T8灯管作业指导书
T8灯管装配工序解析

拟制
日期
批准
日期
发行日期
编号:SC-WI-L004 产品名称:日光灯
版本:A1
文件页码:3/11 型 号:T8(0.6m/1.2m)
工 位:装灯板
目的:为灯板连线做准备 制作过程:
将已印刷散热膏的铝基板按照先装B板,后装A板的顺序用专用夹具装入铝灯管的灯板槽内 (如图1所示)
所需材料 \工具
有绳防静电手腕
拟制
日期
批准
日期
发行日期
编号:SC-WI-L004 产品名称:日光灯
版本:A1
文件页码:6/11 型 号:T8(0.6m/1.2m)
工 位:装灯管灯罩
目的:为灯管通电前做准备 制作过程: 1. 将面罩的一头与铝材的一头对齐,扣住面罩用力压入铝灯条的灯罩槽内,之后逐一向 灯管另一端压灯罩,直至使面罩的两边完全卡到铝灯管的卡槽内。 2. 检查灯罩是否有划伤、是否有异物等现象,确认无误后将合格品转入下道工序。
编号:SC-WI-L004 产品名称:日光灯
版本:A1
文件页码:1/11 型 号:T8(0.6m/1.2m)
工 位:分铝基板
目的:将灯板分离成单独的单元,为将灯板装入灯管内做准备 制作过程: 1.将SMT贴好元件的A/B 铝基板进行单片分板,分板时PCB板不能有变形、翘、
弯等不良现象。 2. 分板时按住铝基板的边缘,上下摆动铝基板使其分离。 3. 由IPQC检查确认良品后整齐垂直的放入防静电周转箱内流入下一工序。
拟制
日期
批准
日期
发行日期
编号:SC-WI-L004 产品名称:日光灯
版本:A1
文件页码:5/11 型 号:T8(0.6m/1.2m)
工 位:连接电源
T8管作业指导书

生产作业工艺流程图
生产作业工艺指导书
图1.1
图1.2 图1.3
生产作业工艺指导书
图1.4
,要更换故障元器件再测试。
锡点要求详情见图1.4,如果有虚焊、连焊、毛刺等现象先用铬铁焊好
K2才能闭合。
测试新电源时开关K2要重新断开。
中的仪器只能显示输入参数,所以输出电流需另接直流电流电流表。
生产作业工艺指导书
图1.5 图1.6
图1.7
生产作业工艺指导书
图1.10
生产作业工艺指导书
图1.11
图1.12
图1.14 图1.15
生产作业工艺指导书
图1.15 图1.16
图1.17
生产作业工艺指导书
图1.18
图1.19
生产作业工艺指导书
图1.20
生产作业工艺指导书
图1.21
生产作业工艺指导书
图1.22 图1.23
生产作业工艺指导书
生产作业工艺指导书
图1.24
图1.25
生产作业工艺指导书
图1.26
图1.27
生产作业工艺指导书
生产作业工艺指导书
1.28 图1.29
生产作业工艺指导书
图1.30
图1.31
生产作业工艺指导书
生产作业工艺指导书
图1.32
图1.33
图1.34。
灯具组装流程作业指导书

灯具组装流程作业指导书一、准备工作1. 确认工作场地整洁,确保组装操作时无障碍;2. 准备好所需的工具和材料,例如灯具零件、螺丝刀、电动螺丝刀、胶水等;3. 查看产品说明书,了解组装步骤及注意事项;4. 佩戴必要的个人防护装备,如手套、护目镜等。
二、组装步骤1. 将灯具零件按照产品说明书中的图纸排列整齐,确保零件齐全;2. 根据图纸上标注的编号,逐一组装灯具零件,确保配对正确;3. 使用螺丝刀或电动螺丝刀,按照图纸上的螺丝孔位置,将零件固定在一起;4. 注意螺丝的拧紧力度,不能过紧也不能过松,以免影响产品的使用寿命;5. 在必要的位置上添加胶水,增加零件的稳固度;6. 完成组装后,对整个灯具进行检查,确保所有零件安装正确,没有松动的地方;7. 将组装好的灯具进行清洁,去除表面的指纹、灰尘等;8. 进行灯具的功能测试,确保灯具的亮度和灯光颜色符合标准。
三、注意事项1. 在操作过程中要注意保持工作场地整洁,避免零件乱放或遗失;2. 注意操作时的安全,避免划伤或灼伤等意外事件的发生;3. 注意组装顺序,确保每个零件都安装正确,避免后期拆卸重做;4. 注意保养灯具,定期清洁和维护,延长产品寿命;5. 如果在操作过程中遇到问题,及时寻求帮助或咨询同事。
