特殊过程确认表格模板
特殊过程确认表
刘迎军(证号11000200021552)等均持证上岗,培训合格,符合要求。
综合办公室:刘永飞日期:2011.12.10
工艺方法确认:
编制《焊接作业指导书》规定工艺参数:1)焊丝¢1.2:电压25-30V,
电流200-300A;焊条¢3.2:电流200-260A。工艺方法符合要求。
安全生产部:刘福凯日期:2011.1认有效,可以实施。
管代:杨宗政日期:2011.12.10
特殊过程确认表
序号:02
过程名称
喷漆过程
确认场所
喷漆房
加工工件
钢板
确认时间
2011.12.10
安全生产部:刘福凯日期:2011.12.10
确认结果:
经上述确认,喷漆特殊过程确认有效,可以实施。
管代:杨宗政日期:2011.12.10
特殊过程确认表
序号:01
过程名称
焊接过程
确认场所
生产车间
加工工件
钢板焊接
确认时间
2011.12.10
设备能力确认:
1)手工交流弧焊机:型号YG-500KR,运转正常,性能满足要求;
2)CO⒉气保焊机:型号AD-300,运转正常,性能满足要求。
生产安全部:刘福凯日期:2011.12.10
操作者能力确认:
设备能力确认:
使用空气压缩机:型号,压力1.5Mpa,运转正常,性能满足要求。
生产安全部:刘福凯日期:2011.12.10
操作者能力确认:
操作者赵廷全、胡英华本岗位操作经验丰富,且经过专业培训,能够胜任本岗工作。
综合办公室:刘永飞日期:2011.12.10
特殊过程能力确认记录表
编号:
产品名称
规格
特殊过程
确认类别
确认主持人
再确认原因
确认时间
年月日
确认地点
特殊过程所使用的主要设备工装:
设备工装编号
设备工装编号
设备工装名称
特殊过程所依据的有关文件
文件编号
文件名称
文件编号
文件名称
确认内容:
1)有无作业指导书:□有□无
2)设备工装器具是否通过验收、检定:□有□无
3)是否规定并实施对设备工装的保养和检查:□有□无
4)特殊过程员工是否持证上岗:□有□无
5)现场观察、小样试验结果是否合格:□有□无
6)是否对特殊过程参数进行督查并保持纪录:□有□无确认Βιβλιοθήκη 论:□确认合格,能够投入运行
□其他:
确认人签名:
特殊过程确认记录表
过程(工序)名称 确认类型 设备名称(型号) 设备编号
□确认 □再确认(□按周期 □设备更新 □人员更换 □材料更换 □工艺更换 □质量事故)
工 艺 参 数 确 认
工艺文件(作业 指导书)规定的 参数或者要求
过程确认记录的 参数或结果
□一致□不一致
考核人签名:
年
月Hale Waihona Puke 日设 备 状 况 确 认
产品名称:
规格型号:
生产工艺: □合格
过程 确认 结果
品管:
日期:
□不合格
确认人: 批准人: 评审准则
日期: 日期:
工艺参数适宜范围内,设备满足工艺要求,人员考核合格能胜任,且产品及服务满足顾客和相关要求
设备技术参数或 服务效果(适用 时含检测计量设 备校准结果)
□能满足工艺要求 □不能满足工艺要求
考核人签名: 操作者姓名 培训日期 考核方式 考核结果
年
月
日 综合鉴定结果
证书有效期至
人 员 资 格 鉴 定
考核人签名:
年
月
日
□合格
产品 或服 务验 证结 果
□不合格
(可附录:检验测试报告或参数监控记录)
特殊过程确认记录表_2
