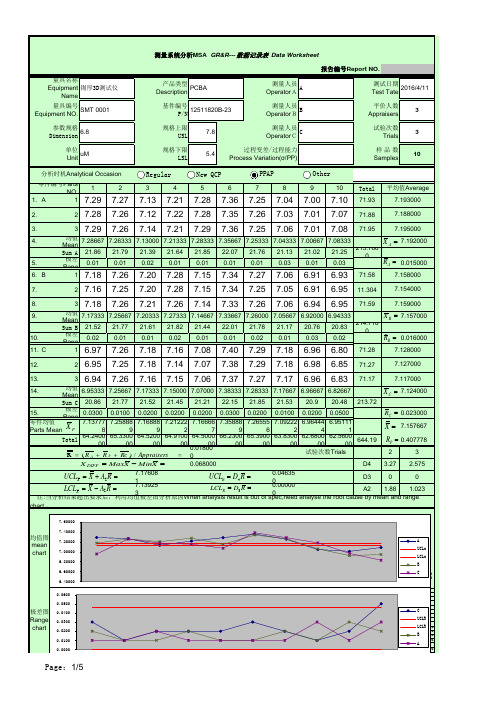
372371.41012345678910Total 1.A 1#####################71.70371.682#####################71.70371.682717.00182.2#####################71.698971.6821#####################71.698971.6821716.9913.3#####################71.702971.6834#####################71.702971.6834716.99584.均值Mean 71.7240371.6859071.7040771.7016071.6825071.7240371.6859071.7040771.7016071.6825071.699620Sum A 215.1721215.0577215.1122215.1048215.0475215.1721215.0577215.1122215.1048215.04752150.98865. 极差Rang0.00170.00060.00290.00410.00140.00170.00060.00290.00410.00140.0021406.B 171.723371.689171.704671.703371.68371.723371.689171.704671.703371.683717.00667.271.725671.688571.704371.7034#######71.725671.688571.704371.7034#######11.3048.3#######71.691771.704671.703971.6829#######71.691771.704671.703971.6829717.01649.均值Mean 71.7246771.6897771.7045071.7035371.6834771.7246771.6897771.7045071.7035371.6834771.701187Sum B 215.174215.0693215.1135215.1106215.0504215.174215.0693215.1135215.1106215.05042151.035610. 极差Rang0.00320.00030.00060.00160.00230.00320.00030.00060.00160.00152211.C 1#######71.690171.701871.704471.6824#######71.690171.701871.704471.6824717.008812.2#######71.689671.701971.704571.6834#######71.689671.701971.704571.6834717.006213.371.724771.690471.702571.70471.684271.724771.690471.702571.70471.6842717.011614.均值Mean71.7247071.6900371.7020771.7043071.6833371.7247071.6900371.7020771.7043071.6833371.700887Sum C 215.1741215.0701215.1062215.1129215.05215.1741215.0701215.1062215.1129215.052151.026615. 极差Rang0.00200.00080.00070.00050.00180.00200.00080.00070.00050.00180.00116071.72446771.68856771.70354471.70314471.68310071.72446771.68856771.70354471.70314471.6831071.700564645.520200645.197100645.331900645.328300645.147900645.520200645.197100645.331900645.328300645.1479006453.05080.0413670.00160723D4 3.27 2.57571.7022090.004139D30071.698920.000000A2 1.88 1.02312345678910UCLx 71.702271.702271.702271.702271.702271.702271.702271.702271.702271.7022LCLx 71.698971.698971.698971.698971.698971.698971.698971.698971.698971.6989UCL R0.00410.00410.00410.00410.00410.00410.00410.00410.00410.0041LCLR0.00000.00000.00000.00000.00000.00000.00000.00000.00000.0000公差:6σpp变差PV PV 0.013014PV TVTV#DIV/0!TV基于公差base%#DIV/0!