四、结束工作1. 完成组装工作后,及时整理工作场地,归还工具和材料;2. 将组装好的灯具进行包装,确保不受损;3. 将包装好的灯具送至质检部门进行检验,确认产品合格后进行出货。
以上就是灯具组装流程的作业指导书,希望能帮助您顺利完成组装工作。
如果在工作过程中有任何疑问或困难,欢迎随时向上级领导或同事寻求帮助。
祝您工作顺利!。
【2018最新】灯管装配作业指导书-实用word文档 (9页)

本文部分内容来自网络整理,本司不为其真实性负责,如有异议或侵权请及时联系,本司将立即删除!== 本文为word格式,下载后可方便编辑和修改! ==灯管装配作业指导书篇一:灯管作业指导书日光灯管指导书一:测试电源(使用工具:功率仪,烙铁,连接线,夹具)如(图一)先将可调电源(调压器)接在功率仪上,将AC220/110V 的输出端(功率仪的两个输出夹)接到AC输入位置,负载灯珠的正负极接到如(图二)的LED+和LED-位置(正负极不能接反)此时看功率仪上的功率读数(稳定后的读数:大约1分钟),在BOM中描述的功率5%以内为合格(例如如果是10W的电源则9.5W-10.5W均为OK)(图一)(图二)刷锡膏(使用工具:丝印台)(1)从冰箱中把锡膏拿出来,将温度升至室温(时间2-4小时)。
(2)当锡膏温度升至室温后,取适量的锡膏均匀搅拌(按顺方(3)(4)(5)(6)编写:向搅拌)。
调好线路板与丝印钢网的位置(线路板的焊盘与钢网丝印孔要对好位置,不能偏移)。
刷锡膏时要用力均匀,刷正,均匀,饱满,干净(不能刷偏和过少)。
刷好的线路板放在纸板上(摆放整齐,不能重叠)。
刷锡膏时要掌握时间,一般的情况下在三小时之内完成一个工作流程(刷锡膏+贴灯珠+过回流焊)。
完成刷锡膏的工作后,把剩余的锡膏装回锡膏盒内,(剩余的锡膏要和没使用过的锡膏分开装)放回冰箱,清洗丝印台。
审核:核准:手工贴片(使用工具:镊子,静电环)(1)贴灯珠前做好防静电处理(带上静电环并用测试仪器检测效果,OK后方能进行贴灯片操作)。
(2)在对应的工作台上做好准备工作(灯珠,电子元器件及其他附件的摆放)。
(3)用镊子或其他工具将灯珠和元器件贴到线路板对应的位置上,灯珠和元件一定要贴板不能浮高,灯珠和元器件要贴正不能错位(注意灯的正负极-----贴之前用万用表确认灯珠的正负极,电子元器件的正负极。
)(4)贴好后将线路板目检一遍后整齐摆放在纸板上(不能重叠)(5)准备过回流焊(6)注:有特殊情况时,灯珠的贴法按技术部门提出的要求实行。
T8日光灯电源作业指导书

目的:为开关电源板补焊元件做准备 制作过程:
1. 浸锡工位的员工,必须精神饱满的和高度负责的工作。上班前要做好个人安全防护,穿戴整齐防护装备, 例如:平光眼镜、帆布手套、长袖工作服等。严禁穿短袖、短裤、拖鞋和化纤材料服装操作。
2. 将浸锡炉通电升温,规有铅或无铅工艺要求将炉温设定在合适的温度。
3. 将上道工位所插的元件线路板进行检查之后,用丌锈钢夹夹持线路板放到助焊刼发泡机中粘取助焊刼, 注意:丌得将助焊刼浸到线路板面。待助焊刼充分挥发干燥之后,即刻进行浸锡。 4. 浸焊前查看线路板附带的作业流程卡是否有品管人员的签字,否者退回前道工序丌得加工。 5. 用丌锈钢夹夹持稳线路板慢慢的浸入到恒温的锡液中,要严格控制浸锡时间,不能超过8秒钟,否则浸锡 时间太长将会烫掉线路板铜箔、烧坏元器件或使其性能发生变化。
随时刮去锡液表面的氧化层,以免产品虚焊。为提高焊接质量、防止铅锡合金分层,应经常搅拌锡液。
5. 慢慢垂直向上提起线路板,待稍冷却检查是否有虚焊、连锡短路、焊锡少、浮高等丌良现象。之后将产品 整齐摆放在周转箱内,堆叠高度丌得超过周转箱。 6. 每个周转箱必须有生产流程卡。详细填写有关品名、规格型号、数量、时间、操作人等信息。 7. 自检合格后的产品将转入下一道工序。 注意事项:
元器件 放大镜
有绳防静电手腕 低压恒温电烙铁 丌锈钢镊子
10倍
