铸铁焊条型号
铸铁焊条型号

铸铁焊条型号简介铸铁焊条是一种特殊种类的焊接材料,主要用于铸铁的修复和连接。
由于铸铁的特殊性质,常规的焊接材料无法有效地进行铸铁的焊接。
因此,铸铁焊条的出现填补了这一空白,使得铸铁的焊接变得更加可行和可靠。
铸铁焊条型号的分类铸铁焊条型号通常由一系列数字、字母和符号组成,其中每个元素都代表着焊条的特定属性和性能。
以下是常见的铸铁焊条型号分类:1. AWS A5.15AWS A5.15是美国焊接协会(American Welding Society)制定的标准,用于规范铸铁焊条的性能和使用。
在AWS A5.15标准中,每个焊条型号都由一系列数字和字母组成,包括焊条材质、熔敷金属成分、焊接位置和电流极性等。
2. EN ISO 1071EN ISO 1071是欧洲标准化组织(European Committee for Standardization)制定的标准,用于规范铸铁焊条的性能和使用。
与AWS A5.15类似,EN ISO 1071通过一系列数字、字母和符号来表示焊条的特征和性能。
常见的铸铁焊条型号解析1. Z308Z308型铸铁焊条是一种电镀高铬高钼钢芯焊条,适用于铸铁的各种焊接位置。
它具有良好的裂纹抗性和高温强度,可用于焊接低合金铸铁,如灰铸铁和珩砖铸铁。
2. Z408Z408型铸铁焊条是一种高铬高镍铸铁焊接芯条,广泛应用于高合金铸铁的焊接和修复。
该焊条具有优异的抗裂性能和高温强度,可实现稳定可靠的焊接效果。
3. Z508Z508型铸铁焊条是一种镍铸铁焊接芯条,特别适用于高合金镍铸铁的焊接和修复。
它具有良好的抗裂性能和高温强度,适用于船舶、机械和化工等领域的铸铁修复。
4. Z608Z608型铸铁焊条是一种铜钛芯焊条,具有优异的热导率和高温强度。
适用于灰铸铁、铸铁硬质铸铁的焊接和修复,可实现高质量的焊接效果。
使用注意事项在使用铸铁焊条时,需要注意以下几点:1. 清洁表面:确保焊接表面干净,没有油污和锈蚀等杂质,以免对焊接质量造成影响。
铸铁焊条的型号、牌号及主要用途

Z612 钛钙型交直流 铜铁混合 一般灰铸铁件非加工面的焊补
Z116 EZV 低氢钾型交直流 高钒钢 高强度灰铸铁及球墨铸铁的焊补
Z117 EZV 低氢钠型直流 高钒钢
Z122Fe 铁粉钛钙型交直流 碳钢 多用于一般灰铸铁件非加工面的焊补
Z208 EZC 石墨型交直流 铸铁 一般灰铸铁件焊补
Z238 EZC 石墨型交直流 球墨铸铁 球墨铸铁件焊补
Z238SnCu 石墨型交直流 球墨铸铁 球墨铸铁件焊补
Z248 EZC 石墨型交直流 铸铁 灰铸铁件焊补
Z258 EZC 石墨型交直流 球墨铸铁 球墨铸铁件焊补
Z268 EZCQ 石墨型交直流 球墨铸铁 球墨铸铁件焊补
Z308 EZNi-1 石墨型交直流 纯镍 重要灰铸铁薄壁件和加工面的焊补
铸铁焊条的型号、牌号及主要用途
作者:轴承供应商网 发布时间:2009-1-19 17:24:24 文字选择:大 中 小 浏览次数:50
铸铁焊条的型号、牌号及主要用途
关键字:铸铁 条 牌号
铸铁焊条的型号、牌号及主要用途
牌 号型 号药皮类型焊接电流焊缝主要成分主 要 用 途
Z100 EZFe 氧化型交直流 碳钢 一般灰铸铁件非加工面的焊补
Z408 EZNiFe-1 石墨型交直流 镍铁合金 重要高强度灰铸铁件及球墨铸铁件焊补
Z408A EZNiFeCu 石墨型交直流 镍铁铜合金 可用于重要灰铸铁及球墨铸铁件焊补
Z438 EZNiFe-2 石墨型交直流 镍铁合金 用于重要灰铸铁及球墨铸铁件焊补
Z508 EZNiCu-1 石墨型交直流 镍铜合金 强度要求不高的灰铸铁件焊补
《耐磨焊条系列型号》

破碎机锤头专用耐磨焊条焊条优点是堆焊成型好,焊后无渣,利用率高,耐磨性能好。
可堆焊在低、中碳钢、低合金钢、高锰钢和铸钢零部件表面或某些灰铸铁件表面。
能承受低等冲击、耐强烈磨粒磨损,焊后硬度HRC≥63。
可提高耐磨寿命3-10倍。
焊接工艺:焊条可交直流两用,直流反接(焊条接正极),交流焊机要求空载电压≥70V。
堆焊电流150-180A。
焊道的宽度要大于或等于焊道高度的3倍,这样才能真正和母材熔结牢固,形成所需的耐磨组织。
这些主要靠电焊机的功率和调整电流来实现。
此焊条在使用时,要按使用说明,焊前对焊条烘干,对焊件清理预热,焊后缓冷。
此焊条适用于破碎机锤头,装载机铲刃、粉煤机锤头、烧结设备给料机叶片、绞龙、风机叶片、水泥挤压机辊面、机立窑塔盘、塔齿、塔尖、混凝土输送管道、混凝土输送泵、各种输送槽、破碎机齿板、球磨机及大型滚桶衬板等易损件及高磨损件的堆焊。
《耐磨焊条系列型号》《耐磨焊条系列型号》D102低中合金锰钢堆焊焊条型号:EDPMn2-03说明:普通低中合金锰钢堆焊焊条,交直流两用,电弧稳定,脱渣容易。
用途:用于堆焊或修复低碳钢、中碳钢及低合金钢磨损件,如车轴、齿轮和搅拌机叶片等。
堆焊硬度HRC:≥22D106低中合金锰钢堆焊焊条型号:EDPMn2-16说明:普通低中合金锰钢堆焊焊条,交直流两用(交流时空载电压大70V)。
用途:用于堆焊或修复低碳钢、中碳钢及低合金钢磨损件,如车轴、齿轮和搅拌机叶片等。
堆焊硬度HRC:≥22D107低中合金锰钢堆焊焊条型号:EDPMn2-15说明:普通低中合金锰钢堆焊焊条,交直流反接。
用途:用于堆焊或修复低碳钢、中碳钢及低合金钢磨损件,如车轴、齿轮和搅拌机叶片等。
堆焊硬度HRC:≥22D112铬钼钢堆焊焊条型号:EDPCrMo-Al-03说明:铬钼钢堆焊焊条,交直流两用,电弧稳定,脱渣容易。
用途:用于受磨损的低碳钢、中碳钢及低合金钢,特别用于矿山机械与农业机械的堆焊与修复。
铸铁焊条型号

铸铁焊条型号
1.铸铁焊条型号一般由三部分组成,分别是焊条普通标准、焊条材质和焊条特性。
2. 焊条普通标准:通常有“GB/T 5353-2008 钢铁焊条通用技术条件”中的六十六种焊条型号表示,总体表示形式为:ZJ-Ⅲ-G(A)。
ZJ:指明焊条的通用技术条件;Ⅲ:指明材料牌号,由此获取焊条材质;G(A):指明焊条的典型用途,或者是电弧焊、气焊、焊接等用途。
3. 焊条材质:根据“GB/T 5353-2008钢铁焊条通用技术条件”里提到的各类牌号分别代表不同材质的焊条,如运用普通铸铁焊条时,常见的型号为ZJ-Ⅲ-GA/GC,Ⅲ代表对应材质为铸铁,材质可以根据需要,在其他牌号里选择。
4. 焊条特性:运用普通铸铁焊条时,GA代表焊条用于一般焊接低强度铸铁部件,GC代表焊条用于一般焊接高强度铸铁部件。
有时
为了满足特殊的焊接要求,会在焊条型号后面加上一些特性表示,如碳素表示,用C 整数表示碳素含量;另外还有铝、锰等元素的含量