基于零件变差%#DIV/0!基于过程变差%#DIV/0!基于过程能力%#DIV/0!公式A Formula ndc 14.77027381公式B FormulaX^2/nkr 462687.3847462687.3847462687.403462687.4035462687.4035Source DF SS MS F P Source DF SS MS F P Parts 90.018640.00207524.016570.0000090.018640.002071166.10.0000020.000040.00002 5.247340.0160220.000040.0000211.6770.00003180.000070.00000 3.519300.00013600.000070.00000780.000140.00000Total 890.01882890.01882Source VarComp Stdev %Contributi %TV %Tolerance Source VarComp Stdev %Contribut %TV %Tolerance0.000000.00162 1.13%10.63% 1.62%0.000000.00155 1.04%10.18% 1.55%0.000000.001060.48% 6.95% 1.06%0.000000.001330.76%8.74% 1.33%0.000000.001230.65%8.04% 1.23%0.000000.000800.27% 5.22%0.80%0.000000.000750.24% 4.91%0.75%0.000000.000800.27% 5.22%0.80%0.000000.000970.41% 6.37%0.97%0.000230.0151698.87%99.43%15.16%0.000230.0151798.96%99.48%15.17%测试日期Test Tate 量具编号Equipment NO.基件编号P/N 测量人员Operator BB平价人数Appraisers 测量系统分析MSA GR&R---数据记录表 Data Worksheet报告编号Report NO.量具名称Equipment Name 产品类型Description 测量人员Operator AA试验次数Trials 单位UnitMM 规格下限LSL过程变差/过程能力Process Variation(σ/PP)样 品 数Samples参数规格Dimension规格上限USL 测量人员Operator CC71.69958071.70066071.70126071.70164071.70088071.700620分析时机Analytical Occasion零件编号PartsNO.平均值Average 71.70018071.699100sumSQ(sum(men))/nr SUMSQ(sum(1-10part))/kr 71.701160零件均值Parts Mean Total试验次数Trials 0.001567Part - To - Part Part - To - Part 注:当分析结果超出要求后,利用均值极差图分析原因When analysis result is out of spec,need analyse the root cause by mean and range chart 。
MSA分析表格
#DI[V/#0D0!I!V/ /
#DIV/ 0!
]
%
G =100
[
#DIV/ 0!
/
#DIV/ 0!
]
=
#DIV/0!
==%PV=100#[VPA[VL/U#TEVVE!A]!LU /
#DIV/ 0!
]
n
d = =
#VA(LU#EVE!A!LU /
#DIV/ 0!
)
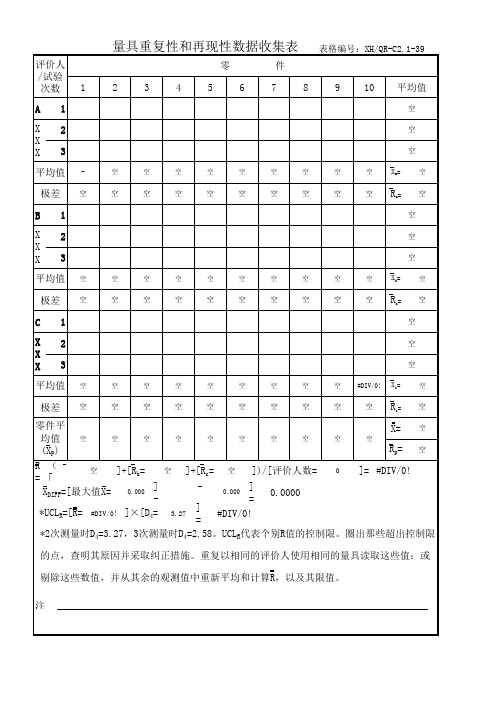
判定标准:GRR≤30%&&ndc≥5时,视为测量系统可接受 GRR>30%时,不可接受,须改进测量系统
C1
空
X2
空
X
X3
空
平均值 空
空
空
空
空
空
空
空
空
#DIV/0! Xc=
空
极差 空
空
空
空
空
空
空
空
空
空
Rc=
空
零件平
X= 空
均值 空
空
空
空
空
空
空
空
空
空
(XP)
Rp= 空
R( =[
空 ]+[Rb= 空 ]+[Rc= 空 ])/[评价人数= 0 ]= #DIV/0!
XDIFF=[最大值X=
]
0.000
-
]
0.000
)2-(
#DI V/0
2/(
10
×3
) )
= #DIV/0!