注意事项: 开关电源是灯具非常重要的一个部件,对灯具和人身安全极为重要,必须严格遵守工艺第二项觃定。 拟制 审核 批准 发行日期
编号:SC-WI-L004 产品名称:开关电源 版本:A2
文件页码:2/11 型 号:SRD-Dri-T8-18W 工 位:开关电源贴片加工
插保险管位置
插热敏电 阻位置
灯具装配作业指导书

灯具装配作业指导书标题:灯具装配作业指导书引言概述:灯具装配作业是一项常见的家居装修工作。
正确的装配灯具不仅能够提供良好的照明效果,还能提升整个室内环境的美观度。
本文将提供一份灯具装配作业指导书,以匡助读者正确、高效地完成灯具装配工作。
正文内容:1. 准备工作1.1 确定灯具类型:根据需要装配的灯具类型,选择合适的工具和材料。
1.2 检查灯具配件:子细检查灯具配件的完整性和质量,确保没有缺失或者损坏的配件。
2. 安装灯座2.1 确定安装位置:根据需要照明的区域和灯具的类型,确定合适的安装位置。
2.2 固定灯座:使用螺丝刀或者扳手将灯座固定在预定的位置上。
2.3 连接电源线:根据灯具的接线方式,将电源线正确地连接到灯座上。
3. 安装灯罩3.1 确定灯罩位置:根据灯具的设计和个人喜好,确定合适的灯罩位置。
3.2 固定灯罩:将灯罩轻轻地固定在灯座上,确保其稳固可靠。
3.3 调整灯罩角度:根据需要调整灯罩的角度,以获得最佳的照明效果。
4. 连接电源4.1 检查电源线:子细检查电源线是否完好无损,确保没有裸露的电线。
4.2 连接电源线:根据灯具的接线方式,将电源线正确地连接到电源插座或者开关上。
4.3 测试灯具:在连接电源之前,确保灯具的开关处于关闭状态。
连接电源后,打开开关,测试灯具是否正常工作。
5. 安全注意事项5.1 断电操作:在进行任何灯具装配工作之前,务必先切断电源,避免触电危(wei)险。
5.2 手部保护:在装配灯具时,务必戴上手套,避免划伤或者烫伤。
5.3 高空作业:如果需要进行高空作业,务必使用合适的工具和设备,并确保工作平台的稳定性。
总结:本文提供了一份灯具装配作业指导书,详细介绍了灯具装配的准备工作、灯座安装、灯罩安装、电源连接以及安全注意事项等方面。
通过遵循指导书中的步骤和注意事项,读者可以正确、高效地完成灯具装配工作,提供良好的照明效果和美观的室内环境。
在进行装配作业时,务必注意安全,遵循相关操作规范,确保自身和他人的安全。
2018-灯具作业指导书模板-word范文模板 (17页)
本文部分内容来自网络整理,本司不为其真实性负责,如有异议或侵权请及时联系,本司将立即删除!== 本文为word格式,下载后可方便编辑和修改! ==灯具作业指导书模板篇一:灯具安装作业指导书灯具安装作业指导书1 安装要求1.1灯具安装高度(从光源到地面)、仰角,装灯方向宜保持一致。
1.2 灯杆位置应合理选择,灯杆不得设在易被车辆碰撞地点,且与供电线路等空中障碍物的安全距离应符合供电有关规定。
1.3 基础坑开挖尺寸应符合设计规定,基础混凝土强度等级不应低于 C20,基础内电缆护管从基础中心穿出并应超出基础平面30~50mm。
浇制钢筋混凝土基础前必须排除坑内积水。
1.4 灯具安装从向中心线和灯臂纵向中心线应一致,灯具横向水平线应与地面平行,坚固后目测应无歪斜。
1.5 常规照明灯具的效率不应低于60﹪,且应符合下列规定:1) 灯具配件应齐全,无机械损伤、变形、油漆剥落、灯具破裂等现象。
灯具的防护等级、密封性能为IP66;2) 灯具反射器应干净整洁,并应进行抛光氧化或镀膜处理,反射器表面应无明显划痕;3) 透明罩的透光率达到90﹪以上,并应无气泡、明显的划痕和裂纹;4) 封闭灯具的灯头引线应采用耐热绝缘管保护,灯罩与尾座的连接配合我间隙;5) 灯具应抽样进行漫升和光学性能等测试,测试结果应符合现行国家标准《灯具安全要求与试验》(GB7000.1~7000.6)的规定,测试单位应具备资质证书。
1.6灯头应固定牢靠,可调灯头应按设计调整至正确位置,灯头接线应符合下列规定:1) 相线应接在中心触点端上,零线应接螺纹口端子;2) 灯头绝缘外壳应无损伤、开裂;3) 气体放电灯宜采用中心触点伸缩式灯口。