表示,都是按照GB/T 5353-2008中的表示法来表示的。
- 1 -。
铸铁的分类
铸铁科技名词定义中文名称:铸铁英文名称:cast iron定义:主要由铁、碳和硅组成的合金的总称。
在这些合金中,含碳量超过在共晶温度时能保留在奥氏体固溶体中的量。
应用学科:机械工程(一级学科);铸造(二级学科);铸造合金(三级学科)以上内容由全国科学技术名词审定委员会审定公布求助编辑百科名片铸铁旋塞阀铸铁主要由铁、碳和硅组成的合金的总称。
在这些合金中,含碳量超过在共晶温度时能保留在奥氏体固溶体中的量。
目录释义简介分类铸铁-热处理工艺焊接性铸铁的种类及性能铸铁焊接性分析铸铁的补焊铸铁常见焊条表铸铁焊补时产生裂纹的原因及预防措施冷裂纹热裂纹熔炼方法及其特点冲天炉熔炼法感应电炉熔炼电弧炉熔炼释义简介分类铸铁-热处理工艺焊接性铸铁的种类及性能铸铁焊接性分析铸铁的补焊铸铁常见焊条表铸铁焊补时产生裂纹的原因及预防措施冷裂纹热裂纹熔炼方法及其特点冲天炉熔炼法感应电炉熔炼电弧炉熔炼展开编辑本段释义铸造厂词目:铸铁拼音:zhù tiě基本解释[cast iron;foundry iron;foundry pig] 含碳量较高的铁,质脆,不能锻压,用来炼钢或铸造器物详细解释1.把铁矿石冶炼成铁。
《汉书·五行志上》:“ 成帝河平二年正月,沛郡铁官铸铁,铁不下,隆隆如雷声,又如鼓音。
”《北史·杨津传》:“掘地至泉,广作地道,潜兵涌出,置炉铸铁,持以灌贼。
贼遂相告曰:…不畏利槊坚城,唯畏杨公铁星。
‟” 清陈维崧《红·舟次丹阳感怀》词:“铸铁竟成千古错,读书翻受群儿耻。
”2. 用生铁重新熔炼而成的铁碳合金。
也叫生铁或铣铁。
编辑本段简介铸铁产品(7张)铸铁英文名:cast iron含碳量在2%以上的铁碳合金。
工业用铸铁一般含碳量为2%~4%。
碳在铸铁中多以石墨形态存在,有时也以渗碳体形态存在。
除碳外,铸铁中还含有1%~3%的硅,以及锰、磷、硫等元素。
合金铸铁还含有镍、铬、钼、铝、铜、硼、钒等元素。
模具铸件、空冷钢、Cr12MoV补焊操作规程

TQM-QG-C-02 补焊操作规范版本:.V1.0
1、铸件(含铸造空冷钢)补焊:
焊条采用φ3.2直径、铸308型号的铸铁焊条,焊接电流选用范围80—120A。
每次焊接长度不能超过50mm,随后进行锤击,以消除内应力。
焊口不允许有气孔,每100mm长度内允许有3道横向裂纹,严禁出现纵向裂纹。
2、Cr12MoV镶块焊接:
镶块在施焊前必须在电炉内加温至200摄氏度左右后进行焊接,采用φ3.2直径、TDZ—2型号焊条,焊接电流选用范围80—120A。
并且每次焊接不能超过50mm,随后进行锤击。
焊接完成后,将镶块放入电炉内随炉温进行冷却。
3、托料芯焊接:
托料芯进行补焊,首先进行预埋螺钉,然后使用二氧化碳气体保护焊进行焊接,焊接电流为100—120A。
4、对施焊的部件在相关表单中予以记录,以满足在必要的情况下进行追溯。
制订:王全审核:王文军日期:040601。
铸铁焊条使用说明

铸铁焊条使用说明(总6页)-本页仅作为文档封面,使用时请直接删除即可--内页可以根据需求调整合适字体及大小-铸铁焊条使用说明:执行GB10044-88标准铸铁焊条由于含碳量高,组织不均匀,强度低,塑性极差,属于可焊性差的材料,焊接过程极易产生裂纹;焊后冷速极快,容易产生白口组织,造成切削加工困难。
铸铁的焊接和补焊,要达到较满意的结果,必须注意“三分材料、七分工艺”,不仅要选择焊条,而且采用适宜的补焊方法尤为重要。
建议采用下列焊接工艺,作为铸铁焊接和补焊时参考:1. 首先清除焊接部位的油泥、砂、水、锈等脏物;对长期处于高温、蒸汽环境下工作的铸铁件,还要清除表面贫碳层及氧化层。
2. 根据被焊部位的形状、缺陷类型,进行开坡口、打止裂孔及熔池造型等准备措施。
3. 对需要冷焊的工件,先预热500-600"C左右,选用适宜电流,可连续施焊,焊接过程始终保持预热的温度,焊后立即覆盖石棉粉等保温材料,让其缓慢冷却,以提高其抗裂性能和加工性能。
4. 对于冷焊工件,防止母材熔化过多,减少白口倾向,防止热量集中过多,造成应力过大,应尽量采用小电流、短弧、窄道焊(每段焊道长度一般不超过50mm)。
焊后马上锤击焊缝以松弛应力防止开裂,待温度降到60°C以下再焊一道。
5. 收弧时注意弧坑填满,以防收弧处裂。
铸铁焊条Z208铸铁焊条符合GB EZC相当AWS EC1说明:Z208是低碳钢芯、强石墨化型药皮的铸铁电焊条,焊缝在缓冷时可变成灰口铸铁,抗裂性能较差。
可交直流两用,价格低廉。
用途:用于焊补灰口铸铁的缺陷。
熔敷金属化学成分(%)化学成分C Mn Si S P Fe 保证值~ W ~ W W余量参考电流(AC、DC+)焊条直径(mm) 0 0 0焊接电流(A) 90=20 130=80 190*220注意事项:1.焊前焊条须经150"C左右烘焙1h。
2•对于承受应力及冲击等重要铸件结构,不宜采用本焊条。
506焊条规格型号

506焊条规格型号506焊条是一种常用的电焊材料,广泛应用于各个行业的焊接工艺中。
本文将重点介绍506焊条的规格型号及其特点。
一、506焊条的规格型号506焊条的规格型号通常以“E”开头,后面跟着一串数字和字母的组合。
这些数字和字母代表了焊条的特性和用途。
以下是几种常见的506焊条规格型号:1. E506-15:这种规格的焊条适用于焊接低合金钢构件。
它具有较高的抗拉强度和耐冲击性能,适合在低温环境下进行焊接。
2. E506-16:这种规格的焊条适用于焊接碳素钢构件。
它具有良好的焊接性能和较高的抗拉强度,适合用于一般焊接工作。
3. E506-18:这种规格的焊条适用于焊接高强度钢构件。
它具有良好的抗拉强度和耐蚀性能,适合在高温环境下进行焊接。
4. E506-26:这种规格的焊条适用于焊接铸铁构件。
它具有较高的热传导性和耐高温性能,适合在铸造行业中进行焊接修复工作。
二、506焊条的特点506焊条具有以下特点:1. 焊接性能稳定:506焊条的焊接性能稳定,焊接过程中不易产生气孔和缺陷,焊缝质量较高。
2. 焊接效率高:506焊条的焊接效率较高,能够快速完成焊接工作,提高生产效率。
3. 抗腐蚀性强:506焊条具有良好的抗腐蚀性能,焊接后的构件能够长时间保持良好的表面状态。
4. 适用范围广:506焊条适用于多种材料的焊接,如低合金钢、碳素钢、高强度钢和铸铁等。
5. 使用方便:506焊条的操作简单,适合各种焊接工艺,如手工焊、埋弧焊和自动焊等。
三、506焊条的应用领域506焊条广泛应用于以下领域:1. 建筑工程:506焊条可用于焊接建筑结构中的钢构件,如桥梁、厂房和管道等。
2. 汽车制造:506焊条可用于汽车制造行业的焊接工艺,如车身、底盘和发动机零部件的焊接。