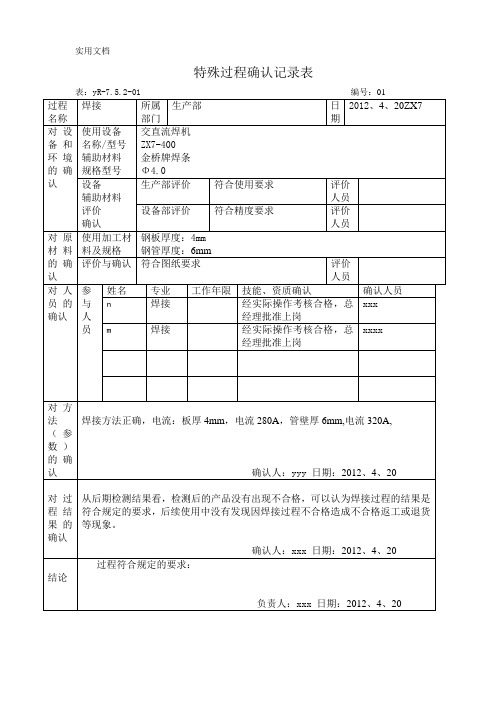
对过程结果的确认
从后期检测结果看,检测后的产品没有出现不合格,可以认为焊接过程的结果是符合规定的要求,后续使用中没有发现因焊接过程不合格造成不合格返工或退货等现象。
确认人:xxx 日期:2012、4、20
结论
过程符合规定的要求:
负责人:xxx 日期:2012、4、20
钢板厚度:4mm
钢管厚度:6mm
评价与确认
符合图纸要求
评价
人员
对人员的确认
参与人员
姓名
专业
工作年限
技能、资质确认
确பைடு நூலகம்人员
n
焊接
经实际操作考核合格,总经理批准上岗
xxx
m
焊接
经实际操作考核合格,总经理批准上岗
xxxx
对方法(参数)的确认
焊接方法正确,电流:板厚4mm,电流280A,管壁厚6mm,电流320A,
特殊过程确认记录表
表:yR-7.5.2-01 编号:01
过程
名称
焊接
所属
部门
生产部
日
期
2012、4、20ZX7
对设备和环境的确认
使用设备
名称/型号
辅助材料
规格型号
交直流焊机
ZX7-400
金桥牌焊条
Φ4.0
设备
辅助材料
评价
确认
生产部评价
符合使用要求
评价
人员
设备部评价
符合精度要求
评价
人员
对原材料的确认
使用加工材料及规格
特殊工序确认记录表模版
2、设备是否经过验证且完好:
□有 □ 无
3、是否按规定对过程进行监控:
□有 □ 无
4、是否按规定对过程监控结果进行记录:
记录名称:
参数名称:
监控结果:
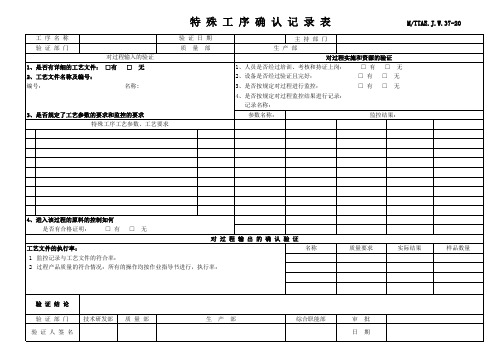
4、进入该过程的原料的控制如何 是否有合格证明: □ 有 □ 无 对过程输出的确认验证
工艺文件的执行率: 1 监控记录与工艺文件的符合率: 2 过程产品质量的符合情况:所有的操作均按作业指导书进行,执行率:
名称
质量要求
实际结果
样品数量
验证结论
验证部门 验证人签名
技术研发部
质量部
生产部
综合职能部
审批 日期
特殊工序确认记录表
M/TTAE.J.W.37-20
工序名称
验证部门
对过程输入的验证
1、是否有详细的工艺文件: □有 □ 无
2、工艺文件名称及编号:
编号:
名称:
验证日期 质量部
3、是否规定了工艺参数的要求和监控的要求 特殊工序工艺参数、工艺要求
主持部门
生产部
对过程实施和资源的验证
1、人员是否经过培训、考核和持证上岗: □ 有 □ 无
特殊过程确认记录表-财务审计过程
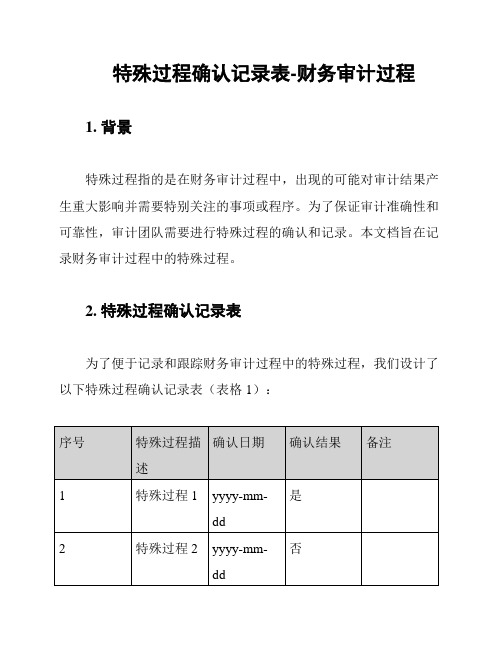
特殊过程确认记录表-财务审计过程
1. 背景
特殊过程指的是在财务审计过程中,出现的可能对审计结果产生重大影响并需要特别关注的事项或程序。
为了保证审计准确性和可靠性,审计团队需要进行特殊过程的确认和记录。
本文档旨在记录财务审计过程中的特殊过程。
2. 特殊过程确认记录表
为了便于记录和跟踪财务审计过程中的特殊过程,我们设计了以下特殊过程确认记录表(表格1):
表格1:特殊过程确认记录表
3. 使用指南
- 审计团队负责人应在进行财务审计过程前明确特殊过程的范
围和重要性,并将其记录在特殊过程确认记录表中。
- 在进行特殊过程确认时,应根据相关法规和审计准则进行判断,并在确认日期栏填写确认日期。
- 根据确认结果,填写确认结果栏,是表示特殊过程存在并需
