d047辊压机耐磨焊条
常见焊条焊丝型号牌号对照一览表

0.50
0.025
0.025
Ni0.45/0.80
390
490
22
-40℃
47
用于船舶、桥梁、高 压管道、压力容器、 锅炉、海上平台以及 其它重要结构的焊接
THJ507CuP
E5015-G
0.12
0.80/1.30
0.50
0.035
0.06/
0.12
Cu0.20/0.50
390
490
22
-30℃
THJ506-1
E5016-1
0.12
1.60
0.75
0.030
0.030
—
400
490
20
-46℃
27
适用于低温高韧性材料的全位置焊接
THJ506Fe-1
E5018-1
0.10
1.60
0.65
0.030
0.030
—
420
500/
640
22
-50℃
47
用途同THJ506-1,药皮中含有铁粉,可提高焊条熔敷 效率,工艺性能好
27(例 值)
-40℃
35(例值)
耐候钢专用焊条,用 于铁路耐候车辆的焊 接
THJ502NiCu
E5003-G
(TB)
0.12
0.30/0.90
0.40
0.030
0.030
Cu0.20/0.50
Ni0.20/0.50
420(例值)
535(例值)
2焊条,用 于铁路耐候车辆的焊 接
特点与用途
C
Mn
Si
S
P
其余
Rel/RP0.2
耐磨焊条规格型号及适用

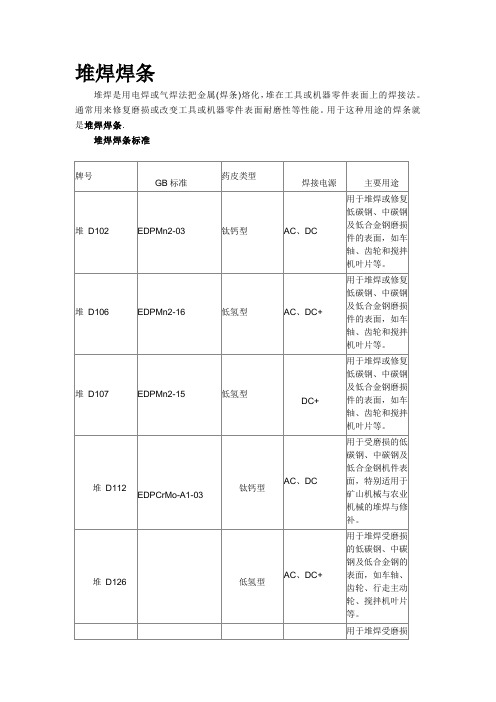
焊条规格型号的选用D102耐磨焊条型号:EDPMn2-03用途:用于堆焊或修复低碳钢、中碳钢及低合金钢磨损件,如车轴、齿轮和搅拌机叶片等。
D106耐磨焊条型号:EDPMn2-16用途:用于堆焊或修复低碳钢、中碳钢及低合金钢磨损件,如车轴、齿轮和搅拌机叶片等。
D107耐磨焊条型号:EDPMn2-15用途:用于堆焊或修复低碳钢、中碳钢及低合金钢磨损件,如车轴、齿轮和搅拌机叶片等。
D112耐磨焊条型号:EDPCrMo-Al-03用途:用于受磨损的低碳钢、中碳钢及低合金钢,特别用于矿山机械与农业机械的堆焊与修复。
D126耐磨焊条型号:EDPMn3-16用途:用于堆焊受磨损的低、中碳钢及低合金钢,如车轴、齿轮和搅拌机叶片和行走主动轮。
D127耐磨焊条型号:EDPMn3-15用途:用于堆焊受磨损的低、中碳钢及低合金钢,如车轴、齿轮和搅拌机叶片和行走主动轮。
D132耐磨焊条型号:EDPMnCrMo-A2-03用途:用于受磨损的低碳钢、中碳钢及低合金钢,特别用于矿山机械与农业机械的堆焊与修复D146耐磨焊条型号:EDPMn4-16用途:用于堆焊各种受损的碳钢件及碳钢道岔。
D156耐磨焊条用途:用于轧钢机零部件堆焊,如槽轮轧机、铸钢大齿轮、拖拉机驱动轮、支重轮和链轮节等D167耐磨焊条型号:EDPMn6-15用途:用于农业机械、建筑机械等磨损部件的堆焊,如大型堆土机、动力铲的滚轮、汽车环链等。
D172耐磨焊条型号:EDPCrMo-A3-03用途:用于堆焊齿轮、挖掘机、拖拉机刮板、深耕铧犁,矿山机械等磨损件。
D177SL耐磨焊条用途:用于焊接单层或多层各种渗铝钢受磨损件,如电站渗铝钢锅炉省煤器管等。
D202A耐磨焊条用途:用于碳钢和低中合金钢轧钢机零部件的堆焊,如槽轮轧机、铸钢大齿轮等D202B耐磨焊条用途:用于单层或多层堆焊各种受磨损的零部件,如齿轮、挖斗、矿山机械等。
D207耐磨焊条型号:EDPCrMnSi-15用途:用于堆焊堆土机刀刃板、螺旋桨等磨损零件。
辊压机挤压辊辊面耐磨焊丝ZD501的研究及应用

近两 年水 泥企 业竞 争异 常 激烈 ,水 泥 价格 大 幅 下滑 ,水 泥企 业 已经进 入微 利润 时代 ,各 个 厂家 为
了提高利润 ,在水泥粉磨中想尽办法少用熟料 降 低 水 泥成本 ,现在混 合 材 的加 入 比例 不断 增加 ,其 中钢 渣 、水 渣 的加 入 量 也 非 常 高 ,有 的企 业 超 过
MD 0 焊 丝 的金 相显 微 照 片如 图3 图4 51 和 ,从 两
图中可 以看 出熔 敷金 属 中碳 化物 的分 布状 态 和金相
组织 。
材料优 良的耐磨性 ,又要有 良好的抗冲击抗剥落性 能,所 以Z 5 1 D 0 焊丝采用的是多元合金强化理论来 研 制 ,既 提 高 耐磨 性 ,又增 强 抗 冲 击 和 抗 剥 落 性
辊压机挤压辊辊面耐磨焊丝Z 5 D 的研究及应用 0 1
