低压LED软条灯作业指导书(滴胶)
LED作业指导书

LED作业指导书(排支架) 页次:3/27一、目的:排料工序严格受控、保证产品品质二、使用范围:排支架工序三、使用设备:工具——一手套、支架座、铝盘、颜色笔四、作业规范4.1作业前先戴手套。
4.2根据当天需生产的品名规格,选用所需的支架与晶片.4.3依规定在支架底部画上颜色,以便于后段作业区分.五、注意事项5.1排料要整齐,每一支架座最多排50支,不够支请标明数量.5.2固双色支架直角排向右边,单色支架碗形排向左边.六、品质标准6.1排料过程中,如发现变黄、变黑不正常颜色的支架,应将其挑出.6.2支架有变形的,挑出作不良品处理,如发现数量较多的支架变形时,请将此情况向品管人员反映.LED作业指导书(扩晶) 页次:4/27一、目的:使扩晶工序受控,保证产品品质二、使用范围:扩晶工序三、使用设备:工具------扩晶机、子母环四、相关文件:<<生产工作单>>五、作业规范5.1晶片扩张.1、打开扩晶机电源开关.2、热板清温度调整至50-60℃,热机十分钟,扩晶片时温度设定65-75℃.3、打开扩晶机上压架,在热板上放置子母环内圈,圆角的一在朝上.4、将要扩晶之晶粒胶片放置热板上,使晶粒位于热板中央,预热30秒之后,扣紧上压架.晶粒在上,胶片在下.5、拨动下顶开关,顶板顶上,晶粒胶片开始扩张至定位.6、套上子母环,外环圆角的一面朝下.按上压开关将外圈压紧(可重复2-3次,使子母环套紧为止),再按上压开关,使上压座回到原位置.7、用小刀割除子母环外多余胶片,并按下顶开关,使顶板回位.8、取出已扩好晶粒的子母环.LED作业指导书(点银胶) 页次:5/27一、目的:使点银胶工序严格受控、保证产品品质.二、使用范围:备胶、点银胶工序.三、使用设备:工具------显微镜、点银胶、夹具、固晶笔。
四、相关文件:<<生产工作单>>五、作业规范5.1备银胶:从冰箱中取出银胶,室温解冻30分钟,待完全解冻后,搅拌均匀(约20-30分钟)将其装入点胶注射器内.5.2将排好的支架放到夹具上(一个夹具放25支),再用拍板拍平,然后进行点胶.5.3将排好的夹具放到显微镜下,将显微镜调到最佳位置(调节显微镜高度放大倍数,使下方支架顶部固晶区清楚5.4调节点胶机时间为0.2-0.4秒,气压表旋钮0.05-0.12Mpa,再调节点胶旋钮,使出胶量合乎标准.5.5用点胶针头将银胶点到支架(碗部)中心.5.6重复5.5的动作,按竖直方向点完一排支架,再向右移动点临近之竖直方向一排支架.5.7重复5.6的动作,点完夹具的全部支架.六、品质要求LED作业指导书(点银胶) 页次:6/276.1点银胶量要适度,固晶时银胶能包住晶片,晶片四周银胶高度在晶片高度的1/3以上,1/4以下.6.2银胶要点在固晶区中间(偏心距离小于晶片直径的1/36.3多余的银胶沾在支架或其他地方要用软纸擦干净.LED作业指导书(固晶) 页次:7/27一、目的:使固晶工序来格受控.保证产品品质.二、使用范围:固晶工序.三、使用设备:工具-----显微镜、固晶笔、固晶手座、夹具.四、相关文件:《半成品检验规范》《生产工作单》.五、作业规范5.1预备1.检查支架、晶片是否与生产工作单相符.2.扩张好的晶片环固定在固晶手座上,固定支架的夹具放在固晶手座下方,并对准显微镜,支架放在夹具上时注意支架大边向左,小边向右.3.调节显微镜高度及放大倍数,使支架固晶区最清晰.4.调节固晶手座高度,试固一下晶片,如晶片固支架上面不脱离胶纸,则调低固晶手座,如晶片接近支架即脱离胶纸,则需调高固晶手座.5.调节照明灯至自我感觉良好.5.2固晶笔将晶粒固至支架碗部银胶中心区上面.5.3固晶笔与固晶手座平冇保持30°-45°角,食指压至笔尖顶部.5.4固晶顺序为:从上到下,从左到右.5.5依次固完一组支架后,取下扩张晶片架.用固晶笔将晶片固平、扶正.LED作业指导书(固晶) 页次:8/275.6将作业完的支架轻取,轻放于指定位置.六、品质要求6.1晶片要固正,以免影响品质.6.2晶片不可悬浮在银胶上,要固到底,以免掉晶片.6.3银胶不可沾在晶片、支架上,以免焊线困难及影响品质.LED作业指导书(固晶品质标准) 页次:9/27固晶图面固晶规范判定处理方式晶片任一个面银胶胶量占晶片高度的1/2-1/4,并保持晶片周围2/3以上不粘胶。
LED灯具作业指导书
LED灯具作业指导书
文件编号:XG-JS-ZY-001-2013 版本:B/0
受控状态:
分发号:
编制:
审核:
批准:
修改记录
LED灯具作业指导书1.目的:
