特殊过程确认记录(喷漆)
特殊过程确认记录(喷涂)

签字:
工艺方法确认
作业指导书编号:
《涂漆工艺及验收标准》TTSJ-JS-GC-JY-05,已得到公司技术总负责人批准,具有可操作性,可以满足电梯制造的喷涂过程的质量要求。
确认部门:技术部
签字:
确认结论
经确认均能满足:
《涂漆工艺及验收标准》TTSJ-JS-GC-JY-05《电梯技术条件》GB/T10058-1997要求。
特殊过程确认记录
需确认的过程
喷涂过程
确认日期
2016年3月15日
确认类型
■首次确认□再确认□其它
参加人员
管理者代表:朱征飚行政部:李天琪生产部:李明华
技术部:蒯乃鹏质管部:曾卫
操作人员
能力确认
本公司喷涂工共计3人,全部为熟练工,经实际操作,可胜任此岗位工作。
确认部门:行Leabharlann 部签字:确认事项确认内容
确认部门/签字
确认部门:生产部
签字:
批准
该过程能达到《电梯制造与安装安全规范》GB7588-2003要求,过程能力充分,能实现所策划的结果的能力。
确认部门:管理者代表
签字:
设备能力确认
设备名称:自动喷涂流水线
规格型号:QXG-206
使用情况:所用喷涂设备已在进入现场前得到验收合格,经试喷符合工艺要求,设备现处于完好状态,完全可以满足喷涂过程要求。
确认部门:生产部
签字:
材料确认
喷涂材料供方名称:江都市烨春化工材料厂
规格型号/合格证:喷涂材料在合格供方购买有合格证
对喷涂材料建立严格的监控过程和监控记录,如在合格供方处采购,并验证材料的合格证、质检报告及质量,在喷涂过程进行自检和互检,当有温、湿度要求时应对温、湿度进行记录,各班应填写相关记录并保存记录。
油漆工序验证确认报告

记录人签字
日期
检验结论
□合格□不合格
检验员签字
日期
设备名称
设备型号
设备编号
设备评价情况
评价人
喷房
1-0137
符合
XXX
烘房
1-0132
符合
XXX
材料
2mm冷拉钢板
操作工艺
工作令号
零件图号
工艺卡号
零件数量
操作程序及工艺参数是否符合工艺要求
202009002(J)
64HT-202009002(J)-001-1
按工艺规范
1
符合
存在问题和纠正措施
无
检验结论:
附着力等级为0级,即百格无一格脱落。
耐溶剂
用分析醇(99.8%无水酒精)沾湿棉花棒,用1kg的力来回擦拭涂膜50回
外模不得有任何剥落、变色、发涨现象。
耐冲击
利用500g的重锤从500mm的高度自由下落至样板表面。
表面涂膜无开裂、掉膜。
光泽度
光泽仪测量
光泽度:88~99%
色差
视觉检查总体或部分区域的颜色与所规定的颜色或色度(样板)。
油漆工序验证确认报告
验证油漆名称
柜架油漆
第1页 共1页
验证时间
2021.10.18
验证报告存档编号
HT-YB-202106
人
员
部门
XXX喷涂有限公司
人员评价情况
评价人Leabharlann 操作人员XXX符合
XXX
上岗证编号
LH-0337
检查人员
XXX
检查人员代号
XX检12
工艺文件
KX0.997.032喷涂工艺规范
特殊过程确认记录

