耐磨焊丝性能特点
辊压机挤压辊辊面耐磨焊丝ZD501的研究及应用

近两 年水 泥企 业竞 争异 常 激烈 ,水 泥 价格 大 幅 下滑 ,水 泥企 业 已经进 入微 利润 时代 ,各 个 厂家 为
了提高利润 ,在水泥粉磨中想尽办法少用熟料 降 低 水 泥成本 ,现在混 合 材 的加 入 比例 不断 增加 ,其 中钢 渣 、水 渣 的加 入 量 也 非 常 高 ,有 的企 业 超 过
MD 0 焊 丝 的金 相显 微 照 片如 图3 图4 51 和 ,从 两
图中可 以看 出熔 敷金 属 中碳 化物 的分 布状 态 和金相
组织 。
材料优 良的耐磨性 ,又要有 良好的抗冲击抗剥落性 能,所 以Z 5 1 D 0 焊丝采用的是多元合金强化理论来 研 制 ,既 提 高 耐磨 性 ,又增 强 抗 冲 击 和 抗 剥 落 性
辊压机挤压辊辊面耐磨焊丝Z 5 D 的研究及应用 0 1
李军伟 王 欣 尼军杰 郑州机械研 究所 (5 0 1 400 )
摘 要 通 过试验对 比和实际使用效果对 比可以看 出,Z 5 1 D 0 焊丝 的耐 磨性和抗 冲击 剥落性能 明显优 于 MD 0 焊丝 , Z 5 1 51 D 0 焊丝耐磨性的提高不是通过增加 材料的硬度来提高 的 ,而是 通过优化熔敷金属 的微观组
2 %。 由于 混合 材 的大量 加入 ,混 合材 的易磨 性又 0 非 常差 ,导 致辊 压机 挤压 辊辊 面磨 损非 常 快 。笔者
研 究 了多 家 大 型 水 泥企 业 辊 压 机 挤 压 辊 近 五 年 的
实验性能做一下 比较 。 按 照 国家标 准用 两 种焊 丝 在相 同 的焊 接工 艺条 件下 分别 制 作标 准试 块 ,然后 检测 其性 能 。
从 表 1 以看 出 ,两 种材 料 的硬 度 都在 6 HRC 可 0 左 右 ,MD 0 焊丝 略 高一 点 。如果 在单 层 堆焊 的情 51 况 下 能够 保 证 堆焊 后 辊 面硬 度 > 5 C,使 辊 面 既 5 HR 有一 定耐 磨 性 ,又能 抗 冲击 和抗 剥落 ,都 能满 足辊 压机 挤压 辊对 辊 面耐 磨性 和抗 冲击 性 的要求 。
d256耐磨焊条
堆焊金属化学成分(%)
C
Mn
Si
其他元素总量
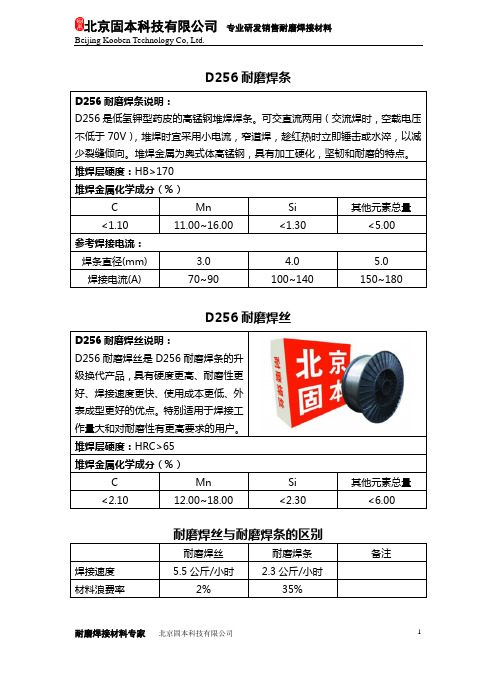
<2.10
12.00~18.00
<2.30
<6.00
耐磨焊丝与耐磨焊条的区别
耐磨焊丝
耐磨焊条
备注
焊接速度
5.5公斤/小时
2.3公斤/小时
材料浪费率
2%
35%
D256耐磨焊条,D256耐磨焊丝
北京固本科技有限公司
地址:北京市海淀区中关村南大街9号
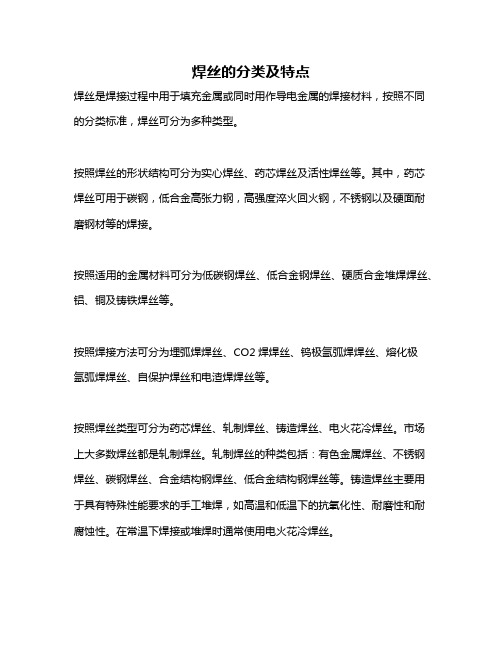
D256耐磨焊条
D256耐磨焊条说明:
D256是低氢钾型药皮的高锰钢堆焊焊条。可交直流两用(交流焊时,空载电压不低于70V),堆焊时宜采用小电流,窄道焊,趁红热时立即锤击或水淬,以减少裂缝倾向。堆焊金属为奥式体高锰钢,具有加工硬化,坚韧和耐磨的特点。
堆焊层硬度:HB>170
堆焊金属化学成分(%)
C
Mn
其他元素总量
<1.10
11.00~16.00
<1.30
<5.00
参考焊接电流:
焊条直径(mm)
3.0
4.0
5.0
焊接电流(A)
70~90
100~140
150~180
D256耐磨焊丝
D256耐磨焊丝说明:
D256耐磨焊丝是D256耐磨焊条的升级换代产品,具有硬度更高、耐磨性更好、焊接速度更快、使用成本更低、外表成型更好的优点。特别适用于焊接工作量大和对耐磨性有更高要求的用户。
E-mail:info@
网址:
耐磨焊丝型号
KB998耐磨焊丝
KB998
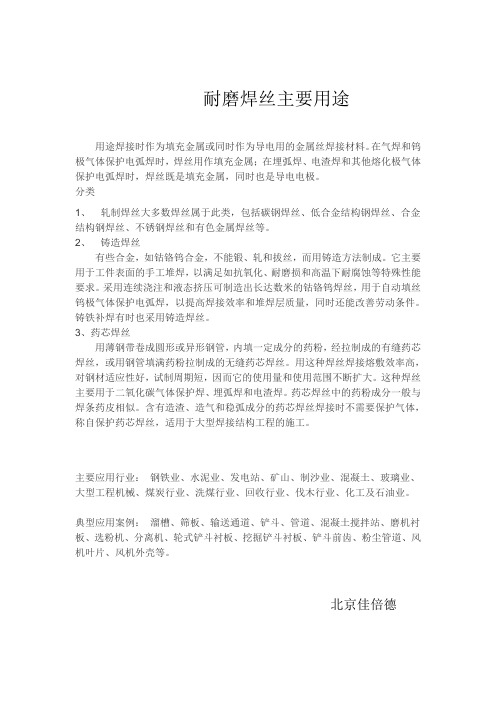
成分:添加大量高硬度的碳化钨粒子,增加镍合金 含量、WC、Ni 硬度:60-63 HRC 说明:KB998耐磨焊丝、碳化钨镍焊丝,基体中 加入镍合金,适用高温工作环境。填充碳化钨粒 子的复合焊丝,德国技术。低成本的高温耐磨焊 丝,替代钴基耐磨焊丝首选。 用途:适用于单齿辊、篦板、布料溜槽、烧结机 等应用场合中。