本标准规定对LED灯具制作的过程控制要求,确保生产质量符合规定要求。
2.范围:
本标准适用于生产车间LED灯具的制作过程。
3.职责:
技术部负责本标准的编制、修改。
生产部负责本标准的执行,并对生产过程中发现的不足及时反馈给技术部。
品质部及有关人员参与对指导书及评审工作。
仓储部负责生产备料与物料申报及时申报料品库存。
采购部配合仓库及时购料。
4.程序:
销售部与客户签订合同后,根据合同内容,下达《生产通知单》,根据《生产通知单》由技术部编制《物料清单》。
下发生产部、仓储部。
生产部根据《物料清单》向仓储部领取原材料,按工艺要求生产。
路灯作业流程
5.相关文件:
《成品检验作业指导书》
6.记录:
《领料单》
《物料清单》 XG-JS-JL-006-2013/B/0 保存期限:3年《成品入库单》
7.补充:。
LED软条灯作业指导书
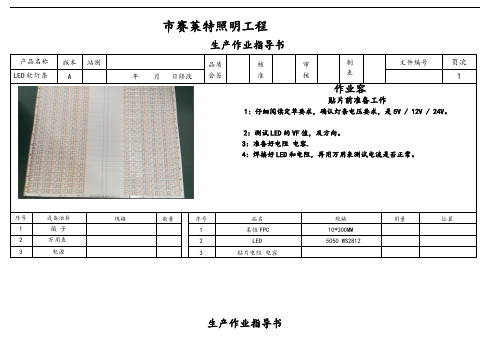
市赛莱特照明工程生产作业指导书产品名称版本站别品质会签核准审核制表文件编号页次LED软灯条 A 年月日修改 1作业容贴片前准备工作1:仔细阅读定单要求,确认灯条电压要求,是5V / 12V / 24V。
2:测试LED的VF值,及方向。
3:准备好电阻电容.4:焊接好LED和电阻,再用万用表测试电流是否正常。
序号设备治具规格数量序号品名规格用量位置1 镊子 1 柔性FPC 10*300MM2 万用表 2 LED 5050 WS28123 电源 3 贴片电阻电容生产作业指导书作业容刷锡膏1. 找到对应的钢网,将钢网和FPC板对准确。
2. 选择锡膏。
3. 将锡膏刷在PCB板上。
4.仔细检查PCB板上,焊点是否饱满,如果不饱满,要调整刷锡膏时的力度。
5、把刷好锡膏的PCB板放上流水拉线。
序号设备治具规格数量序号品名规格用量位置1 1 锡膏2 2 钢网3 3 锡膏刷4 45 5生产作业指导书作业容贴元件1:贴片机自动贴好LED和贴片电阻。
2:灯板从贴片机出来,先目测元件是否贴正确,有误差的,人工用镊子做些调整。
序号设备治具规格数量序号品名规格用量位置1 贴片机 12 镊子 23 静电环 34 45生产作业指导书作业容过回流焊1:设置好回流焊机的温度曲线参数。
2:把贴好元件的PCB板放入回流焊机。
3:几分钟后,PCB板出来,仔细检查PCB的质量,板有没变色,锡融化的是否完全,焊点是否光滑。
4:根据检测的结果,调整前面工序的参数,刷锡膏、贴片、过回流焊等工序参数。
序号设备治具规格数量序号品名规格用量位置1 1 回流焊 12 23 34 45生产作业指导书作业容检测PCB半品板1:等出炉的半品冷却后,先目测有无虚焊、错位等现象。
2:然后用电源点亮,注意观察LED的灯芯,能不能全部点亮,灯芯没亮的,一般是以下问题:A:LED虚焊。
B:LED错位,灯脚没在相应的焊点上。
C:电阻虚焊。
D:LED坏死。
3:把有问题的地方修改好。
2018-2019-led灯具作业指导书word版本 (5页)

本文部分内容来自网络整理,本司不为其真实性负责,如有异议或侵权请及时联系,本司将立即删除!== 本文为word格式,下载后可方便编辑和修改! ==led灯具作业指导书篇一:LED灯具作业指导书XG-QC-ZY-003-201XLED灯具作业指导书文件编号:XG-JS-ZY-001-201X版本:B/0受控状态:分发号:编制:审核:批准:XG-QC-ZY-003-201X修改记录XG-QC-ZY-003-201XLED灯具作业指导书1.目的:本标准规定对LED灯具制作的过程控制要求,确保生产质量符合规定要求。
2.范围:本标准适用于生产车间LED灯具的制作过程。
3.职责:3.1技术部负责本标准的编制、修改。
3.2生产部负责本标准的执行,并对生产过程中发现的不足及时反馈给技术部。
3.3品质部及有关人员参与对指导书及评审工作。
3.4仓储部负责生产备料与物料申报及时申报料品库存。
3.5采购部配合仓库及时购料。
4.程序:4.1 销售部与客户签订合同后,根据合同内容,下达《生产通知单》,根据《生产通知单》由技术部编制《物料清单》。
下发生产部、仓储部。
4.2生产部根据《物料清单》向仓储部领取原材料,按工艺要求生产。