李军伟 王 欣 尼军杰 郑州机械研 究所 (5 0 1 400 )
摘 要 通 过试验对 比和实际使用效果对 比可以看 出,Z 5 1 D 0 焊丝 的耐 磨性和抗 冲击 剥落性能 明显优 于 MD 0 焊丝 , Z 5 1 51 D 0 焊丝耐磨性的提高不是通过增加 材料的硬度来提高 的 ,而是 通过优化熔敷金属 的微观组
2 %。 由于 混合 材 的大量 加入 ,混 合材 的易磨 性又 0 非 常差 ,导 致辊 压机 挤压 辊辊 面磨 损非 常 快 。笔者
研 究 了多 家 大 型 水 泥企 业 辊 压 机 挤 压 辊 近 五 年 的
实验性能做一下 比较 。 按 照 国家标 准用 两 种焊 丝 在相 同 的焊 接工 艺条 件下 分别 制 作标 准试 块 ,然后 检测 其性 能 。
从 表 1 以看 出 ,两 种材 料 的硬 度 都在 6 HRC 可 0 左 右 ,MD 0 焊丝 略 高一 点 。如果 在单 层 堆焊 的情 51 况 下 能够 保 证 堆焊 后 辊 面硬 度 > 5 C,使 辊 面 既 5 HR 有一 定耐 磨 性 ,又能 抗 冲击 和抗 剥落 ,都 能满 足辊 压机 挤压 辊对 辊 面耐 磨性 和抗 冲击 性 的要求 。
常用焊条说明及用途

焊条及其使用碳钢焊条牌号说明:碳钢焊条适用于碳钢和低强度的低合金钢的焊接。
选择焊条依据钢材的化学成分、力学性能、抗裂性能的要求,同时考虑焊接结构、钢板厚度、工作条件、受力情况、焊机性能等因素综合分析。
必要时,做焊接试验,制订相应的工艺措施,再确定选用焊条。
⒈碳钢的焊接一般选用与钢材强度等级相对应的焊条,同时考虑结构复杂、厚板、刚度大、动负荷、可焊性差的,一般选用塑性好、冲击韧性高、抗裂性能好的低氢型焊条。
对焊接位置有特殊要求的,采用相应专用焊条,如立向下焊条、打底焊条等。
为提高焊接效率可选用铁粉型焊条。
⒉对焊缝冷却速度快、强度增高、焊缝易产生裂纹的,此时可选用比母材强度低一级的焊条;低碳钢与低合金钢之间的异种钢焊接,一般选用与强度等级低的钢材相应的焊条,并且考虑低合金钢因素,以选用低氢型为宜。
⒊对于中碳钢的焊接,由于钢材含碳量较高,增大了焊接裂纹倾向,一般选用低氢型焊条并采用预热、缓冷等方法及相适应的焊接工艺等措施。
⒋铸钢可焊性差,一般含碳量较高,工件厚大,结构复杂,极易产生焊接裂纹,当铸钢合金元素多时,就更为突出。
一般选用低氢型焊条,并采取预热、缓冷等方法及相应的焊接工艺等措施。
⒌为保证焊接质量,对工件焊口应清理干净,不准有油污、铁锈、水分、油漆及污物等,对使用低氢型焊条尤为重要。
⒍对低氢型焊条,焊前焊条须经350℃烘焙1h,并随烘随用,否则易产生气孔、夹渣、裂纹等缺陷。
纤维素焊条一般不需烘焙,若受潮,按说明书规定温度焊前烘焙,但温度过高将破坏焊条的焊接工艺性能。
⒎说明书中规定的焊接电流为参考值,实际操作中应具体掌握,如工件预热,可比正常电流低5%~15%;立焊和仰焊比平焊的电流小10%~15%;采用直流时可比交流减小10%左右。
在使用直流焊机时,注意说明书规定焊接所阶级性,否则影响焊接工艺。
⒏对低氢型焊条一般不应反复烘焙,防止药皮酥脆、脱落。
J421J421FeJ421Fe16J421XJ422J422GMJ422Fe J422Fe16 J423J424J425J426J427J501FeJ501Fe15J501Fe18 J502J503J505J506J506Fe J506Fe-1 J506Fe18J506HJ506D J506XJ507J507FeJ507Fe16J507HJ507D J507X碳钢焊条简明表牌号国家标准美国标准作用及用途J421 E4313 E6013 焊接低碳钢结构,特别适于薄板小件及要求焊缝表面美观和光洁的盖面焊。
各种焊条化学成份及力学性能

各种焊条化学成份及力学性能(一)碳钢焊条格式如下:焊条牌号标准型号gb/t5117,aws.a5.1 主要用途及特点熔敷金属化学成分(%) 力学性能纯铁焊条—主要用途及特点:以微碳纯铁为焊芯的纯铁焊条。
具有抗高温氢、氮、氨腐蚀能力。
抗裂性能良好,直流反接,可作要求抗裂而不要求等强度的焊接或过渡层。
c≤0.04,mn+si≤1.0,s≤0.03,p≤0.03。
—j350/j357 —以微碳纯铁为焊芯的纯铁焊条。
具有抗高温氢、氮、氨腐蚀能力。