3、耐冲击 耐冲击性属于物理性质,耐冲击是指耐磨焊丝堆焊后 抵抗冲击负荷作用的能力。 4、耐高温 耐高温是耐磨焊丝在高温下,抗金属氧化物、熔盐和 炉气侵蚀的能力。常用抗渣性来评定,这种性质主要 取决于耐磨焊丝本身相组成物的化学特点和物理结构。 耐磨焊丝在高温900度环境下硬度不变,适用高温磨损。 5、耐腐蚀 耐磨焊丝抵抗周围介质腐蚀破坏作用的能力称为耐腐 蚀性,其性能由耐磨焊丝成分、化学性能、组织形态 等所决定。
耐磨焊丝特点
1、硬度大小 耐磨焊丝硬度一般是指耐磨焊丝堆焊后的硬度, 其硬度采用HRC洛氏硬度来表示。耐磨焊丝硬度 值的大小与合金含量有关,不同的耐磨焊丝型号, 其硬度值也有差异。耐磨焊丝硬度越高,耐磨性 越强。
2、无裂纹 表面裂纹影响工件的安全使用,是一种非常危险 的工艺缺陷,应尽量避免。耐磨焊丝焊后没有裂 纹产生,可防止工件脱落和掉块,延长工件的使 用寿命。
KB914
成分:C、Cr、Mn、Ni 硬度:35-38 HRC 说明:KB914耐磨焊丝,高锰钢焊丝。超强韧性, 适用于有严重冲击的工况。锰含量达到14%。冲 击后具有快速加工硬化的热点。
用途:适用于高冲击磨损堆焊,如各种破碎机、 高锰钢轨、推土机等受冲击而易磨损部分的。
KB902耐磨焊丝
KB987耐磨焊丝
KB987
成分:C、Cr、Mn、Si、Mo 硬度:58-63 HRC 说明:KB987耐磨焊丝,高铬铸铁型耐磨焊丝, 硬度高达60 HRC。 用途:适用于立磨、磨辊、耐磨板、风机叶轮等。
414n焊丝成分
414n焊丝成分414n焊丝是一种常用于焊接工艺中的材料。
它由多种金属元素组成,具有优异的耐腐蚀性和高温强度。
本文将从不同角度介绍414n焊丝的成分及其特点。
1. 镍(Ni):414n焊丝中含有大量的镍元素,一般在8-10%左右。
镍具有良好的耐腐蚀性和高温强度,能够有效防止焊接接头在高温环境下产生应力腐蚀开裂。
2. 铬(Cr):414n焊丝中的铬含量一般在19-21%之间。
铬能够形成一层致密的氧化膜,有效保护焊接接头免受腐蚀。
同时,铬还能够提高焊接接头的硬度和耐磨性。
3. 钼(Mo):414n焊丝中的钼含量一般在0.75-1.0%之间。
钼能够提高焊接接头的抗拉强度和抗腐蚀性能,尤其在高温环境下具有良好的稳定性。
4. 锰(Mn):414n焊丝中的锰含量一般在1.0-2.0%之间。
锰能够提高焊接接头的韧性和冷加工性能,使其具有更好的可塑性和可焊性。
5. 氮(N):414n焊丝中的氮含量一般在0.1-0.2%之间。
氮能够提高焊接接头的强度和硬度,同时还能够改善其耐腐蚀性能。
6. 硅(Si):414n焊丝中的硅含量一般在0.75-1.0%之间。
硅能够提高焊接接头的耐热性和耐腐蚀性,同时还能够改善其流动性和润湿性。
7. 磷(P)和硫(S):414n焊丝中的磷和硫含量一般较低,分别在0.03%以下。
磷和硫是常见的杂质元素,其含量过高会降低焊接接头的韧性和耐腐蚀性。
414n焊丝的成分设计合理,能够满足焊接接头在各种复杂环境下的要求。
其具有良好的耐腐蚀性、高温强度和优异的可焊性,广泛应用于化工、航空、船舶等领域的焊接工艺中。
总结起来,414n焊丝的成分包括镍、铬、钼、锰、氮、硅等元素,每种元素都有其独特的作用。
通过合理控制这些元素的含量,可以使焊接接头具有良好的耐腐蚀性、高温强度和可焊性。
在实际应用中,我们可以根据具体的焊接要求选择合适的414n焊丝,以保证焊接接头的质量和性能。
一种新型耐磨耐蚀抗裂药芯焊丝
t 焊 丝 的 耐 腐蚀 性 . 3 耐 磨 堆焊 是 一 种 表 面 改 性技 术 ,并 非 用 于 承 力连 接 制 造 容
器 .堆 焊 金 属 除 耐 磨 损 外 ,往 往 还 要 承 受 高 温 氧 化 和 S : O 等
比高铬铸铁好 ,特别是焊丝抗裂性要 比高铬铸铁好 ,耐腐蚀性
能 尽 可能 和 铁 素 体不 锈 钢 相 当 ,另外 要 考 虑 焊 丝 成本 与 高 铬 铸 铁 相 比 有所 降低 , 因 而 就 必须 加 人 一 些 与 之 不 同 的 合 盆 元 索 .