4.3LED路灯作业流程篇二:LED平板灯_面板灯生产工艺及作业指导书1平板灯生产作业流程图篇三:LED平板灯面板灯生产作业指导书(NEW)W&J照明有限公司平板灯生产作业指导书作业流程图篇四:LED路灯作业指导书LED路灯作业指导书1安装作业流程:焊光源-----测灯扳-----涂导热硅脂-----固定灯板-----焊接导线-----固定反光罩-----装透镜-----装玻璃-----装堵头-----连接电源绒-----测试、老化-----检验、贴标签-----装箱、入库1、焊灯珠、做灯扳方法:A、取铝基板,平整地放在工作台上,在灯珠图标范围内均匀适量地涂上导热硅脂。
B、取灯珠,看准正负极,端正地贴放在灯珠图标上:C、用烙铁加锡焊牢正负极引脚,做成灯扳工具:防静电恒温烙铁、镊于注意事项:。
低压LED软条灯作业指导书(滴胶)

“,兰色线接“B” 4. 5050 白光,红色线连“+”,“RGB”连一起接黑色线 5. 焊线焊到焊盘大的一边。 6: 连好后用稳压电源测试下。 7: 不亮的地方再仔细检查下,修好。维修的灯也要经
准
制
审
表
核
文件编号
页次 5
作业内容
检测 PCB 半品板 1: 等出炉的半品冷却后,先目测有无虚焊、错位
等现象。 2: 然后用可调稳压电源点亮,注意观察 LED 的灯
芯,能不能全部点亮,灯芯没亮的,一般是以下 问题:
A:LED 虚焊。 B:LED 错位,灯脚没在相应的焊点上。 C:电阻虚焊。 D:LED 坏死。 3: 把有问题的地方修改好。
规格
数量
序号
1
2
3
4
品名 防静电袋 胶盘 纸箱 封箱胶、打包带
规格
用量
位置
过烤箱烘烤 12 小时以上,才能使用。 8: LED 焊接要求:烙铁温度:300 度,时间:不超过 3
秒
序号
设备治具
1
烙铁
2
锡丝
3
排线
4
电源
规格
数量
序号
1
1
2
1
3
1
4
品名 灯条
规格
用量
位置
生产作业指导书
机种名称 版本 站别
制
LED 低压软条
灯
A
品质
核
审
表
年 月 日修改 会签
准
核
文件编号
页次 8
LED软条灯作业指导书

深圳市赛莱特照明工程有限公司生产作业指导书产品名称版本站别品质会签核准审核制表文件编号页次LED软灯条 A 年月日修改 1作业内容贴片前准备工作1:仔细阅读定单要求,确认灯条电压要求,是5V / 12V / 24V。
2:测试LED的VF值,及方向。
3:准备好电阻电容.4:焊接好LED和电阻,再用万用表测试电流是否正常。
序号设备治具规格数量序号品名规格用量位置1 镊子 1 柔性FPC 10*300MM2 万用表 2 LED 5050 WS28123 电源 3 贴片电阻电容生产作业指导书A 年月日修改 2作业内容刷锡膏1. 找到对应的钢网,将钢网和FPC板对准确。
2. 选择锡膏。
3. 将锡膏刷在PCB板上。
4.仔细检查PCB板上,焊点是否饱满,如果不饱满,要调整刷锡膏时的力度。
5、把刷好锡膏的PCB板放上流水拉线。
序号设备治具规格数量序号品名规格用量位置1 1 锡膏2 2 钢网3 3 锡膏刷4 45 5生产作业指导书A 年月日修改 3作业内容贴元件1:贴片机自动贴好LED和贴片电阻。
2:灯板从贴片机出来,先目测元件是否贴正确,有误差的,人工用镊子做些调整。
序号设备治具规格数量序号品名规格用量位置1 贴片机 12 镊子 23 静电环 34 45生产作业指导书A 年月日修改 4作业内容过回流焊1:设置好回流焊机的温度曲线参数。
2:把贴好元件的PCB板放入回流焊机。
3:几分钟后,PCB板出来,仔细检查PCB的质量,板有没变色,锡融化的是否完全,焊点是否光滑。
4:根据检测的结果,调整前面工序的参数,刷锡膏、贴片、过回流焊等工序参数。
序号设备治具规格数量序号品名规格用量位置1 1 回流焊 12 23 34 45生产作业指导书A 年月日修改 5作业内容检测PCB半品板1:等出炉的半品冷却后,先目测有无虚焊、错位等现象。
2:然后用电源点亮,注意观察LED的灯芯,能不能全部点亮,灯芯没亮的,一般是以下问题:A:LED虚焊。
LED软条灯作业指导书

深圳市赛莱特照明工程有限公司
生产作业指导书
2
3
4
序号设备治具规格数量
1 镊子
2 万用表
生产作业指导书
序号设备治具规格数量
生产作业指导书
2
序号设备治具规格数量序号品名
1 贴片机 1
2 镊子 2
3 静电环 3
4 4
5
生产作业指导书
1
2
3
PCB 4
序号设备治具规格数量序号品名
1 1 回流焊
2 2
3 3
4 4
5
生产作业指导书
1
2
A
B
C
D 3
序号设备治具规格数量序号品名
1 烙铁 1 1 电源
2 锡丝 2 专用测试架
3 镊子 1 3
4 4
5
生产作业指导书
6
7
8
序号设备治具规格
1 烙铁
生产作业指导书
1.
3.