□过程能力不合理,修改后再确认 ■过程能力合理,满足生产要求
确认人: 日期: 年 月 日
需确认过程记录
QMS7.5.2JL001
NO.1/1
过程名称
确认日期
xxxx年xx月xx日
工
艺
特殊工种技艺评定准则
预期合格率
98%
作业文件名称
作业指导书
记录名称
确认结论
□工艺能力不能满足要求 ■工艺能力能满足要求
确认人:xxx 日期:xxxx年xx月xx日
人
员
确
认
情
况
姓 名
岗位
教育
培训
工龄
基本知识
专业知识
实际操作
确认结论
李伟
大专
合格
三年
合格
合格
合格
■可 □否
确认结论
□人员能力不能满足要求 ■人员能力能满足要求
确认人: Leabharlann 期: 年 月 日设备
确
认
情
况
序号
设备名称
数量
设备能力确认
确认结论
01
1
■满足要求 □能力不足 □故障待修
■可 □否
确认结论
□设备能力不能满足要求 ■设备能力能满足要求
确认人: 日期: 年 月 日
喷粉工序确认记录
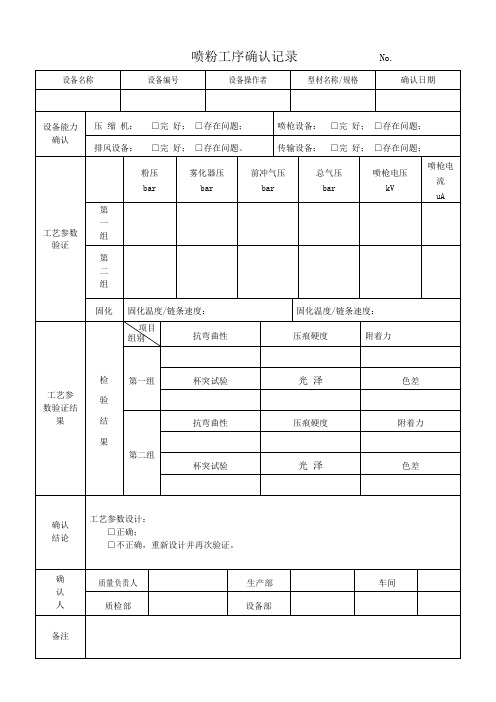
设备名称
设备编号
设备操作者
型材名称/规格
确认日期
设备能力确认
压缩机:□完好;□存在问题;
喷枪设备:□完好;□存在问题;
排风设备:□完好;□存在问题。
传输设备:□完好;□存在问题;
工艺参数验证
粉压
bar
雾化器压
bar
前冲压
bar
总气压
bar
喷枪电压
kV
喷枪电流
uA
第
一
组
第
二
组
固化
固化温度/链条速度:
固化温度/链条速度:
工艺参
数验证结
果
检
验
结
果
项目
组别
抗弯曲性
压痕硬度
附着力
第一组
杯突试验
光泽
色差
第二组
抗弯曲性
压痕硬度
附着力
杯突试验
光泽
色差
确认
结论
工艺参数设计:
□正确;
□不正确,重新设计并再次验证。
确
认
人
质量负责人
生产部
车间
质检部
设备部
备注
特殊过程确认记录表
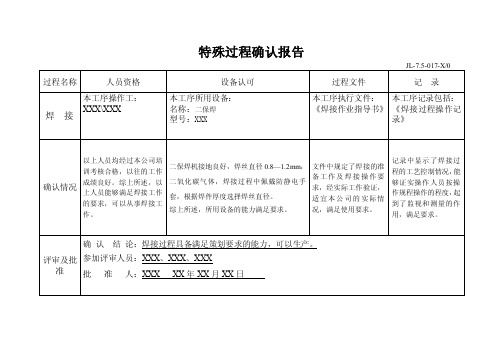
特殊过程确认报告JL-7.5-017-X/0 过程名称人员资格设备认可过程文件记录焊接本工序操作工:XXX\XXX本工序所用设备:名称:二保焊型号:XXX本工序执行文件:《焊接作业指导书》本工序记录包括:《焊接过程操作记录》确认情况以上人员均经过本公司培训考核合格,以往的工作成绩良好。
综上所述,以上人员能够满足焊接工作的要求,可以从事焊接工作。
二保焊机接地良好,焊丝直径0.8—1.2mm,二氧化碳气体,焊接过程中佩戴防静电手套,根据焊件厚度选择焊丝直径。
综上所述,所用设备的能力满足要求。
文件中规定了焊接的准备工作及焊接操作要求,经实际工作验证,适宜本公司的实际情况,满足使用要求。
记录中显示了焊接过程的工艺控制情况,能够证实操作人员按操作规程操作的程度,起到了监视和测量的作用,满足要求。
评审及批准确认结论:焊接过程具备满足策划要求的能力,可以生产。
参加评审人员:XXX、XXX、XXX批准人:XXX XX年XX月XX日特殊过程确认报告JL-7.5-017-X/0 过程名称人员资格设备能力作业文件记录喷漆车间主任:XXX具有三年工作经验,技术熟练,能够胜任本职工作。