一
种 新 型 耐 磨 耐 蚀 抗 裂 药 芯 焊 丝
张 清辉 肖逸 锋 汪 中玮 , ,
(. 1 湘潭 大 学 机 械工 程 学 院 ,湖南 湘 潭 4 10 ; . 洲 硬 质合 金 集 团 有 限公 司 ,湖 南 株 洲 4 2 0 ) 1 15 2 株 10 0
摘 要 :在 具有 优 良耐磨 性 的 高 铬 铸 铁 材 抖 和 具 有 优 良抗 氧 化 抗 腐 蚀 性 的 高铬 铁 素 体 不锈 钢 材 料 之 间 .研 究 一 种 新 型 含 碉 、铌 的 耐 磨 、 耐 蚀 、抗 裂性 优 良的堆 焊 用 药 芯 焊 丝 。 采 用 该 焊 丝 堆 焊后 . 熔 敷 垒 属 比 高铬 铸 铁 材 料 有 明 显 好 的 耐 磨 性 和 抗 裂 性 ,且 具 有 耐 腐 蚀 性 .
1 合 金 元素 的设 计
低 一 些 ,但 在 配 方 中加 入 了 较 多 的 B,能 够 起 到一 部 分 C 作 的 用 。 另外 ,研 究 发 现 ,在 焊 丝 中也 不 能加 入 较 多 的C,因 为 C 是 奥 氏体 化元 素 ,若 过 量 则不 能保 证 堆 焊 金 属 中产 生 较 多 的 铁 紊 体 组 织 ,实 际上 对 抗 裂 性 也 不利 。
耐磨焊丝型号及用途

耐磨焊丝型号及用途耐磨焊丝是一种常见的焊接材料,广泛应用于各个行业。
根据不同的材质和用途,耐磨焊丝型号有很多种,每种都有其独特的特点和适用范围。
首先,让我们来了解一下耐磨焊丝的用途。
耐磨焊丝主要用于修复和加固各种耐磨件的表面,以提高其耐磨性能和使用寿命。
无论是在重工业领域,如矿山、钢铁、水泥等领域,还是在轻工业领域,如造纸、油田、电力等领域,耐磨件都是不可或缺的组成部分。
然而,由于长期受到摩擦和磨损,耐磨件往往会受到严重的磨损和腐蚀,影响其正常使用。
这时,耐磨焊丝就派上了用场。
接下来,我们介绍几种常见的耐磨焊丝型号及其用途。
首先是硬面耐磨焊丝,这种焊丝具有极高的硬度和耐磨性,适用于修复和加固各种机械零件表面。
例如,在矿山行业,常见的耐磨件如破碎机齿板、球磨机衬板等,都需要使用硬面耐磨焊丝进行修复和加固。
其次是铬铁钼耐磨焊丝,这种焊丝具有良好的耐磨性和耐腐蚀性,适用于修复和加固化工设备、油田设备等。
最后是不锈钢耐磨焊丝,这种焊丝具有很好的耐腐蚀性和耐磨性,适用于修复和加固食品加工设备、医药设备等。
除了以上几种常见的耐磨焊丝型号,还有很多其他型号的焊丝,如镍基焊丝、钴基焊丝等。
每种型号的耐磨焊丝都有其特定的化学成分和物理性能,因此在选择焊丝时,需要根据具体的工作条件和要求进行选择。
较好的选择会使焊接效果更好,提高修复和加固的质量。
在使用耐磨焊丝进行修复和加固时,需要注意一些技巧。
首先,焊丝的表面应保持清洁,以便焊接时能够更好地与被修复的材料结合。
其次,焊接时要掌握合适的焊接电流和焊接速度,以保证焊缝的质量和均匀度。
最后,完成焊接后,还需要进行适当的后处理,如切割、研磨等,以使焊接部位达到所需的尺寸和表面粗糙度。
总的来说,耐磨焊丝作为一种重要的焊接材料,在各个行业都发挥着重要的作用。
选择适合的耐磨焊丝型号,正确使用和操作,能够提高耐磨件的耐磨性能和使用寿命,有效降低维修和更换成本。
希望本文能够为大家提供一些有指导意义的信息,帮助大家更好地理解和应用耐磨焊丝。
各种焊丝特性
一、铝及铝合金焊接材料应用纯铝焊丝ER1100性能特点:纯铝焊丝,铝含量≥99.5%,有极好的抗腐蚀性能,很高的导热与导电性能,以及极好的可加工性能。
对经阳极化处理的材料,需要配色时十分理想,推荐用于焊接1000系列铝合金。
典型化学成份:Si≤0.03、Cu≤0.002、Zn≤0.013、Fe≤0.18 、Mn≤0.003,AL 余量用途广泛用于铁路机车、电力、化学、食品等行业。
铝硅合金焊丝ER4047性能特点:本品为含硅12%的合金焊丝,适合焊接各种铸造及挤压成型铝合金。
低熔点及良好的流动性使母材焊接变形很小。
典型化学成份:Si 12、Mg≤0.10、Fe≤0.80、Cu≤0.03、Zn≤0.20、Mn≤0.15,AL余量用途:焊接或堆焊轻质合金加工业。
铝硅合金焊丝ER4043性能特点:本品为含硅5%的合金焊丝,适合焊接铸铝合金典型化学成份:Si 5、Mg≤0.10、Fe≤0.04、Cu≤0.05 ,AL余量用途:船舶、机车、化工、食品、运动器材、模具、家具、容器、集装箱铝镁合金焊丝ER5356性能特点:本品为含镁5%的合金焊丝,是一种用途广泛的通用型焊材,适合焊接或表面堆焊5%镁的铸锻铝合金,强度高,可锻性好,有良好的抗腐蚀性。
本品也能为经阳极化处理的焊接提供良好的配色。
典型化学成份:Mg 5、Cr 0.10、(Fe+Si)0.3、Cu≤0.05、Zn 0.05、Mn 0.15、Ti 0.1,AL余量用途:自行车、铝滑板车等运动器材,机车车厢、化工压力容器、兵工生产、造船、航空等行业。
铝镁合金焊丝ER5183性能特点:本品为含镁3%的合金焊丝,适用于焊接或表面堆焊同等级的铝合金材料。
典型化学成份:Mg 3.5,Cr 0.2,Fe 0.15,Cu≤0.05, Zn 0.10,Mn 0.05,Ti 0.1,AL余量用途:化工压力容器、核工业、造船、制冷行业、锅炉、航空航天工业等三、CrMo耐热钢、低温钢焊接材料一、不锈钢手工焊条二、不锈钢药芯焊丝三、不锈钢实芯焊丝一、镍及镍合金焊材镍及镍合金焊材广泛应用于如离岸钻井平台,陆基或船基燃汽轮机,各种航天、航空发动机的高温燃烧室、核电、热电厂的相关设备、汽车的新型排气系统、军用武器装备以及石油精炼及各种化工设备等。
d266焊条

堆焊金属化学成分(%)
C
Mn
Si
Mo
<2.0
12.00~20.00
0.4~2.30
<3.50
耐磨焊丝
5.5公斤/小时
2.3公斤/小时
材料浪费率
2%
35%
D266焊条,D266耐磨焊丝
北京固本科技有限公司
地址:北京市海淀区中关村南大街9号
堆焊层硬度:HB>170
堆焊金属化学成分(%)
C
Mn
Si
Mo
<1.0
11.00~18.00
0.3~1.30
<2.50
参考焊接电流:
焊条直径(mm)
3.2
4.0
5.0
焊接电流(A)
70~90
100~140
150~180
D266耐磨焊丝
D266耐磨焊丝说明:
D266耐磨焊丝是D266耐磨焊条的升级换代产品,具有硬度更高、耐磨性更好、焊接速度更快、使用成本更低、外表成型更好的优点。特别适用于焊接工作量大和对耐磨性有更高要求的用户。
E-mail:info@
D266焊条
D266焊条说明:
D266是低氢钾型药皮的高锰钢堆焊焊接条,可交直流两用。(交流焊时,空载电压不低于70V),与d256的区别在于焊缝金属中加了钼,从而提高了抗裂及耐磨性能,堆焊时宜采用小电流,窄道焊并趁热时立即锤击或水淬,以减少裂痕倾向。堆焊金属为奥氏体高锰钢,具有加工硬化,坚韧和耐磨的特点.