抗裂性能良好,直流反接,专用于微碳纯铁氨合成塔内件的焊接,也可作要求抗裂而不要求等强度的焊接或过渡层。
c≤0.04,mn0.20/0.50,si0.20/0.50,al≤0.05,s≤0.015,p≤0.015。
σb≥340mpa,δ5≥22%,akv≥80j(常温)。
j421、e4313 e6013 焊接低碳钢结构,焊接工艺性能优良,尤其适宜薄板小件间断焊和表面光洁的盖面焊。
c≤0.07,mn≤0.40,si≤0.20,s≤0.035,p≤0.040 σb≥420mpa,σs≥330mpa,δ5≥17%,akv≥75j(常温)j421x、e4313 e6013 适用于薄板立向下焊及间断焊。
c≤0.08,mn≤0.50,si0.25,s≤0.035,p≤0.040 σb≥420mpa,σs≥330mpa,δ5≥17%,akv≥70j(0℃)j421fel6 e4324、e6024 适用于低碳结构和要求表面光洁的平焊平角焊的盖面焊,熔敷效率达160% c≤0.12,mn,0.40,si,0.20,s≤0.035,p≤0.040 σb≥420mpa,σs≥330mpa,δ5≥17%,akv≥60j(常温)j421z e4324、e6024 熔敷效率160%的重力焊条,化学成分、力学性能与j421fe16一样,c≤0.12,mn,0.40,si,0.20,s≤0.035,p≤0.040 σb≥420mpa,σs≥330mpa,δ5≥17%,akv≥60j(常温)j422 e4303 焊接较重要的低碳钢结构和强度等级相当的低合金钢结构c≤0.12,mn,0.40,si,0.18,s≤0.035,p≤0.040 σb≥420mpa,σs≥330mpa,δ5≥22%,akv≥47j(-20℃)j422fe e4303 适用于较重要的低碳钢结构的焊接,可提高熔敷效率,化学成分、力学性能同j422 c≤0.12,mn0.40,si0.18,s≤0.035,p≤0.040 σb≥420mpa,σs≥330mpa,δ5≥22%,akv≥47j(-20℃) j422fe16 e4323 用于焊接较重要的低碳钢结构和强度等级相当的低合金钢结构的焊接,熔敷效率达160% c≤0.12,mn0.40,si0.20,s≤0.035,p≤0.040 σb≥420mpa,σs≥330mpa,δ5≥22%,akv≥47j(-20℃)j422crcu e4303 耐候钢专用焊条,用于12mncrcu等耐候钢焊接,具有良好的耐大气腐蚀性能c≤0.12,mn0.40,si0.20,s≤0.035,p≤0.040,cr0.40,cu0.30 σb≥420mpa,σs≥340mpa,δ5≥17%,a kv≥47j(-20℃)j422cucrni e4303 耐候钢专用焊条,用于09crp、09cupre,09cucrni等耐候钢焊接,具有良好的耐大气腐蚀性能c≤0.12mn,0.40,si0.20,s≤0.035,p≤0.040,cr≤0.60,cu0.40,ni≤0.5 σb≥420mpa,σs≥330mpa,δ5≥22%,akv≥27j(0℃)j423 e4301 可焊接较重要的低碳钢结构,c≤0.12,mn0.40,si0.16,s≤0.035,p≤0.040 σb≥420mpa,σs≥330mpa,δ5≥22%,akv≥47j(0℃)j425 e4311 用于低碳钢薄板结构的立向下焊专用焊条,c≤0.20,mn0.40,si0.25,s≤0.03,p≤0.040 σb≥420mpa,σs≥330mpa δ5≥22%,akv≥27j(-30℃)j426 e4316 用于重要的低碳钢和低合金钢的结构焊接,如09mn2等。
堆焊焊条
EDW-A-15
低氢型
DC+
用于堆焊耐岩石强烈磨损之机械零件,如混凝土搅拌机叶片、推土机和泵浦叶片、挖泥机叶片、高速混砂箱等。
堆D802
EDCoCr-A-03
钛钙型
AC、DC+
堆焊层金属在850℃仍保持良好的耐磨性和耐腐蚀性能。分别适用于高温高压阀门及热剪切刃具、高压泵的轴套筒、粉碎机的刃口、锅炉的旋转叶轮等…
堆D172
EDPCrMo-A3-03
钛钙型
AC、DC
用于堆焊齿轮、挖泥斗、拖拉机刮板、深耕铧犁、矿山机械等磨损件。
堆D207
EDPCrMnSi-A1-15
低氢型
DC+
用于堆焊推土机刀片,螺旋桨等磨损零件。
堆D212
EDPCrMo-A4-03