n = 重 复
G R
=
r =
评价人数 量K2
2
3
0.707 0.523
1
1
MSA 分析表
1.000 0.900 0.800 0.700
X均值 UCLx LCLx
#DIV/0! #DIV/0! #DIV/0! 0.000 0.000 0.000
#DIV/0! #DIV/0! #DIV/0! 0.000 0.000 0.000
#DIV/0! #DIV/0! #DIV/0! 0.000 0.000 0.000
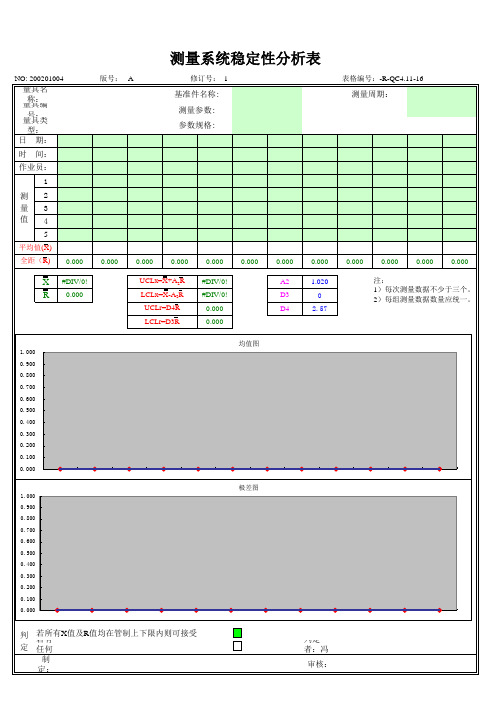
测量周期:
作业员:
0.000
0.000 #DIV/0! #DIV/0! 0.000 0.000
0.000
0.000 A2 D3 D4
0.000 1.020 0 2.57
0.000
0.000
0.000
0.000
X R
UCLx=X+A2R LCLx=X-A2R UCLr=D4R LCLr=D3R
注: 1)每次测量数据不少于三个 。 2)每组测量数据数量应统一 。
极差图
判 若所有X值及R值均在管制上下限内则可接受 定 若有任何一个X值及R值在管制上下限外则不可接受 制定: 判定者:冯剑清 审核:
#DIV/0! #DIV/0! #DIV/0! 0.000 0.000 0.000
#DIV/0! #DIV/0! #DIV/0! 0.000 0.000 0.000
#DIV/0! #DIV/0! #DIV/0! 0.000 0.000 0.000
#DIV/0! #DIV/0! #DIV/0! 0.000 0.000 0.000
#DIV/0! #DIV/0! #DIV/0! 0.000 0.000 0.000
R均值 0.600 UCLr 0.500
0.400 LCLr 0.300 0.200 0.100 0.000
MSA计量型测量系统分析GRR表格(全公式自动生成未加密)

331012345678910Total 1.A 10.29-0.56 1.340.47-0.80.020.59-0.31 2.26-1.36 1.942.20.41-0.681.170.5-0.92-0.110.75-0.21.99-1.251.663.30.64-0.58 1.270.64-0.84-0.210.66-0.17 2.01-1.31 2.114.均值Mean0.44667-0.60667 1.260000.53667-0.85333-0.100000.66667-0.22667 2.08667-1.306670.190333Sum A 1.34-1.82 3.78 1.61-2.56-0.32-0.68 6.26-3.92 5.71005. 极差Rang0.350.120.170.170.120.230.160.140.270.110.1840006.B 10.08-0.47 1.190.01-0.56-0.20.47-0.63 1.8-1.680.017.20.25-1.220.941.03-1.20.220.550.082.12-1.6211.3048.30.07-0.68 1.340.2-1.280.060.83-0.34 2.19-1.50.899.均值Mean0.13333-0.79000 1.156670.41333-1.013330.026670.61667-0.29667 2.03667-1.600000.068333Sum B0.4-2.37 3.47 1.24-3.040.08 1.85-0.89 6.11-4.8 2.050010. 极差Rang0.180.750.4 1.020.720.420.360.710.390.180.51300011.C 10.04-1.380.880.14-1.46-0.290.02-0.46 1.77-1.49-2.2312.2-0.11-1.131.090.2-1.07-0.670.01-0.56 1.45-1.77-2.5613.3-0.15-0.960.670.11-1.45-0.490.21-0.491.87-2.16-2.8414.均值Mean-0.07333-1.156670.880000.15000-1.32667-0.483330.08000-0.50333 1.69667-1.80667-0.254333Sum C -0.22-3.47 2.640.45-3.98-1.450.24-1.515.09-5.42-7.6315. 极差Rang0.19000.42000.42000.09000.39000.38000.20000.10000.42000.67000.3280000.168889-0.851111.0988890.366667-1.06444-0.185550.454444-0.34222 1.940000-1.571110.0014441.520000-7.660009.890000 3.300000-9.58000-1.67000 4.090000-3.0800017.460000-14.14000.13 3.5111110.34166723D4 3.27 2.5750.3509690.879792D300-0.348080.00000A2 1.88 1.02312345678910UCLx0.35100.35100.35100.35100.35100.35100.35100.35100.35100.3510LCLx-0.3481-0.3481-0.3481-0.3481-0.3481-0.3481-0.3481-0.3481-0.3481-0.3481UCL R 0.87980.87980.87980.87980.87980.87980.87980.87980.87980.8798LCL R0.00000.00000.00000.00000.00000.00000.00000.00000.00000.0000公差:6σpp变差PV PV 1.104596PV TVTV#DIV/0!TV基于公差base%#DIV/0!基于零件变差%#DIV/0!基于过程变差%#DIV/0!基于过程能力%#DIV/0!