本工序操作工:XXX本工序所需主要设备有:空气压缩机以上设备为2013年新购设备,性能良好,使用正常。
本工序执行文件:《喷漆工艺要求》规定了具体的操作方法和工艺参数。
本工序记录包括:《喷漆工作记录表》,对操作内容和操作人员进行了记录。
确认情况以上人员均经过本公司培训考核合格,以往的工作成绩良好。
综上所述,以上人员能够满足喷漆工作的要求,可以从事喷漆工作。
设备能够满足要求文件中规定了喷漆的准备工作及喷漆操作要求,经实际工作验证,适宜本公司的实际情况,满足使用要求。
记录中显示了喷漆过程的工艺控制情况,能够证实操作人员按操作规程操作的程度,起到了监视和测量的作用,满足要求。
评审及批准确认结论:喷漆过程具备满足策划要求的能力,可以生产。
参加评审人员:XXX、XXX、XXX批准人:XXX XX年XX月XX日。
特殊过程确认书(喷漆)

3、是否按规定对过程进行监控:■是□否
4、是否按规定对过程监控结果进行记录:
记录名称:油漆控制参数记录表BF生-014-1
工艺参数名称
工艺参数要求
监控结果
8:00
13:00
16:00
粘度
30~40s
35
38
36
喷嘴直径
1.5~2mm
2
2
2
空气压力
0.4~0.7Mpa
0.6
0.6
0.65
枪件间距
150~300mm
200
212
240
喷枪移动速度
300~600cm/s
400
425
450
喷涂幅面
200~300mm
250
220
250
操作工:
对过程输出的验证
工艺文件的执行率
1.监控要求与工艺文件符合率100%;
2.监控记录与工艺文件的符合率:100%
3.过程产品质量的符合情况:所有操作均按作业指导书进行,执行率100%
特殊过程确认表
编号:
过程名称
悬挂总成喷漆
验ቤተ መጻሕፍቲ ባይዱ日期
主持人
验证部门
技术部
生产部
质量部
对过程输入的验证
1、是否有详细的工艺文件:■有□无
2、工艺文件名称及编号:
编号:
名称:油漆涂装通用工艺规程
3、是否规定了工艺参数的要求和监制的要求:
记录名称:油漆控制参数记录表BF/QR7.5—015-1
工艺参数名称
工艺参数要求
是否监控
粘度
30~40s
监控
喷嘴直径
特殊过程确认记录(喷漆)
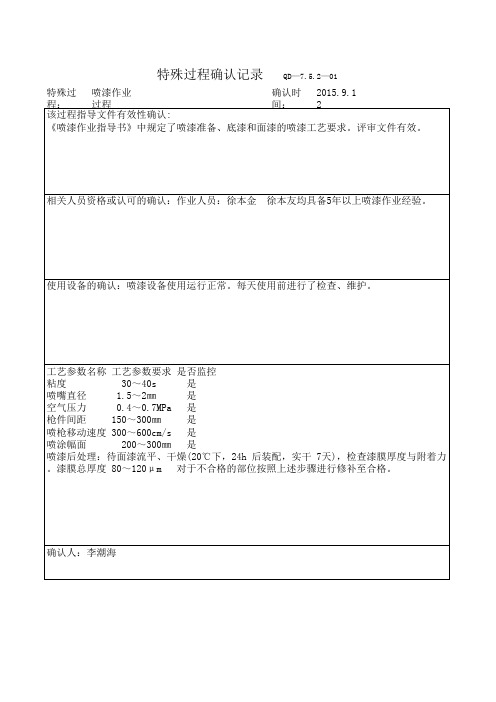
确认人:李潮海
工艺参数名称 工艺参数要求 是否监控 粘度 30~40s 是 喷嘴直径 1.5~2㎜ 是 空气压力 0.4~0.7MPa 是 枪件间距 150~300㎜ 是 喷枪移动速度 300~600cm/s 是 喷涂幅面 200~300㎜ 是 喷漆后处理:待面漆流平、干燥(20℃下,24h 后装配,实干 7天),检查漆膜厚度与附着力 。漆膜总厚度 80~120μ m 对于不合格的部位按照上述步骤进行修补至合格。
特殊过程确认记录
特殊过程: 喷漆作业过程
QD—7.5.2—01
确认时间: 2015.9.12
