热喷涂材料简介
钢铁表面热喷涂铝或锌
钢铁表面热喷涂铝或锌一、热喷涂介绍1、热喷涂技术是一种材料表面保护和强化的新技术,它是以气体、液体燃料以及电弧、等离子弧作热源,将金属、合金、陶瓷、金属陶瓷、塑料等粉末或丝材、棒材加热到熔化或半熔化状态,借助于火焰推力或压缩空气喷射而粘附到预先经过表面处理的工件表面形成涂层,赋予工件以耐磨、耐腐蚀、抗高温、耐氧化、隔热、绝缘等特性,以达到提高工件性能、延长设备使用寿命的一种技术。
由于该技术工艺及涂层材料选择范围十分广泛,操作简便灵活,特别适合于现场施工和工件局部修复,因此,热喷涂技术不但是新设备预保护的有效方法,而且是现场维修有效而经济的手段。
2、热喷涂原理:热喷涂是指一系列过程,在这些过程中,细微而分散的金属或非金属的涂层材料,以一种熔化或半熔化状态,沉积到一种经过制备的基体表面,形成某种喷涂沉积层。
涂层材料可以是粉状、带状、丝状或棒状。
热喷涂枪由燃料气、电弧或等离子弧提供必需的热量,将热喷涂材料加热到塑态或熔融态,再经受压缩空气的加速,使受约束的颗粒束流冲击到基体表面上。
冲击到表面的颗粒,因受冲压而变形,形成叠层薄片,粘附在经过制备的基体表面,随之冷却并不断堆积,最终形成一种层状的涂层。
该涂层因涂层材料的不同可实现耐高温腐蚀、抗磨损、隔热、抗电磁波等功能。
3、定义:热喷涂是指采用氧—乙炔焰、电弧、等离子弧、爆炸波等提供不同热源的喷涂装置,产生高温高压焰流或超音速焰流,将要制成涂层的材料如各种金属、陶瓷、金属加陶瓷的复合材料、各种塑料粉末的固态喷涂材料,瞬间加热到塑态或熔融态,高速喷涂到经过预处理(清洁粗糙)的零部件表面形成涂层的一种表面加工方法。
我们把特殊的工作表面叫“涂层”,把制造涂层的工作方法叫“热喷涂”,它是采用各种热源进行喷涂和喷焊的总称。
4、用途:这在高速气流的作用下使之雾化成微细熔滴或高温颗粒,以很高的飞行速度喷射到经过处理的工件表面,形成牢固的覆盖层,从而使工件表面获得不同硬度、耐磨、耐腐、耐热、抗氧化、隔热、绝缘、导电、密封、消毒、防微波辐射以及其他各种特殊物理化学性能。
表面处理第十一讲热喷涂

热喷涂层的机械性能
热喷涂层的硬度
硬度是热喷涂层机械性能的重要指标之一。 硬度高的涂层具有更好的耐磨性和耐腐蚀性 ,但同时也可能较脆。因此,在选择热喷涂 层时,需要综合考虑其硬度与其他机械性能 的关系。
热喷涂层的韧性
韧性是热喷涂层在受到外力作用时抵抗开裂 和剥落的能力。良好的韧性可以提高涂层的 抗冲击性和使用寿命,特别是在承受交变应 力的场合。
特点
热喷涂技术具有适用范围广、涂层种 类多、涂层性能优良等特点,能够满 足各种不同的表面处理需求。
热喷涂的应用领域
航空航天
用于飞机和航天器的发 动机部件、结构件和功 能件的表面强化和修复
。
能源
用于燃气轮机、蒸汽轮 机等能源设备的耐磨、 耐腐蚀和隔热涂层的制
备。
汽车
用于发动机部件、车身 和底盘的防腐、隔热、 耐磨和装饰涂层的制备
02
环保型喷涂气体
开发环保型喷涂气体,如惰性气 体、还原性气体等,减少对大气 的污染。
03
废旧涂层的回收与 再利用
研究废旧涂层的回收技术,实现 资源的有效利用,降低对环境的 影响。
06
CATALOGUE
热喷涂案例分析
航空航天领域的热喷涂应用
飞机发动机热端部件
热喷涂技术常用于飞机发动机热端部件的表面处理,如涡 轮叶片和燃烧室,以提高耐高温、抗氧化和抗腐蚀性能。
纳米材料
纳米碳管
具有出色的导电、导热性 能,可用于制备功能性涂 层。
纳米氧化物
具有优异的耐腐蚀、抗氧 化性能,可用于制备防腐 、抗氧化涂层。
纳米陶瓷
具有高硬度、高耐磨性, 可用于制备硬质、耐磨涂 层。
03
CATALOGUE
热喷涂材料
热喷涂材料热喷涂材料是一种常用的表面修复和保护材料,广泛应用于航空航天、汽车、电力、化工、石油、冶金等领域。
它能够提供高温和化学腐蚀的防护,同时还能够修复和加固金属表面。
热喷涂材料有很多种类,最常见的包括金属涂层、陶瓷涂层和聚合物涂层。
金属涂层是指通过喷涂金属粉末或线,将金属材料覆盖在被保护表面上。
金属涂层具有优异的耐高温、耐磨损和耐腐蚀性能,适用于高温烟道、石油管道和汽车引擎等环境。
常见的金属涂层材料包括镍铬合金、不锈钢、铝、钛等。
陶瓷涂层是指通过热喷涂技术,在被保护表面上喷涂陶瓷材料粉末,形成厚薄不一的陶瓷保护层。
陶瓷涂层具有极高的硬度、耐磨损和耐腐蚀性能,适用于高速运动部件、耐腐蚀设备和耐磨损表面等。
常见的陶瓷涂层材料包括氧化铝、碳化硅、氧化锆等。
聚合物涂层是指利用聚合物粉末或液体,在被保护表面上形成聚合物膜层。
聚合物涂层具有优异的耐化学腐蚀性能和电绝缘性能,适用于耐酸碱容器、电气绝缘设备和汽车涂装等。
常见的聚合物涂层材料包括环氧树脂、聚酰亚胺、聚氨酯等。
热喷涂技术的优点是在低温下进行喷涂,避免了原材料的熔融和高温硬化过程,因此能够喷涂在各种基材上,包括金属、陶瓷、塑料等。
而且热喷涂的材料没有尺寸限制,适用于各种形状和复杂表面的修复和保护。
热喷涂材料的应用领域非常广泛。
在航空航天领域,它可以用于修复飞机引擎叶片、发动机内部零件等高温高压部件。
在汽车领域,它可以用于加固汽车引擎部件、排气系统和底盘等。
在电力行业,它可以用于耐高温绝缘设备和电力线路的保护。
同时,热喷涂材料还可以应用于化工设备、石油管道、冶金设备等领域。
总之,热喷涂材料的应用极为广泛,能够提供优异的表面修复和保护性能。
随着技术的不断发展,热喷涂材料的种类和应用范围还将不断扩大,为各行业提供更好的解决方案。
热喷涂(2)

56
Ni及Ni合金 纯Ni及Ni-Cr、Ni-30%Cu(蒙乃尔合金),
耐蚀、耐磨、耐高温氧化
Sn及Sn合金 轴承轴瓦等滑动部件的耐磨涂层
21
涂层残余应力
✓ 涂层的外层受拉应力—后冷、收缩受阻 ✓ 基体、涂层的内层则产生压应力 ✓ 由喷涂热条件及物理性质的差异造成,影响涂
层质量,限制涂层的厚度 ✓ 预热或粗化表面能消除和减少
22