钛钙型ACຫໍສະໝຸດ DC用于单层或多层堆焊各种受磨损的机件表面,如齿轮、挖斗、矿山机械等。
堆D277
EDCrMn-B-15
低氢型
DC+
适用于堆焊水轮机受气蚀破坏的零件,如水轮机的叶片、导水叶等,同时也适用于要求耐磨性及韧性高的高锰钢制件的堆焊,如铁路道岔、螺旋输送机构、推土机刀片、抓斗、破碎刃等。
堆D286A
EDMn-B-16
低氢型
AC、DC+
适用于高锰钢堆焊,是铁路高锰钢轨,道岔堆焊修复的专用焊条,也可用于各类破碎机、推土机等受冲击面--磨损部位的堆焊。
堆D286B
EDMn-B-16
低氢型
AC、DC+
适用于高锰钢堆焊,是铁路高锰钢轨,道岔堆焊修复的专用焊条,也可用于各类破碎机、推土机等受冲击面--磨损部位的堆焊。
堆D307
EDD-D-15
堆焊耐磨焊条焊接方法与技巧
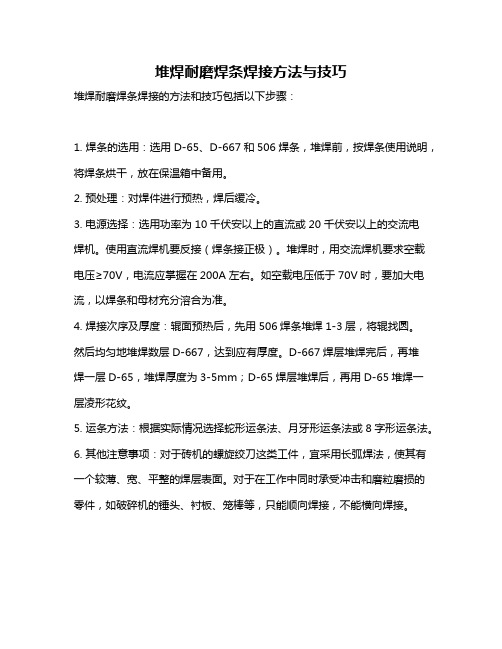
堆焊耐磨焊条焊接方法与技巧
堆焊耐磨焊条焊接的方法和技巧包括以下步骤:
1. 焊条的选用:选用D-65、D-667和506焊条,堆焊前,按焊条使用说明,将焊条烘干,放在保温箱中备用。
2. 预处理:对焊件进行预热,焊后缓冷。
3. 电源选择:选用功率为10千伏安以上的直流或20千伏安以上的交流电
焊机。
使用直流焊机要反接(焊条接正极)。
堆焊时,用交流焊机要求空载电压≥70V,电流应掌握在200A左右。
如空载电压低于70V时,要加大电流,以焊条和母材充分溶合为准。
4. 焊接次序及厚度:辊面预热后,先用506焊条堆焊1-3层,将辊找圆。
然后均匀地堆焊数层D-667,达到应有厚度。
D-667焊层堆焊完后,再堆
焊一层D-65,堆焊厚度为3-5mm;D-65焊层堆焊后,再用D-65堆焊一层凌形花纹。
5. 运条方法:根据实际情况选择蛇形运条法、月牙形运条法或8字形运条法。
6. 其他注意事项:对于砖机的螺旋绞刀这类工件,宜采用长弧焊法,使其有一个较薄、宽、平整的焊层表面。
对于在工作中同时承受冲击和磨粒磨损的零件,如破碎机的锤头、衬板、笼棒等,只能顺向焊接,不能横向焊接。
以上是堆焊耐磨焊条焊接的方法和技巧,仅供参考,建议咨询专业人士获取更准确的信息。
各种型号耐磨合金堆焊焊条

各种型号耐磨合金堆焊焊条各种型号耐磨合金堆焊焊条铸造碳化钨气焊条不锈钢焊条铸铁焊条等(ID:4378084)型号使用电流用途 HRCD172交直流用于堆焊齿轮、挖泥斗、拖拉机刮板、深耕铧犁、矿山机械等磨损件≧40D212交直流用于单层或多层堆焊各种受磨损的机件表面≧50D256交直流适用于各种破碎机、高锰钢轨、戽斗、推土机等受冲击而易磨损部分的堆焊HB≧170D276交直流用于堆焊水轮机受气蚀破坏的零件,如水轮机的叶片导水叶等。
同时也适用于要求耐磨性高的高锰钢制件的堆焊,如铁路道岔、螺旋输送机构、推土机刀片、抓斗、破碎刃等≧20D286直流锰铬钢焊条具有承受强烈冲击载荷能力。
主要用于破碎机锰钢件的堆焊修补.如雷蒙磨辊,破碎机鄂板及高锰钢件.≧50河北东方合金耐磨焊条有限公司D296直流锰铬硼焊条比D286硬度更高..广泛应用于电力、水泥、钢铁、矿山、石油、化工、铁路、船舶等行业。
如雷蒙磨辊,破碎机鄂板及高锰钢钢件和各种碳钢件的堆焊修补.≧55D307直流可在中碳钢(如45、45Mn钢)制成的刀具毛坯上堆焊刃口以达到代替整体高速钢的目的,还可用来堆焊修复磨损的刀具及其他工具≧55D036直流主要用于制造和修复冲模(在碳钢基体上堆焊形成冲模刃口可代替模具钢)并可修复要求耐磨性能较好的机械零件。
≧55DMn18直流该焊条是Mn18Gr9锰铬合金堆焊焊条,耐冲击耐磨效果更好。
主要用于高锰钢易损件修补如:破碎机锤头、鄂式破碎机齿板、球磨机补板、铁路道岔等的焊接和修复≧30Z117直流高钒铸铁焊条.焊缝组织形成以铁素体为基体以及弥散状矾碳化物钢组织.具有较好的抗裂性能.主要用于铸铁件缺陷的焊补.如汽车缸体、机架齿轮箱、也可焊补高强度铸铁件和球墨铸铁件。
焊件无需预热,并可切削加工。
DR40直流热锻模堆焊焊条加工性能好堆焊金属在900度仍能保持良好的抗热疲劳性.主要用于堆焊铸钢或锻钢作坯体的热锻模并可用于修复5铬锰钼、5铬镍钼、5铬镍硅钨钢制作的旧锻模。
模具维修焊条使用规范
HRC 52-55 HRC 57-59 HRC 57-59 HRC 57-59 HRC 54-57 HRC 45 台湾 日本