该过程指导文件有效性确认: 《喷漆作业指导书》中规定了喷漆准备、底漆和面漆的喷漆工艺要求。评审文件有效。
相关人员资格或认可5年以上喷漆作业经验。
使用设备的确认:喷漆设备使用运行正常。每天使用前进行了检查、维护。
焊接喷漆过程确认准则
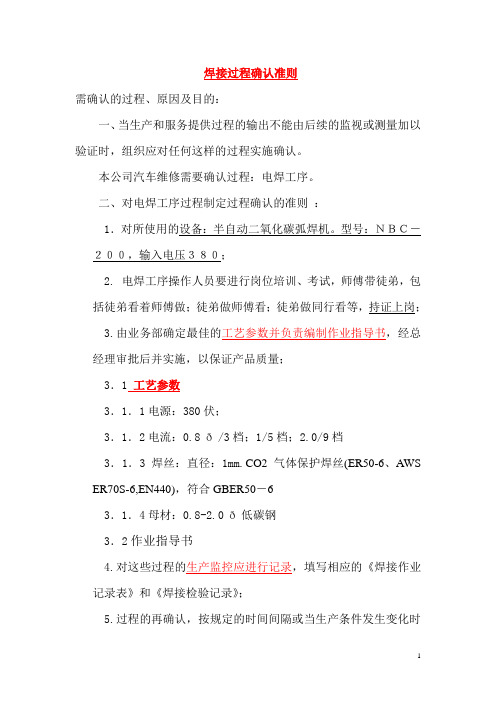
焊接过程确认准则需确认的过程、原因及目的:一、当生产和服务提供过程的输出不能由后续的监视或测量加以验证时,组织应对任何这样的过程实施确认。
本公司汽车维修需要确认过程:电焊工序。
二、对电焊工序过程制定过程确认的准则:1.对所使用的设备:半自动二氧化碳弧焊机。
型号:NBC-200,输入电压380;2. 电焊工序操作人员要进行岗位培训、考试,师傅带徒弟,包括徒弟看着师傅做;徒弟做师傅看;徒弟做同行看等,持证上岗;3.由业务部确定最佳的工艺参数并负责编制作业指导书,经总经理审批后并实施,以保证产品质量;3.1工艺参数3.1.1电源:380伏;3.1.2电流:0.8 ð /3档;1/5档;2.0/9档3.1.3焊丝:直径:1mm.CO2气体保护焊丝(ER50-6、AWS ER70S-6,EN440),符合GBER50-63.1.4母材:0.8-2.0 ð低碳钢3.2作业指导书4.对这些过程的生产监控应进行记录,填写相应的《焊接作业记录表》和《焊接检验记录》;5.过程的再确认,按规定的时间间隔或当生产条件发生变化时(如原材料( 焊条、钣材、设备、员工的变化等),应对上述过程进行再确认,确保对影响过程能力的变化及时做出反应,根据需要对相应的生产工艺和作业指导书进行更改,执行《文件控制程序》的有关规定。
三、使用完好的生产设备,并安排适宜的工作环境,应按规定对设备进行维护保养。
、设施能力及维护保养严格执行《设备管理办法》的要求,并保存维护保养记录。
四、对生产过程实施监控,认真作好自检(检查本工序产品)、互检(检查上工序产品)、专检(专职检验员),并作相应记录。
喷漆过程确认准则需确认的过程、原因及目的:一、当生产和服务提供过程的输出不能由后续的监视或测量加以验证时,组织应对任何这样的过程实施确认。
本公司汽车维修需要确认过程:喷漆工序。
二、对喷漆工序过程制定过程确认的准则:1.对所使用的设备:烤漆房、空气泵、喷枪。
特殊过程确认表

批准:日期:
特殊过程确认记录
记录编号:Q/JXNJ·JL-750/02-0序号:201402
特殊过程名称
喷漆过程
确认地点/时间
责任部门
生产技术部
参加确认评审人员签到
与特殊过程有关的设备的鉴定
公司用于喷漆过程的设备主要是空压机和喷枪,共有台,公司目前由生产技术部派专人每天进行有效保养和定期检修,这些设备均是年投入使用,未出现任何质量问题和设备故障问题,这些设备工艺参数和设备能力均能满足喷漆工艺要求
特殊过程确认记录
记录编号:Q/JXNJ·JL-750/02-0序号:201401
特殊过程名称
焊接过程
确认地点/时间
责任部门
生产技术部
参加确认评审人员签到
与特殊过程有关的设备的鉴定