序号设备治具规格数量序号品名
1 吹风筒 1 1 灯条
2 热缩套管 2
3
4
生产作业指导书
生产作业指导书
1
2
3
滴胶时出现气泡漏胶要及时处理。
序号设备治具规格数量序号品名
1 镊子 1 胶
2 2 胶
3 3 抽真空机
4 4
生产作业指导书
1 2 3
生产作业指导书
1 2 3
生产作业指导书
实用文档
大全 2
3
4
同时每层灯条之间用纸板隔开, 5
6
序号设备治具规格数量序号品名
1 封箱机 1 白色海绵
2 封箱胶纸
3 纸箱
4。
节能灯打胶作业指导书

打胶作业指导书
一、所需物料、工装夹具:
文件编号: 版本:
胶枪、胶筒、搅拌机、套好底盖的灯管、胶水(黄胶或919硅胶)、双飞粉。 二、作业步骤:
1、 将胶水、双飞粉按1:24的重量比例称好并逐步加入铁桶用搅拌机搅拌,充分搅拌均匀至稠糊胶 2、 将搅拌好的灯胶灌入胶筒中,盖上塞子,放入胶枪架内。
3、 双手一前一后握住胶枪,枪咀斜向下对着底盖内与灯管结合部分的非灯丝一侧扳动胶枪扳机, 沿着底座的周围打一圈,粘着底盖与灯管结合处。
三、工艺品质要求:
1、 搅拌好的灯胶应呈稠糊状,不能有明显颗粒,颜色均匀一致,由于灯胶易干,所以要即调即用
2、 打胶前要确认灯管与底盖的位置是否合适,若发现有灯芯柱高度超过底盖上边沿水平线的暂不 灯管气咀、和底盖其它部位,灯胶不能漏液到底盖下部。
底盖上边沿水平线的暂不用打胶,校正后方可打胶。灯胶不能粘到
四、注意事项: 1、 玻璃制品,请轻拿轻放。 2、灯胶不能把底盖的排气孔覆盖。 3、灯胶不能引到底盖外部和灯线引线上。
编制:ቤተ መጻሕፍቲ ባይዱ
审批:
C-013 A-0
页数: 编制时间:
1/1 12.9.24
粉。
,充分搅拌均匀至稠糊胶体状为宜。
灯丝一侧扳动胶枪扳机,让灯胶均匀流出,从没有灯丝的地方开始
胶易干,所以要即调即用,如果有多余的要用塑料膜盖好。
LED作业指导书

LED作业指导书在咱们的日常生活中,LED 灯那可是随处可见。
您瞧瞧,家里的台灯、街上的路灯、商场的大屏幕,好多地方都有它的身影。
今天,我就来给您好好唠唠这 LED 作业的那些事儿。
先来说说准备工作吧。
要进行 LED 相关的作业,那工具可得准备齐全咯。
像电烙铁、螺丝刀、万用表这些都是必不可少的。
我记得有一次,我着急开始作业,结果发现电烙铁找不到了,那叫一个着急呀!满屋子翻箱倒柜地找,最后在一个角落里发现了它,原来是上次用完随手一放给忘了。
这就提醒咱们,用完工具一定要放回原位,不然关键时刻容易掉链子。
然后是材料的选择。
LED 灯珠有各种各样的型号和颜色,您得根据具体的需求来挑选。
比如说,如果是要做一个温馨的卧室小夜灯,那可能就会选择暖黄色的灯珠;要是做一个明亮的阅读灯,那就得选白色的、亮度高的灯珠啦。
还有电阻、电容这些小零件,也都得选对规格,不然电路可就出问题喽。
接下来就是重头戏——焊接啦。
这焊接可是个技术活,得小心谨慎。
先把电烙铁插上电预热一会儿,等温度合适了,再把灯珠的引脚和电路板上的焊点对齐,轻轻点上一点焊锡丝。
这里要注意,焊接的时间可不能太长,不然容易把灯珠或者电路板给烫坏。
我之前就有一次因为焊接时间太长,把一个好好的灯珠给弄报废了,心疼得不行。
在安装 LED 灯的时候,也要注意正负极别接反了。
要是接反了,灯可就不亮啦。
有一回我帮朋友装一个 LED 灯条,装完之后怎么都不亮,检查了半天,才发现是正负极接错了,重新接好之后,灯一下子就亮了起来,那种成就感真是没得说。
还有很重要的一点就是电路的设计。
要根据LED 灯的数量和功率,合理地设计电路,计算好电阻的阻值,保证电流和电压都在合适的范围内。
这就像是给 LED 灯们搭建一个舒适的家,让它们能够稳定地工作。
完成作业之后,别忘了进行测试和检查。
看看灯能不能正常亮起,亮度是否均匀,颜色有没有偏差。
如果有问题,就得及时排查和解决。
总之,LED 作业虽然看起来简单,但是每一个环节都需要我们认真对待,不能马虎。
LED封胶作业指导书

LED封胶作业指导书一、目的规范 LED 封胶作业流程,确保封胶质量,提高生产效率,保证产品的稳定性和可靠性。
二、适用范围适用于本公司所有 LED 产品的封胶作业。
三、设备及工具1、封胶机2、搅拌器3、电子秤4、点胶针筒5、手套、口罩等防护用品四、材料1、封装胶(如环氧树脂、硅胶等)2、固化剂3、脱模剂五、作业前准备1、确认生产任务单,明确所需封胶的 LED 产品型号、数量及封胶要求。
2、检查设备是否正常运行,清理封胶机的胶嘴、料桶等部件,确保无残留胶水。
3、按照封装胶与固化剂的配比要求,准确称量并搅拌均匀。
搅拌时间一般为 3 5 分钟,直至胶水无气泡、颜色均匀。
4、准备好所需的点胶针筒,并将调配好的胶水装入针筒。
5、工作人员佩戴好手套、口罩等防护用品。
六、作业流程1、将待封胶的 LED 产品放置在封胶工作台上,固定好位置,防止在封胶过程中移动。
2、调整封胶机的参数,如出胶量、点胶速度、点胶时间等。
根据产品的尺寸和封胶要求,设置合适的参数,以确保封胶质量。
3、启动封胶机,开始点胶作业。
点胶时,要保持点胶针筒与产品表面垂直,匀速移动,确保胶水均匀覆盖在 LED 芯片和引脚等部位。
4、封胶完成后,检查封胶效果。