焊丝的分类及特点
焊丝的分类及特点
焊丝是焊接过程中用于填充金属或同时用作导电金属的焊接材料,按照不同的分类标准,焊丝可分为多种类型。
按照焊丝的形状结构可分为实心焊丝、药芯焊丝及活性焊丝等。
其中,药芯焊丝可用于碳钢,低合金高张力钢,高强度淬火回火钢,不锈钢以及硬面耐磨钢材等的焊接。
按照适用的金属材料可分为低碳钢焊丝、低合金钢焊丝、硬质合金堆焊焊丝、铝、铜及铸铁焊丝等。
按照焊接方法可分为埋弧焊焊丝、CO2焊焊丝、钨极氩弧焊焊丝、熔化极
氩弧焊焊丝、自保护焊丝和电渣焊焊丝等。
按照焊丝类型可分为药芯焊丝、轧制焊丝、铸造焊丝、电火花冷焊丝。
市场上大多数焊丝都是轧制焊丝。
轧制焊丝的种类包括:有色金属焊丝、不锈钢焊丝、碳钢焊丝、合金结构钢焊丝、低合金结构钢焊丝等。
铸造焊丝主要用于具有特殊性能要求的手工堆焊,如高温和低温下的抗氧化性、耐磨性和耐腐蚀性。
在常温下焊接或堆焊时通常使用电火花冷焊丝。
此外,某些特定类型的焊丝具有特定的应用场景和特性。
例如,SKD11是
一种高硬度、耐磨性及高韧性的氩焊条,主要用于焊补冷作钢、五金冲压模、切模、刀具、成型模等;SKD61则主要用于锌、铝压铸模的焊接,具有良
好的耐热性、耐磨性和耐龟裂性。
以上内容仅供参考,如需更多信息,建议查阅相关文献或咨询专业人士。
耐磨焊材型号

耐磨焊材型号
耐磨焊材是一种特殊类型的焊材,通常用于增强金属零件的耐磨性,特别是在高磨损环境中。
不同应用场景可能需要不同材料的耐磨焊材。
以下是一些常见的耐磨焊材型号,但请注意具体选择可能会受到使用环境和应用的影响:
1.硬质合金焊条:包括WC硬质合金(钨碳合金)等。
这些焊条
通常在金属基体中添加硬质合金颗粒,以提高耐磨性。
2.镍基耐磨焊丝:包括ERNiCr-3、ERNiCr-Fe等。
这些焊丝通常
用于高温和腐蚀环境下,同时具有一定的耐磨性。
3.铬合金耐磨焊丝:包括ER309、ER312等。
这些焊丝中含有铬
元素,提供了较好的耐磨和耐蚀性。
4.铬铁硼合金焊条:包括FeCrB合金。
这些焊条常用于硬质合金
的焊接,提高工件的耐磨性。
5.耐磨堆焊复合板:通常包括碳化钨、钨铬铁等硬质合金颗粒与
金属基体复合而成。
这些板材通常在高磨损区域进行堆焊,以提供更好的耐磨性。
在选择耐磨焊材时,需要根据具体的应用环境、工件材料和设计需求进行考虑。
此外,还建议咨询专业的焊接工程师或材料科学家,以确保选择的耐磨焊材符合具体的技术要求和性能标准。
耐磨焊丝焊接工艺要求

耐磨焊丝焊接工艺要求随着工业技术的不断发展,耐磨焊丝在各行各业中得到广泛应用。
耐磨焊丝焊接工艺要求对焊接质量的影响至关重要。
本文将从焊接材料的选择、焊接工艺参数的确定以及焊接工艺要求的控制等方面进行探讨。
一、焊接材料的选择耐磨焊丝的选择对焊接质量有着直接的影响。
一般来说,焊丝的材料应与被焊接材料相似,具有相近的化学成分和硬度。
好的耐磨焊丝应具备高硬度、高强度、耐磨损和耐腐蚀等特点。
常见的耐磨焊丝有碳化钨焊丝、钨钛焊丝和铬钼锰焊丝等。
二、焊接工艺参数的确定1. 焊接电流和电压:焊接电流和电压的选择应结合被焊接材料的硬度、厚度和热传导性等因素进行综合考虑。
焊接电流过大会导致焊接区域温度升高过快,产生裂纹等缺陷;焊接电流过小则难以充分融化焊丝。
2. 焊接速度:焊接速度的选择应保证焊接质量和生产效率的平衡。
焊接速度过快可能导致焊缝氧化不完全或未充分融化;焊接速度过慢则可能导致过热区域扩大,引起热影响区过大的问题。
3. 焊接气体保护:焊接时应使用合适的保护气体对焊缝进行保护,防止氧化和污染。
常用的保护气体有氩气、氮气和二氧化碳等,具体选择应根据被焊接材料的特性和焊接要求进行合理搭配。
三、焊接工艺要求的控制为了确保焊接质量,还需要对焊接工艺进行严格控制。
1. 焊接前的准备工作:在焊接之前,应对被焊接材料进行充分的清洁和预热处理,以去除表面油污和氧化物,提高焊接接头的质量。
2. 焊接过程的监控:焊接过程中应严格控制焊接速度、焊接电流和电压等参数,实时监测焊接温度以及焊缝的质量,并及时调整工艺参数,以保证焊接质量。
3. 焊后处理:焊接完成后,应对焊缝进行后处理,如去除焊渣、打磨、喷漆等,使焊接接头达到预期的外观和性能要求。
结论耐磨焊丝焊接工艺要求对焊接质量至关重要。
通过合理选择焊接材料,确定适当的焊接工艺参数,以及严格控制焊接工艺要求,可以提高焊接接头的质量和耐磨性。
在实际应用中,需要根据具体情况进行调整和优化,以达到最佳的焊接效果。