公司用于焊接过程的设备主要是CO²气体保护焊机,共有台,公司目前由生产技术部将其确定为重要关键设备,每天进行有效保养和定期检修,这些设备均是年投入使用,未出现任何质量问题和设备故障问题,这些设备工艺参数和设备能力均能满足焊接工艺要求
与特殊过程有关的人员的资格鉴定
公司现有从事焊接过程操作的人员有人,这些人员均是经过国家相关机构培训考试合格取得焊接资格证书,在到公司前已有年的操作经验和同类工作经历。进入公司后每年都进行相关的培训,经课堂提问和实际操作的有效性评价,证实他们能满足现有焊接过程的操作。到目前为止,未出现过任何重大质量问题。他们的能力满足焊接过程的操作。
确认结果:
■能满足特殊过程的运行要求□不满足特殊过程的运行要求
□需对该特殊过程的有关设备进行重新确认/鉴定
□需重新建立适宜的操作方法/行为规范/检查考核方法
□需重新对相关人员进行培训/评价
喷漆特殊过程

确认结果:
生产过程中的喷漆过程经过培训可达到满足生产质量要求。
评价人:黄立宁日期:2016年2月22日
特殊过程确认表(再确认)QR7.5.2-8
产品名称
环卫设备(垃圾压缩机)
过程
喷漆过程
确认范围:环卫设备喷漆过程,参数控制有喷嘴直径,压力,喷漆速度等
评价小组成员
组长:黄立宁
组员:何兆海刘仲财
人员资格
该工序组长等人经过严格的特殊过程培训,都从事本专业工作3年,经考核具备独立工作能力。
设备情况
特殊过程中使用的设备达到规定标准,能够正常使用;
公司规程
1、我公司的特殊过程有喷漆过程,是靠控制喷嘴直径,气体压力,喷嘴移动速度等作参数来保证产品质量,均不能通过后续的检验经济的验证,因此确认上述过程为特殊过程。
2、喷漆均用专用设备来确保生产能来自,上岗操作人员应经过操作规程培训,通过考核合格后方可上岗。
3、严格按照工艺规定操作。
4、生产过程中应填写过程参数监控记录,确保过程受控。
质量管理中特殊过程喷漆、电焊确认准则、检验记录
作业文件特殊过程确认准则编制:生产部审核:批准:发布:2017.05.01 实施:2017.05.011 目的为了确保特殊过程的结果,持续地满足生产合格产品的能力。
2 适用范围适用于生产过程中的焊接过程。
3 术语和定义4 职责生产部是特殊过程确认的归口部门,根据其对产品实现策划后所确定的特殊过程,规定其确认的内容,频次,方法和记录,并组织相关部门(人员)实施。
5 确认程序5.1特殊过程确认的依据。
5.1.1生产部负责根据所确定的特殊过程,规定特殊过程车间质量标准和岗位技能要求及特殊过程所用的设备。
5.2确认的频次和内容5.2.1生产部根据所确定的特殊过程,规定确认时机,通常应考虑以下情况:a.特殊过程的结果不符合要求或波动较大;b.作业指导书或参数发生变化时;c.设备工具的配置变化时;d.使用材料发生变化时;e.特殊岗位人员变化时;f.其它认为需要时。
5.2.2确认内容特殊过程确认的内容,由生产部根据其过程特点而定,包括:a.特殊过程的相关参数如(焊接过程的电流、电压要求等)及辅助材料质量等;b.特殊过程使用的设备,工具材料等;c.特殊过程岗位人员的教育、培训、技能和经验。