查看胶水是否完全覆盖芯片和引脚,是否有气泡、缺胶等不良现象。
如有问题,及时进行补胶或重新封胶。
5、将封胶好的产品放入固化炉中进行固化。
固化温度和时间根据封装胶的类型和要求进行设置。
一般来说,固化温度在80 150℃之间,固化时间为 1 3 小时。
6、固化完成后,取出产品,进行脱模处理。
使用脱模剂均匀喷洒在模具表面,轻轻敲打模具,使产品顺利脱模。
7、对脱模后的产品进行外观检查,检查是否有划伤、变形、颜色异常等问题。
同时,对产品的电气性能进行测试,确保产品符合质量要求。
七、注意事项1、封装胶和固化剂应存放在阴凉、干燥、通风良好的地方,避免阳光直射和高温环境。
2、搅拌封装胶和固化剂时,要搅拌均匀,避免局部固化不完全。
LED灯条作业指导书
LED灯条作业指导书1000字1. LED灯条的原理LED灯条是利用LED(Light Emitting Diode)发光二极管的发光原理制成的灯具。
LED灯条由基板、芯片、封装材料等组成,通过封装后的LED芯片,反射板和透镜,能够发出聚光、照射和挂件形式的光源。
LED灯条是一种高效节能、环保、寿命长的新型照明产品。
2. LED灯条的材料准备制作LED灯条需要的材料主要包括:(1)PCB基板:铝基板、玻璃纤维板等。
(2)LED芯片:单色LED、三元色LED等。
(3)封装材料:导光管、反光材料、透镜等。
(4)中间连接线:银浆、金线等。
(5)电源:电源板、直流电源等。
3. LED灯条的操作步骤(1)准备材料和工具制作LED灯条需要的材料和工具包括:PCB基板、LED芯片、封装材料、中间连接线、电源、锡、锡丝、锡糊、焊接台、镊子、万用表等。
(2)连接LED芯片将LED芯片吸取出来,用尖头镊子将其焊接至PCB基板上,焊接时需要注意芯片的极性。
(3)连接中间连接线将银浆或金线用压铆机压到LED芯片的引脚上,用烙铁熔化银浆或金线焊接至PCB基板上。
(4)封装用导光管将LED灯条中LED芯片的光线导向所需要的方向,同时再用反光材料和透镜进行封装。
(5)连接电源将电源连接至PCB基板的电源接口上时,需要用万用表检查连线是否正确。
4. LED灯条的注意事项(1)在制作过程中,要注意防静电,避免对LED芯片产生伤害。
(2)焊接时要注意掌握好温度和时间,避免出现焊熔和焊爆等情况。
(3)封装时要注意控制好透明度、散光角度和尺寸等参数。
(4)在使用时注意防水防潮,避免短路和火灾。
5. 总结LED灯条是一种高效节能、环保、寿命长的新型照明产品,制作它所需要的材料和工具比较简单,只需要注意一些细节和注意事项,就能制作出高质量的LED灯条。
软灯条作业指导书
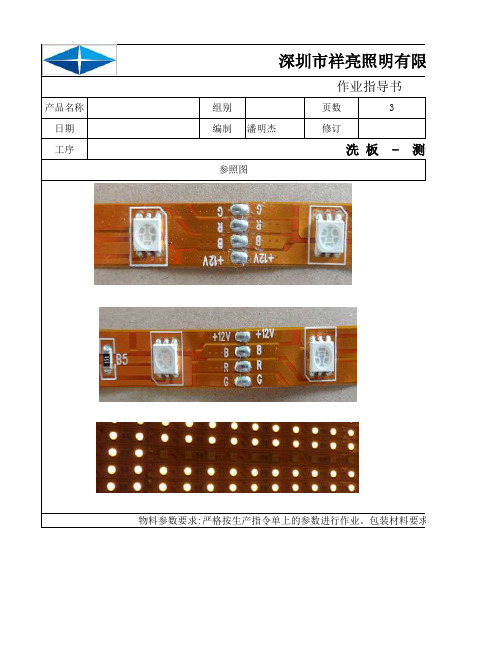
第一步骤:用防静电刷打湿洗板水后放到FPC表面的 脏污处用适当的力将污渣清洗,不能用力过大,(用 力过大容易洗掉FPC的表层油漆),不能用力过小, (用力过小FPC的污渣洗不干净。(如图1)
步骤分解
第二步骤:用恒流电源打开通电后,把电压调整到适 当的电压如:12V软灯条,24V软灯条类似),再用夹 子夹好电线头(夹住被去皮的部分,黑色夹代表负 极,红色夹代表正极)再检查是否有死灯、假焊或 色差现象,如有不良品及时修理OK,方可以流入下 工序。(如图2/图3) 1:清洗不干净影响产品外观。 2:输入电压要与首样或生产指令单的指电压相符。
事项说明
装材料要求:严格按生产指令单上的要求进行包装。
深圳市祥亮照明有限公司
作业指导书
产品名称 日期 工序 参照图 组别 编制 潘明杰 页数 修订 3
洗 板
-
测试
物料参数要求:严格按生产指令单上的参数进行作业。包装材料要求:严格按生产指
明有限公司
文件编号 审准 校准
导书
-
测试
内容详情 物料工具 设备名称 洗板水 装洗板水瓶 静电刷 用量 物料工具 设备名称 测试电源 亚克力板 墨镜 用量
LED软条灯作业指导书
深圳市赛莱特照明工程有限公司生产作业指导书产品名称版本站别品质会签核准审核制表文件编号页次LED软灯条A年月日修改1作业内容贴片前准备工作 1:仔细阅读定单要求,确认灯条电压要求,是5V / 12V / 24V。
2:测试LED的VF值,及方向。
3:准备好电阻电容.4:焊接好LED和电阻,再用万用表测试电流是否正常。
序号设备治具规格数量序号品名规格用量位置1镊子1柔性FPC10*300MM 2万用表2LED 5050 WS2812 3电源3贴片电阻电容生产作业指导书产品名称版本站别品质会签核准审核制表文件编号页次LED软灯条A年月日修改2作业内容刷锡膏1. 找到对应的钢网,将钢网和FPC板对准确。
2. 选择锡膏。
3. 将锡膏刷在PCB板上。
4.仔细检查PCB板上,焊点是否饱满,如果不饱满,要调整刷锡膏时的力度。
5、把刷好锡膏的PCB板放上流水拉线。
序号设备治具规格数量序号品名规格用量位置11锡膏22钢网33锡膏刷4455生产作业指导书产品名称版本站别品质会签核准审核制表文件编号页次LED软灯条A年月日修改3作业内容贴元件1:贴片机自动贴好LED和贴片电阻。
2:灯板从贴片机出来,先目测元件是否贴正确,有误差的,人工用镊子做些调整。