耐磨焊丝的主要用途
耐磨焊丝主要用途
用途焊接时作为填充金属或同时作为导电用的金属丝焊接材料。
在气焊和钨极气体保护电弧焊时,焊丝用作填充金属;在埋弧焊、电渣焊和其他熔化极气体保护电弧焊时,焊丝既是填充金属,同时也是导电电极。
分类
1、轧制焊丝大多数焊丝属于此类,包括碳钢焊丝、低合金结构钢焊丝、合金结构钢焊丝、不锈钢焊丝和有色金属焊丝等。
2、铸造焊丝
有些合金,如钴铬钨合金,不能锻、轧和拔丝,而用铸造方法制成。
它主要用于工件表面的手工堆焊,以满足如抗氧化、耐磨损和高温下耐腐蚀等特殊性能要求。
采用连续浇注和液态挤压可制造出长达数米的钴铬钨焊丝,用于自动填丝钨极气体保护电弧焊,以提高焊接效率和堆焊层质量,同时还能改善劳动条件。
铸铁补焊有时也采用铸造焊丝。
3、药芯焊丝
用薄钢带卷成圆形或异形钢管,内填一定成分的药粉,经拉制成的有缝药芯焊丝,或用钢管填满药粉拉制成的无缝药芯焊丝。
用这种焊丝焊接熔敷效率高,对钢材适应性好,试制周期短,因而它的使用量和使用范围不断扩大。
这种焊丝主要用于二氧化碳气体保护焊、埋弧焊和电渣焊。
药芯焊丝中的药粉成分一般与焊条药皮相似。
含有造渣、造气和稳弧成分的药芯焊丝焊接时不需要保护气体,称自保护药芯焊丝,适用于大型焊接结构工程的施工。
主要应用行业:钢铁业、水泥业、发电站、矿山、制沙业、混凝土、玻璃业、大型工程机械、煤炭行业、洗煤行业、回收行业、伐木行业、化工及石油业。
典型应用案例:溜槽、筛板、输送通道、铲斗、管道、混凝土搅拌站、磨机衬板、选粉机、分离机、轮式铲斗衬板、挖掘铲斗衬板、铲斗前齿、粉尘管道、风机叶片、风机外壳等。
北京佳倍德。
高锰钢焊丝型号
高锰钢焊丝型号摘要:1.高锰钢焊丝简介2.高锰钢焊丝的型号分类3.高锰钢焊丝的应用领域4.高锰钢焊丝的特点及优势5.高锰钢焊丝的选用与使用注意事项正文:高锰钢焊丝是一种用于焊接高锰钢的专用焊材,具有良好的焊接性能和耐磨性。
它主要用于桥梁、压力容器、重型机械、矿山机械、工程机械等高强度、高耐磨的焊接结构。
根据不同的使用要求,高锰钢焊丝有多种型号可供选择。
1.高锰钢焊丝简介高锰钢焊丝是以锰为主要合金元素的高强度钢焊丝,具有高强度、高韧性、耐磨性好等优点。
根据我国标准,高锰钢焊丝的型号主要有H08MnA、H10Mn2、H10MnZA等。
2.高锰钢焊丝的型号分类(1)H08MnA型高锰钢焊丝:具有较好的塑性和韧性,适用于一般高锰钢结构的焊接。
(2)H10Mn2型高锰钢焊丝:强度较高,适用于要求较高强度的高锰钢结构的焊接。
(3)H10MnZA型高锰钢焊丝:具有较高的锰含量和较好的耐磨性,适用于磨损条件下的高锰钢结构的焊接。
3.高锰钢焊丝的应用领域高锰钢焊丝广泛应用于桥梁、压力容器、重型机械、矿山机械、工程机械等高强度、高耐磨的焊接结构。
4.高锰钢焊丝的特点及优势(1)高强度:高锰钢焊丝具有较高的强度,可提高焊接结构的承载能力。
(2)高韧性:具有良好的韧性和抗冲击性能,使焊接结构更加安全可靠。
(3)耐磨性好:高锰钢焊丝具有较好的耐磨性,可延长焊接结构的使用寿命。
(4)焊接性能好:高锰钢焊丝焊接性能优良,可满足各种焊接方法的要求。
5.高锰钢焊丝的选用与使用注意事项(1)根据焊接结构的要求,选择合适强度、韧性、耐磨性等性能的高锰钢焊丝。
(2)焊接前,应清除焊接接头上的油污、铁锈等杂物,确保焊接质量。
(3)采用合适的焊接方法,保证焊接接头的强度和性能。
(4)焊接过程中,注意控制焊接电流、电压、焊接速度等参数,避免焊接缺陷的产生。
综上所述,高锰钢焊丝具有优良的性能和广泛的应用领域。
HK耐磨堆焊药芯焊丝产品说明书
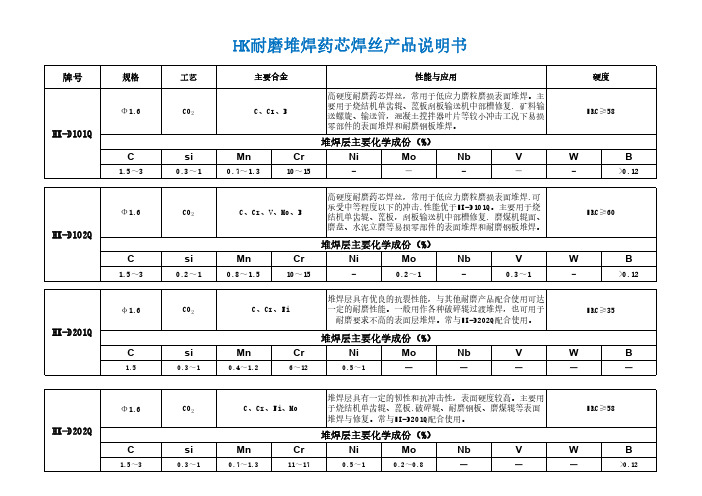
堆焊层主要化学成份(%)
Mn
Cr
Ni
Mo
Nb
V
0.7~1.3
9~14
1~2
0.3~1
0.2~0.8
—
HRC43~48
W
B
—
—
CO2
si
0.3~1
CO2
si
0.3~1
Cr、Mn、Ni、Mo、W、Nb
耐磨耐热堆焊药芯焊丝。堆焊层具有较高的强度、韧性和优 良的耐磨性。同时在高温时也有较好的耐热疲劳性能。主要 用于各种钢轧辊、热轧工作辊、支撑辊等表面堆焊。
堆焊层主要化学成份(%)
Mn
Cr
Ni
Mo
Nb
V
0.7~1.5
10~18
-
-
-
-
HRC≥60
W
B
-
>0.12
HK-D201
φ2.8~3.2
C