各种焊条的特点及焊接注意事项
序号 1 牌号 CHE 507 CHE 422 特 点 焊接方法及注意事项 ⒈焊前焊条须经350℃烘焙1小时,随烘随用。 ⒉焊前必须对焊件清除油、锈、水份等杂质。 ⒊采用短弧操作,窄道焊方法。 具有优良的塑性、韧性和抗裂性能,焊 接工艺性能优良、飞溅少、成型美观、脱渣 容易 具有优良的焊接工艺性能,电弧稳定, 焊道美观、飞溅少,交直流两用。可进行全 位置焊接 Z408是镍铁合金焊芯,强还原性石墨药 皮的铸铁焊条,具有强度高、塑性好、线膨 胀系数低等特点。抗裂性对灰口铸铁与Z308 差不多,但对球墨铸铁则比Z308强,对含磷 量高(0.2%P)的铸铁,也具有良好的效果, 切削加工性能比Z308和Z508稍差。
模具焊条使用规范
模具焊条的通用用途
序号 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 牌 号 类 型 用 途 硬 度 产地 CHE 507 CHE 422 Z408 G241 NH-10S NH-100S
CARBOTRODE92
结构钢焊条 普通碳钢焊条 铸铁焊条 铸铁直接堆焊焊条 铸铁直接堆焊焊条 拉延筋堆焊专用焊条 铸铁焊条 高硬度钢接合用 硬面制作打底用 钛钙型药皮的不锈钢焊 条
40~70
—
—
—
—
25~50
—
—
—
Φ2.5
70-110
60~100
—
—
—
—
50~80
—
—
—
Φ2.6
—
—
—
70~90
d417耐磨焊条

D417是低氢钠型药皮的铬钼钨钒焊条,采用直流反接,具有良好的工艺性、耐磨性,也具有良好的抗裂性。
堆焊层硬度:HRC>55
堆焊金属化学成分(%)
C
Si
Mn
Cr
0.5~0.9
<0.80
<0.60
3.0~5.0
参考焊接电流:
焊条直径(mm)
3.2
4.0
5.0
焊接电流(A)
Si
Mn
C
1.6~2.0
<1.80
<7.0
4.0~6.0
耐磨焊丝与耐磨焊条的区别
耐磨焊丝
耐磨焊条
备注
焊接速度
5.5公斤/小时
2.3公斤/小时
材料浪费率
2%
35%
D417耐磨焊条,D417耐磨焊丝
北京固本科技有限公司
地址:北京市海淀区中关村南大街9号
E-mail:info@
90~120
160~190
190~230
D417耐磨焊丝
D417耐磨焊丝说明:
D417耐磨焊丝是D417耐磨焊条的升级换代产品,具有硬度更高、耐磨性更好、焊接速度更快、使用成本更低、外表成型更好的优点。特别适用于焊接工作量大和对耐磨性有更高要求的用户。
堆焊层硬度:HRC>60
堆焊金属化学成分(%)
C
耐磨焊条的用途

耐磨焊条的用途耐磨焊条是一种特殊的焊接材料,主要用于在耐磨环境下进行焊接工作。
它的主要用途是在需要抵御磨损的场合进行焊接,如矿山设备、冶金设备、建筑机械等领域。
耐磨焊条在矿山设备中的应用非常广泛。
在矿山中,各种矿石、矿砂等物料经过不断的破碎、磨矿、筛分等过程,设备的磨损非常严重。
而耐磨焊条能够有效地对矿山设备进行修复和加固,延长设备的使用寿命,提高生产效率。
耐磨焊条在冶金设备中也有重要的应用。
在冶金过程中,高温、酸碱等因素会对设备造成严重的腐蚀和磨损。
而耐磨焊条能够在这样的恶劣环境下保持较好的焊接性能,使设备能够维持正常的运行状态。
耐磨焊条还广泛应用于建筑机械领域。
在建筑工地上,各种起重机、混凝土泵车等设备需要在各种恶劣的施工环境下进行工作。
这些设备面临着各种磨损和冲击,而耐磨焊条能够有效地修复和加固这些设备,提高它们的使用寿命和安全性能。
耐磨焊条的使用还能在一定程度上减少设备的维护成本。
由于耐磨焊条具有很好的耐磨性能,它能够在一定程度上减少设备的磨损,延长设备的使用寿命,从而减少了设备的维护和更换成本。
这对于一些长期运行的设备来说,尤为重要。
耐磨焊条还能为各种特殊行业提供定制化的解决方案。
不同行业对耐磨焊条的要求不同,比如在某些行业中需要焊接材料具有耐高温、耐酸碱等特性,而在另一些行业中则需要焊接材料具有高强度、耐磨损等特性。
耐磨焊条能够根据不同行业的需求进行定制化生产,满足各行业的特殊需求。
总的来说,耐磨焊条是一种非常重要的焊接材料,它在各个领域都有着广泛的应用。
无论是在矿山设备、冶金设备、建筑机械,还是在其他特殊行业中,耐磨焊条都能够发挥其独特的优势,延长设备的使用寿命,提高设备的性能和安全性。