3. 船舶制造:506焊条适用于船舶制造行业的焊接工艺,如船体、船舱和船桥的焊接。
4. 石油化工:506焊条可用于石油化工行业的焊接工艺,如油气储罐、管道和设备的焊接。
电焊条规格型号及用途

电焊条规格型号及用途电焊条是一种焊接电弧材料,广泛应用于焊接行业。
电焊条的规格型号和用途因不同的材料、焊接方法和焊接位置而有所不同。
下面将详细介绍一些常见的电焊条规格型号及其用途。
1.碳钢焊条碳钢焊条是最常见的电焊条之一,广泛用于焊接碳钢构件。
根据其化学成分和焊接特性,碳钢焊条可以分为多种规格型号,如E6011、E6013、E7018等。
这些焊条适用于手工电弧焊和自动焊接,广泛应用于钢结构、船舶、桥梁、压力容器等领域。
2.不锈钢焊条不锈钢焊条是专门用于焊接不锈钢的电焊条。
不锈钢焊条具有很好的耐腐蚀性和机械性能,广泛用于食品加工、医疗设备、化工设备等领域。
常见的不锈钢焊条规格型号有E308、E316等。
3.铸铁焊条铸铁焊条是专门用于焊接铸铁的电焊条。
铸铁焊条具有良好的可用性和机械性能,适用于焊接不同类型的铸铁材料,如灰口铸铁、球墨铸铁等。
常见的铸铁焊条规格型号有Z308、Z408等。
4.低合金焊条低合金焊条是一种含有一定量合金元素的焊条,用于焊接低合金钢。
这些焊条具有良好的强度和韧性,广泛应用于汽车制造、船舶制造等领域。
常见的低合金焊条规格型号有E7018、E8018等。
5.高合金焊条高合金焊条是一种含有较高合金元素的焊条,用于焊接高合金钢和耐热合金。
这些焊条具有良好的耐热性、耐蚀性和高温强度,适用于石油化工、核工业等领域。
常见的高合金焊条规格型号有E309、E310等。
此外,根据不同的焊接方法和位置,还有一些特殊用途的电焊条,如垂直焊条、横焊条、横搭焊条等,它们具有特殊的外观和焊接特性,适用于特定的焊接环境和要求。
总之,电焊条的规格型号及用途多种多样,每一种规格型号的焊条都有其特定的化学成分、焊接特性和应用领域,选择合适的电焊条对于焊接质量和效率至关重要。
在选择和使用电焊条时,应根据焊接材料、焊接方法和焊接位置等因素进行合理选择,并遵循相应的操作规范和安全操作要求。
常用电焊条的规格型号及用途

常用电焊条的规格型号及用途
常见的电焊条规格型号及用途主要包括以下几种:
1.碳钢焊条(AWSE6013):碳钢焊条是最常见的电焊条之一,用途广泛。
适用于焊接碳钢结构件、低合金钢结构件、轨道交通车辆、钢板、钢
筋混凝土等材料。
2.不锈钢焊条(AWSE308L-16):不锈钢焊条主要用于焊接不锈钢材料,适用于对焊接金属耐蚀性要求较高的场合,如化工、食品加工、医药
等行业。
3.铝焊条(AWSA6061):铝焊条主要用于铝及铝合金材料的焊接,适
用于汽车制造、建筑、电气设备、船舶制造等领域。
4.镍基焊条(AWSENiCu-7):镍基焊条用于低温或高温环境下的焊接,具有良好的耐腐蚀性和高温强度,适用于石化、船舶、核电等领域。
5.钛焊条(AWSE8018-B2):钛焊条用于焊接钛及其合金材料,适用
于航空航天、化工等领域。
6.铸铁焊条(AWSE308L-16):铸铁焊条用于焊接铸铁,具有良好的
抗冲击性和热稳定性,适用于铸铁件修补和加工。
7.低温焊条(AWSE7018):低温焊条适用于低温环境下的焊接,如低
温设备、制冷设备、液化气体储槽等。
8.硬面焊条(AWSE7070):硬面焊条适用于对焊接表面耐磨性要求较
高的场合,如挖掘机刀片、压路机辊筒等。
9.高强度焊条(AWSE7016):高强度焊条适用于焊接高强度钢结构,
如桥梁、电塔等。
10.高温焊条(AWSE8015-B2):高温焊条适用于高温环境下的焊接,如石化设备、锅炉等。
这些是常见的电焊条规格型号及其主要用途,不同规格型号的电焊条适用于不同的材料和环境,需根据具体的焊接需求选择合适的电焊条。
铸铁焊条型号

铸铁焊条型号铸铁焊条是用于修复和连接铸铁材料的专用焊接材料。
铸铁具有较高的碳含量和脆性,难以进行常规的焊接修复。
因此,铸铁焊条的研发和应用对于铸铁材料的维修和加工具有重要意义。
本文将介绍几种常见的铸铁焊条型号及其特点。
1. Z408 铸铁焊条Z408铸铁焊条是一种高强度、高韧性的铸铁焊接材料。
它具有良好的熔化性能和流动性,焊接接头强度高,抗冲击性能好。
适用于对铸铁零件进行修复焊接,特别是对薄壁铸铁零件的维修具有很好的效果。
2. Z308 铸铁焊条Z308铸铁焊条是一种低碳铸铁焊接材料。
它具有较低的碳含量,焊接过程中产生的热量较少,能够有效地降低焊接区域的温度梯度,减少热裂纹的产生。
适用于对薄壁和脆性铸铁零件的维修焊接。
3. Z318 铸铁焊条Z318铸铁焊条是一种镍铁型铸铁焊接材料。
它含有一定比例的镍和铁元素,能够提高焊接接头的韧性和耐蚀性。
适用于对高温和腐蚀环境下的铸铁零件进行修复焊接。
4. Z408Ni 铸铁焊条Z408Ni铸铁焊条是一种镍铁型铸铁焊接材料。
它在Z408焊条的基础上增加了一定比例的镍元素,能够进一步提高焊接接头的韧性和耐热性。
适用于对高温和高压环境下的铸铁零件进行修复焊接。
5. Z308Ni 铸铁焊条Z308Ni铸铁焊条是一种低碳镍铁型铸铁焊接材料。
它具有低碳含量和高镍含量的特点,能够在焊接过程中有效地控制热量,减少热裂纹的产生。
适用于对薄壁和脆性铸铁零件的维修焊接。
总结:铸铁焊条是修复和连接铸铁材料的专用焊接材料。
不同型号的铸铁焊条具有不同的特点和适用范围。
通过选择合适的铸铁焊条,可以有效地修复和加工铸铁零件,提高其强度和耐蚀性。
在使用铸铁焊条时,需要注意焊接参数的选择和控制,以确保焊接接头的质量和性能。
同时,对于特殊环境下的铸铁零件修复焊接,可以选择具有特殊合金元素的铸铁焊条,以提高接头的耐热性和耐腐蚀性。
铸铁焊条的应用将为铸铁材料的维修和加工提供更多的选择和可能性。
焊条、焊丝型号大类与焊条、焊丝牌号大类对照表
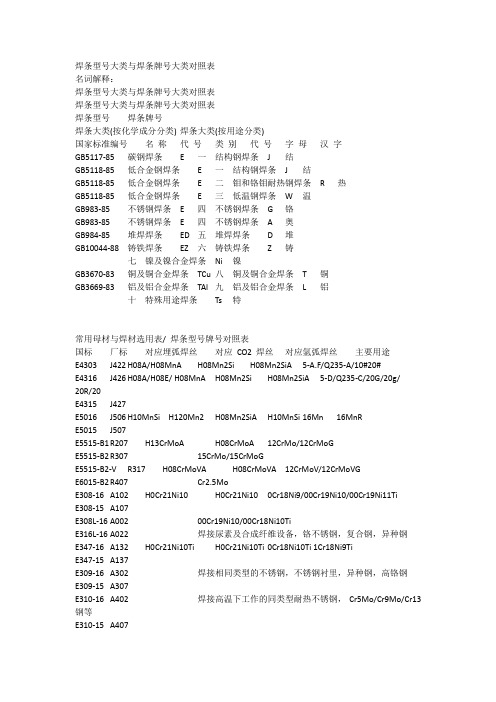