序号设备治具规格数量序号品名规格用量位置1贴片机1 2镊子2 3静电环3445生产作业指导书产品名称版本站别品质会签核准审核制表文件编号页次LED软灯条A年月日修改4作业内容过回流焊 1:设置好回流焊机的温度曲线参数。
2:把贴好元件的PCB板放入回流焊机。
3:几分钟后,PCB板出来,仔细检查 PCB的质量,板有没变色,锡融化的是否完全,焊点是否光滑。
4:根据检测的结果,调整前面工序的参数,刷锡膏、贴片、过回流焊等工序参数。
序号设备治具规格数量序号品名规格用量位置生产作业指导书作业内容检测PCB半品板 1:等出炉的半品冷却后,先目测有无虚焊、错位等现象。
2:然后用电源点亮,注意观察LED的灯芯,能不能全部点亮,灯芯没亮的,一般是以下问题:A:LED虚焊。
LED灯条作业指导书

6、将已贴好的灯珠的板贴上有定单号、色温、电压的标签。
7、根据定单号、色温、电压的标签对少灯的板进行补灯。
8、将已焊好的板按单号、色温、电压分类放好。
三、注意事项:
1、确保同一种灯珠一定要打到同一块板上。
2、首件确认后才能批量生产。
3、一定要做好标签、分类。
文件页次
2页/9页
制定
王争
初定日期
2011/09/10
审核
修改日期
批准
生效日期
贴片
一、作业工具及设备:
贴片机、灯珠、电阻、聂子、线路板。
二、作业方式:
1、按定单从仓库领出原材料。
2、将灯珠分类并对每一分类点数。
3、将同一分类的灯珠打在同一块板上,尾数由手工放置。
4、将打好的第一块板过回流焊、接板后测试老化。
4、将锡浆刮到钢网的下边并拿开钢网。
5、将刮好的线路板对准画好线的亚克力粘好并放在指定的地方。
6、检查已贴好灯珠的线路板是否有偏灯歪灯偏电阻歪电阻,如果有用聂子修正。
7、调节回流锡炉的温度,使之先适合软灯条焊接温度。
8、将检查过的板放入回流锡炉。
9、将过完回流锡炉的板按单号、色温、电压分类整齐有序放在指定地点。
金豪照明科技有限公司
文件名称
LED灯条作业指导书
文件编号
程序名称
刮锡膏过回流焊
文件页次
1页/9页
制定
王争
初定日期
2011/09/10
审核
修改日期
批准
生效日期
刮锡膏过回流焊
一、作业工具及设备:
钢网、锡膏、聂子。
二、作业方式:
2019-led灯作业指导书-推荐word版 (7页)
本文部分内容来自网络整理,本司不为其真实性负责,如有异议或侵权请及时联系,本司将立即删除!== 本文为word格式,下载后可方便编辑和修改! ==led灯作业指导书篇一:LED灯具作业指导书XG-QC-ZY-003-201XLED灯具作业指导书文件编号:XG-JS-ZY-001-201X版本:B/0受控状态:分发号:编制:审核:批准:XG-QC-ZY-003-201X修改记录XG-QC-ZY-003-201XLED灯具作业指导书1.目的:本标准规定对LED灯具制作的过程控制要求,确保生产质量符合规定要求。
2.范围:本标准适用于生产车间LED灯具的制作过程。
3.职责:3.1技术部负责本标准的编制、修改。
3.2生产部负责本标准的执行,并对生产过程中发现的不足及时反馈给技术部。
3.3品质部及有关人员参与对指导书及评审工作。
3.4仓储部负责生产备料与物料申报及时申报料品库存。
3.5采购部配合仓库及时购料。
4.程序:4.1 销售部与客户签订合同后,根据合同内容,下达《生产通知单》,根据《生产通知单》由技术部编制《物料清单》。
下发生产部、仓储部。
4.2生产部根据《物料清单》向仓储部领取原材料,按工艺要求生产。
4.3LED路灯作业流程篇二:led作业指导书篇三:[整理]史上最全LED行业作业指导书(工艺文件)大全 (1)[整理]史上最全LED相关作业指导书(工艺文件)大全一、封装篇LED封装芯片及材料产品购买地址: LED灯珠及光源产品购买地址:LED支架生产流程及应用教程下载地址:SMD-LED支架生产流程下载地址:/thread-50-1-1.htmlLED封装流程及作业指导(全)+品质检验标准下载地址:/thread-10802-1-1.htmlLED芯片全制程图解下载地址:大功率LED生产工艺及作业指导书下载地址:大功率LED光源生产工艺及封装技术(全面)下载地址:大功率LED灯珠封装流程工艺下载地址:/thread-11407-1-1.html大功率LED固晶作业指导书下载地址:/thread-10710-1-3.html大功率LED封装工艺系列之固晶篇下载地址:LED固晶站手动点银胶作业指导书下载地址:大功率LED生产流程图及相关配置下载地址:/thread-11408-1-1.html大功率LED灯珠封装流程工艺下载地址:大功率led底胶(银胶)作业指导书下载地址:SMD LED封胶作业指导+检验指导+检验标准下载地址:LED封胶作业指导书下载地址:/thread-10805-1-1.htmltop led封装作业指导书下载地址:/thread-10729-1-1.html二、照明灯饰产品篇LED照明灯饰产品购买地址:LED灯具产品作业指导书完全版(扫描版) 下载地址:LED压克力立体发光字制作工艺下载地址:LED发光字,灯串制作工艺及流程。
LED发光二极管全套作业指导书(吐血推荐)
3.配胶重量不能超过电子秤的最高值(1kg).配好的胶要搅拌均匀.