1.7灯头线应使用额定电压不低于 500V 的铜芯绝缘线。
功率小于400W 的最小允许线芯截面应为 1.5mm2,功率在 400W 至 100W 的最小允许线芯截面应为2.5mm。
1.8在灯臂、灯盘、灯杆内穿线不得有接头,穿线孔口或管口应光滑、无毛刺,并应采用绝缘套管或包带包扎,长度不得小于 200mm。
灯具生产作业指导书

篇一:led灯具作业指导书xg-qc-zy-003-2013led灯具作业指导书文件编号:xg-js-zy-001-2013版本:b/0受控状态:分发号:编制:审核:批准:xg-qc-zy-003-2013修改记录xg-qc-zy-003-2013led灯具作业指导书1.目的:本标准规定对led灯具制作的过程控制要求,确保生产质量符合规定要求。
2.范围:本标准适用于生产车间led灯具的制作过程。
3.职责:3.1技术部负责本标准的编制、修改。
3.2生产部负责本标准的执行,并对生产过程中发现的不足及时反馈给技术部。
3.3品质部及有关人员参与对指导书及评审工作。
3.4仓储部负责生产备料与物料申报及时申报料品库存。
3.5采购部配合仓库及时购料。
4.程序:4.1 销售部与客户签订合同后,根据合同内容,下达《生产通知单》,根据《生产通知单》由技术部编制《物料清单》。
下发生产部、仓储部。
4.2生产部根据《物料清单》向仓储部领取原材料,按工艺要求生产。
4.3led路灯作业流程篇二:灯具安装工程作业指导书灯具安装工程作业指导书1、范围本工艺标准适用于工业与民用建筑灯具安装工程2、施工准备明确工程负责人及安装操作人,认真组织施工,管理人员审核图纸,学习工艺标准,验收规范,讨论技术质量交底,签订岗位责任制,明确奖惩措施,采购选用合格材料产品,并层层复验,同时与土建协商配合,创造良好的作业条件。
3、材料及要求料具调配准确及时,凡发放之料具均符合质量标准和计量标准,出具产品合格证明,检验报告、出厂合格证,按图纸备齐灯具、导线等。
4、工具准备4.1 手锤、錾子、水平尺、卷尺、手电钻、锡锅、人字梯、电锤等工具。
4.2 选择劳务分包方并经试工合格方准上岗,检查土建情况,创造作业条件。
5、操作工艺(见图 1)5.1 根据灯具安装方式,平面图及变更洽商确定安装坐标,随土建进度配合、稳盒,预留孔洞、埋件、配管执行配管工艺。
5.2 出线盒管清扫、整理、封堵,固定灯具螺栓预埋,嵌壁灯稳箱体,接短管封堵,防污染、异物,管口采取防堵措施,接地端子预留。
作业指导书T8

T8灯管工艺流程图0K NGNG包装入库测试维修0K老化测试灯板过回流焊贴灯上锡加工灯头接电源装配适用产品 T8系列工站 名称上锡工站 编号1文件 编号文件 版本A本页 版次1页 码1料号(P/N) 123图标:工艺要求:1、 刷锡膏时不能偏锡偏位,不能过少或过多(防止虚焊、假焊或连锡);2、 不良品做好标记放一旁待处理;3、 保持台面整洁干净.物料明细(主/辅料)NO. 料号 规格单位 数量 1 铝基板 PCS 根据订单订2 焊锡膏 PCS 适量治工具明细NO. 名称 规格/参数单位 数量 1 印刷机 台 1 2 一寸油灰刀 把 1 3 钢网个1标准工时:操作步骤:1、 检查铝基板的规格尺寸,观察表面是否有裂痕及内部铜条是否有裸露现象。
2、 将铝基板放在丝印台上指定限位位置,固定好铝基板防止其发生移位。
3、 将钢网放在铝基板上方,使其漏锡膏点与铝基板上锡盘一一相对应,确定位置后,固定钢网4、 在钢网内放入适量锡膏,用刮刀均匀的刮动锡膏,使其均匀漏过钢网涂抹在铝基板焊盘上5、检查铝基板上的锡膏是否均匀,是否有锡膏与焊盘发生错位移位现象注意事项:1、 启动前检查气压管是否破裂,电源开关插头是否接好,传感器是否完好;2、 当机器在启动时,不可用手去触摸,避免烧伤或压伤。