焊条型号大类与焊条牌号大类对照表名词解释:焊条型号大类与焊条牌号大类对照表焊条型号大类与焊条牌号大类对照表焊条型号焊条牌号焊条大类(按化学成分分类) 焊条大类(按用途分类)国家标准编号名称代号类别代号字母汉字GB5117-85 碳钢焊条 E 一结构钢焊条J 结GB5118-85 低合金钢焊条 E 一结构钢焊条J 结GB5118-85 低合金钢焊条 E 二钼和铬钼耐热钢焊条R 热GB5118-85 低合金钢焊条 E 三低温钢焊条W 温GB983-85 不锈钢焊条 E 四不锈钢焊条G 铬GB983-85 不锈钢焊条 E 四不锈钢焊条 A 奥GB984-85 堆焊焊条ED 五堆焊焊条 D 堆GB10044-88 铸铁焊条EZ 六铸铁焊条Z 铸七镍及镍合金焊条Ni 镍GB3670-83 铜及铜合金焊条TCu 八铜及铜合金焊条T 铜GB3669-83 铝及铝合金焊条TAl 九铝及铝合金焊条L 铝十特殊用途焊条Ts 特常用母材与焊材选用表/ 焊条型号牌号对照表国标厂标对应埋弧焊丝对应CO2 焊丝对应氩弧焊丝主要用途E4303 J422 H08A/H08MnA H08Mn2Si H08Mn2SiA 5-A.F/Q235-A/10#20#E4316 J426 H08A/H08E/ H08MnA H08Mn2Si H08Mn2SiA 5-D/Q235-C/20G/20g/20R/20E4315 J427E5016 J506 H10MnSi H120Mn2 H08Mn2SiA H10MnSi 16Mn 16MnRE5015 J507E5515-B1 R207 H13CrMoA H08CrMoA 12CrMo/12CrMoGE5515-B2 R307 15CrMo/15CrMoGE5515-B2-V R317 H08CrMoVA H08CrMoVA 12CrMoV/12CrMoVGE6015-B2 R407 Cr2.5MoE308-16 A102 H0Cr21Ni10 H0Cr21Ni10 0Cr18Ni9/00Cr19Ni10/00Cr19Ni11TiE308-15 A107E308L-16 A002 00Cr19Ni10/00Cr18Ni10TiE316L-16 A022 焊接尿素及合成纤维设备,铬不锈钢,复合钢,异种钢E347-16 A132 H0Cr21Ni10Ti H0Cr21Ni10Ti 0Cr18Ni10Ti 1Cr18Ni9TiE347-15 A137E309-16 A302 焊接相同类型的不锈钢,不锈钢衬里,异种钢,高铬钢E309-15 A307E310-16 A402 焊接高温下工作的同类型耐热不锈钢,Cr5Mo/Cr9Mo/Cr13 钢等E310-15 A407焊条目录[隐藏]焊条的组成焊条的要求焊条型号与牌号1 按用途分类电焊条大类的划分2 按熔渣的酸碱性分类(1)酸性焊条(2)碱性(低氢型)焊条焊条的组成焊条的要求焊条型号与牌号1 按用途分类电焊条大类的划分2 按熔渣的酸碱性分类(1)酸性焊条(2)碱性(低氢型)焊条? 3 按药皮主要成分分类? 4 按焊条性能分类焊条(covered electrode)气焊或电焊时熔化填充在焊接工件的接合处的金属条。
铸铁焊条各型号简介

焊条直径(mm)3.24.05.0 焊接电流(A) 70-120 140-180 180-220 注意事项: 1.堆焊件为碳钢时预热温度在300℃以上。椎焊件为低合金钢时预热温度为400-500℃。堆焊件 为不锈钢时预热温度为600-650℃。 2.低合金钢及不锈钢焊后须经700℃退火。 3.焊前焊条须经250℃左右烘焙1小时。
铸铁焊条各型号简介
铸铁是碳的质量分数大于2.14%的Fe-C合金。实际上工业铸铁一般是Fe-C-Si为主的多元合金。 在焊接时应特别注意焊接工艺和焊接材料的选用。对焊条电弧焊来说,目前国内可供选用的焊 条有20余种,基本上可分为两大类,一类是同质焊缝型即铸铁型;另一类则是异质焊缝型如: 钢(碳钢或者合金结构钢等)、纯Ni(纯镍308)、Ni-Fe(镍铁408)、Ni-Cu(镍铜508)、 Ni-Fe-Cu、Fe-Cu等。在选用焊条时,可按不同的铸铁材料,不同的切削加工要求,不同的服 役条件和重要程度,不同的结构特点,刚度大小等进行选用。为方便铸铁焊条的选用,现将铸 铁焊条的牌号,型号,主要性能和用途列于表1-20 铸铁焊条的参考电流与事项。
GMT-50216 E5023
GMT-505
E5011
GMT-506
E5016
GMT-506Fe E5018
焊接16Mn等相应强度的 低合金钢结构
用于碳钢和低合金钢结 构的立向下焊接
用于中碳和低合金重要 结构的焊接,可交直流 两用
熔敷效率≥130%,用于 中碳和低合金重要结构 的焊接
C≤0.12 Mn 0.80 Si 0.25 S≤0.035 P≤0.040 C≤0.12 Mn 0.50 Si 0.18 S≤0.035 P≤0.040 C≤0.12 Mn 1.2 Si 0.40 S≤0.035 P≤0.040
各种焊条型号对照表
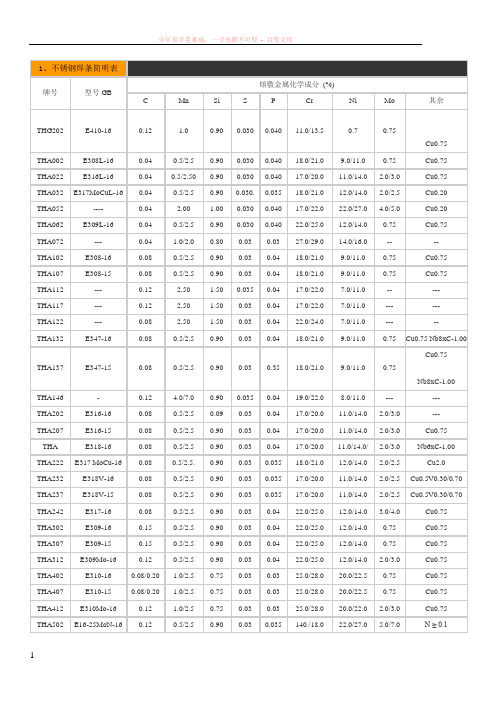
1、不锈钢焊条简明表熔敷金属主要成分 / 熔敷金属力学性能/ 主要用途熔敷金属化学成分(%)牌号型号GBC Mn Si S P Cr Ni Mo 其余THG202 E410-16 0.12 1.0 0.90 0.030 0.040 11.0/13.5 0.7 0.75Cu0.75THA002 E308L-16 0.04 0.5/2.5 0.90 0.030 0.040 18.0/21.0 9.0/11.0 0.75 Cu0.75THA022 E316L-16 0.04 0.5/2.50 0.90 0.030 0.040 17.0/20.0 11.0/14.0 2.0/3.0 Cu0.75THA032 E317MoCuL-16 0.04 0.5/2.5 0.90 0.030. 0.035 18.0/21.0 12.0/14.0 2.0/2.5 Cu0.20THA052 ---- 0.04 2.00 1.00 0.030 0.040 17.0/22.0 22.0/27.0 4.0/5.0 Cu0.20THA062 E309L-16 0.04 0.5/2.5 0.90 0.030 0.040 22.0/25.0 12.0/14.0 0.75 Cu0.75THA072 --- 0.04 1.0/2.0 0.80 0.03 0.03 27.0/29.0 14.0/16.0 -- --THA102 E308-16 0.08 0.5/2.5 0.90 0.03 0.04 18.0/21.0 9.0/11.0 0.75 Cu0.75THA107 E308-15 0.08 0.5/2.5 0.90 0.03 0.04 18.0/21.0 9.0/11.0 0.75 Cu0.75THA112 --- 0.12 2.50 1.50 0.035 0.04 17.0/22.0 7.0/11.0 -- ---THA117 --- 0.12 2.50 1.50 0.03 0.04 17.0/22.0 7.0/11.0 --- ---THA122 --- 0.08 2.50 1.50 0.03 0.04 22.0/24.0 7.0/11.0 --- --THA132 E347-16 0.08 