热喷涂预处理
喷涂工艺中一个重要工序: 清洗、脱脂:
碱洗法、溶剂洗涤法、蒸气清洗法、加热 去除氧化膜、表面粗糙化:
7
⑤工效高、操作程序少、速度快 每小时几公斤~几十公斤
⑥涂层厚度可调范围大 几十微米~几毫米
⑦可得到特殊的表面性能 耐磨、抗氧化、耐热、导电、绝缘
⑧成本低、经济效益显著
缺点: ①结合强度低;②材料利用率低;③热效率低; ④均匀性差;⑤孔隙率高。
8
4、涂层材料的要求
(1)较宽的液相区; (2)形状、尺寸有要求,线材、粉末。
1. 涂层的成分
喷涂材料的成分 氧化烧涂损层的成分
与粒子和喷涂气氛之间的化学反应有关
例:
电弧喷涂,因温度高、气氛为空气而氧化烧损严重
17
2.涂层的结构
➢ 涂层是变形粒子的层状组织结构 ➢ 涂层的性能具有方向性 ➢ 组成:扁平颗粒、氧化物夹杂、不完全熔融粒子、孔洞 ➢ 涂层经适当处理后,结构会发生变化。
线材
熔化或熔融→熔点
粉末 熔融 表→内热传导 90%熔融
复合材料粉末,可能大于熔点
例:Ni包Al放热反应
3. 粒子的尺寸
有一最佳临界尺寸
15
4. 粒子的表面反应
热喷涂材料
热喷涂材料目前实际应用中已实现工业化生产的喷涂材料有金属、合金和陶瓷等, 主要以粉末、丝材、棒材状态使用, 其中喷涂粉末占喷涂材料总用量的70 %以上. 用作涂层的材料有:1. 热喷涂用粉末纯金属粉末:W,Mo,Al,Cu,Ni,Ti,Ta,Nb 等合金粉末:Al-Ni,Ni-Cr,Ti-Ni,Ni-Cr-Al,Co-Cr-W,MCrAlY(M=Co、Ni、Fe),Co基、Ni基、Fe基自熔合金等氧化物陶瓷粉末:Al2O3,ZrO2,Cr2O3,TiO2等碳化物粉末:WC,TiC,Cr3C2等金属陶瓷粉末:WC-Co,Cr3C2-NiCr等塑料粉末:尼龙,聚乙烯,聚苯硫醚等2. 热喷涂用丝材Al、Cu,Zn,Al-Zn合金,巴氏合金,不锈钢,Ni-Al丝等3. 热喷涂用棒材Al2O3,Cr2O3,ZrO2等层功能和应用1. 抗磨损涂层磨损是造成工业部门设备损坏的主要原因之一, 可能产生磨损的工作条件包括微振、滑动、冲击、擦伤、侵蚀等.抗磨损涂层应该是坚硬的,而且具有耐热和耐化学腐蚀的性能.Fe、Ni、Co基自熔合金以及WC - Co和Cr3C2-NiCr等金属陶瓷以及Al2O3、Cr2O3等陶瓷材料具有上述这些性能. 采用涂层技术提高工件表面耐磨性的应用非常广泛, 如活塞环、齿轮同步环喷涂Mo涂层, 纺织机械中的罗拉、导丝钩等零部件喷涂耐纤维磨损的Al2O3、Al2O3 -TiO2陶瓷涂层, 泵和阀门密封面喷涂Cr2O3、WC-Co等耐磨涂层, 大马力载重汽车曲轴及大型磨煤机、排风机轴等采用Fe基合金材料进行磨损修复和耐磨强化等。
2. 防腐蚀涂层长期暴露在户外大气(海洋、工业及城乡大气)和不同介质(海水、河水、溶剂及油类等)环境中的大型钢铁构件,如输变电铁塔、钢结构桥、海上钻井平台、煤矿井架以及各种化工容器如储罐等,受到不同程度的环境氧化和侵蚀. 采用Al、Zn、Al - Zn合金及不锈钢等涂层进行防护,可以获得长达20年以上的长期防护效果.一些受到气体腐蚀和化学腐蚀的部件,可以根据具体工况(如介质、浓度、温度、压力等)选择合适的金属、合金、陶瓷及塑料等涂层材料进行防护.3. 抗高温氧化和耐热腐蚀涂层对于一些暴露在高温腐蚀气体中的部件,受到高温、气体腐蚀及气流冲刷的作用,严重影响了设备的寿命和运行的安全.抗高温氧化及高温腐蚀的材料除了必须抗高温氧化和耐腐蚀外,还必须具有与基体材料相似的热膨胀系数,方不会因温度周期变化和局部过热导致涂层抗热疲劳性能下降.用作抗高温氧化和高温腐蚀的涂层材料有:NiCr、NiAl、MCrAl、MCrAlY(M = Co、Ni、Fe)及Hastiloy和Stellite合金等. 这类涂层的典型应用如电厂锅炉四管(水冷壁管、再热器管、过热器管及省煤器管)及水冷壁等的高温氧化腐蚀一直是电力、造纸、化工等工业锅炉用户需要解决的问题,经多年研究、实践证明, 采用电弧喷涂Ni - Cr、Fe -Cr -Al、Ni-Cr -Al、45CT等涂层能获得良好的防护作用,使用寿命最长达9年.MCrAlY 涂层用于航空涡轮发动机叶片涂层以及作为涡轮发动机燃烧室、火焰筒等用热障涂层的粘结底层。
热喷涂材料

铝青铜聚酯粉APS
Cu9.5Al1Fe10 聚酯 混合
125/10μm
可磨涂层,工作温度650℃
LF138
铝青铜聚酯粉APS
Cu9.5Al1Fe14 聚酯 包覆
125/15μm
可磨涂层,工作温度650℃
LF139
铝青铜聚酯粉APS
Cu9.5Al1Fe5 聚酯 混合
125/15μm
可磨涂层,工作温度650℃
Ni20C 包覆
150/325目
压气机级间可磨涂层
LF228
镍包石墨粉 CFS
N级间涂层
170目/20μm
LF229
镍铬铝包膨润土粉 CFS
Ni4Cr4Al21 膨润土 包覆
100/325目
可磨涂层,工作温度<815℃
LF230
镍铬铝包膨润土粉 CFS
Ni4Cr4Al21 膨润土
热喷涂材料
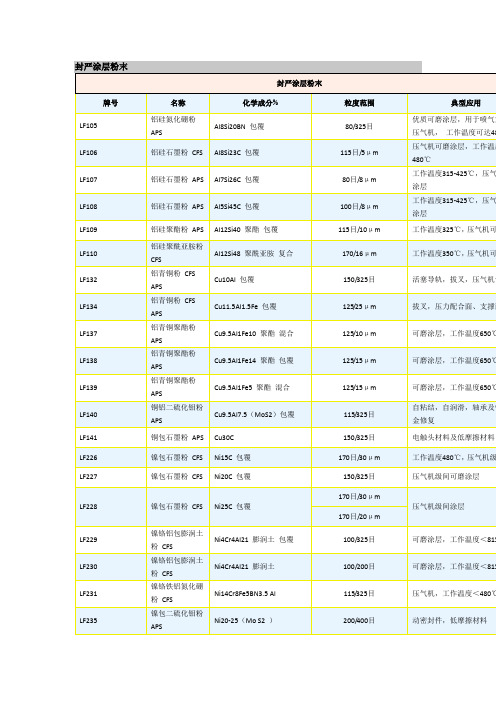
封严涂层粉末
封严涂层粉末
牌号
名称
化学成分%
粒度范围
典型应用
LF105
铝硅氮化硼粉APS
Al8Si20BN 包覆
80/325目
优质可磨涂层,用于喷气发动机压气机, 工作温度可达480℃
LF106
铝硅石墨粉 CFS
Al8Si23C 包覆
115目/5μm
压气机可磨涂层,工作温度达480℃
LF107
LF144
钼镍合金粉 APS
Mo25NiSF
170/325目
自熔性,耐磨性好,摩擦系数高低,抗擦伤, 用于活塞环
LF147
钼镍合金粉 APS
Mo30NiSF
170/325目
自熔性,抗硬表面磨损,硬度高,抗擦伤
第八部分热喷涂

电源 冷却水
工作气体
控制 设备
送粉 气体
粉末
送粉 设备
喷枪
等离子喷涂设备示意图
等离子弧喷涂枪示意图