公式A Formulandc 5.0936924公式B FormulaX^2/nkr 0.0001878 3.167450088.362122291.88836694.647300Source DF SS MS F P Source DF SS MS F PParts 988.361939.81799492.291420.00000988.361939.81799245.610.000002 3.16726 1.5836379.406050.000002 3.16726 1.5836339.6170.00000180.358980.019940.433720.9741160 2.758930.0459878 3.117920.03997Total 8994.647118994.64711Source VarComp Stdev %Contribu %TV %Toleranc Source VarComp Stdev %Contribut %TV%Tolerance 0.098110.313228.27%28.75%#DIV/0!0.091430.302377.76%27.86%#DIV/0!0.045980.21443 3.87%19.68%#DIV/0!0.039970.19993 3.39%18.42%#DIV/0!0.052120.22830 4.39%20.96%#DIV/0!0.051460.22684 4.37%20.90%#DIV/0!0.052120.22830 4.39%20.96%#DIV/0!0.051460.22684 4.37%20.90%#DIV/0!0.000000.000000.00%0.00%#DIV/0!1.08867 1.0433991.73%95.78%#DIV/0! 1.08645 1.0423392.24%96.04%#DIV/0!Reproducibility Reproducibility Operator Operator Operators*Part 极差图Range chartSUMSQ(sum(men-part))/r sumSQ(all)n=part k=men ANOVA Table With Operator*Part Interaction ANOVA Table Without Operator*Part InteractionParts Operators Gauge R&R With Operator*Part Interaction Gauge R&R Without Operator*Part InteractionTotal Gauge R&R Total Gauge R&R Repeatability Repeatability Operators Operators*Part Repeatability Repeatability Total Part - To - Part Part - To - Part 注:当分析结果超出要求后,利用均值极差图分析原因When analysis result is out of spec,need analyse the root cause by mean and range chart 。
MSA测量系统分析自动表格
7 7.1761 7.1393 0.0463 0.0000
8 7.1761 7.1393 0.0463 0.0000 pp 0.128287 #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0!
9 7.1761 7.1393 0.0463 0.0000 变差 PV TV
10 7.1761 7.1393 0.0463 0.0000
6.80 6.85 6.83
20.48 0.0500
均值Mean 6.95333 7.25667 7.17333 7.15000 7.07000 7.38333 7.28333 7.17667 6.96667 6.82667 Sum C 213.72 极差Range 0.0300
X C = 7.124000
6.40000 X^2/nkr 4610.8972900 SUMSQ(sum(men-part))/r
ndc
C 公式A Formula A 公式B Formula B
P 0.00000 0.00094
C UCLR %Tolerance 18.71% LCLR 16.95% 7.92% B 7.92%
7.13 7.12 7.14
21.39 0.02
7.21 7.22 7.21
21.64 0.01
7.28 7.28 7.29
21.85 0.01
7.36 7.35 7.36
22.07 0.01
7.25 7.26 7.25
21.76 0.01
7.04 7.03 7.06
21.13 0.03
7.00 7.01 7.01
X=
644.19 2 D4 3.27 0 1.88
7.157667
MSA测量系统分析表格 第五版 自动计算

Part Certi ficati onDESTRUCT IVE TESTPLE ASE SPE CIFY THE FOLL OWI NG PAR AME TER S AND COM PLET E THE FOR M ACC ORDI NGL YPARAMETERS AREK 1Numb er of Must be either 23OK K 2Numb er of Must be either 23OK K 3Numb er of Can be any value10OKOut of UCLrA4 B2'01PSW''01PSW'!A6'01 PSW'!A21'01 PSW'!A54'01 PSW'!H54GAGE SYSTEM NEEDS IMPROVEMENT Pa rt Part name 凸轮轴链轮Plant:Ch ar 4.3Gage number 0013474Coord by:QCDepartme Tol er 0.1000mmGage name:百分表Phone #Tol er 0.1000mmGage