要特殊关注,否表示特殊过程不存在或不需要特殊关注。
- 在备注栏中可以记录特殊过程的具体情况,例如发现的问题、解决方案等。
4. 注意事项
- 特殊过程的确认要以客观、中立的角度进行,避免受到个人偏见的影响。
- 特殊过程的确认结果应基于充分的证据和合理的判断,避免主观臆断。
- 特殊过程确认记录表应妥善保存,并在审计报告中提及相关的特殊过程。
以上是特殊过程确认记录表-财务审计过程的文档内容,旨在帮助审计团队跟踪特殊过程并确保财务审计的准确性和可靠性。
热处理特殊过程确认表

热处理特殊过程确认表
1. 介绍
本文档旨在确认热处理特殊过程,并记录相关信息。
2. 过程确认
2.1. 热处理特殊过程描述
请简要描述热处理特殊过程的具体内容,包括所使用的设备、工具和技术等。
2.2. 过程控制
请描述热处理特殊过程的过程控制措施,包括温度、时间、气氛等参数的控制以及所采取的其他措施。
2.3. 操控人员资质
请记录参与热处理特殊过程的操控人员的资质要求和相关证书信息。
2.4. 过程监测
请记录对热处理特殊过程进行的监测措施,包括温度、气氛、金相分析等监测项目以及所采用的方法和设备。
2.5. 质量控制
请描述热处理特殊过程的质量控制措施,包括产品质量要求、检验方法和所采取的纠正措施等。
3. 结论
热处理特殊过程确认表的编制将有助于保证热处理过程的稳定性和可靠性,确保产品达到质量要求。
本表格可根据实际情况进行调整和补充。
4. 签名
请在以上表格中填写相应信息并于确认无误后进行签名。
特殊过程确认记录表

编号:JL-8.5.1-01
特目
确认结果
1.从业人员是否经过培训合格
2.使用的设备是否符合要求
□适合要求 □基本符合要求 □不符合要求
□适合要求 □基本符合要求 □不符合要求
3.如需使用检测工具的名称,该工具是否符合要求
□适合要求 □基本符合要求 □不符合要求
4.作业指导书名称,该作业指导书是否符合要求
□适合要求 □基本符合要求 □不符合要求
5.该过程需要的记录是否合理
□适合要求 □基本符合要求 □不符合要求
确认结论:
□该特殊过程具备达到质量要求的能力,确认合格。
□该特殊过程在以下方面确认不合格:
确认人: 确认日期:
如确认不合格,经过整改后再次确认的结论:
确认人: 确认日期:
再次确认记录
2020年确认结论:
□确认合格。
□需要整改后重新确认。
□重新确认合格。
确认人: 日期:
2021年确认结论:
□确认合格。
□需要整改后重新确认。
□重新确认合格。
确认人: 日期:
特殊过程确认记录表

确认结论:
■该特殊过程具备达到质量要求的能力,确认合格。
□该特殊过程在以下方面确认不合格:
确认人:确认日期:
如确认不合格,经过整改后再次确认的结论:
确认人:确认日期:
再次确认记录
2010年确认结论:
□确认合格。
□需要整改后重新确认。
□重新确认合格。
确பைடு நூலகம்人:日期:
2011年确认结论:
该过程需要的记录是否合理如有记录写明记录名称首末件检验记录过程产品检验记录合理
特殊过程确认记录表
特殊过程名称:硫化
所在部门:
确认项目
确认结果
1.从业人员是否经过培训合格
合格
2.如需使用设备的名称,该设备是否符合要求
见设备确认记录
3.作业指导书名称,该作业指导书是否符合要求
符合
4.该过程需要的记录是否合理
□确认合格。
□需要整改后重新确认。
□重新确认合格。