粉末
绝缘套 冷却系统
喷嘴 前枪体
火焰喷涂
以气体燃烧热为热源,将金属丝或粉末熔化并雾化而进行的 喷涂。 1. 线材火焰喷涂 2. 粉末火焰喷涂
线材火焰喷涂装置示意图
8 7 3
6
5
火焰喷射枪剖面图
7
6
8
5
9
1
1.燃料气(C2H2),
2.助燃气(O2),
1
3.气体流量计,
4.压缩空气,
2
5.空气过滤器,
6.空气控制器,
7.线材控制装置,
送丝 装置
丝盘
压缩气体
电弧喷涂原理示意图
电源:V = 40V,I = 100-400A 平的伏安特性。
电弧喷涂枪, 送丝装置, 气体压缩机。
电弧喷涂丝材主要有Al, Zn, Cu, Ni, Mo等及其合金,以及碳钢、 不锈钢等。
1.空气接头 2.手柄开关 3.喷枪体 4.导电嘴 5.金属丝 6.挡弧罩
rw- 蒸馏水的密度 rz- 涂层材料的密度 rc- 金属丝的密度 rv- 凡士林的密度
思考题
1、什么是热喷涂?其工艺选用的基本原则。 2、什么是等离子体? 3、等离子喷涂的基本原理。
d
P
涂层结合强度(sb)
sb = 4P/pd2
涂层 试样之固定部分 试样之活动芯棒 支撑
公共基础知识热喷涂基础知识概述
《热喷涂基础知识综合性概述》一、引言热喷涂技术作为一种表面工程技术,在现代工业中发挥着至关重要的作用。
它能够在各种基材表面制备出具有特定性能的涂层,从而提高材料的耐磨性、耐腐蚀性、耐高温性等性能,延长材料的使用寿命,降低生产成本。
本文将对热喷涂的基础知识进行全面的阐述与分析,包括基本概念、核心理论、发展历程、重要实践以及未来趋势等方面。
二、基本概念1. 热喷涂的定义热喷涂是指将熔融状态或半熔融状态的材料,通过高速气流或火焰等热源加热至熔化或软化状态,然后以高速喷射到基材表面,形成涂层的一种表面工程技术。
2. 热喷涂的分类根据热源的不同,热喷涂可以分为火焰喷涂、电弧喷涂、等离子喷涂、爆炸喷涂等。
火焰喷涂是利用可燃气体与氧气混合燃烧产生的火焰作为热源;电弧喷涂是利用两根金属丝之间产生的电弧作为热源;等离子喷涂是利用等离子体作为热源;爆炸喷涂是利用炸药爆炸产生的能量作为热源。
3. 热喷涂涂层的特点热喷涂涂层具有以下特点:(1)结合强度高:涂层与基材之间通过机械结合、物理结合和化学结合等方式结合在一起,结合强度较高。
(2)孔隙率低:热喷涂涂层的孔隙率较低,可以有效地防止腐蚀介质的渗透。
(3)硬度高:涂层的硬度较高,可以提高材料的耐磨性。
(4)耐高温性好:涂层可以在高温环境下使用,具有良好的耐高温性能。
(5)可制备多种材料的涂层:热喷涂可以制备金属、陶瓷、塑料等多种材料的涂层,满足不同的使用要求。
三、核心理论1. 热喷涂的原理热喷涂的原理是利用热源将喷涂材料加热至熔化或软化状态,然后以高速喷射到基材表面,形成涂层。
在喷涂过程中,喷涂材料的颗粒在热源的作用下,经历了加热、熔化、加速、撞击基材表面等过程,最终形成涂层。
2. 热喷涂的结合机制热喷涂涂层与基材之间的结合机制主要有机械结合、物理结合和化学结合三种。
机械结合是指涂层与基材之间通过机械嵌合作用结合在一起;物理结合是指涂层与基材之间通过范德华力、氢键等物理作用力结合在一起;化学结合是指涂层与基材之间通过化学反应形成化学键结合在一起。
热喷涂概述与材料
LEE MAN (SCETC)
表面工程与热喷涂
17
(一)非复合喷涂线材
碳钢及低合金钢喷涂 丝
常用的是 85优质碳素结构钢丝和T10A碳素工具钢 丝。 一般采用电弧喷涂,用于喷涂曲轴、柱塞、机床导 轨等常温工作的机械零件滑动表面耐磨涂层及磨损 部位的修复。
不锈钢喷涂 丝
1Cr13、2Cr13、3Cr13等马氏体不锈钢丝主要用于强度和 硬度较高、耐蚀性要求不太高的场合,其涂层不易开裂。 1Cr17在氧化性酸类、多数有机酸、有机酸盐水溶液中有 良好的耐蚀性。 1Cr18Ni9Ti等奥氏体不锈钢丝有良好的工艺性能,在多数 氧化性介质和某些还原性介质中都有较好的耐蚀性,用于喷 涂水泵轴等。
锡及锡合金喷涂丝
锡涂层具有很高的耐腐蚀性能,常用作食品器具的 保护涂层,但锡中砷的质量分数不得大于0.015%。 含锑和钼的锡合金丝具有摩擦系数低、韧性好、耐 蚀性和导热性良好等特性。 在机械工业中,广泛应用于轴承、轴瓦和其他滑动 摩擦部件的耐磨涂层。此外,锡可在熟石膏等材料上 喷涂制成低熔点模具。
LEE MAN (SCETC)
表面工程与热喷涂
23
三、热喷涂用粉末
热喷涂用金属及合金线材包括:
非复合喷涂粉末 复合喷涂粉末
属简单粉末 ,每个粉粒仅由单一的成分组成。 由两种或更多种金属和非金属(陶瓷、塑料、非金属矿 物)固体粉末混和而成。
热喷涂材料应用最早的是一些线材,但只有塑性好的材 料才能做成线材,而粉末喷涂材料却可不受线材成形工 艺的限制,成本低,来源广,组无间可按任意比例调 配,组成各种组合粉、复合粉,从而得到相图上存在或 不存在的相和组织,获得某些特殊性能。
表面工程与热喷涂 涂层中颗粒与基体表面之间的结合以及颗粒之间的结 合机理目前尚无定论,通常认为有三种结合:
第三章热喷涂
四、 等离子喷涂
①超高温特性,便于进行高熔点材料 的喷涂。
②喷射粒子的速度高,涂层致密,粘 结强度高。
③由于使用惰性气体作为工作气体, 所以喷涂材料不易氧化。
23
等离子喷涂原理
1-工件 2-喷涂层 3-前枪体 4-冷却水出口 5-等离子气进口 6-绝缘套 7-冷却水进口 8-钨电极 9-后枪体 10-送粉口
第三章 热喷涂
定义:热喷涂是将熔融状态的喷涂材料通 过高速气流雾化并喷射在工件表面上,形
成喷涂层的一种表面加工方法。1热喷涂方法及其技术特性
2
♦热喷涂原理
1. 热喷涂涂层的形成 热喷涂时,涂层材料的粒子被热源加热
到熔融态或高塑性状态,在外加气体或 焰流本身的推力下,雾化并高速喷射向 基体表面,涂层材料的粒子与基体发生 猛烈碰撞而变形、展平沉积于基体表面 ,同时急冷而快速凝固,颗粒这样遂层 沉积而堆积成涂层。