同时,耐磨焊条还能为各行业提供定制化的解决方案,满足不同行业的特殊需求。
因此,耐磨焊条在工程领域中的用途是不可忽视的。
辊压机堆焊施工标准

36
电焊焊把钳
含龙头线
66
送丝轮
林/全自动
7
横梁2米
37
碳棒抢(全套)
含龙头线气管
67
铜涡轮(送丝机配件)
林/全自动φ2.4
8
竖梁1米
38
碳棒抢
68
铁丝
9
胶木连接块/支架
含螺丝
39
碳棒
69
电焊面罩
10
水冷直枪管上接
40
胶布
70
气管
吹垃圾用
11
水冷直枪管下接
41
焊条
422
71
白玻璃
12
行程开关
焊丝3
25
托线盘
55
电焊手套
85
焊丝4
26
氧乙气管、表
切割,加温用
56
护脚套
86
短电弧设备
离线修复
27
螺丝刀
一字、十字
57
排风扇
87
车床
离线修复
28
活动扳手
58
配电箱
88
热处理炉
离线修复
29
老虎钳
59
打碳棒电焊机
89
焊接工位
离线修复
30
榔头
60
气保焊机
90
林肯焊机
离线修复
3、材料
A、在线修复的材料
1、SDK1076 ……………………………………打底层、长肉层、过渡层
3、SDK1025…………………………………………………………过渡层
4、SDK1077…………………………………………………………工作层
5、SDK1032……………………………………………………棱条或网格
堆焊焊条的型号与用途说明
堆焊焊条的型号与用途说明D577堆焊焊条型号:EDCrMn-C-15用途:用于510℃以下中温高压阀门密封面,在闸阀中与D507Mo配合使用耐磨性能更好。
D582堆焊焊条用途:用于阀门密封面堆焊。
D608堆焊焊条型号:EDZ-A1-08用途:用于农业机械、矿山设备等承受砂粒磨损与轻微冲击的零部件。
D618堆焊焊条用途:用于堆焊随受较轻冲击载荷、但要求具有较好的抗磨损的耐磨件,如锤击式磨煤机锤头等。
D628堆焊焊条用途:用于堆焊承受较轻微冲击载荷,但要求具有良好的抗磨料磨损的耐磨件,如锤击式磨煤机锤头等。
D632A堆焊焊条用途:用于堆焊要求具有良好的耐腐蚀性、耐磨料磨损性或常温、高温耐磨耐腐蚀性的零部件,如喷粉机、掘沟机、辗路机、锤头等。
D638堆焊焊条用途:用于堆焊要求具有良好的抗耐磨料磨损性能的耐磨件,如料斗、铲刀刃、泥浆泵、锤头等。
D638Nb堆焊焊条用途:主要用于受耐磨料磨损严重部件及高温磨损部件的修复。
D642堆焊焊条型号:EDZCr-B-03用途:用于常温和高温耐磨耐腐蚀工作条件的零部件,如水轮机叶片、高压泵零件、高炉料钟等。
D646堆焊焊条型号:EDCr-B-16用途:用于常温和高温耐磨耐腐蚀工作条件的零部件,如水轮机叶片、高压泵零件、高炉料钟等。
D656堆焊焊条型号:EDZ-A2-16用途:用于中等冲击情况下主要受磨料磨损的耐磨腐蚀件、如混凝土搅拌机、高速混沙机、螺旋送料机以及工作温度不超过500℃的高炉料钟、矿石破碎机、煤孔挖掘机等。
D658堆焊焊条用途:用于磨损严重的零部件及高温磨损部件。
D667堆焊焊条型号:EDZCr-C-15用途:用于堆焊要求耐强烈磨损、耐腐蚀和耐气蚀的场合,如石油工业中离心裂化泵轴套、矿山破碎机、零件及柴油机引擎上的气门盖等。
D678堆焊焊条型号:EDZ-131-08用途:用于矿山机械和破碎机零部件等受磨料磨损部件的堆焊。
D680/D687堆焊焊条型号:EDZCr-D-15用途:用于强烈磨损的场合,如牙轮钻头小轴、煤孔挖掘机、提升斗、破碎机辊、泵框筒、混合气叶片等。
什么耐磨焊条质量好

什么耐磨焊条质量好首先耐磨焊条的型号是从D107到D968 ,其中以D812、D968的质量较好。
D107堆焊层金属类型1Mn3 22 用于堆焊或修复低碳钢、中碳钢及低合金钢磨损件的表面,如车轴、齿轮和搅拌机叶片等。
D112堆焊层金属类型2Cr1.5Mn 22 用于受磨损的低碳钢、中碳钢或低合金钢表面堆焊,特别适合于矿山机械与农业机械磨损件的堆焊与修复。
D127堆焊层金属类型1Mn4Si 28 用于堆焊受磨损的中、低碳铜或低合金钢的表面,如车轴、齿轮、搅拌机叶片等。
D132堆焊层金属类型4Cr2Mo 30 用于受磨损的低、中碳钢或低合金钢体表面堆焊,特别适宜于矿山机械与农业机械磨损件的堆焊与修复。
D172堆焊层金属类型4Cr2Mo 40 用于堆焊齿轮、挖泥斗、拖拉机刮板、矿山机械等磨损件。