1.5
明弧 埋弧
si
0.5~1.3
C、Cr、Ni
堆焊层具有优良的抗裂性能,与其他耐磨产品配合使用可达 一定的耐磨性能。一般用作各种破碎辊过渡堆焊,也可用于 耐磨要求不高的表面层堆焊。常与HK-D202配合使用。
堆焊层主要化学成份(%)
Mn
Cr
Ni
Mo
Nb
V
0.8~1.5
10~15
-
0.2~1
-
0.3~1
C、Cr、Ni
Mn
0.4~1.2
Cr
6~12
堆焊层具有优良的抗裂性能,与其他耐磨产品配合使用可达 一定的耐磨性能。一般用作各种破碎辊过渡堆焊,也可用于
耐磨要求不高的表面层堆焊。常与HK-D202Q配合使用。
焊丝种类
耐磨焊丝特点;具有良好的抗磨料磨损,耐冲击磨损,耐粘着磨损(金属间磨损),耐高温磨损,耐腐蚀磨损以及抗两种类型以上复合磨损的性能。
堆焊耐磨焊丝的分类;1)按其化学成分分类可分位两大类;即铁基堆焊耐磨焊丝和非铁基堆焊耐磨焊丝。
每一大类可按其化学成分特点或显微组织,分为若干小类。
如铁基堆焊耐磨焊丝可分为高铬合金堆焊耐磨焊丝,碳化钨堆焊耐磨焊丝等,非铁基堆焊耐磨焊丝可分位钴基堆焊耐磨焊丝和镍基堆焊耐磨焊丝。
2)按焊丝结构,可分为实芯焊丝及药芯(又称管状)焊丝。
3)按采用的焊接工艺方法,可分为气保焊,埋弧焊,火焰堆焊,等离子堆焊及喷涂(焊)用堆焊耐磨焊丝。
硬质合金堆焊耐磨焊丝化学成分牌号 C Mn Si Cr Ni W Co Fe 其他堆焊层硬度HRC 用途 HS101 2.5-3.3 0.5-1.5 2.8-4.2 25-31 3-5 48-54 用于堆焊耐磨损,抗氧化或耐气蚀的部件。
HS103 3.0-4.0 ≤ 3.0 ≤ 3.0 25-32 4-6 B0.5-1.0 58-64 用于要求抗强烈磨损场合。
HS111 0.9-1.4 ≤ 1.0 0.4-2.0 26-32 3.5-6.0 余量≤2.0 40-45 堆焊高温高压阀门,热剪切刀刃,热铸模等。
HS112 1.2-1.7 ≤ 1.0 0.4-2.0 26-32 7.0-9.5 余量≤2.0 45-50 堆焊高温高压阀门,内内燃机阀,热轧辊孔型 HS113 2.5-3.3 ≤ 1.0 27-33 21-24 15-19 余量55-60 用于牙轮钻头轴承等 HS113G 3.2-3.55 ≤ 1.0 0.5-1.1 24-28 12-16 余量≤2.5 ≤54 堆焊螺旋送料器,高温热轧辊,油田钻头等 HS113Ni 1.5-2.0 0.9-1.3 24-27 11.5-13 余量0.85-1.35 37-40 用于耐气蚀,耐腐蚀性要求较高的内燃机气门,排气阀的堆焊 HS114 2.4-3.0 ≤ 1.0 ≤2.0 27-33 11-14 余量≤2.0 ≤52 堆焊牙轮钻头轴承,粉碎机叶片等 HS115 0.15-0.35 26-29 1.75-3.25 12.5-15.5 余量≤1.0 Mo5.0-6.0 ≤27 加工硬化性好,堆焊阀门,铸模和挤压模等 HS116 0.7-1.2 ≤ 0.5 ≤1.0 30-34 16-18 余量46-50 堆焊铜基合金和铝基合金的热压模,热挤压模等 HS117 2.3-2.7 ≤ 0.5 ≤1.0 31-34 ≤3.0 余量≤53 用于泵的套筒和旋转密封环,磨损面板轴承套筒的堆焊。
滚筒堆焊耐磨药芯焊丝特点

滚筒堆焊耐磨药芯焊丝特点
嘿,朋友!今天咱就来说说这滚筒堆焊耐磨药芯焊丝的特点,那可真是相当厉害啊!
你想想,那些普通的焊丝,用着用着就磨损得不行了,多让人头疼啊!可这滚筒堆焊耐磨药芯焊丝可不一样!它就像是一个超级战士,坚韧无比!比如说在一些恶劣的工作环境中,别的焊丝可能早就扛不住了,但它却能稳稳地坚守岗位,难道这还不够牛吗?
它的耐磨性简直超乎想象啊!就好比一辆经过改装的赛车,在赛道上飞速驰骋,毫无压力!每次焊接之后,那表面简直就跟新的一样,牢牢地保护着滚筒。
还记得上次我们在工厂里用它焊接那个大家伙,大家都惊叹不已,直呼厉害呢!
而且啊,它还特别容易操作!不像有些东西,搞半天都弄不明白。
它就像是一个贴心的小伙伴,只要你一上手,就能轻松搞定。
“哎呀,这也太好焊了吧!”这可是我们工人师傅常说的话。
它的适应性也超强!不管是高温还是低温,潮湿还是干燥,它都能完美适应,这多了不起啊!真的就像一个全能选手,无论什么场合都能发挥出色。
还有哦,它的焊接质量那是杠杠的!焊接处坚固得像石头一样,怎么都不会开裂。
这可给我们省了不少心啊!