不要求耐高温而只要求耐磨:碳化物(如碳化钨 等)与镍基自熔合金的混合物。碳化钨喷涂层的 工作温度应在480℃以下,超过此温度时,最好 选择碳化钛、碳化铬或陶瓷材料。此外,在滑动 磨损的条件下,选择高碳钢、马氏体不诱钢、钼 、镍铬合金等喷涂材料,都可获得很好的耐磨性 能。
40
1 金属涂层的研究现状
44
4 非晶态涂层的研究现状
非晶态是一种长程无序,短程有序的材料。 非晶态材料的物理、化学性能常比相应的晶态材 料更优异,具有高强度、高韧性、高硬度、高抗 蚀性能、软磁特性等,是一类很有发展前途的新 型金属材料。热喷涂非晶态合金涂层是近年来材 料科学中广泛研究的一个新领域,热喷涂技术作 为大面积非晶涂层制备方法之一已开始引起广泛 关注,常用的方法有等离子喷涂、HVOF和爆炸 喷涂。
表面处理第十一讲 热喷涂
热喷涂材料的要求
(1)热稳定性好,在高温焰流中不升华,不分解(复合粉末)。 (2) 有较宽的液相区,使熔滴在较长时间内保持液相。 ( 3 )与基材有相近的热膨胀系数,以防止因膨胀系数相差过 大产生较大的热应力。 (4) 喷涂材料在熔融状态下应和基材有较好的浸润性,以保 证涂层与基材之间有良好的结合性能。
氩气:易于引弧,等离子弧稳定,有很好的气体保护作用。
氢气:可作为辅助气体起到提高热焓和防氧化的作用。
等离子喷涂工艺(2)
3) 供粉速率:速率过大使熔化不良的粉粒增多,涂层组织 疏松、气孔率增大;速率过低则降低喷涂效率。 4) 喷涂距离和喷涂角:喷涂金属粉末时喷距为75~130mm; 喷涂陶瓷粉末时喷距为50~100mm。喷涂角度以90°为最佳。 5) 喷枪与工件的相对移动速度:移动速度快些为好,可防 止一次喷涂过厚导致涂层内应力过大,还可避免局部过热。
粗化处理的方法(2) 2) 开槽;
粗化处理的方法(3) 3) 电火花拉毛;
4) 喷涂粘结底层。
表 6—2 粘结底层材料及最高使用温度 涂层(质量分数) 温度/℃ 钼 315 620 80% Ni— 20% Al 1010 95% Ni— 5% Al 1260 80% Ni— 20% Cr 980 94% Ni— 6% A1 1316 Ni(Co)CrY
3 涂层结构(1) 涂层是由无数变形粒子互相交错堆叠 在一起,形成一层堆积而成的层状结构。 涂层性能具有方向性,垂直和 平行涂层方向上的性能不一致。 涂层中伴有氧化物等夹杂,存 在部分孔隙,孔隙率4%-20%。
涂层结构(4) 涂层内有一定比例的孔隙,产生原因是: (1) 喷涂角度不同造成的遮蔽效应;空气干燥型酚醛、乙烯树脂、硅树脂、 煤焦油、聚氨酯、亚麻子油、聚酯 烘烤酚醛、酚醛树脂、环氧树脂、聚酯、聚酰胺树脂 环氧树脂、聚酯、聚氨酯 硅酸钠、磷酸盐
熔射(热喷涂工艺)

2.热喷涂的形成过程 2.3 涂层成分与结构
一般情况下,涂层成分中的合金元素含量 与原喷涂材料是有所差异的,其原因在于:
① 粒子在高温下蒸发 ② 粒子在高温下烧损 ③ 粒子在高温下表面发生反应
2.4 热喷涂层的结合机理
热喷涂的结合方式可分为:机械结合和冶金化学结合 1.机械结合 熔化或接近熔化的粒子在喷涂时撞击到基体 表面产生变形、镶嵌、咬合和填塞,最后冷凝收缩,形成 机械的结合,这是涂层结合的主要形态。 2.冶金-化学结合 涂层结合的次要形态,当涂层与基体表 面出现扩散和合金化时的一种结合类型,但其结合力比机 械结合大的多,由三部分组成:
粒子的尺寸、粒子的飞行距离等因素有关。
黄铜、钼及锌的线材气体火焰喷涂时,在粒子的飞行 距离为100mm处,三种粒子的平均飞行速度分别为120, 65,140m/s。
爆炸喷涂时粒子的飞行速度更大,可高达1000m/s。
飞行速度的大小影响粒子与基体表面碰撞时转换能量 的大小、粒子的变形程度以及结合强度。
主要内容
1 热喷涂的定义与特点 2 热喷涂的基本原理 3 热喷涂工艺 4 热喷涂材料的工艺性能及分类 5 热喷涂层的后处理
1.热喷涂的定义与特点
★ 定义 采用一定的热源,将喷涂材料加热到熔融或半熔融状态,
通过高速气流使其雾化,然后喷射、沉积到工件表面,形成 喷涂沉积层的一种表面覆盖方法。
1.热喷涂的定义与特点
4.热喷涂材料的工艺性能及分类
4.2 热喷涂材料分类 热喷涂材料按形态可分为:
粉末:等离子喷涂、爆炸喷涂和气体火焰喷涂。 线材及棒材:主要用于气体火焰喷涂,电弧喷涂和线爆喷 涂。
热喷涂材料按材质可分为: 金属及其合金陶瓷、金属间化合物、塑料、玻璃和陶瓷等。
热喷涂概述与材料
工艺灵活
工件受热温度可控 涂层容易控制 成本低
LEE MAN (SCETC)
在喷涂过程中可使基体保持较低温度,基体变形小,一般 温度可控制在 30~200℃,从而保证基体不变形、不弱化。
涂层厚度由几十微米到几毫米,涂层表面光滑,加工余量少。
但目前该技术仍存在着结合力低、孔隙率较高、均匀性差 等缺点,有待于进一步发展。
LEE MAN (SCETC)
表面工程与热喷涂
23
三、热喷涂用粉末
热喷涂用金属及合金线材包括:
非复合喷涂粉末 复合喷涂粉末
属简单粉末 ,每个粉粒仅由单一的成分组成。 由两种或更多种金属和非金属(陶瓷、塑料、非金属矿 物)固体粉末混和而成。
热喷涂材料应用最早的是一些线材,但只有塑性好的材 料才能做成线材,而粉末喷涂材料却可不受线材成形工 艺的限制,成本低,来源广,组无间可按任意比例调 配,组成各种组合粉、复合粉,从而得到相图上存在或 不存在的相和组织,获得某些特殊性能。
锡及锡合金喷涂丝
锡涂层具有很高的耐腐蚀性能,常用作食品器具的 保护涂层,但锡中砷的质量分数不得大于0.015%。 含锑和钼的锡合金丝具有摩擦系数低、韧性好、耐 蚀性和导热性良好等特性。 在机械工业中,广泛应用于轴承、轴瓦和其他滑动 摩擦部件的耐磨涂层。此外,锡可在熟石膏等材料上 喷涂制成低熔点模具。
LEE MAN (SCETC)
表面工程与热喷涂
15
LEE MAN (SCETC)
表面工程与热喷涂
16
二、热喷涂用金属及合金线材