0.5/2.5 0.90 0.03 0.04 18.0/21.0 9.0/11.0 0.75 Cu0.75 Nb8xC-1.00Cu0.75THA137 E347-15 0.08 0.5/2.5 0.90 0.03 0.35 18.0/21.0 9.0/11.0 0.75Nb8xC-1.00 THA146 - 0.12 4.0/7.0 0.90 0.035 0.04 19.0/22.0 8.0/11.0 --- ---THA202 E316-16 0.08 0.5/2.5 0.09 0.03 0.04 17.0/20.0 11.0/14.0 2.0/3.0 ---THA207 E316-15 0.08 0.5/2.5 0.90 0.03 0.04 17.0/20.0 11.0/14.0 2.0/3.0 Cu0.75THA E318-16 0.08 0.5/2.5 0.90 0.03 0.04 17.0/20.0 11.0/14.0/ 2.0/3.0 Nb6xC-1.00 THA222 E317 MoCu-16 0.08 0.5/2.5. 0.90 0.03 0.035 18.0/21.0 12.0/14.0 2.0/2.5 Cu2.0THA232 E318V-16 0.08 0.5/2.5 0.90 0.03 0.035 17.0/20.0 11.0/14.0 2.0/2.5 Cu0.5V0.30/0.70 THA237 E318V-15 0.08 0.5/2.5 0.90 0.03 0.035 17.0/20.0 11.0/14.0 2.0/2.5 Cu0.5V0.30/0.70 THA242 E317-16 0.08 0.5/2.5 0.90 0.03 0.04 22.0/25.0 12.0/14.0 3.0/4.0 Cu0.75THA302 E309-16 0.15 0.5/2.5 0.90 0.03 0.04 22.0/25.0 12.0/14.0 0.75 Cu0.75THA307 E309-15 0.15 0.5/2.5 0.90 0.03 0.04 22.0/25.0 12.0/14.0 0.75 Cu0.75THA312 E309Mo-16 0.12 0.5/2.5 0.90 0.03 0.04 22.0/25.0 12.0/14.0 2.0/3.0 Cu0.75THA402 E310-16 0.08/0.20 1.0/2.5 0.75 0.03 0.03 25.0/28.0 20.0/22.5 0.75 Cu0.75THA407 E310-15 0.08/0.20 1.0/2.5 0.75 0.03 0.03 25.0/28.0 20.0/22.5 0.75 Cu0.75THA412 E310Mo-16 0.12 1.0/2.5 0.75 0.03 0.03 25.0/28.0 20.0/22.0 2.0/3.0 Cu0.75THA502 E16-25MoN-16 0.12 0.5/2.5 0.90 0.03 0.035 140./18.0 22.0/27.0 5.0/7.0 N ≥ 0.1THA507 E16-2MoN-15 0.12 0.5/2.5 0.90 0.03 0.035 14.0/18.0 22.0/27.0 5.0/7.0 N ≥ 0.1 THA802 --- 0.10 2.5 1.00 0.03 0.035 18.0/21.0 17.0/19.0 3.0/5.0 Cu1.5/2.52、堆焊焊条简明表堆焊金属主要成分/ 堆焊层硬度/ 主要用途牌号型号GB堆焊金属化学成分(%)C Mn Si S P 其他THD107 EDPMn2-15 0.20 3.50 -- -- -- --THD112 EDPCrMo-A1-03 0.25 -- -- -- -- Mo1.50 Cr2.00 THD127 相当于EDPMn4-15 0.20 4.20 -- -- -- --THD132 EDPCrMo-A2-03 0.50 - -- -- -- Mo1.50 Cr3.00 THD146 EDPMn4-16 0.20 4.50 -- -- -- 其它元素总量:2.00 THD167 EDPMn6-15 0.45 6.50 1.00 -- -- --THD172 EDPCrMo-A3-03 0.50 - -- -- -- Mo2.50 Cr2.50 THD207 EDPCrMnSi-15 0.50/1.00 2.50 1.00 0.035 0.035 Cr3.50THD212 EDPCrMo-A4-03 0.30/0.60 - -- -- -- Mo4.00 Cr5.00 THD256 EDMn-A-16 1.10 11.00/16.00 1.30 ---- -- 其他元素总量:5.00 THD266 EDMn-B-16 1.10 11.00/18.00 0.30/1.30 -- -- Mo2.50THD276 EDCrMn-B-16 0.80 11.00/16.00 0.80 -- Cr13.00/17.00THD307 EDD-D-15 0.70/1.00 --- -- 0.035 0.035 V1.00/1.50 Cr3.80/4.50 W17.00/19.50THD322 EDRCrMoWV-A1-03 0.50 --- -- 0.035 0.035Mo2.50V1.00 Cr5.00 W7.00/10.00THD327 EDRCrMoWV-A1-15 0.50 --- -- 0.035 0.035Mo2.50V1.00 Cr5.00 W7.00/10.00THD337 EDRCrW-15 0.25/0.55 --- -- 0.035 0.035Cr2.00/3.50W7.00/10.00 THD397 EDRCrMnMo-15 ≤ 0.60 ≤ 2.50 ≤ 1.00 0.035 0.035 Mo1.00 Cr2.00 THD512 EDCr-B-03 ≤ 0.25 -- 0.035 0.035 Cr10.00/16.00 THD516M EDCrMn-A-16 0.25 0.60/8.00 1.00 -- -- Cr12.00/14.00 ThD516F 相当于EDCrMn-A-16 0.25 8.0/10.0/1.00 1.00 -- Cr12.00/14.00 THD517 EDCr-B-15 0.25 - - - - Cr10.00/16.00THD547Mo EDCr-B-15 0.18 0.60/5.00 3.80/6.50/3.8 0.030 0.040 Cr14.00/21.00Mo3.50/7.00 Ni6.50/12.00THD608 