总之,这滚筒堆焊耐磨药芯焊丝真的是太棒了!它就是我们工业领域的大明星,没有它还真不行!。
AWS ERFeCr-A1A耐磨焊丝

纯二氧化碳或 纯氩气
20L/min
15-20mm35cmFra bibliotekmin焊枪倾角 80°
电流类型 直流反接
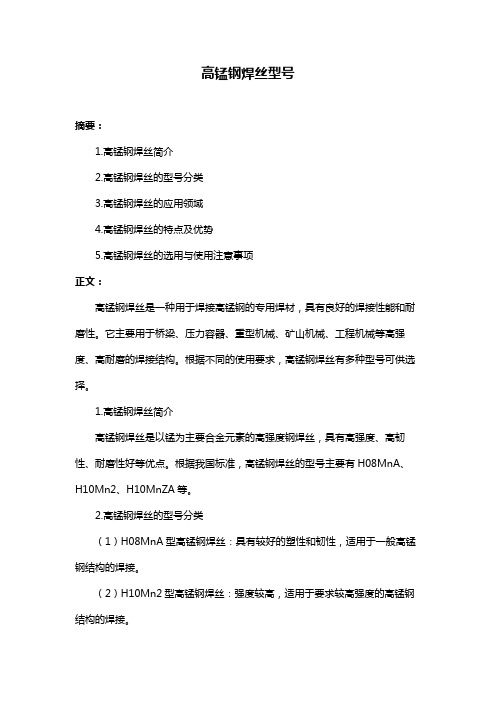
北京固本®KB-987/KB-969耐磨焊丝符合ERFeCr-A1A牌号标准
产品特点 KB-987:高铬焊丝 KB-969:高铬碳化铌焊丝
北京固本KB-987/KB-969化学成分(%)
C
Mn
Si
Cr
Mo
KB-987 3.5
4.0
1.2
22.5
0.5
KB-969 4.5
4.0
1.2
21.0
0.5
基本参数 直径:1.2mm/1.6mm 重量:15公斤 包装:盘装焊丝,内包装真空塑封袋,外包装防水纸盒 焊接工艺:二保焊/气保焊
AWS ERFeCr-A1A
AWS ERFeCr-A1A,美国焊接标准,由美国焊接协会(AWS)制定, 最新更新时间为2011年,该牌号标准文件为《AWS A5.21/A5.21M -2011》。
AWS ERFeCr-A1A 化 学 成 分
C
Mn
Si
Cr
Mo
ERFeCr-A1A 3.5-5.5 4.0-6.0 0.5-2.0 20-25 0.5
性能指数
型号 耐磨性指数 抗冲击指数 抗高温指数 裂纹指数
KB-987 KB-969
较强 较强
普通 较强
300℃ 500℃
普通裂纹 普通裂纹
焊接参数 直径 1.2mm 1.6mm
焊接电流 160-220A 220-280A
焊接电流
保护气体 保护气体流量 焊丝伸出长度 焊接速度
22-25V 22-28V
414n焊丝成分
414n焊丝成分414n焊丝是一种常用的焊接材料,具有一定的特殊成分和性能。
本文将从成分、特性、应用等方面进行介绍。
一、成分:414n焊丝的主要成分是碳、铬、镍、钼等合金元素。
其中,碳的含量较低,能够提高焊接接头的抗腐蚀性和耐磨性;铬的含量较高,能够增加焊缝的耐热性和耐腐蚀性;镍的含量适中,可以提高焊接接头的塑性和韧性;钼的含量较高,能够提高焊缝的耐高温性能。
二、特性:1. 抗腐蚀性能优异:414n焊丝中的铬元素能够形成致密的氧化铬保护层,有效防止焊缝在高温和腐蚀环境中的氧化和腐蚀;2. 耐热性能良好:414n焊丝中的钼元素具有良好的耐高温性能,能够保持焊接接头在高温环境下的稳定性;3. 高强度和韧性:414n焊丝的成分设计合理,能够提供较高的强度和韧性,使焊接接头具有良好的力学性能;4. 易于加工和焊接:414n焊丝具有较好的可塑性和可焊性,方便进行加工和焊接操作;5. 广泛的应用领域:414n焊丝广泛应用于船舶、化工、石油、电力等领域的焊接制造中,特别适用于对耐腐蚀性能和耐高温性能有较高要求的场合。
三、应用:1. 船舶制造:414n焊丝具有优异的耐腐蚀性能,适用于船舶的焊接制造,能够有效延长船舶的使用寿命;2. 化工设备:414n焊丝能够耐受化工环境中的腐蚀和高温,常用于制造化工设备的焊接接头;3. 石油行业:414n焊丝在石油行业中广泛应用,用于制造石油管道、储罐等设备的焊接接头;4. 电力工程:414n焊丝具有较好的耐热性能,适用于电力工程中高温环境下的焊接作业;5. 食品加工:414n焊丝在食品加工设备的焊接中得到广泛应用,能够确保焊接接头的安全和卫生。
414n焊丝是一种具有特殊成分和性能的焊接材料,具有优异的抗腐蚀性能、耐热性能和高强度韧性。
在船舶、化工、石油、电力和食品加工等领域有着广泛的应用。
通过合理选择和使用414n焊丝,可以提高焊接接头的质量和使用寿命,确保工程的安全和稳定运行。
ghs70焊丝 抗拉强度标准
ghs70焊丝抗拉强度标准摘要:一、引言二、ghs70 焊丝简介1.成分与特点2.应用领域三、抗拉强度标准的重要性1.影响焊缝质量2.确保结构安全四、我国相关标准规定五、结论正文:【引言】随着我国焊接技术的不断发展,对焊接材料的要求也越来越高。
其中,焊丝作为焊接过程中的重要材料,其性能直接影响到焊缝质量。
本文将针对ghs70 焊丝的抗拉强度标准进行探讨。
【ghs70 焊丝简介】1.成分与特点ghs70 焊丝是一种高品质的实芯焊丝,其主要成分为铁、碳、硅、锰、铬、钼等元素。
由于其特殊的成分,使得ghs70 焊丝具有优良的抗拉强度、耐磨性及耐腐蚀性。
在我国,ghs70 焊丝广泛应用于船舶制造、桥梁建设、压力容器等领域。
2.应用领域由于ghs70 焊丝具有优良的性能,因此在各种焊接工程中都表现出良好的焊接效果。
尤其在重要结构的焊接中,如船舶制造、桥梁建设等,ghs70 焊丝的高抗拉强度能够确保焊缝的质量和结构的安全。
【抗拉强度标准的重要性】1.影响焊缝质量焊丝的抗拉强度是衡量焊丝性能的重要指标。
抗拉强度过低的焊丝在焊接过程中容易产生焊缝断裂、焊缝气孔等问题,影响焊接质量。
因此,焊丝的抗拉强度对于保证焊缝质量具有重要意义。
2.确保结构安全焊接结构在承受外力时,焊缝的抗拉强度是保证结构安全的关键。
如果焊丝的抗拉强度不达标,焊缝在受力过程中可能发生断裂,导致结构失稳,甚至发生事故。
因此,焊丝的抗拉强度标准对于确保结构安全具有举足轻重的作用。
【我国相关标准规定】根据我国现行标准《焊接材料分类、型号和牌号》(GB/T 5293-2019),ghs70 焊丝的抗拉强度应不低于700MPa。
这一标准旨在确保焊接结构的质量和安全。
【结论】综上所述,ghs70 焊丝的抗拉强度标准对于保证焊接质量和结构安全具有重要意义。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