热喷涂用金属及合金线材包括:
非复合喷涂线材
非复合喷涂线材是指只用一种金属或合金的材料制成的 线材,这些线材是用普通的拉拔方法制造的。
复合喷涂线材
热喷涂行业知识
热喷涂行业知识
热喷涂是一种表面处理技术,通过将粉末、金属丝或其他材料加热至熔融状态,然后以高速喷射到工件表面形成涂层的方法。
热喷涂技术具有制备工艺简单、涂层质量高、适用范围广等优点,被广泛应用于航空航天、石油化工、钢铁冶金等领域。
以下是热喷涂行业的一些知识:
1. 热喷涂技术分类
热喷涂技术主要分为火焰喷涂、电弧喷涂、等离子喷涂、超音速喷涂等几类。
不同的热喷涂技术适用于不同的材料和工件表面,具有不同的特点和优缺点。
2. 热喷涂材料
热喷涂材料主要包括金属粉末、非金属粉末和金属丝材等。
金属粉末主要有铝、镍、钛等,非金属粉末主要有陶瓷、石墨等,金属丝材主要有钨、钼、钢等。
3. 热喷涂工艺
热喷涂工艺主要包括预热、喷涂、冷却和固化等步骤。
在喷涂过程中,需要控制喷枪的距离、速度和角度等参数,以保证涂层的均匀性和质量。
4. 热喷涂应用
热喷涂技术被广泛应用于各种领域,如航空航天、石油化工、钢铁冶金、电力等。
在这些领域中,热喷涂技术主要
用于强化金属表面性能、提高耐腐蚀性、耐磨损性和导电性等。
总之,热喷涂技术是一种表面处理技术,具有制备工艺简单、涂层质量高、适用范围广等优点,被广泛应用于航空航天、石油化工、钢铁冶金等领域。
热喷涂行业的发展前景广阔,未来将会有更多的创新和应用。
热喷涂综述 一、热喷涂的定义 热喷涂技术,是采用某种高温热源,将欲涂

热喷涂综述一、热喷涂的定义热喷涂技术,是采用某种高温热源,将欲涂覆的涂层材料熔化或至少软化,并用气体使之雾化成微细液滴或高温颗粒,高速喷射到经过预处理的基体表面形成涂层的技术。
当热源的比能量足以使基体表面发生薄层熔化,与喷射的熔融颗粒形成完全致密的冶金结合涂层时,称为热喷焊,简称喷焊。
使用高温热源,如氧——可燃气体燃烧火焰、电弧、等离子电弧、激光束、爆炸能等,是热喷涂技术区别于其他喷涂方法和表面涂覆方法的主要特征。
不同热源的最高温度列于附表。
附表:不同热源的最高温度二、热喷涂技术的特点采用热喷涂技术,制备各种表面强化和表面防护涂层,具有许多独特的优点:(1)能够喷涂的材料范围特别广,包括各种金属及合金、陶瓷及金属陶瓷、塑料、非金属矿物等几乎所有固态工程材料。
因而能够制备耐磨、减摩、耐蚀、耐高温、抗氧化、绝缘、导电、催化、辐射、防辐射、抗干扰、超导、非晶态及生物功能等各种功能涂层;(2)能够在多种基体材料上形成涂层,包括金属基体、陶瓷基体、塑料基体、石膏、木材甚至纸板上都能喷涂,被喷涂的材料范围也十分广泛;(3)一般不受被喷涂工件尺寸和施工场所的限制,既可厂内施工,也可现场施工;(4)涂层沉积效率较高,特别适合沉积薄膜涂层。
涂层厚度可以控制,从几十微米到几毫米甚至可厚达 20mm;(5)除喷焊外,热喷涂施工对基体的热影响很小,基体受热温度不超过200℃,基体不会发生变形和性能变化;(6)在满足强度要求的前提下,制件基体可以采用普通材料代替贵重材料,仅涂层使用优质材料,使“好钢用在刀刃上”;(7)热喷涂施工艺灵活,方便,迅速,适应性强。
当然,热喷涂技术也有如下一些缺点:(1)除喷焊外,热喷涂涂层与基体的结合主要是物理机械结合,结合强度不大高,涂层耐冲击和重载性能较差;(2)喷涂涂层含有不同程度的孔隙,对于耐腐蚀、抗氧化、绝缘等应用,一般不如整体材料。
但可通过复合涂层系统设计等方法予以改进提高;(3)喷涂小件时,涂层材料的收得率低;(4)热喷涂手工操作时的劳动条件较差,有噪音、粉尘、热和弧光辐射问题,必须注意劳动保护措施。
热喷涂
热喷涂热喷涂是指一系列过程,在这些过程中,细微而分散的金属或非金属的涂层材料,以一种熔化或半熔化状态,沉积到一种经过制备的基体表面,形成某种喷涂沉积层。
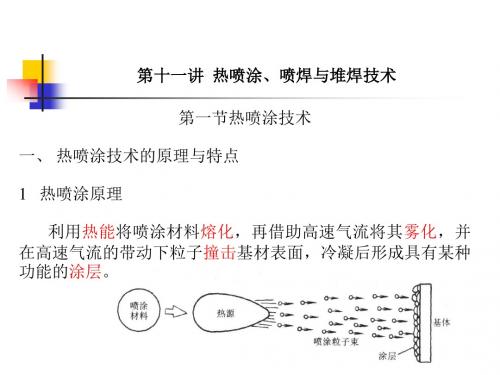
它是利用某种热源(如电弧、等离子喷涂或燃烧火焰等)将粉末状或丝状的金属或非金属材料加热到熔融或半熔融状态,然后借助焰留本身或压缩空气以一定速度喷射到预处理过的基体表面,沉积而形成具有各种功能的表面涂层的一种技术。
1.热喷涂是一种表面强化技术,是表面工程技术的重要组成部分,一直是我国重点推广的新技术项目.它是利用某种热源(如电弧、等离子喷涂或燃烧火焰等)将粉末状或丝状的金属或非金属材料加热到熔融或半熔融状态,然后借助焰留本身或压缩空气以一定速度喷射到预处理过的基体表面,沉积而形成具有各种功能的表面涂层的一种技术。
2.热喷涂原理:热喷涂是指一系列过程,在这些过程中,细微而分散的金属或非金属的涂层材料,以一种熔化或半熔化状态,沉积到一种经过制备的基体表面,形成某种喷涂沉积层。
涂层材料可以是粉状、带状、丝状或棒状。
热喷涂枪由燃料气、电弧或等离子弧提供必需的热量,将热喷涂材料加热到塑态或熔融态,再经受压缩空气的加速,使受约束的颗粒束流冲击到基体表面上。
冲击到表面的颗粒,因受冲压而变形,形成叠层薄片,粘附在经过制备的基体表面,随之冷却并不断堆积,最终形成一种层状的涂层。
该涂层因涂层材料的不同可实现耐高温腐蚀、抗磨损、隔热、抗电磁波等功能。
3.定义 :热喷涂是指采用氧—乙炔焰、电弧、等离子弧、爆炸波等提供不同热源的喷涂装置,产生高温高压焰流或超音速焰流,将要制成涂层的材料如各种金属、陶瓷、金属加陶瓷的复合材料、各种塑料粉末的固态喷涂材料,瞬间加热到塑态或熔融态,高速喷涂到经过预处理(清洁粗糙)的零部件表面形成涂层的一种表面加工方法。
我们把特殊的工作表面叫“涂层”,把制造涂层的工作方法叫“热喷涂”,它是采用各种热源进行喷涂和喷焊的总称。
4.用途 :这在高速气流的作用下使之雾化成微细熔滴或高温颗粒,以很高的飞行速度喷射到经过处理的工件表面,形成牢固的覆盖层,从而使工件表面获得不同硬度、耐磨、耐腐、耐热、抗氧化、隔热、绝缘、导电、密封、消毒、防微波辐射以及其他各种特殊物理化学性能。