D212 :钛钙型药皮的铬钼型焊条,交直流两用,适于单层或多层堆焊各种受磨损的机件,如齿轮、挖斗、矿山机械等。
熔敷金属硬度HRC≥55。
高锰钢耐磨焊条: 高锰钢焊条执行的是国家《GB984-85 堆焊焊条》标准,此焊条加工硬化性特别高,堆焊后硬度不高,为HB≥170,但经加工硬化后可达HB≥450-500。
适用于严重冲击载荷和金属间磨损工作,如破碎机鄂板、锤头、铁轨道岔等高锰钢件的堆焊。
其中有钼提高了抗裂性及耐磨性能。
要焊后趁红热立即锤击或水淬以减少裂纹。
堆焊高锰钢件要先将磨损处疲劳层铲除。
D256 :低氢钾型药皮的高锰钢焊条,交直流两用。
适用于各种破碎机、高锰钢轨、戽斗、推土机等受冲击而易磨损部位的堆焊。
D266堆焊层金属类型Mn13Mo2 HB170 用于各种破碎机、高锰钢轨、推土机等受冲击而易磨损部分的堆焊。
D276堆焊层金属类型2Mn13Cr13 20 用于堆焊水轮机受气蚀破坏的零件,如水轮机的叶片导水叶等。
同时也适用于要求耐磨及韧性高的高锰钢制的堆焊,如螺旋输送机构、推土机刀片、抓斗、破碎刃等。
模具电焊条: 用于制造和修复冲模及各种大中型冲裁修边模的剪切刃口的模具堆焊和修复。
耐磨焊条型号参数对照表

序号 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26
产品名称
品牌
型号
规格(mm) 药皮类型 3.2 石墨型 石墨型 石墨型 石墨型 石墨型 石墨型 石墨型 石墨型 石墨型 石墨型 石墨型 石墨型
焊接电源 DC/AC 90-120A DC/AC 160A DC/AC 210A 120170-
具有良好的抗磨料磨损,耐冲击磨 焊前对工件进 损,耐粘着磨损(金属间磨损), 承受磨损的机械 行适当预热, 耐高温磨损,耐腐蚀磨损以及抗两 工件和矿山设备 焊后缓冷 种类型以上复合磨损的性能
具有良好的抗磨料磨损,耐冲击磨 焊前对工件进 损,耐粘着磨损(金属间磨损), 承受磨损的机械 行适当预热, 耐高温磨损,耐腐蚀磨损以及抗两 工件和矿山设备 焊后缓冷 种类型以上复合磨损的性能
DC/AC 90-130A DC/AC 180A DC/AC 230A 130180-
航海
新钨铬硼 4.0 5.0 3.2
DC/AC 70-120A DC/AC 180A DC/AC 220A 140180-
模具专用焊条分类及使用

设计切刃焊接
TM-11Cr TC-8A TC-8B
2~3层(第一层使用506或507作过渡层,2~3层使用前面所列刃口焊条)
合金钢
合金工具钢 (如:Cr12MoV)
成形零件
TM-11Cr
200~250℃
2~3层 (焊接后需加热到300℃后随炉缓冷)
铸造合金钢 (如:空冷钢7CrSiMnMoV)
冲压模具焊条的使用分类
基体材料
钢种
工作用途
电弧焊条
预热
多层焊接
铸铁
灰口铸铁 (如:HT300) 球墨铸铁 (如:QT600) 钼铬铸铁 (MoCr)
设计形状焊接
Z408镍铁合金
钼铬铸铁:200℃ 有气孔的铸铁,焊接部位加热到800℃,清除油、水等杂质
2层以上
防止磨损的R部位及拉延筋焊接
Z408镍铁合金 TM-2000
成形零件
TM-11Cr
200~250℃
2~3层 (焊接后需加热到300℃后随炉缓冷)碳素钢碳素结构钢Fra bibliotek(如:45钢)
成形零件
TM-11Cr D17
250~300℃
2~3层
碳素工具钢 (如:T10A)
成形零件
TM-11Cr D17
250~300℃
2~3层
磨煤机磨辊轴承检修培训
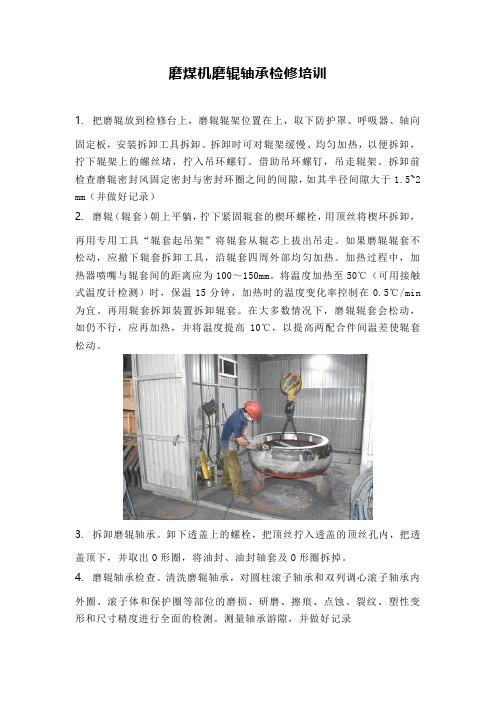
磨煤机磨辊轴承检修培训1.把磨辊放到检修台上,磨辊辊架位置在上,取下防护罩、呼吸器、轴向固定板,安装拆卸工具拆卸。
拆卸时可对辊架缓慢、均匀加热,以便拆卸,拧下辊架上的螺丝堵,拧入吊环螺钉。
借助吊环螺钉,吊走辊架。
拆卸前检查磨辊密封风固定密封与密封环圈之间的间隙,如其半径间隙大于1.5~2 mm(并做好记录)2.磨辊(辊套)朝上平躺,拧下紧固辊套的楔环螺栓,用顶丝将楔环拆卸,再用专用工具“辊套起吊架”将辊套从辊芯上拔出吊走。
如果磨辊辊套不松动,应撤下辊套拆卸工具,沿辊套四周外部均匀加热。
加热过程中,加热器喷嘴与辊套间的距离应为100~150mm。
将温度加热至50℃(可用接触式温度计检测)时,保温15分钟,加热时的温度变化率控制在0.5℃/min 为宜。