3、耐冲击 耐冲击性属于物理性质,耐冲击是指耐磨焊丝堆焊后 抵抗冲击负荷作用的能力。 4、耐高温 耐高温是耐磨焊丝在高温下,抗金属氧化物、熔盐和 炉气侵蚀的能力。常用抗渣性来评定,这种性质主要 取决于耐磨焊丝本身相组成物的化学特点和物理结构。 耐磨焊丝在高温900度环境下硬度不变,适用高温磨损。 5、耐腐蚀 耐磨焊丝抵抗周围介质腐蚀破坏作用的能力称为耐腐 蚀性,其性能由耐磨焊丝成分、化学性能、组织形态 等所决定。
耐磨焊丝主要用途
主要应用行业: 钢铁业、水泥业、发电站、矿山、 制沙业、混凝土、玻璃业、大型工程机械、煤炭 行业、洗煤行业、回收行业、伐木行业、化工及 石油业。
典型应用案例:溜槽、筛板、输送通道、铲斗、 管道、混凝土搅拌站、磨机衬板、选粉机、分离 机、轮式铲斗衬板、挖掘铲斗衬板、铲斗前齿、 粉尘管道、风机叶片、风机外壳等。
KB987耐磨焊丝
KB987
成分:C、Cr、Mn、Si、Mo 硬度:58-63 HRC 说明:KB987耐磨焊丝,高铬铸铁型耐磨焊丝, 硬度高达60 HRC。 用途:适用于立磨、磨辊、耐磨板、风机叶轮等。
KB980耐磨焊丝
KB980
成分:C、Cr、Mn、Si、Ni 硬度:50-58 HRC 说明:KB980耐磨焊丝,高铬焊丝。堆焊层最厚 可堆焊至30mm,不会发生脱落掉块。韧性好,不 脱落不掉块,有一定的抗冲击力。 用途:特别适用于多层堆焊及超厚堆焊。
KB914
成分:C、Cr、Mn、Ni 硬度:35-38 HRC 说明:KB914耐磨焊丝,高锰钢焊丝。超强韧性, 适用于有严重冲击的工况。锰含量达到14%。冲 击后具有快速加工硬化的热点。
用途:适用于高冲击磨损堆焊,如各种破碎机、 高锰钢轨、推土机等受冲击而易磨损部分的。
KB902耐磨焊丝
KB988耐磨焊丝
KB988
成分:C、Cr、Mn、Si、Mo、W、Nb 硬度:60-65 HRC 说明:KB988耐磨焊丝,高铬型耐磨焊丝,添加 碳化钨合金。堆焊后表面硬度高、耐磨性好,适 用于磨损严重的工况。高铬铸铁型堆焊材料的价 格,接近碳化钨堆焊材料的效果。
用途:适用于立磨、磨辊、耐磨板、风机叶轮、 螺旋、破碎机等。
KB960耐磨焊丝
KB960
成分:C、Cr、Mn、Si、Mo、W、V 硬度:52-58 HRC 说明:KB960耐磨焊丝,多元合金耐磨焊丝,兼 容性强。焊后没有裂纹,堆焊层光滑美观。堆焊 层硬度适宜进行各种机加工。 用途:常用于模具、螺旋、辊面、刃口等。
KB950耐磨焊丝
KB950
成分:C、Cr、Mn、Si、Mo、Ni、V 硬度:47-51 HRC 说明:KB950耐磨焊丝,多元合金焊丝,碳含量 低,兼容各种母材材质,焊接性好。焊后没有裂 纹,堆焊层光滑美观。
耐磨焊丝特点
1、硬度大小 耐磨焊丝硬度一般是指耐磨焊丝堆焊后的硬度, 其硬度采用HRC洛氏硬度来表示。耐磨焊丝硬度 值的大小与合金含量有关,不同的耐磨焊丝型号, 其硬度值也有差异。耐磨焊丝硬度越高,耐磨性 越强。
2、无裂纹 表面裂纹影响工件的安全使用,是一种非常危险 的工艺缺陷,应尽量避免。耐磨焊丝焊后没有裂 纹产生,可防止工件脱落和掉块,延长工件的使 用寿命。
KB999耐磨焊丝
KB999
成分:添加大量高硬度的碳化钨粒子、WC 硬度:62-68 HRC 说明:KB999耐磨焊丝属于碳化钨焊丝、硬质合 金焊丝。填充碳化钨粒子的复合焊丝,德国技术。 堆焊单层,硬度高达68 HRC。全网最耐磨的焊丝, 耐磨性超高铬铸铁3倍。
用途:特别适用于细粒磨料及极强的磨损工况, 如碎机、风机叶轮、耐磨板等应用场合中。
KB902
成分:C、Cr、Mn、Mo 硬度:24-28 HRC 说明:KB902耐磨焊丝在母材与耐磨堆焊层中间 使用,母材兼容性好。 用途:打底过渡使用。
KB190耐磨焊丝
KB190
成分:C、Cr、Mn、Si、Mo 硬度:56-61 HRC 说明:KB190耐磨焊丝,高铬型耐磨药芯焊丝, 耐磨板专用,多次改进升级。单层堆焊耐磨板, 焊后硬度61。 用途:适用于耐磨板。
THANK YOU
北京固本科技有限公司
耐磨焊丝性能特点
北京固本科技有限公司
随着焊接生产向高效率、低成本、高质量方向发
展,耐磨焊丝作为一种极有发展前途的焊接材料
及高技术产品,在焊接材料中所占的比例越来越
大。
耐磨焊丝是什么
耐磨焊丝是一种抗两种类型以上复合磨损的焊丝, 具有良好的抗磨料磨损,耐冲击磨损,耐粘着磨 损(金属间磨损),耐高温磨损,耐腐蚀磨损以 及抗两种类型以上复合磨损的性能。
KB998耐磨焊丝
KB998
成分:添加大量高硬度的碳化钨粒子,增加镍合金 含量、WC、Ni 硬度:60-63 HRC 说明:KB998耐磨焊丝、碳化钨镍焊丝,基体中 加入镍合金,适用高温工作环境。填充碳化钨粒 子的复合焊丝,德国技术。低成本的高温耐磨焊 丝,替代钴基耐磨焊丝首选。 用途:适用于单齿辊、篦板、布料溜槽、烧结机 等应用场合中。
KB968耐磨焊丝
KB968
成分:C、Cr、Mn、Si、Mo、Ni、Nb 硬度:56-61 HRC 说明:KB968耐磨焊丝,碳化铌焊丝,焊后没有 裂纹,堆焊层光滑美观。优秀的母材结合性能, 良好的韧性,不会发生掉块脱落。国内首创硬度 >60同时焊后无裂纹。
用途:常用于辊压机辊面、刮料机刀片、模具、 阀门、风机叶轮等。
用途:多元合金设计,兼容性广,结合性强,适 用各种场合。
KB937耐磨焊丝
KB937
成分:C、Cr、W 硬度:48-53 HRC 说明:KB937耐磨焊丝,铬钨耐磨焊丝,修复热 锻模专用,提高模具使用寿命。铬钨耐磨合金系, 二保焊工艺提高模具修复效率。 用途:适用于模具、热锻模等。
KB914耐磨焊丝