热喷涂材料
封严涂层粉末封严涂层粉末牌号名称化学成分%粒度范围典型应用LF105铝硅氮化硼粉APSAl8Si20BN 包覆80/325目优质可磨涂层,用于喷气发压气机,工作温度可达48LF106铝硅石墨粉CFS Al8Si23C 包覆115目/5μm 压气机可磨涂层,工作温度480℃LF107铝硅石墨粉APS Al7Si26C 包覆80目/8μm 工作温度315-425℃,压气涂层LF108铝硅石墨粉APS Al5Si45C 包覆100目/8μm 工作温度315-425℃,压气涂层LF109铝硅聚酯粉APS Al12Si40 聚酯包覆115目/10μm工作温度325℃,压气机可LF110铝硅聚酰亚胺粉CFSAl12Si48 聚酰亚胺复合170/16μm工作温度350℃,压气机可LF132铝青铜粉CFSAPSCu10Al 包覆150/325目活塞导轨,拔叉,压气机气LF134铝青铜粉CFSAPSCu11.5Al1.5Fe 包覆125/25μm拔叉,压力配合面、支撑面LF137铝青铜聚酯粉APSCu9.5Al1Fe10 聚酯混合125/10μm可磨涂层,工作温度650℃LF138铝青铜聚酯粉APSCu9.5Al1Fe14 聚酯包覆125/15μm可磨涂层,工作温度650℃LF139铝青铜聚酯粉APSCu9.5Al1Fe5 聚酯混合125/15μm可磨涂层,工作温度650℃LF140铜铝二硫化钼粉APSCu9.5Al7.5(MoS2)包覆115/325目自粘结,自润滑,轴承及铜金修复LF141铜包石墨粉APS Cu30C150/325目电触头材料及低摩擦材料LF226镍包石墨粉CFS Ni15C 包覆170目/30μm工作温度480℃,压气机级LF227镍包石墨粉CFS Ni20C 包覆150/325目压气机级间可磨涂层LF228镍包石墨粉CFS Ni25C 包覆170目/30μm压气机级间涂层170目/20μmLF229镍铬铝包膨润土粉CFSNi4Cr4Al21 膨润土包覆100/325目可磨涂层,工作温度<815LF230镍铬铝包膨润土粉CFSNi4Cr4Al21 膨润土100/200目可磨涂层,工作温度<815LF231镍铬铁铝氮化硼粉CFSNi14Cr8Fe5BN3.5 Al115/325目压气机,工作温度<480℃LF235镍包二硫化钼粉APSNi20-25(Mo S2 )200/400目动密封件,低摩擦材料纯金属粉末纯金属粉牌号名称化学成分粒度范围典型应用LF101铝粉CFS Al99依要求修复铝、镁基工件,屏蔽,抗蚀LF131铜粉CFS Cu99依要求修复铜基工件,屏蔽,导电LF145钼粉CFS Mo99.5170/400目活塞环,同步环,阀件,配合件LF152铬粉APS Cr99.5依要求靶材,抗蚀涂层LF225镍粉APS CFS Ni99.5200/325目修复镍基工件LF341钨粉APS W99200/325目-火箭发动机喷管、尾椎、耐火坩埚,抗金属熔涂层-也可用于靶材铁基粉铁基粉牌号名称化学成分粒度范围典型应用LF156铁铝钼粉APS Fe3Al3Mo3CB115/325目铁基体的修复,曲轴颈LF159铁铬钼粉HVOF Fe17Cr11Mo3Ni3Si3Cu4B45/6μm<650℃的条件下抗腐蚀涂层LF160铁钼碳粉CFS APS Fe18Mo3C170目/10μm硬面支撑涂层,低摩擦系数LF161铁钼碳粉HVOF Fe30Mo2C45/6μm 镀硬铬的低价代替品,耐磨损、硬支撑面微震LF162铁镍铝粉APS Fe37Ni6Al150/325目喷涂时放热反应,形成强冶金结合,涂加工,抗高温氧化LF163铁镍钼粉CFS Fe35NiMoAl115/325目柴油机点火板及气缸头LF165铁钨镍粉APS Fe14WNiCr115/325目剪切强度高,用于坦克与推土机的摩擦车同步器钼基粉钼基粉牌号名称化学成分粒度范围典型应用LF143钼碳粉APS Mo3C170/325目韧性好,硬度高,耐滑动磨损好LF144钼镍合金粉APS Mo25NiSF170/325目自熔性,耐磨性好,摩擦系数高低,抗擦伤,用塞环LF147钼镍合金粉APS Mo30NiSF170/325目自熔性,抗硬表面磨损,硬度高,抗擦伤镍基粉镍基粉牌号名称化学成分粒度范围典型应用LF201铝包镍粉CFS APS Ni5Al170/325目自粘打底粉,抗高温氧化,加工性能好,件LF203镍包铝粉APS Ni18Al115/325目抗氧化抗磨损,抗氧化涂层的打底层LF204镍包铝粉APS Ni20Al115/325目抗氧化涂层的打底层LF207镍铬粉APS Ni20Cr150/325目抗氧化抗腐蚀,陶瓷涂层打底粉LF210镍铬铁粉APS Ni16Cr8Fe150/325目修复抗蚀钢、镍基合金工件LF211镍铬铝钼粉CFS APS Ni9Cr5Al5Mo115/325目涂层自粘,加工性好,抗氧化抗腐蚀LF212镍铬铝粉APS(Ni20Cr)6Al115/325目抗氧化抗腐蚀,陶瓷涂层打底层LF213镍钴铬铝钇粉APS Ni17Cr5Al3CoY2O3115目/20μm自粘,抗氧化抗腐蚀,热障涂层打底层LF214镍铬铝钼粉CFS APS Ni18Cr7Al5Mo115/325目良好的抗氧化抗腐蚀性,自粘涂层LF223镍钼铝粉CFS APS Ni5Mo5.5Al170/325目自粘,韧性强,抗冲刷,抗冲击,保护机件承密封和阀件LF232镍硼碳粉HVOF Ni31B9C50/15μm 耐磨涂层,比Al2O3 Cr3C2及TiC所组成金属耐磨LF233镍包铜粉APS Ni30Cu150/325目耐腐蚀,耐高温,导热性好,用于机床导轨LF234镍包氧化铝粉APS Ni20-75Al2O3150/325目耐腐蚀,耐高温,抗氧化,抗热震LF235镍包二硫化钼粉APS Ni25MoS2200/400目减磨涂层,润滑性好,化学及热稳定性好,于动密封,低摩擦材料LF236镍包金刚石粉APS