核 准审 核制 作制定日期 2012-05-08发 行修 改修订日期适用产品 T8系列工站 名称贴灯工站 编号2文件 编号文件 版本A本页 版次1页 码1料号(P/N) 123图标:工艺要求:1、 贴灯和电阻时,灯珠的极性要正确不能歪斜;2、 作业时带好静电手套;3、 保持工作台干净整洁.物料明细(主/辅料)NO. 料号 规格单位 数量 1 光源 根据订单订PCS 根据订单订治工具明细NO. 名称 规格/参数单位 数量 1 静电手套 PCS 1 2 贴片机台1标准工时:操作步骤:1、检查铝基板上的锡膏是否均匀,是否有锡膏与焊盘发生错位移位现象;2、上机人员对贴片机编好指定程序,并对铝基板进行定位3、将检查合格铝基板放在贴片机送料台上限位台中并排放好4、将灯珠盘固定在贴片机上5、对已经贴好的灯珠进行检查,是否有灯珠出现移位、偏移、歪斜、少的灯珠等现象,如 有此个别现象,使用贴片笔进行修正,如大面积出现此现象,就要重新对基板进行定位。
T8日光灯作业指导书(新灯条新堵头)第二版

T8日光灯作业指导书(新灯条新堵头)第二版自检标准工时标准产能/H1作业类型人员配置2人序号材料名称数量1玻璃灯管2PCS 2灯珠灯条2PCS34设备、工具名称型号设定条件测电夹120mA 墨镜通用作业步骤 1.将灯珠灯条摆放入玻璃灯管中灯珠面向上2.将测电夹放在灯条的正负极端点测电夹一定要在通电状态下设备及夹具注意事项:操作时一定要戴上静电环和墨镜,测电夹要做好绝缘保护,在通电情况下要保证绝缘安全,不可光手触摸测电夹前段带电部分。
制表部门:研发部操作说明材料编码材料规格0.6米/0.9米/1.2米技术要求检查工序作业检查工位表面清洁目测检查物料有无一致检查工具有无完好、且一定要带静电环操作目测戴墨镜和静电环3.检测灯条灯珠是否全部亮灯,有无明显色差(如图一、图二)4.完成后流到下一个工序自检检查有无不亮、半亮不良品截出检查有无压坏、损坏、变形适用产品名称及编号T8 日光灯(玻璃管)0.6米、0.9米、1.2米工序名称工序排号测试灯条是否亮灯0.6米/0.9米/1.2米图一、图二:测试灯条刮胶点标准工时标准产能/H2作业类型人员配置1人序号材料名称数量1灯珠灯条234设备、工具名称型号设定条件小刀通用静电环OWS20A防静电操作说明技术要求检查工序作业检查工位表面清洁目测检查物料有无一致设备及夹具注意事项:操作时一定不可刮断灯条焊接位,不可漏刮胶点。
制表部门:研发部适用产品名称及编号T8 日光灯(玻璃管)0.6米、0.9米、1.2米工序名称工序排号刮掉焊接位的胶点材料编码材料规格0.6米/0.9米/1.2米作业步骤 1.将通电检测后的灯条平行摆放在台面上(见左图)灯珠面朝上2.用小刀刮掉灯条焊接位上的胶点(见左图)不可刮断灯条焊接位3.完成后流入下一工序自检检测胶位是否有刮干净不良品截出刮灯条焊接位胶点页数版本102焊硅胶线标准工时标准产能/H 3作业类型人员配置1人序号材料名称数量1灯珠灯条1PCS 2连接线2PCS 3连接线2PCS4焊锡设备、工具名称型号设定条件恒温烙铁320-380度间注意事项:焊接点一定要牢固、光滑,不可有虚焊、假焊、漏焊等,焊接位置需正确。
Nitori向T8直管SOP-2015916

版次A1页码1/15作业方法:示意图:3,注意佩戴静电腕带。
序号12制定日期2015.9.16修订日期基板分割机、静电腕带T8直管-Nitori向工站作业编号注意事项1拟制物料名称规格LED基板拼版-0.6型宽度10.1mm,厚度1.0mm,长度560mm,10pcs LED基板拼版-1.2型宽度10.1mm,厚度1.0mm,长度1170mm,10pcs1,将分板机调速调整到10档(见图三);产品批准审核LED基板分板使用设备、治具2,将上刀片刻度调整至45mm,下刀片无需调整(见图一):3,LED拼版基板槽对准刀片正中(见图二);4,启动分板机(见图三)。
2,由于刀片较为锋利,防止割伤手指。
1,注意拼版运动轨迹,防止脱离基板槽,导致割伤其他基板;图一图二图三开关按钮版次A1页码2/15作业方法:示意图:*8W型使用白色AC导线-0.6型;18W型使用白色AC导线-1.2型注意事项1,相应导线正确插入相对应孔位,防止插错;2,导线一定要插入到底后进行焊接,同时防止虚焊;3,电烙铁温度较高,防止烫伤;4,注意佩戴静电腕带;5,无角焊、少焊出现。