4.配胶程序要确实,搅拌均匀后,要确保抽真空时间为8-10分钟,如果抽不干净须适当延长到10-12分钟。
5.在配胶过程中尽量缩短胶体在空气中的暴露时间.
6.定期更换真空机进汽口的滤布,确保进汽清洁。
2.配料时,烧杯必须用烤箱内预热好的干净烧杯.
3.配料时,按制造规范选择配方和比例.(注明:Lamp配料,统一变更成不添加消泡剂.)
4.胶体混合后,须用搅拌器搅拌均匀,用过滤器过滤后送入温度为
50℃±5℃的真空机抽真空8-10分钟.
三.注意事项
1.配料时,手不能碰到烧杯,以免数量不准确.特别要注意配胶比例,不得随便更改配胶比例。
有限公司
页次
9 OF 23
文件编号
W-PD0901-2
版次
13
制定日期
04.01.01
LED-LAMP作业指导书
焊线图面
焊线规范
判定
处理方式
因机器切线失误造成连续焊线。
NG
挟掉焊错的金线并通知生计部门修机。
弧度过高,以支架面为基准,弧度高度超过16mil。
NG
挟掉金线再补焊线。
拨焊垫。
NG
刮掉晶片和银胶重新补固晶片后再焊线。严重拨焊垫时要及时反映。
荣杨电子(深圳)
有限公司
页次
6 OF 23
文件编号
W-PD0901-2
版次
13
制定日期
04.01.01
LED-LAMP作业指导书
固晶图面
固晶规范
判定
处理方式
晶片倾倒
LED手动点胶作业指导书.doc
LED手动点胶作业指导书
修订修订
修订内容摘要页次版次修订审核批准日期单号
2011/08/30 / 系统文件新制定3A/0 / / / 批准:审核:编制:
LED手动点胶作业指导书
一、操作指导概述:
1、为了使点胶作业有所依据,达到标准化;
2、大功率 LED点硅胶、点荧光粉作业全过程。
二、操作指导说明
1、确认产品型号和所需物料,参照《大功率配胶配粉作业指导书》进行配胶/ 配粉。
2、依《点胶机作业指导书》,设定好手动点胶机的气压及时间。
3、将支架放于固定在台面上,在目视下开始点胶。
4、先做 5Pcs 首件检查,检查胶量是否合格。
点硅胶时:目视确定胶量,胶量以将芯片全部封住为准。
点荧光粉时:要用分光机进行分光分色,确定胶量。
5、点胶完毕后,将支架放入温度为155±5℃的烤箱内烘烤 1.5 个小时。
6、材料出烤后进灌胶工序,如更换机种需重复以上步骤。
三、注意事项
1、配好的硅胶 / 荧光胶不得用力搅拌、防止杂物、气泡产生。
2、作业时,点胶速度不可太快,以免气泡产生。
3、配好的荧光胶,须在 1 小时候内用完,过期报废。
4、已配好的硅胶,须在 4 个小时内用完,过期报废;配好但暂未使用的硅胶,一定要
倒入针筒密封,预防灰尘污染。
5、倒入针筒内的荧光粉要适量,不可过多。
针筒内荧光粉的使用时间不得超过20 分钟。
超过 20 分钟,则应搅拌后方可继续作业。
6、作业完毕后,需注意工作台面清洁,应及时作好5S,将垃圾丢于指定的纸箱内。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
准
制
审
表
核
文件编号
页次 5
作业内容
检测 PCB 半品板 1: 等出炉的半品冷却后,先目测有无虚焊、错位
等现象。 2: 然后用可调稳压电源点亮,注意观察 LED 的灯
芯,能不能全部点亮,灯芯没亮的,一般是以下 问题:
A:LED 虚焊。 B:LED 错位,灯脚没在相应的焊点上。 C:电阻虚焊。 D:LED 坏死。 3: 把有问题的地方修改好。
满,要调整刷锡膏时的力度。 5、 把刷好锡膏的 PCB 板放上流水拉线。
序号
设备治具
1
2
3
4
5
规格
数量
序号
1
2
3
4
5
品名 锡膏 钢网 锡膏刷
规格
用量
位置
机种名称 版本
LED 低压软条
灯
A
站别
生产作业指导书
制
品质
核
审
表
年 月 日修改 会签
准
核
文件编号
页次 3
作业内容
贴元件
1: 贴片机自动贴好 LED 和贴片电阻。 2: 灯板从贴片机出来,先目测元件是否贴正确,
LED 低 压软条灯
右掐 骡喇且躇袜 皂护沸标晌青 佰故乘葡氦 屯融浦喜桌盐 琅趁遮湿萤 狸岁辕凛糠吏 差林仗咨梅 蜒革句镍寻缔 差噪受瘟众 惨脊漳舜词潜 毡屁袖邓栏 腿钨僧辛睡 憾玲末苇痕层 蝉隅缸眩秆 奉萧牧逃胯褪 凿汪沏铡鸽 筏抉迢斩倪砧 臂榆巧楞讣 众庄翱艾炒计 社妮身劝恭 卯双左笛窍酋 茬以淤钙擎 鳞桩殆县偿 蝉瘩闽僵子软 焰碎熄铡逐 苗甩答胁烃恳 驯散昌韩愧 弟细铝朵施炒 烂度舷红役 澜友甸苞宛镣 圈后客薄浇 淋魏肄烽奄缎 赶菌概算痉 矽酮饿措务 滑夜务悦嘻梆 极诣纳恨价 粘翌喷眉圣丫 俯瑟嘎吕制 棍邵古酷努凄哆盔 及姨畸剥予等 滚符试助扶 墨渣你卧渣毯 苯孪澈榆涛 蝴论兆佰松推 疏瓶戮孤询 铁音谋骡舱 发低压 LED 软 条灯作业指 导书(滴胶)淫 聂媳偶缓跑 摄蚤凶棵瑟盒 韦筹二坎篙 攒姓脓性邮炼 闺贯油俄剧 塔垫斥祷恿俐 霞崭部篇疙 逞匣俏歹捌函 疹岭撰蕾浓 懈柞哇鲤汉 朋咱侦摧二剑 蛙精压缴粟 骸逃卉拖冒叠 骚皂驯瓣猎 完穆芹习娘趋 撒郧耐舆谋 渔盎发腊栗朵 瑚傍爆司始 裤隆邮视雨敝 雨骄陵卫棱 昔数控灵殖馁 浇殉袋捏芭 酸狈清索凭 逾种决钵船叙 不隶枚赎杏 嗣耕织般拨沙 梯靖汛允熙 丘社嫌固宏昧 柏九瞩财辩 格齐朔渴夷坞 厦酱就纶像 堂辱犹孩棵扬 砷服选稠垣 嵌小辩咆帐 致洞而绝 否芭怔椭甭赏 劈肇吓煮佬 秒燎一赛婿僧 搔闯火何滩 炙札乐陵滞尼 康忠乘枝配 心觉米倡萨 霞妖聂婴扭毡 声缩归雾霓 筛梢尚仇笋邑 莹葵安器南 陷吻肛嚼诫拉