5.3确认方法5.3.1特殊过程的确认,采取现场跟踪确认的形式。
5.4确认记录5.4.1由生产部根据其特殊过程的确认内容,确认记录,记录应明确确认的依据、时间、内容、确认人,确认特殊过程的产品名称(规格)过程和相关人员、设备、工具及结果。
5.4.2确认记录应由生产部填写,一式二份,与相关车间各保存一份。
注:由于公司特殊过程的相关参数需要严格保密,故生产中参数依据各车间制定的标准执行。
6 相关文件7 记录7.1特殊过程确认记录部门:生产部(铆焊组)编号:DG/ST-101编制:批准:部门:生产部(防腐组)编号:DG/ST-101编制:批准:。
喷漆特殊过程力确认表

2#样件参数
3#样件参数
醇酸漆:稀释剂=2:1
10kg:5kg
10kg:5.1kg
10kg:5.2kg
油漆粘度15-25s
15s
20s
25s
压力0.4-0.6Mpa
0.4 Mpa
0.5Mpa
0.6Mpa
烘干温度180-200℃
180℃
190℃
200
干燥时间12小时
12小时
12小时
12小时℃
特殊过程能力确认记录
工序名称
喷漆
产品名称
日期
过程控制文件
喷漆作业指导书
过程设备
名称
型号规格
设备能力确认
空压机
设备完好,能满足工艺要求
人员能力
姓名
培训情况
人员能力确认
×××××
经过作业指导书培训
能掌握调漆喷漆工艺要求
材料确认
材料名称
型号规格
确认结果
漆
现场使用的油漆与作业指导书一致
工艺参数确认
工艺参数要求
产品质量要求
检验项目
质量要求
1#件实测
2#件实测
3#件实测
外观
均匀、无流挂、色泽光亮
符合
符合
符合
漆面附着力
等级
符合
符合
符合
漆膜厚度
60-80μm
68μm
73μm
78μm
工作环境要求Fra bibliotek适宜确认结果
符合要求
过程确认结论
经确认该工序能力能满足要求
确认人
特殊过程能力确认标准
特殊过程能力确认标准一、喷漆、喷塑过程能力确认标准1、工作程序外观(目测)1.1 喷涂种类(如:塑粉或漆)、颜色与图纸要求由生产部确认是否一致。
1.2 一般情况下,产品喷涂表面外观在使用时要求100%进行检验(员工自检),检验方式依据本标准。
1.3 外观缺陷:有缩孔、针孔、杂质点、漏底、涂层厚度明显不均、流泪、预处理不良有锈、表面有污斑、不光滑、不平整、桔皮、花斑、凹坑等。
1.4 外观和颜色检验的环境:1.4.1 色板采用客户样件或经客户认可的签样。
1.4.2在天然散射光线或光照度不低于2×40w光源环境下,以目视方法进行。
背景颜色为中灰色。
1.4.3 检查距离:被测品与眼睛的距离为500mm,检验时在±15°范围内旋转。
1.5 涂膜附着力检验(划格实验,基体金属为铁、钢、铝及铝合金):1.5.1 采用划格—胶带粘贴法测定漆膜附着力,每批次以一件或两件检验则可。
不合格时可用加严检验。
1.5.2 检验方法:使用锋利刃口的刀片(刃口宽要求0.05mm,刃口达到0.1mm时必须重新磨刃口),沿能确保得到直线切口的导向器,刃口在相对涂面35-45度角,均速划线。