EDZ-A1-08 2.50/4.50 - - - - Mo3.00/5.00 Cr3.00/5.00THD642 EDZCr-B-03 1.50/3.50 1.00 -- -- -- Cr22.00/32.00他元素总量:7.00THD667 EDZCr-C-15 2.50/5.00 8.00 1.00/4.80 -- --Cr25.00/32.00Ni3.00/5.00 3、铸铁焊条简明表牌号型号GB堆焊金属化学成分(%)特点与用途C Mn Si Ni Fe S P 其余THZ116 EZV 0.25 1.50 0.07 --- 余量0.040 0.040 V8/13 用于铸铁件缺陷的补焊,如汽车缸体等,也可焊补高强度铸铁及球墨铸铁件,焊件可不预热THZ208 EZC 2.00/4.00 0.75 2.5/6.5 - 余量0.10 0.15 -- 用于灰口铸铁件缺陷的补焊THZ238 EZCQ 3.20/4.20 0.80 3.20/4.00 -- 余量0.10 0.15球化剂0.04/0.15用于球墨铸铁件的补焊THZ308 EZNi-1 2.00 1.00 2.50 90 8 0.30 -- 1.00 重要灰口铸铁薄壁件和加工面补焊THZ408 EZNiFe-1 2.00 1.80 2.50 45/60 余量0.030 -- 1.00 高强度灰口铸铁及球墨铸铁的补焊THZ508 EZNICu-1 1.00 2.50 0.80 60/70 6 0.025 -- Cu24/35 强度要求不高灰口铸铁补焊4、低合金高强度焊条熔敷金属主要成分/ 熔敷金属力学性能/ 主要用途牌号型号GB熔敷金属化学成分(%)C Mn Si S P 其余THJ502WCu E5003-G 0.12 0.30/0.90 0.40 0.030 0.035 Cu0.20/0.50 W0.20/0.50 THJ50 2NiCu E5003-G 0.12 0.30/0.90 0.35 0.030 0.035 Cu0.20/0.50 Ni0.20/0.50 ThJ506NiCu E5016-G 0.12 0.30/0.90 0.70 0.030 0.035 Cu0.20/0.50 Ni0.20/0.50 THJ506R E5016-G 0.10 1.00 0.40 0.030 0.035 Ni ≥ 0.50 THJ507R E5015-G 0.10 1.00 0.75 0.035 0.035 N ≥ 0.40THJ507CuP E5015-G 0.12 1.00 0.50 0.035 0.06/ 0.12 Cu0.20/0.50THJ507 MoNb E5015-G 0.12 0.60/1.20 0.65 0.035 0.036 Mo0.30/0.60 Nb0.03/0.15THJ507Mo WNbB E5015-G 0.10 0.85 0.45 0.035 0.035Nb0.01/0.04 B0.005/0.0015Mo0.40/0.60 W0.10/0.20THJ556R E5516-G 0.11 1.00 0.60 0.030 0.035 Ni ≥ 0.40 Ti0.02/0.05 B0.0018/0.0026THJ606 E6016-D1 0.12 1.25/1.75 0.60 0.035 0.035 Mo0.25/0.45THJ607 E6015-D1 0.12 1.25/1.75 0.60 0.035 0.035 Mo0.25/0.45THJ707 E7015-D2 0.15 1.65/2.00 0.60 0.035 0.035 Mo0.25/0.45THJ807 E8015-G 0.20 1.20/1.80 0.80 0.035 0.035 Mo0.60/1.00THJ807A E8015-G 0.09 2.00 0.40 0.030 0.030 Mo0.80/1.0THJ907 E9015-G 0.20 1.40/2.60 0.40/0.80 0.035 0.035 Mo0.80/1.20THJ907Cr E9015-G 0.12 1.40/2.00 0.5 0.035 0.035Cr0.70/1.10Mo 0.50/1.00 V0.05/0.15 THJ107 E1005-G 0.20 1.50/2.30 0.40/0.80 0.035 0.035 Mo0.08/1.40THJ107Cr E1005-G 0.15 1.40/2.00 0.50 0.035 0.035Cr1.5/2.2 Mo0.4/0.8 V0.08/0.16V840 E9015-G 0.085 0.09/1.50 0.45 0.030 0.030 Mo0.60 Ni2.80 Cr1.00THJ557R E5515-G 0.11 1.00/1.40 0.60 0.030 0.035 Ni0.40/0.80 5、低温钢焊条耐热钢焊条熔敷金属化学成分熔敷金属力学性能特点与用途牌号型号GB熔敷金属化学成分(% )C Mn Si S P 其余THR107 E50515-A1 0.12 0.90 0.60 0.035 0.035 Mo0.40/0.65THR207 E5515-B1 0.05/0.12 0.90 0.60 0.035 0.035 M.o0.40./0.65 Cr0.40/0.65 THR307 E5515-B2 0.05/0.12 0.90 0.60 0.035 0.035 Mo0.40/0.65 Cr0.80/1.50 THR317 E5515-B2-V 0.05/0.12 0.90 0.60 0.035 0.035Mo0.40/0.65 Cr0.80/1.50V0.10/035THR317B20 E6015-G 0.08/0.15 1.00 0.60 0.035 0.035Mo0.90/1.30 Cr0.90/1.30Ni=0.40 V0.20/0.35THR337 E5515-B2-VNb 0.05/0.12 0.90 0.60 0.035 0.035Mo0.70/1.00 Cr0.80/1.50Nb0.10/0.25 V0.15/0.40 THR347 E5515-B3-VWB 0.05/0.12 1.00 0.60 0.035 0.035Mo0.30/0.80 Cr1.50/2.50W0.20/0.60 B0.001/0.003 THR407 E6015-B53 0.05/0.12 0.90 0.60 0.035 0.035 Cr2.00/2.50 Mo0.90/1.20 THR507 E5MoV-15 0.12 0.50/0.90 0.50 0.035 0.035Cr4.50/6.00 