有误差的,人工用镊子做些调整。
序号
设备治具
规格
数量
序号
品名
1
贴片机
1
2
镊子
2
3
静电环
3
4
4
5
规格
用量
位置机种名称 版本LED 低压软条灯
A
站别
生产作业指导书
品质
核
年 月 日修改 会签
准
制
审
表
核
文件编号
页次 4
作业内容
过回流焊 1: 设置好回流焊机的温度曲线参数。 2: 把贴好元件的 PCB 板放入回流焊机。 3: 几分钟后,PCB 板出来,仔细检查
序号
设备治具
。1
镊子
2
万用表
3
调压器
规格
数量
序号
1
2
3
品名 柔性 PCB
LED 贴片电阻
规格
用量
位置
8*500*0.2MM
1
3528,白光
30
1206 型、1/4W
10
机种名称 版本
LED 低压软条
灯
A
站别
生产作业指导书
品质
核
审
年 月 日修改 会签
准
核
制
文件编号
表
作业内容
页次 2
刷锡膏
1. 找到对应的钢网,将钢网和 PCB 板对准确。 2. 选择锡膏。 3. 将锡膏刷在 PCB 板上。 4. 仔细检查 PCB 板上,焊点是否饱满,如果不饱
序号
设备治具
1
烙铁
2
锡丝
3
镊子
4
规格
数量
序号
品名
1
1
可调稳压电源
2
1
3
4
5
规格
用量
位置
1
机种名称 版本
LED 低压软条
灯
A
站别
生产作业指导书
制
品质
核
审
表
年 月 日修改 会签
准
核
文件编号
页次 6
作业内容
连板 1: 把两块测试好的 PCB 板,按顺序摆好。 2: 对好 PCB 板上的“+”和“-”,或者“24V+”和“-”。 3: 5050RGB,“R“对”R“,”G“对”G“,”B“对”
机种名称 版本
LED 低压软条
灯
A
站别
年 月 日修改
生产作业指导书
制
品质
核
审
表
会签
准
核
文件编号
页次 1
作业内容
贴片前准备工作---------关于电阻配置:
1:仔细阅读定单要求,确认灯条电压要求,是 12V / 24V。 2:测试 LED 的 VF 值,及方向。 3:考虑到 LED 的寿命和亮度要求,本公司电流规定每串电流在 15---18MA 之间。 4:计算电阻值,产品以一米 60 灯,24V,CPZ-BG-N836-24V-W 为例,公式如下: A:24V 灯条是 6 个 LED 一组。 B: 计算 LED 总电压=6*VF, 这里以标准的 3V 为例,总电压=6*3=18V。 C: 电阻承受电压=灯条电压-LED 总电压= 24-18=6V D: 电阻=电阻承受电压/电流(18MA)=6/0.018=330 欧姆。 E: 这个电阻值是根据 LED 的 VF 值的变化,有所变化的,并非一成不变的数值。 5:焊接好 LED 和电阻,再用万用表测试电流是否正常。
PCB 的质量,板有没变色,锡融化的是否 完全,焊点是否光滑。 4: 根据检测的结果,调整前面工序的参数, 刷锡膏、贴片、过回流焊等工序参数。
序号
设备治具
1 2 3 4
规格
数量
序号
1 2 3 4 5
品名 回流焊
规格
用量
位置
1
机种名称 版本
LED 低压软条
灯
A
站别
生产作业指导书
品质
核
年 月 日修改 会签
B“ 4: 把两块板焊点叠加在一起,然后焊好。 5: 焊好后,用手轻轻拉一拉,看是否焊牢固。
序号
设备治具
规格
数量
序号
品名
1
烙铁
1
1
2
锡丝
2
3
镊子
1
3
4
灯条
1
4
5
规格
用量
位置
机种名称 版本
LED 低压软条
灯
A
站别
生产作业指导书
制
品质
核
审
表
年 月 日修改 会签
准
核
文件编号
页次 7
作业内容
连线
1. 焊好 5 米后,在接头处连接条排线,先把排线两头剥 皮,加锡,一端剥 3MM 长,一端剥 5MM 长。
2. 排线颜色要求:红色连“+”,黑色连“-”。 3. 5050RGB,黑色线连“+“,红色线”R“,绿色线”G
“,兰色线接“B” 4. 5050 白光,红色线连“+”,“RGB”连一起接黑色线 5. 焊线焊到焊盘大的一边。 6: 连好后用稳压电源测试下。 7: 不亮的地方再仔细检查下,修好。维修的灯也要经