Ni(20-25)金刚石200/400目高硬度、耐磨、耐冲刷,作磨损及切割材料LF237镍包铬粉APS Ni50Cr150/325目抗高温氧化,抗硫钒腐蚀,应用于燃油燃煤防蚀,抗蚀性比LX45更佳碳化铬基粉碳化铬基粉牌号名称化学成分粒度范围典型应用LF301F碳化铬粉HVOF APS Cr3C2325目/10μm涂层光滑致密,抗高温耐磨,但韧性LF302碳化铬-镍铬粉HVOF APS Cr3C2 7(Ni20Cr)325目/5μm抗高温,抗微震,抗磨损LF303碳化铬-镍铬粉HVOF Cr3C2 10(Ni20Cr)325目/10μm抗高温耐磨涂层,用于飞机涡轮机LF304镍包碳化铬粉HVOF APS Cr3C2 17Ni325目/10μm 耐严重磨损和微震磨损,良好的抗气抗冲蚀和抗滑动磨损LF305碳化铬-镍铬粉HVOF APS Cr3C2 20(Ni20Cr)325目/5μm 包覆型结构,抗高温,抗磨损性能优积效率高LF306碳化铬-镍铬粉HVOF APS Cr3C2 20(Ni20Cr)325目/10μm 团聚烧结型,抗高温抗磨损,抗气蚀气腐蚀LF307碳化铬-镍铬粉HVOF APS Cr3C2 25(Ni20Cr)325目/10μm 团聚烧结型,良好的耐滑动磨损和冲损,耐腐蚀LF308碳化铬-镍铬粉HVOF APS Cr3C2 25(Ni20Cr)150目/10μm 混合型,耐冲蚀、气蚀及微震磨损,于燃杆芯轴、热成型盘、泵件、机件LF309碳化铬-镍铬粉HVOF APS Cr3C2 35(Ni20Cr)325目/10μm 团聚型,涂层致密,硬度较低,耐磨损冲蚀性好LF310碳化铬-镍铬粉HVOF APS Cr3C2 50(Ni20Cr)250目/10μm混合型,抗高温腐蚀及侵蚀涂层LF311碳化铬-镍铬粉HVOF APS Cr3C2 50(Ni20Cr)170目/5μm 包覆型,韧性更好、抗硬面磨损及磨损LF312碳化铬-镍合金粉HVOFAPSCr3C2 25(NiCrAlY)325目/15μm烧结型,抗氧化性更好,用于炉内输涡轮机部件等LF313碳化铬-镍铬粉HVOFAPSCr39Ni7C170目/10μm雾化混合型,抗高温,耐磨耐蚀,用阀、液压杆、炉管、排气管、透平机LF314碳化铬-铁合金粉APS Cr3C215(FeCrAlY)150目/10μm结合强度高,蒸汽透平转子和静子碳化钨基粉碳化钨基粉牌号名称化学成分粒度范围典型应用LF321碳化钨-钴粉HVOF APS WC12Co250目/10μm 烧结型,镀硬铬的替代涂层,涂层光滑坚硬、耐磨、用于轧钢辊、锉棒LF322碳化钨-钴粉HVOF APS WC12Co270目/10μm 45/10μm 包覆型,镀硬铬的替代涂层,耐磨粒冲蚀磨损、滑动磨损,用于泵套、风件LF323碳化钨钴镍合金粉HVOF APS(WC12Co)35NiSF250目/15μm 170目/15μm混合型,涂层已部分自熔,致密、耐于玻璃模具、装甲部件、油田高压泵模具LF326碳化钨-钴粉HVOF APS WC12Co45/10μm 团聚烧结型,细晶WC,用于油田、拉用扇和压气机、泵件和机架,适用于LF328碳化钨-钴粉HVOF APS WC10Co45/10μm 镀硬铬的替代品,用于油田设备、拉丝风扇及压力机LF329碳化钨-钴粉HVOF APS WC17Co45/10μm 团聚型,高韧性,压应力涂层,抗微侵蚀,用于飞机起落架、泵密封、挤拔叉、排放阀,抗氧化及抗蚀性较差LF331碳化钨-钴粉CFS APS WC20Co53/10μm 烧结型,涂层致密,适用于牵引涂层辊LF332碳化钨-镍粉HVOF APS WC17Ni45/10μm包覆型,耐磨涂层,抗蚀性好于WC-LF334(碳化钨-钴)镍基合金粉APS(WC12Co)25NiSF75/45μm混合型,抗磨损抗冲蚀、排风机叶片LF335碳化钨-碳化铬粉HVOFAPSWC20Cr3C27Ni45/10μm团聚型,抗氧化性和耐蚀性高于WC-度高,微观结构好,用于闸门及阀件LF337碳化钨-碳化铬-镍铬粉HVOF APS(WC12Co)35(Cr3C220NiCr )45/6μm镀硬铬的替代品,抗蚀性耐磨、抗冲微震LF338碳化钨-钴-铬粉HVOFAPSWC10Co4Cr53/10μm团聚型,镀硬铬的替代品,涂层应压好的抗蚀性、耐磨性及耐冲蚀性,表度高,应用于湿的腐蚀环境、飞机起造纸工业、液压缸LF339碳化钨-钴-铬粉HVOFAPSWC10Co4Cr53/10μm烧结型,镀硬铬的替代品,抗腐蚀、耐抗湿环境腐蚀、适用于造纸工业等LF340碳化钨-钴-镍合粉APS(WC17Co)50NiSF63/33μm 混合型,耐侵蚀,耐磨损,用于玻璃杆、泵件、活塞、套筒、挤出螺杆、辊LF342碳化钨-铬-镍粉HVOFAPSWC20Cr7Ni45/10μm团聚型,涂层致密,高硬度,强韧性机酸及碱液有良好的抗蚀性,抗磨损油田设备、化工、压气机轴、液压机纸辊、气体输送设备LX343镍包铸造碳化钨WC/W2C12Ni200/325目与镍基自熔合金粉混合喷焊,焊层中分布均匀,耐磨性明显提高氧化铝基粉氧化铝基粉牌号名称化学成分粒度范围典型应用LF401SF氧化铝粉APS99.5Al2O333/5μm介电性强,耐酸碱、抗热、耐磨、抗高温侵蚀,磨损LF401氧化铝粉APS98Al2O345/15μmLF403F氧化铝-氧化钛粉APS Al2O3 3TiO222/5μm抗磨粒磨损、微震磨损、抗高温氧化,用于纺织人造纤维工业、酸碱介质中及造纸辊类LF403氧化铝-氧化钛粉APS Al2O3 3TiO245/15μmLF403C氧化铝-氧化钛粉APS Al2O3 3TiO275/33μmLF406氧化铝-氧化钛粉APS Al2O3 13TiO245/15μm类似于403,但介电性能及抗蚀性较差,用于纺织造纤维工业中引线辊、造纸辊类LF406C氧化铝-氧化钛粉APS Al2O3 13TiO275/30μmLF407氧化铝-氧化钛粉APS