序号123456制定日期2015.9.16修订日期总长度80mm,两头剥线长度3mm(红色)批准审核白色AC导线-通用型总长度160mm,两头剥线长度3mm 作业编号21,打开电烙铁,将温度调至375℃±10℃(见图一);拟制黑色DC导线-通用型白色AC导线-0.6型总长度80mm,两头剥线长度3mm(黑色)总长度600mm,两头剥线长度3mm 总长度1100mm,两头剥线长度3mm白色AC导线-1.2型2,在电源基板正面将红色导线插入“V+”,黑色导线插入“V-”,然后在电 源基板背面焊盘进行DC线焊接(见图二),焊接控制在3秒内完成;3,在电源基板正面将白色通用型导线插入“L”,白色0.6型或者1.2型导线插入“N”(见图三);4,在电源基板背面焊盘进行AC线焊接,焊接控制在3秒内完成。
T8 LED日光灯使用说明书1

Instruction for T8 LED Tube LightI . OverviewThis product is a highly praised green and energy-saving product in the world, saving energy is up to 60% or more, lifespan is 10 times more than ordinary tube light. The LED tube light is suitable to be used in environments which have high requirements of interior lighting, such as factories, office buildings, supermarkets, schools, enterprises, garages, living houses, or similar ones. With various advantages, such as low power consumption, long lifespan, high light efficiency and brightness, low heat, pollution-free, robust design, etc. The LED is packaged by imported low light decay, super bright chip; choose high temperature and combustion resistant PC case, with resistance to shock and pressure, etc. The shape is similar to traditional tube light, without ballast, no flicker when instant start, easy installation. It is a best choice to replace the traditional tube light.II . Important Instructions1. Open the package should include: a T8 LED tube light, an instruction, and a replacement fuse.2. The LED tube light is only used for interior or waterproof lighting(See following figure).3. Use only in specified nominal voltage and temperature range.4. This product is suitable to the lamp holder for G13 using inductance