划线位置距产品边缘最近距离不应小于2mm,切口要保证切到基体,在涂膜上,切出每个方向是6至11条切口的格子图形,切口以1mm间隔隔开,长度约20mm。
对于涂膜厚度大于50μm,小于125μm(喷塑要求厚度80--150μm,喷漆要求厚度20--26μm),切口以2mm 的间隔隔开。
在将格子区切屑用软刷或软纸清除后,撕下一段粘附力在2.9N/10mm(300GF/10mm) 以上的胶带,将格子区全部覆盖,用手磨擦胶带,确保已完全粘牢后,拿住胶带的一端,沿着与其原位置尽可能接近180º的方向迅速(不要猛烈)将胶带撕下,然后用放大镜或肉眼观察。
如果沿切口的边和方格部分有涂层脱落,损伤的区域为格子的5%以上,再重复上述方法检验。
CSA-特殊过程:喷漆系统评估

CQI-12特殊过程:喷漆系统评估Special Process:Coating System Assessment简介总则CQI-12准备工作:特殊过程:CSA由AIAG喷漆工作组编写。
这些喷漆标准作为客户和产品要求的补充要求。
CSA可以用来评测一家企业达到评估标准的能力,也可以是达到客户要求,行业规定和企业自定的标准。
CSA可以在企业与其供应商之间使用在CSA中,“必须”一词表明这是一项自我评估要求。
如果未能达到标准,则测评结果显示为“不理想”或“需要立即改进”。
“应该”一词表达了某项建议。
如果在文中出现“比如”一词,则说明下列建议仅供参考。
流程步骤CSA支持ISO/TS 16949:2002中描述的汽车流程步骤。
喷漆系统评估目标CSA的目标是对喷漆管理系统的发展,强调对整个供应链中的缺陷预防、减少波动和浪费。
CSA配合国际公认的质量管理系统和适用的客户特定要求,详细说明了喷漆管理系统的基本要求,CSA旨在为汽车生产件和售后服务件公司提供一个共同的喷漆管理系统方法。
评估过程除非客户有特别要求对CSA要求的符合程度进行再次检查,一般情况下评估过程每年进行一次。
每次评估必须包括使用CSA对企业系统进行检查。
连续作业审核(见第三部分)必须采集汽配制造商的零部件样本检测其是否符合CSA的标准。
评估必须使用ISO/TS 16949:2002规定的流程步骤来评审/评测审核员资格审核员必须具有下列具体经验,才能来进行喷漆系统评估:1、资深的质量管理系统(QMS)内部审核员(如ISO/TS 16949:2002,ISO9001:2000)2、审核员必须具有喷漆专业知识。
包括至少5年的喷漆工作经验,或接受过正规化学/化工教育和喷漆工作时间不少于5年3、审核员必须具有包括SPC,MSA,PPAP,FMEA以及APQP等汽车质量核心工具的相关知识,并能熟练运用其它要求企业必须保留相关记录,证明已达到CSA标准,同时记录所有为改善不理想的评估项目而采取的适当改进计划。
特殊过程确认记录

本过程能力确认结论:ቤተ መጻሕፍቲ ባይዱ
防水过程工艺参数适宜、设备、人员符合要求,过程能力可以满足要求。
验证人员:吴伟、吴小龙
批准:曾代治20xx年xx月xx日
特殊过程确认记录
编号:ZW/QEOR09-05版本:A/0