确认人:日期:
特殊过程确认记录表-研发

生产部鉴定签字:
过程控制
ቤተ መጻሕፍቲ ባይዱ服务中规定要控制的要求:
已按相关标准要求进行研发
确认人/日期:
过程确认结果:
经过各方面的检查符合要求。
确认人/日期:
人员资格鉴定
■在岗位任职要求中已明确对该服务过程工作人员的要求
■本次确认全过程中的岗位工作人员经过相关培训和考核,具备上岗资格
■所有岗位工作人员已在本岗位试工作过且获得认可
综合办鉴定签字:
注:[是”打□;“否”打■
过程方法鉴定
■生产部已将过程方法形成工艺文件并已发放到相关岗位
■岗位工作人员已将服务、技术文件摆放到易于观察的部位
特殊过程确认记录表
JL-113
要确认的特殊过程为
工业智能计产装置的研发
确认时间
确认地点
研发现场
本过程
概述
作业人员
经过培训,能达到用户要求水平
工具材料
设备设施能够满足要求
服务方法
技术开发管理文件
本次确认的时机
■初次确认
口服务质量出现严重不符合
口出现重大顾客投诉时
确认通知签字
管理者代表、生产部、质检部、综合办、供销部
关键、特殊过程确认评审表

部门
职位
确认人
部门
职位
编制/日期: 编制/日期: 批准/日期:
关键/特殊工序确认评审表
编号:Z/SB·C-38-2020-001版本:01
产品型号:
产品名称:
关键/特殊工序名称:
确认关键/特殊工序作业人员:
关键/特殊工序检验人员
关键/特殊工序所使用的主要设备、工装:
设备、工装编号:
关键/特殊工序所使用的作业指导书:
确认内容:
1、有无作业指导书; □有 □无
2、设备、工装是否通过验收、检定; □通过 □没通过
3、是否规定并实施对设备工装的保养和检查; □是 □否
4、特殊工序的员工是否持证上岗; □是 □否
5、现场观察、小样试验结果是否合格; □合格 □不合格
6、是否对工序参数进行监视并保持记录; □是 □否
确认结论:□关键/特殊工序确认合格,能够投入运作。□其他:
特殊过程确认表格

设备、过程人员能力鉴定书特别过程确认表编号:QR/HS751—4过程名称侧框焊接考证日期2014.10.26主持人王生伟考证部门技质部生产部车间对过程输入的考证1、能否有详尽的工艺文件:■有□无2、工艺文件名称及编号:编号:QC/HS751-4名称:焊接工艺守则能否规定了工艺参数的要乞降监制的要求:工艺参数名称工艺参数要求能否监控焊条直径焊接电流监控Ф70A~110A监控焊接参数1.焊接235A钢板,δ监控2.焊接电流:70-110A监控3.焊条直径Ф监控3、进入该过程的原料的控制怎样能否有合格证明:■有□无编制:审查:同意:对过程实行和资源的考证1、人员能否经过培训、查核和持证上岗:■是□否2、设施能否经过考证且完满:■是□否3、能否按规定对过程进行监控:■是□否4、能否按规定对过程监控结果进行记录:记录名称:焊接控制参数记录表QR/HS751—4-7参数名称:监控结果:板厚 2.5 