ECL/revisDateO PE P A R T RESULTSTR IA 12345678910AVG A 1 4.335 4.298 4.287 4.336 4.352 4.312 4.287 4.283 4.295 4.274A 1 4.3062 4.332 4.297 4.286 4.334 4.350 4.310 4.286 4.284 4.296 4.273A 2 4.30534.333 4.298 4.286 4.331 4.351 4.313 4.287 4.283 4.295 4.274A 34.305Av er 4.3333 4.2977 4.2863 4.3337 4.3510 4.3117 4.2867 4.2833 4.2953 4.2737X A 4.30527Ra ng 0.00300.00100.00100.00500.00200.00300.00100.00100.00100.0010R A0.00190B 1 4.333 4.295 4.285 4.335 4.353 4.3130 4.287 4.284 4.294 4.275B 1 4.305402 4.336 4.290 4.287 4.337 4.352 4.3120 4.285 4.285 4.293 4.276B 2 4.3053034.332 4.293 4.287 4.336 4.352 4.3140 4.286 4.285 4.295 4.275B 34.30550Av er 4.3337 4.2927 4.2863 4.3360 4.3523 4.3130 4.2860 4.2847 4.2940 4.2753X B 4.30540Ra ng 0.00400.00500.00200.00200.00100.00200.00200.00100.00200.0010R B0.00220C 1 4.333 4.296 4.286 4.335 4.351 4.3130 4.286 4.285 4.295 4.275C 1 4.305502 4.330 4.294 4.287 4.336 4.352 4.3140 4.287 4.284 4.296 4.274C 2 4.3054034.332 4.295 4.287 4.337 4.353 4.3130 4.285 4.283 4.295 4.275C 34.30550Av er 4.3317 4.2950 4.2867 4.3360 4.3520 4.3133 4.2860 4.2840 4.2953 4.2747X C 4.30547Ra ng 0.00300.00200.00100.00200.00200.00100.00200.00200.00100.0010R C0.00170Pa rt 4.33294.29514.28644.33524.35184.31274.28624.28404.29494.2746x PART = 4.30538Pa rtR PART =0.07722R =R A + R B +R C / No0.00190+0.00220+0.00170/3R =0.00193X DIFF =[Max(X )ABC ] - 4.30547- 4.30527X DIFF =0.00020UCL R =R *D 4 =0.00193* 2.580UCL R =0.00499LCL R =R*D 3 =0.00193*0.000LCL R =0.00000OPENAMENOTE : It has been A 李峰todetermin B 王鹏Kurtosis data sets,C 叶军from the true GOOD UNTIL GAGE ECL/revision CHANGEneed moreFR OR =0.00193X DIFF =0.00020R PART =0.07722SL001Part Certi ficati on DESTRUCT IVE TESTPLE ASE SPE CIFY THE FOLL OWI NG PAR AME TER S AND COM PLET E THE FOR M ACC ORDINGL Y PARAMETERS AREK1Number ofMust beeither 23OKK2Number ofMust beeither 23OKK3Number ofCan beany value10OK Out of UCLr A4 B2'01 PSW''01PSW'!A6'01 PSW'!A21'01 PSW'!A54'01 PSW'!H54GAGE SYSTEM NEEDS IMPROVEMENTPa rt Partname凸轮轴链轮Plant:Char 4.3Gagenumber0013474Coord by:QCDepartmeToler0.1000mm Gagename:百分表Phone #Toler0.1000mm GageECL/revis DateSL001 MePart Certi ficati onDESTRUCT IVE TESTPLE ASE SPE CIFY THE FOLL OWI NG PAR AME TER S AND COM PLET E THE FOR M ACC ORDI NGL YPARAMETERS AREK 1Numb er of Must be either 23OK K 2Numb er of Must be either 23OK K 3Number of Can be any value10OKOut of UCLrA4 B2'01PSW''01PSW'!A6'01 PSW'!A21'01 PSW'!A54'01 PSW'!H54GAGE SYSTEM NEEDS IMPROVEMENT Pa rt Part name 凸轮轴链轮Plant:Ch ar 4.3Gage number 0013474Coord by:QCDepartme Tol er 0.1000mmGage name:百分表Phone #Tol er0.1000mmGage