Al2O3 40TiO245/15μm 耐磨性及抗蚀性略低于LF406,抛光性好,抗纤维家用平底锅LF408氧化铝-氧化锆粉APS Al2O3 40ZrO245/15μm涂层韧性好,耐磨耐侵蚀,用于造纸工业氧化铬基粉氧化铬基粉牌号名称化学成分粒度范围典型应用LF417氧化铬-氧化钛粉APS Cr2O32TiO275/15μm 涂层致密,耐磨粒磨损、硬面磨损、颗粒冲蚀和损,不溶于酸类、碱类和醇类溶液,用于泵密封耐磨环、印刷花纹辊LF418氧化铬-氧化硅-氧化钛粉APSCr2O35SiO23TiO290/10μm韧性好,低摩擦特性及更高的耐机械冲击,高耐蚀性LF419氧化铬-氧化钛粉APS Cr2O3 25TiO245/15μm硬度较低、韧性好,用于对韧性高的磨损工件氧化钛基粉氧化钛基粉牌号名称化学成分粒度范围典型应用LF425氧化钛粉APS99TiO290/10μm 中等耐磨性,硬度较低,对酸碱之外的溶液保持稳不堆积静电LF426氧化钛-氧化铬粉APS TiO2 45Cr2O3115目/10μm耐磨性好,抗热抗腐蚀,用于电池、转鼓刮浆刀氧化锆基粉氧化锆基粉牌号名称化学成分粒度范围典型应用LF435氧化钙稳定型氧化锆粉APSZrO25CaO90/30μm热障涂层,熔融金属液中抗腐蚀抗润于柴油机柱塞、阀门缸套头、铸模涂LF436氧化镁稳定型氧化锆粉APSZrO224Mgo90/10μm 70/10μm性能与LF435相近LF438氧化锆氧化钇氧化铈粉APSZrO225CeO2 2.5Y2O390/10μm热障性能更好,在钠、硫和氯的环境性更佳,抗高温性更好LF439氧化锆氧化钛氧化钇粉APSZrO218TiO210Y2O380/10μm抗擦伤性好、红硬性好、抗热冲性强,钠及氯的抗腐蚀性好LF440氧化钇稳定型氧化锆粉APSZrO28Y2O3125目/16μm只有在喷涂后,ZrO2才被Y2O3稳定热障涂层LF441氧化钇稳定型氧化锆粉APSZrO28Y2O3200目/45μm 200目/15μm球形,流动性好,化学均质行好,纯纳米结构,空芯形态,具有良好的热缘特性,用于透平燃烧室及机翼组件涂层LF442氧化钇稳定型氧化锆APSZrO220Y2O3150目/15μm适用于更高的温度,推荐用于845℃抗冲蚀,适用于火箭及喷气发动机的层LF443氧化锆氧化钇粉APS ZrO212Y2O3200目/15μm隔热性良好,热障涂层氧化钇基粉氧化钇基粉牌号名称化学成分粒度范围典型应用LF456氧化钇粉APS99.9 Y2O3250目/10μm耐高温、抗氧化,用于电子工业及硬质合金石墨其它金属陶瓷粉其它金属陶瓷粉牌号名称化学成分粒度范围典型应用LF461镍包碳化硼粉APS Ni75(B4C)170/325目涂层硬度高,比Al2O3、TiC、Cr2O3更耐磨,用磨损工件(泥砂泵柱塞)。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
喷涂用的钼其纯度在99.95%以上,既可是线材也可是粉末。由于钼与钢铁材料之间有良好的联合性能,所以常用作打底层材料,钼涂层还具有较好的耐磨性,而且钼仍是耐热浓盐酸的独一金属。
4、镍和镍合金
纯镍具有较好的耐腐蚀性能,是耐热浓碱液腐蚀最好金属材料,但不耐氧化性酸。
镍铬合金是目前使用极广的耐磨、耐腐蚀材料,它们既具有良好的耐酸、耐碱性、又具有良好的耐热性,其耐磨性随铬和碳量的增长而增加。
自熔性合金的三种典型就是铁铬硼硅系列、镍铬硼硅系列和钴铬钨系列。
铁基合金存在很好的耐磨性和必定的耐蚀性,因其价廉而被普遍用于个别机械零件量与含碳量而定,普通在HRC25~60或更高。
2、铜及铜合金
高纯度的铜可以制成导电涂层和美术装饰涂层(好比用于雕塑制品的喷涂)。在铝青铜中加入少量铁、镍、锰元素就具有很好的耐蚀性能,特别是抗海水腐蚀才能很强,难熔于硫酸和盐酸,但易溶于硝酸,此外耐蚀疲劳性和耐磨性能也很好。磷青铜具有很好的耐磨性,可用于轴承的耐磨涂层,磷青铜涂层呈漂亮的淡**,所以也可用于装潢性涂层。
热喷涂材料
金属及合金是热喷涂中利用最广、种类最多的材料。因为金属大多具备延展性,所以它们既可制成粉末又可制成线材。转变合金中元素的成分可以得到各种所需的物感性能和化学性能。
1、铝、锌及合金
铝和锌以及它们的合金,是运用最早的热喷涂材料,最初它们是用于熔线式喷涂。粉末式喷涂方法出现后也有制成粉末材料涌现的。
铝和锌的电动顺序都在铁之前,都是比铁活跃的元素,所以将它们广泛用于钢铁构件的防腐涂层,既可耐大气腐蚀、也可以作为就义阳极,对钢铁基体起到电化学掩护作用。国外通过对铝涂层的海水浸渍实验,证实其耐海水腐蚀性能良好,经由6年海水浸渍的试样,几乎未发明腐蚀。铝和锌涂层,如再进行封孔处理,其耐腐蚀性能会有所提高。
镍基合金不仅具有良好的耐磨性,还具有良好的耐腐蚀性和较好的红硬性。广泛用于既要求耐腐蚀,又要求耐磨的零部件。如阀门密封面,柱塞表面,用于有腐蚀性介质中的热电偶导管以及要求耐腐蚀的化工容器等。
钴基合金(司太立系合金)的最大特点是在高温下的耐腐蚀性和耐磨性十分突出,抗气蚀性能好,因此可用于高温排气阀、高温高压阀门、高温模具、汽轮机叶片等的修复或预保护。
自熔性合金是专为喷焊工艺生产的,但它们也可以直接用于喷涂工艺,然而用于喷涂工艺的材料却不一定能用于喷焊工艺。
镍和铜以及少量其它元素的合金称为蒙乃尔合金,它拥有良好的耐蚀性、耐氧化性,对盐水的耐蚀性和在中性或碱性盐类溶液中的耐蚀性都很强,对非强氧化性酸的耐蚀性也较好,但与铁接触时轻易发生腐蚀。
5、自熔性合金
自熔性合金是指在铁基、镍基或钴基中参加1.5%以上的硼、硅元素所形成的超合金。加入硼、硅后可下降熔点,增添流动性,同时同硼、硅与氧的亲合力比金属成分与氧的亲协力大,熔化时它们分辨与氧天生氧化硼和氧化硅,融化后浮在涂层表面,冷却后便形成无孔的涂层,而金属成分则与基体表面形成冶金结合层。这就是上述的喷焊工艺所必须采用的材料。