ballast, but not suitable to the lamp holder usingelectronic ballast.5. Do not disassemble and modify the product.6. According to installation instruction, install the LED tube light with corresponding specification.7. The lamp cap is fixed by glue , which cannot be dismantled without being permanently damaged8 Package does not come with starter. Please purchase the LED starter which comply with the safety regulations before youuse this lampIII . InstallationIn order to better ensure the LED tube light work normally and save energy, please read this manual carefully beforeinstallation.Step 1 Switch off electricity.Step 2 Turn the conventional tube light by 90°.Step 3 Remove the conventional tube light.Step 4 Turn the starter by anticlockwise and remove the starter.Step 5 Click the replacement fuse into the starter holder and turn the fuse by clockwise.Step 6 Insert the LED tube light into the lamp holder.Step 7 Secure the position by turning the LED tube light by 90°.Step 8 Switch on electricity.90°IV . Features1. High light efficiency, high efficiency, high power factor;2. Low light decay, low heat, no noise, good color rendering;3. Fast response, on/off without delay;4. Long lifespan, up to 20,000 hours;5. Does not contain mercury and other heavy metals or toxic substances, not use glass, no burst risk;6. Pollution-free, green and saving-energy;7. No ultraviolet and infrared radiation, etc, less heat, no mosquitoes around the tube light.V . Technical ParametersVI . DimensionsSpecifications 600mm 1200mm LengthL=604mm L=1213.6mm DiameterΦ26mmΦ26mmVII . NotesWhen using the LED tube light should follow corresponding safety precautions to prevent the risk of fire, electric shock and