ECL/revisDateSL001Part Certi ficati on DESTRUCT IVE TESTPLE ASE SPE CIFY THE FOLL OWI NG PAR AME TER S AND COM PLET E THE FOR M ACC ORDINGL Y PARAMETERS AREK1Number ofMust beeither 23OKK2Number ofMust beeither 23OKK3Number ofCan beany value10OK Out of UCLr A4 B2'01 PSW''01PSW'!A6'01 PSW'!A21'01 PSW'!A54'01 PSW'!H54GAGE SYSTEM NEEDS IMPROVEMENTPa rt Partname凸轮轴链轮Plant:Char 4.3Gagenumber0013474Coord by:QCDepartmeToler0.1000mm Gagename:百分表Phone #Toler0.1000mm GageECL/revis DateSL001Part Certi ficati onDESTRUCT IVE TESTPLE ASE SPE CIFY THE FOLL OWI NG PAR AMETER S AND COM PLET E THE FOR M ACC ORDI NGL YPARAMETERS AREK 1Numb er of Must be either 23OK K 2Numb er of Must be either 23OK K 3Numb er of Can be any value10OKOut of UCLrA4 B2'01PSW''01PSW'!A6'01 PSW'!A21'01 PSW'!A54'01 PSW'!H54GAGE SYSTEM NEEDS IMPROVEMENT Pa rt Part name 凸轮轴链轮Plant:Ch ar 4.3Gage number 0013474Coord by:QCDepartme Tol er 0.1000mmGage name:百分表Phone #Tol er0.1000mmGage ECL/revisDateSL001。
MSA量测系统分析及常用表

交叉表
第二格代表分级员A在第一次测量中 判定一个单元为次劣,在第二次测量 中判定为优良的次数
Rater A First Measure Good Bad Rater A Second Measure Good Bad 10 1 11 2 7 9 12 8
交叉表
Rater A First Measure Good Bad Rater A Second Measure Good Bad 10 1 11 2 7 9 12 8
对 对Kappa Kappa的定义将有所不同,取决于我们是在定义分级员内部 的定义将有所不同,取决于我们是在定义分级员内部 Kappa Kappa,还是在定义分级员之间的 ,还是在定义分级员之间的Kappa Kappa
下表代表上表的数据,其中每个单元格 用总数的百分比来表示
Rater A First Measure Good Bad Rater A Second Measure
分级员A比例
代表10/20
Good Bad
0.5 0.05 0.55
0.1 0.35 0.45
0.6 0.4
交叉表-比例
Rater A First Measure Good Bad Rater A Second Measure Good Bad 0.5 0.05 0.55 0.1 0.35 0.45 0.6 0.4
Kappa 例子#1
Bill Blackbelt正在努力改进一个具有高退货率的油漆过程 在工程早期,由于很明显的检验员之间和检验员内部的差别,所 以测量系统就是一个关注的问题
下一页的数据是在测量系统研究中收集的。 需要计算每个操作员的Kappa和操作员之间的 Kappa
MSA 、SPC测量系统分析表格

1.00 0.90 0.80 0.70 0.60 0.50 0.40 0.30 0.20 0.10 0.00
Operator 1 Operator 2 Operator 3
2
3
4
5
6
7
8
9
10
Page 2
0 0
备注NOTE:不能缺失数据 不能缺失数据FILL WHITE CELLS ONLY 备注 不能缺失数据 操作者Operator2 操作者Operator2 Operator 试 验 试 验 试 验 Trial 3 Trial 1 Trial 2
0 0
试 验 Trial 1
试 验 Trial 2
贡献%Contribution 公差%Tolerance
零件响应图 Response by Part ID
1.00 0.90 0.80 0.70 0.60 0.50 0.40 0.30 0.20 0.10
Process Capability StudyInfo on uncomplete filled datatable
公差% Tolerance
没有交互作用GR&R分析 Gauge R&R Without Operator*Part Interaction
No Spec. Limits Available 差异源 方差 Source VarComp Total Gauge R&R 0.00E+00 重复性 Repeatability 0.00E+00 再现性 Reproducibility0.00E+00 操作者 Operator 0.00E+00 零件Part - To - Part 0.00E+00 总变差Total Variation 0.00E+00 标准偏差 Stdev 0.00E+00 0.00E+00 0.00E+00 0.00E+00 0.00E+00 0.00E+00 贡献 % Contribution #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! 公差% Tolerance No Spec. Limits Available