2焊条直径监控电流90A监控时间操作工王光友、淘源、陈建明编制:审查:同意:对过程输出的考证工艺文件的履行率监控要求与工艺文件切合率100%;监控记录与工艺文件的切合率:100%过程产质量量的切合状况:全部操作均按作业指导书进行,履行率100%名称质量要求实质结果焊缝外观不同意有裂纹、焊瘤、夹清、无气孔、咬边等焊缝等高0-3切合焊缝表面不同意不平、接触不良、无焊缝探伤不同意出缺点无缺点考证结论经考证:侧框焊接工艺参数适合、设施、人员切合要求,过程能力充足考证部门生产部质技部车间审批考证人署名考证日期编制:审查:同意:特别过程确认表NO2QR/HS751-4-8过程名称油漆考证日期2014.1.12主持人赵春考证部门生技部质检部车间对过程输入的考证1、能否有详尽的工艺文件:■有□无2、工艺文件名称及编号:编号:名称:油漆涂装通用工艺规程3、能否规定了工艺参数的要乞降监制的要求:记录名称:油漆控制参数记录表QR/HS751—4-9工艺参数名称工艺参数要求能否监控粘度30~40s监控喷嘴直径~2mm监控空气压力~监控枪件间距150~300mm监控喷枪挪动速度300~600cm/s监控喷涂幅面200~300mm监控4、进入该过程的原料的控制怎样能否有合格证明:■有□无编制:审查:同意:对过程实行和资源的考证1、人员能否经过培训、查核和持证上岗:■是□否2、设施能否经过考证且完满:■是□否3、能否按规定对过程进行监控:■是□否4、能否按规定对过程监控结果进行记录:记录名称:油漆控制参数记录表工艺参数名称工艺参数要求监控结果8:0013:0016:00粘度30~40s353836喷嘴直径~2mm222空气压力~枪件间距150~300mm200212240喷枪挪动速度300~600cm/s400425450喷涂幅面200~300mm250220250操作工:伍彬对过程输出的考证工艺文件的履行率监控要求与工艺文件切合率100%;监控记录与工艺文件的切合率:100%过程产质量量的切合状况:全部操作均按作业指导书进行,履行率100%质量要求实质结果涂层平均、圆滑、平坦,无流挂、桔皮、切合缩孔、气泡、裂纹、渗色、漏涂等缺点。
特殊过程确认记录表格
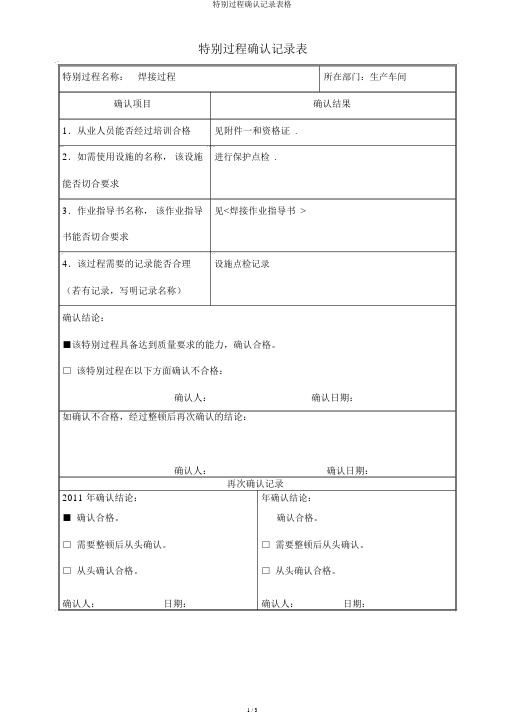
特别过程确认记录表特别过程名称:焊接过程所在部门:生产车间确认项目确认结果1.从业人员能否经过培训合格见附件一和资格证.2.如需使用设施的名称,该设施进行保护点检.能否切合要求3.作业指导书名称,该作业指导见<焊接作业指导书>书能否切合要求4.该过程需要的记录能否合理设施点检记录(若有记录,写明记录名称)确认结论:■该特别过程具备达到质量要求的能力,确认合格。
□ 该特别过程在以下方面确认不合格:确认人:确认日期:如确认不合格,经过整顿后再次确认的结论:确认人:确认日期:再次确认记录2011 年确认结论:年确认结论:■ 确认合格。
确认合格。
□ 需要整顿后从头确认。
□ 需要整顿后从头确认。
□ 从头确认合格。
□ 从头确认合格。
确认人:日期:确认人:日期:附件一培训记录培训时间:培训地址:本企业培训教师:参加培训人员:车间全员(包含维修员、调机员)培训内容:1、焊接的安全作业2、焊接品的接收标准3、异样办理培训成效评论:经过与部分学员面谈沟通、议论、大家已对本企业的焊接安全作业,焊接工艺条件已掌握,对生产产品质量要求也掌握,能独立自检工作,对部门应控制的过程,应作的和保留的记录,记录保留的限期已基本掌握和清楚。
而且知道自己在岗位上的职责达成的好坏。
经过口述 +发问和实质操作的查核所有合格。
对任课老师的讲解感觉满意,深入浅出,联合本企业的生产实质,易于理解和掌握。
达到了预期的成效。