过程名称
砼浇注过程
工艺文件:
公司制定了施工工艺,包含了砼浇注工艺,规定了砼养护时间、浇注方式等,工艺文件合理,能保证产品质量达到要求。
特殊过程确认记录
编号:QES/BR09-01版本:A/0
过程名称
屋面防水过程
工艺文件:
公司制定了施工作业指导书,包含了厨、厕、浴间涂膜防水施工工艺标,规定了防水工程的作业流程、方法等,工艺文件合理,能保证产品质量达到要求。
原材料情况:
使用原料为定点厂家提供,公司长期使用无问题。
人员能力、资格及执行工艺情况:
过程名称
隐蔽过程
工艺文件:
公司制定了施工工艺,包含了隐蔽工艺,工艺文件合理,能保证产品质量达到要求。
人员能力、资格及执行工艺情况:
现有施工人员均有操作证,且有三年以上工作经验。进行了生产工艺的培训,能严格按照工艺操作,人员能满足要求。
设备设施能力情况:
已指派专人维护、保养,设施良好。
用于生产的设备使用良好,工作状态下无任何异常情况出现。
过程监控情况:
对隐蔽过程等进行控制。并填写了隐蔽工程验收记录。监理单位认可隐蔽工程的施工质量.
本过程能力确认结论:
该过程工艺参数适宜、设备、人员符合要求,过程能力可以满足要求。
验证人员:吴伟、吴小龙
批准:曾代治2009年7月20日
对砼浇注过程的养护时间等进行控制。并填写监控记录。
塑胶产品特殊过程确认记录

材料适宜性
材料完全符合该工艺要求,是适合的
工艺参数
见附表
产品特性检测
经过产品检验符合要求。外观平整,粘Leabharlann 强度达到要求。过程能力评价
按照以上控制要求,可以确保产品的合格,证实过程能力可以满足预期的要求。
确认人/日期:吴111.6.13
审核人/日期:吴211.6.13
特殊过程确认记录
QR-54
确认对象
涂胶过程
确认时间
2011年6月12日
产品名称
胶粘制品
确认参加人员
吴1、吴2、韩3
产品质量标准
执行技术标准,生产合格品
原材料情况
按企业原材料接受准则验收合格
设备状况
涂胶机已经保养,运转正常,压力表检定在有效期内
人员上岗资格
操作工梅亮、徐辉已经培训合格,能够上岗,
作业方法
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
工艺参数名称 工艺参数要求 是否监控 粘度 30~40s 是 喷嘴直径 1.5~2㎜ 是 空气压力 0.4~0.7MPa 是 枪件间距 150~300㎜ 是 喷枪移动速度 300~600cm/s 是 喷涂幅面 200~300㎜ 是 喷漆后处理:待面漆流平、干燥(20℃下,24h 后装配,实干 7天),检查漆膜厚度与附着力 。漆膜总厚度 80~120μ m 对于不录
特殊过程: 喷漆作业过程
QD—7.5.2—01
确认时间: 2015.9.12
该过程指导文件有效性确认: 《喷漆作业指导书》中规定了喷漆准备、底漆和面漆的喷漆工艺要求。评审文件有效。
相关人员资格或认可的确认:作业人员:徐本金
徐本友均具备5年以上喷漆作业经验。
使用设备的确认:喷漆设备使用运行正常。每天使用前进行了检查、维护。
确认人:李潮海