Mo0.40/0.70V0.10/0.35THW707NIi E5515-C1 0.12 1.25 0.60 0.035 0.035 Ni2.00/2.75THW107NIi - 0.08 0.5 0.30 0.020 0.020 Ni4.0/5.5 Mo0.30 Cu0.50 6、特殊用途焊条简明表牌号焊条名称药皮类型焊接电源特点与用途THT202 水下焊条钛钙型直流一般结构的水下焊接THT304 水下割条氧化铁型直流用于水下切割THT404 开槽焊条氧化铁型交直流铸铁焊补前开坡口用704 切割条切割条氧化铁型交直流用于厚钢板切割7、碳钢焊条简明表熔敷金属化学成分力学性能/特点与用途牌号型号GB熔敷金属化学成分(%) 熔敷金属力学性能C Mn Si S P 其余σs/σ0.2MPaσb MPaδ5 % A KV JJ421 E4313 0.10 0.32/0.55 0.30 0.035 0.04 - 330 420 17 0℃27 THJ421X E4313 0.10 0.32/0.55 0.30 0.035 0.040 - 330 420 17 0℃27 THJ422 E4303 0.10 0.32/0.55 0.25 0.035 0.040 - 330 420 22 0℃27 THJ422GM E4303 0.10 0.32/0.55 0.25 0.035 0.040 - 330 420 22 0℃27 THJ423 E4301 0.10 0.32/0.55 0.30 0.035 0.040 - 330 420 22 -20℃27 THJ425X E4310 0.20 30/0.60 0.30 0.035 0.040 - 330 420 22 -30 ℃27 THJ426 E4316 0.10 1.25 0.90 0.035 0.040 - 330 420 22 -30 ℃27 THJ427 E4315 0.10 1.25 0.90 0.035 0.040 - 330 420 22 -30 ℃27Mo0.30THJ50IFe15 E5024 0.12 0.80/1.40 0.90 0.035 0.040400 490 17 0 ℃27V0.08Mo0.30400 490 17 0 ℃27 ThJ50IFe18 E5024 0.10 1.25 0.65 0.035 0.040V0.08THJ502 E5003 0.10 0.50/1.25 0.30 0.035 0.040 - 400 490 20 0 ℃27 THJ505X E5010 0.20 50/1.00 0.30 0.035 0.040 - 400 490 20 -30 ℃27 THJ506 E5016 0.10 1.60 0.75 0.035 0.040 - 400 490 22 -30 ℃27 THJ506-1 E5016-1 0.10 0.85/1.40 . 65 0.030 0.030 Ni0.3.0 400 490 22 -46 ℃27 THJ506Fe-1 E5018-1 0.10 1.60 0.75 0.030 0.035 - 400 490 22 -46 ℃27 THJ506D E5016 0.10 1.60 0.75 0.035 0.040 - 400 490 22 -30 ℃27 THJ506X E5016 0.12 1.60 0.75 0.035 0.040 400 490 22 -30 ℃27 THJ506Fe E5018 0.10 1.60 0.75 0.035 0.040 - 400 490 22 -30 ℃27 ThJ506Fe13 E5028 0.10 1.60 0.90 0.035 0.040 - 400 490 22 -20 ℃27 THJ506Fe16 E5028 0.10 1.60 0.035 0.035 0.040 - 400 490 -20 ℃27 THJ507 E5015 0.10 1.60 0.75 0.035 0.040 - 400 490 22 -30℃27。
铸铁焊条型号

铸铁焊条型号
铸铁焊条是一种用于焊接铸铁材料的特殊焊接材料。
由于铸铁材料的特殊性质,选择合适的焊条型号对于焊接质量至关重要。
以下是几种常见的铸铁焊条型号及其特点:
1. Z408E:这种焊条适用于灰口铸铁和球墨铸铁等各种类型的铸铁。
它具有良好的耐热性和抗裂性能,能够确保焊缝质量稳定,同时还具有良好的机械性能和耐腐蚀性能。
2. Z308E:这种焊条适用于灰口铸铁、球墨铸铁、白口生产中使用的不锈钢等多种材料。
它具有优异的机械性能和化学稳定性,可用于高温条件下的应用。
3. Z308-16:这种焊条是一种低氢钠型电弧焊条,适用于灰口、球墨以及薄壳等各类薄壳结构件的修补。
它具有良好的可塑性和韧性,可有效避免冷裂纹等问题。
4. Z408-16:这种焊条适用于灰口铸铁、球墨铸铁、白口生产中使用的不锈钢等多种材料。
它具有良好的耐热性和抗裂性能,能够确保焊缝质量稳定,同时还具有良好的机械性能和耐腐蚀性能。
5. Z308-15:这种焊条适用于灰口铸铁、球墨铸铁等各种类型的铸铁。
它具有良好的可塑性和韧性,可有效避免冷裂纹等问题。
同时,它还
具有良好的抗氧化性能和耐腐蚀性能。
以上是几种常见的铸铁焊条型号及其特点,选择合适的焊条型号对于
保证焊接质量至关重要。
在选择时需要考虑到被焊接材料的类型、厚
度以及所处环境等因素,并且需要根据实际情况进行测试和调整以确
保最终焊接质量。
铸铁焊条各型号简介
铸铁是碳的质量分数大于2.14%的Fe-C合金。实际上工业铸铁一般是Fe-C-Si为主的多元合金。 在焊接时应特别注意焊接工艺和焊接材料的选用。对焊条电弧焊来说,目前国内可供选用的焊 条有20余种,基本上可分为两大类,一类是同质焊缝型即铸铁型;另一类则是异质焊缝型如: 钢(碳钢或者合金结构钢等)、纯Ni(纯镍308)、Ni-Fe(镍铁408)、Ni-Cu(镍铜508)、 Ni-Fe-Cu、Fe-Cu等。在选用焊条时,可按不同的铸铁材料,不同的切削加工要求,不同的服 役条件和重要程度,不同的结构特点,刚度大小等进行选用。为方便铸铁焊条的选用,现将铸 铁焊条的牌号,型号,主要性能和用途列于表1-20 铸铁焊条的参考电流与事项。
σs≥330MPa
P≤0.040
δ5≥22%
Cr≤0.60
AKV≥27J(0℃)
Cu 0.40
Ni≤0.5
GMT-423
E4301
可焊接较重要的低碳钢 结构
C≤0.12 Mn 0.40 Si 0.16 S≤0.035 P≤0.040
σb≥420MPa σs≥330MPa δ5≥22% AKV≥47J(0℃)
σb≥490MPa σs≥410MPa δ5≥22% AKV≥47J(-30 ℃)