评论人:焊接工上岗查核试卷姓名:得分:问答题:第 5 和 9 题每题各 15 分, 其余每题 10 分.一、焊接机在开机以前要检查哪些事项二、怎样对机器进行清理三、操作过程中要注意哪些安全事项四、怎样对不一样的产品进行表记别五、怎么判断产品是切合客户要求的你在操作的过程中多怎样去做了六、发生品责问题是怎样办理的七、机器的平时养护都要做哪些工作八、封闭机器后要确认哪些事项九、解说什么是5S,以及作好5S 的利处。
纺织生产过程 特殊过程确认记录表
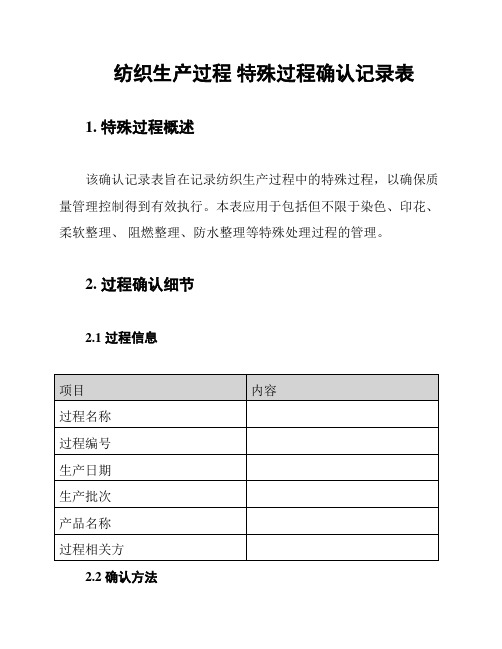
纺织生产过程特殊过程确认记录表
1. 特殊过程概述
该确认记录表旨在记录纺织生产过程中的特殊过程,以确保质量管理控制得到有效执行。
本表应用于包括但不限于染色、印花、柔软整理、阻燃整理、防水整理等特殊处理过程的管理。
2. 过程确认细节
2.1 过程信息
2.2 确认方法
请根据以下步骤确认特殊过程的执行情况:
1. 检查特殊过程操作手册,确保操作流程符合标准要求。
2. 观察实际操作过程,评估操作者是否按照手册要求执行。
3. 查看特殊过程过程控制记录,确保参数设置和调整符合要求。
4. 进行样品测试,检验特殊过程处理效果是否符合指标。
2.3 确认结果
根据以上确认方法,得出以下结论:
3. 确认记录
3.1 记录人员
本次确认记录由以下人员完成:
3.2 记录内容
请在以下表格中记录确认结果和相关问题:
3.3 问题解决
如确认过程中发现问题或异常情况,请在此记录并描述解决方
案及后续处理:
...
4. 结论
经过上述确认过程,并根据记录结果,我们可以确定纺织生产
过程中的特殊过程是否符合质量管理要求。
如存在问题或异常情况,需及时采取相应措施进行解决和改进。
确认人员签名:
日期:。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
3、是否采用新材料,并经过小批试验验证?
6
工艺过程
1、操作者是否熟悉工艺,并能熟练操作?
2、操作者是否严格按照工艺文件执行?
3、过程记录是否按要求填写,并保存完好?
7
质量检验
1、是否按要求编制了检验文件?
2、是否按照检验文件要求进行检验,并保存记录?
3、对不合格品的处置是否按规定执行?
8
质量信息反馈和处理
1、是否按规定对现场的各种质量问题、突发性质量问题及对后工序(包括产品使用中)发现的本工序质量问题及时进行反馈、汇总和处理?
2、是否按规定对各种不合格品进行分类分析,并针对不合格较多的项目进行质量改进,组织实施?
过程确认结论:■过程确认合格,能投入生产□其他:
3
设备能力
1、使用的设备、仪器是否符合工艺要求?
2、使用的设备是否按规定进行了维护和保养,且均处于完好状态?
3、使用的监视和测量设备是否进行了定期校准,并贴有有效期内的合格证有效标识?
4
环境条件
1、现场环境是否符合生产要求?
2、安全通道是否畅通?
5
工艺材料
1、采购文件中是否明确规定了使用的原材料名称、规格及技术要求?
特殊过程确认表
JL·Q工序:No.:
序号
项目
确认内容
确认情况
结论
1
文件资料
1、是否编制了工艺文件,并经审批后下发,文件是否适宜、有效?
2、作业现场工艺文件与作业指导书是否齐全、有效、清晰?
3、各种原始记录是否按要求填写并保存完整?
2
人员资格
1、操作人员、检验人员持证上岗情况。
2、是否明确规定了操作、检验人员的能力要求并定期进行考核?