再用辊套拆卸装置拆卸辊套。
在大多数情况下,磨辊辊套会松动,如仍不行,应再加热,并将温度提高10℃,以提高两配合件间温差使辊套松动。
3.拆卸磨辊轴承。
卸下透盖上的螺栓,把顶丝拧入透盖的顶丝孔内,把透盖顶下,并取出O形圈,将油封、油封轴套及O形圈拆掉。
4.磨辊轴承检查。
清洗磨辊轴承,对圆柱滚子轴承和双列调心滚子轴承内外圈、滚子体和保护圈等部位的磨损、研磨、擦痕、点蚀、裂纹、塑性变形和尺寸精度进行全面的检测。
测量轴承游隙,并做好记录5.磨辊轴承检查。
清洗磨辊轴承,对圆柱滚子轴承和双列调心滚子轴承内外圈、滚子体和保护圈等部位的磨损、研磨、擦痕、点蚀、裂纹、塑性变形和尺寸精度进行全面的检测。
测量轴承游隙,并做好记录6.轴承存在严重磨损、裂纹等缺陷时应当更换轴承。
更换轴承时,应当准备好千斤顶等专用工器具。
首先先将专用工器具安装在棍芯上,把千斤顶架在磨辊轴上,使用千斤顶将磨辊轴取出。
拆除双列调心滚子轴承时可使用气割等方式,但是需注意不可伤到筒壁。
拆除双列调心滚子轴承后使用千斤顶将圆柱滚子轴承顶出。
取下磨辊轴上的圆柱滚子轴承内圈与轴套时可先对其进行加热,加热过程中加热器喷嘴与其距离应在100-150mm,在加热过程中可使用铜棒轻微敲打将轴套与轴承内圈取出。
耐磨焊条系列
D237铬钼矾钢堆焊耐磨焊条EDPCrMoV-A1-15
铬钼矾钢堆焊焊条,采用直流反接。用于堆焊受泥沙磨损和气蚀破坏的水利机械、挖掘斗、矿山机械零部件等。硬度:≥50
D246堆焊焊条EDPCrSi-B
堆焊焊条,交直流两用用于堆焊常温及非腐蚀条件下,带有磨料磨损和冲击载荷条件下工作的零部件,如矿山、工程、农业、制砖、水泥、水利等机械的易磨损件。
堆焊层硬度≥22度。
D107低合金锰钢堆焊耐磨焊条EDPMn2-15
普通低中锰钢堆焊焊条,采用直流反接,电弧稳定,脱渣容易。用于堆焊或修复低碳钢、中碳钢及低合金钢磨损件,如车轴、齿轮和搅拌机叶片等。
堆焊层硬度≥22度。
D112铬钼钢堆焊焊条EDPCrMo-AI-03
铬钼钢堆焊焊条,交直流两用,电弧稳定,脱渣容易。用于受磨损的低、中碳钢及低合金钢,特别用于矿山机械与农业机械的堆焊与修复。
堆焊层硬度≥22度。
D126低合金锰钢堆焊焊条EDPMn3-16 D127低合金锰钢堆焊焊条EDPMn3-15
普通低中锰钢堆焊焊条,交直流两用,(交流时空载电压大于70V)用于堆焊或修复低碳钢、中碳钢及低合金钢磨损件,如车轴、齿轮、搅拌机叶片和行走主动轮等。
堆焊层硬度≥28度。
D132铬钼钢堆焊焊条EDPCrMo-A2-03
D227铬钼矾钢堆焊焊条EDPCrMoV-A2-15
铬钼矾钢堆焊焊条,采用直流反接,堆焊层为马氏体基本加一定数量的高硬度碳化物,抗磨料磨损性能较高,堆焊金属具有良好的抗裂性,但切削加工比较困难,必要时可以约860度等温退火软化。用于承受一定量冲击载荷的耐磨件表面堆焊,如挖进机盘形滚刀的受磨表面。
硬度:≥55
硬度:HB≥170
D276耐磨堆焊焊条EDMn-B-16
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
D047辊压机耐磨焊条说明:
D047焊条为压机硬面堆焊焊条。采用直流反接。工艺性能良好,堆焊金属抗裂性优良,冷焊不开裂,具有良好的抗挤压能力和抗磨粒磨损性能。
堆焊层硬度:HRC>55
堆焊金属化学成分(Байду номын сангаас)
C
Cr
Mo
Si
<1.70
4.00~7.00
1.50~3.00
<3.00
参考焊接电流:
焊条直径(mm)
3.2
4.0
焊接电流(A)
80~110
120~160
D047耐磨焊丝
D047耐磨焊丝说明:
D047耐磨焊丝是D047耐磨焊条的升级换代产品,具有硬度更高、耐磨性更好、焊接速度更快、使用成本更低、外表成型更好的优点。特别适用于焊接工作量大和对耐磨性有更高要求的用户。
堆焊层硬度:HRC>60
堆焊金属化学成分(%)
C
Cr
Mo
Si
<2.70
5.00~8.00
2.50~4.00
<4.00
耐磨焊丝与耐磨焊条的区别
耐磨焊丝
耐磨焊条
备注
焊接速度
5.5公斤/小时
2.3公斤/小时
材料浪费率
2%
35%
D047辊压机耐磨焊条,D047耐磨焊丝
北京固本科技有限公司
地址:北京市海淀区中关村南大街9号
E-mail:info@