焊条直径(mm)3.24.05.0 焊接电流(A) 70-120 140-180 180-220 注意事项: 1.堆焊件为碳钢时预热温度在300℃以上。椎焊件为低合金钢时预热温度为400-500℃。堆焊件 为不锈钢时预热温度为600-650℃。 2.低合金钢及不锈钢焊后须经700℃退火。 3.焊前焊条须经250℃左右烘焙1小时。
GMT-425
E4311
用于低碳钢薄板结构的 立向下焊专用焊条
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
用途:
主要用于各类球墨铸铁件加工面和非加工面的焊接。
熔敷金属化学成份/%C
3.2-4Si
3.2-4MnW
0.8Fe余Niw球化剂
0.04-
0.15Z238SnCu铸铁焊条型号GB/T:
EZCQ说明:
低碳钢芯、强石墨化的铸铁焊条,加入一定量的球化剂及锡铜流两用。
EZCQ说明:
低碳钢芯、强石墨化的铸铁焊条,由于加入一定量的球化剂,使熔敷金属 中的石墨在缓冷过程中呈球状析出,力学性能好,交、直流两用。
用途:
用于焊补球墨铸铁件。
熔敷金属化学成份/%C
3.2-
4.2Si
3.2-4Mn<
0.8Fe余Niw球化剂
0.04-
0.15Z238DF铸铁焊条型号GB/T:
EZCQ说明:
EZV说明:
低碳钢芯、低氢型高钒铸铁焊条,焊缝形成以铁素体为基体以及碳化钒弥 散分布的钢组织,具有较好的抗裂性,采用直流反接。
用途:
用于铸铁件缺陷的焊补,如汽车缸体、机架齿轮箱等,也焊补高强度铸铁 件及球墨铸铁件,焊件可不进行预热,焊后可进行切削加工,但加工性不如Z
508、Z308和Z
408。
熔敷金属化学成份/%CX
用途:
用于球墨铸铁、蠕墨铸铁、合金铸铁、可锻铸铁及灰口铸铁的焊接和焊补 熔敷金属化学成份/%C
3.5-4Si
3.5Mnw
0.8REMgCuSr适量Z248铸铁焊条型号GB/T:
EZC说明:
铸铁芯、强石墨化的铸铁焊条,石墨化能力较强,熔敷金属与母材在组 织、性能和颜色上基本相同,交、直流两用。
用途:
用于灰口铸铁的焊补,特别适用于较大铸铁件的焊补。
用途:
用于各种灰口铸铁件非加工面的焊补。
Z208铸铁焊条型号GB/T:
EZC相当于AWS:
ECI说明:
低碳钢芯强石墨化的铸铁焊条,焊缝缓冷时可变成灰口铸铁,但抗裂性较 差,交、直流两用,价格低廉。
用途:
用于焊补灰口铸铁的缺陷。
熔敷金属化学成份/%C2-4Si
2.5
6.5Mn<
0.75Fe余Z208DF铸铁焊条型号GB/T:
3.2Si~4Mn^
0.5球化剂适量Z308铸铁焊条型号GB/T:
EZNi-1相当于AWS:
EZNi-C说明:
纯镍焊芯、强还原性强石墨化的铸铁焊条,施焊时,焊件可不预热,具有 良好的抗裂性和加工性能,交、直流两用,工艺性能好。
高韧性、高耐磨、耐冲涮磨损等。
可焊性好。
抗岩石砂磨粒磨损,延长设备使用寿命4-8倍。
用途:
用于铸铁薄件及加工面的补焊,如汽缸盖、发动机座、齿轮箱以及机床导 轨等重要灰口铸铁件。
镍价格昂贵,应在其他焊条不能满足要求时才可选用。
熔敷金属化学成份/%CX2Si<
2.5Mn<1Fe<8Ni>90铸铁8旱条型号GB/T:
EZNiFe-1相当于AWS:
ENiFe-C说明:
镍铁合金旱芯、强还原性强石墨化的铸铁旱条,具有强度高、塑性好、线 胀系数低等特点。
熔敷金属化学成份/%CX2Si<
2.5Mn<
1.8Fe余Ni45-60Z408A铸铁焊条型号GB/T:
EZNiFe-Cc说明:
镍铁铜合金焊芯、强还原性强石墨化的铸铁焊条,交、直流两用,可全位 置焊,具有强度高、塑性好、与母材熔合性好等特点,切割性Z40 8相似,电弧
稳定,焊条不发红,工艺性好,相当于瑞士卡斯特林公司2240焊条。
0.25Si<
0.7Mn<
1.5Fe余V8-13Z122Fe铸铁焊条型号GB/T:
EZFe-2说明:
低碳钢芯铁粉钛钙型冷焊铸铁焊条,由于加入大量铁粉并通过药皮向焊缝 过渡,从而稀释铸铁中的碳,焊缝与铸铁熔合牢固,但熔合区硬度高,具有良 好抗裂,工艺性好,操作方便,电弧稳定飞溅小,脱渣容易,焊缝成形美观, 交、直流两用。
抗裂性对灰口铸铁与Z308差不多,但对球墨铸铁则比Z308强,对含磷较 高(
0.2%P的铸铁也有良好的效果。
切割性比Z308和Z508稍差,用于常温或稍经预热(至200C左右)灰口铸 铁及球墨铸铁的旱接,交、直流两用,电弧稳定,工艺性好。
用途:
用于重要的高强度灰口铸铁及球墨铸铁的焊补,如汽缸、发动机、座齿轮
EZC说明:
钢芯铸铁冷焊焊条,具有强石墨化和铁素体化能力,冷焊接头有优良的抗 裂和切削加工性,交、直流两用。
用途:
用于冷焊、半热焊或热焊灰口铸件的各类缺陷,适用于焊补灰口铸铁的加 工面和非加工面
熔敷金属化学成份/%C
3.5-4Si
3.5-4Mn
0.4-
0.75Fe余Ni<1Z23铸铁焊条型号GB/T:
用途:
用于重要的高强度灰口铸铁及球墨铸铁的焊补,如汽缸、发动机、座齿轮 等。
熔敷金属化学成份/%CX2Si<
2.M n<
1.5Fe余Ni45-60Cu4-10Z508铸铁焊条型号:
EZNiCu-1说明:
镍铜合金(蒙乃尔)焊芯、强石墨型铸铁焊条,工艺性和切削加工性都接 近Z308但由于收缩率较大,抗裂性较差,焊接接头强度较低,不宜用于受力部位的 焊接,可用于常温或低温预热(至200C)灰口铸铁的焊接,可交、直流两用,电弧稳 定,工艺较好用途:
Z100
EZFe-2说明:
低碳钢芯、氧化性药皮的铸铁焊条,焊接时将熔池中的碳、硅部分烧掉, 焊缝为钢组织,焊缝与母材能较好地熔合,但药皮氧化性较强,熔深大,熔合 区硬度高,抗裂性和工艺性差,交、直流两用,价格低廉。
用途:
用于一般铸铁件缺陷的修复,并能焊补长期使用后的旧钢锭模,焊后不能 加工。
Z116/Z117高钒铸铁焊条型号GB/T:
3.2-4Si
3.2-4Mn<
0.8Fe余Niw球化剂
0.04-
0.15Z238F/Z268铸铁焊条型号GB/T:
EZCQ说明:
碳钢芯、强石墨化的铸铁焊条,加入特殊球化剂,具有良好抗裂性和力学 性能,熔敷金属与母材在组织、性能和颜色上基本相似。
用途:
用于各种球墨铸铁的,高强度灰口铁的焊补。
熔敷金属化学成份/%O
熔敷金属化学成份/%C2-4Si
2.5-
6.5Mn<
0.75Fe余Z258铸铁焊条型号GB/T:
EZCQ说明:
铸铁芯、强石墨化的铸铁焊条,含有钇稀土或镁,球化能力较强,熔敷金 属与母材在组织、性能和颜色上基本相同,交、直流两用。
用途:
用于球墨铸铁的焊补,特别适用于较大球墨铸铁件的焊补。
熔敷金属化学成份/%C