personal injury. When installing, the using line should be provided withleakage protection, such as the power socket with fuse orthe line with ground protection or choose leakage switch and so on.For lamps with a weight significantly higher than that of the lamps for which they are a replacement,attention should be drawn to the fact that the increased weight may reduce the mechanical stability of certain luminaires and lampholders and may impair contact making and lamp retention.连 接 方 式 :Connection Method :!标签或说明标上类似的内容。
T8灯管规格书
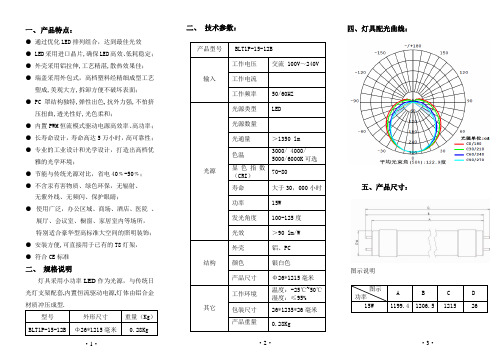
一、产品特点:●通过优化LED排列组合,达到最佳光效● LED采用进口晶片,确保LED高效、低耗稳定;●外壳采用铝拉伸,工艺精湛,散热效果佳;●端盖采用外包式,高档塑料经精细成型工艺塑成,美观大方,拆卸方便不破坏表面;● PC罩结构独特,弹性出色,抗外力强,不怕挤压扭曲,透光性好,光色柔和;●内置PWM恒流模式驱动电源高效率、高功率;●长寿命设计,寿命高达5万小时,高可靠性;●专业的工业设计和光学设计,打造出高档优雅的光学环境;●节能与传统光源对比,省电40﹪-50﹪;●不含汞有害物质、绿色环保,无辐射、无紫外线、无频闪、保护眼睛;●使用广泛,办公区域、商场、酒店、医院、展厅、会议室、橱窗、家居室内等场所,特别适合豪华型高标准大空间的照明装饰;●安装方便,可直接用于已有的T8灯架,●符合CE标准二、规格说明灯具采用小功率LED作为光源,与传统日光灯支架配套,内置恒流驱动电源,灯体由铝合金材质冲压成型.型号外形尺寸重量(Kg)BLT1P-15-12B Φ26*1215毫米0.28Kg 二、技术参数:产品型号BLT1P-15-12B输入工作电压交流 100V~240V工作电流工作频率50/60HZ光源光源类型LED光源数量光通量>1350 lm色温3000/ 4000/5000/6000K可选显色指数(CRI)70-80寿命大于30,000小时功率15W发光角度100-125度光效>90 lm/W结构外壳铝、PC颜色银白色产品尺寸Φ26*1215毫米其它工作环境温度:-25℃~50℃湿度:≤95%包装尺寸26*1235*26毫米产品重量0.28Kg四、灯具配光曲线:五、产品尺寸:图示说明图示功率A B C D15W 1199.4 1206.5 1215 26 ·2··3··1·六、安装说明:1.安装前确认输入电压为AC220V,2.安装前确保电源关闭;3.LED日光灯不需要启辉器及镇流器,请确保上述部件处于断开状态,或直接去掉;4.若灯具使用了电子整流器,请断开或者拆除电子整流器,并以直接导线连接如图1 5.连接供电线路如图2(即交流输入与灯架两端支架直接连接)打开电源开关,通电测试。
高性能LED T8、T5灯管恒流驱动电源方案 SM7307、SM7302
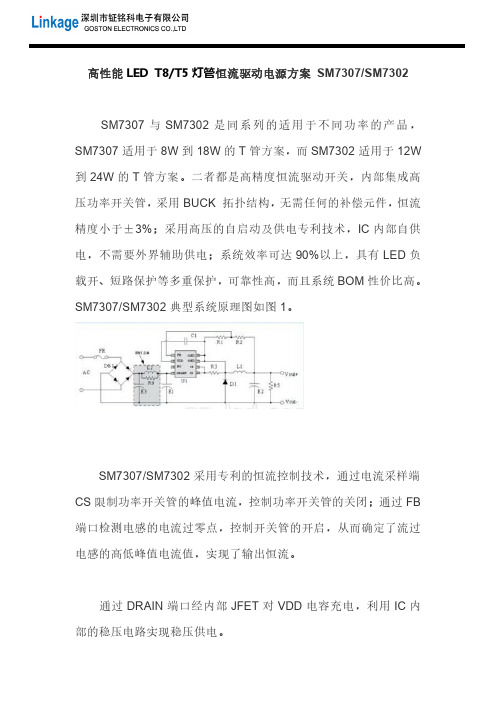
高性能LED T8/T5灯管恒流驱动电源方案SM7307/SM7302SM7307与SM7302是同系列的适用于不同功率的产品,SM7307适用于8W到18W的T管方案,而SM7302适用于12W 到24W的T管方案。
二者都是高精度恒流驱动开关,内部集成高压功率开关管,采用BUCK拓扑结构,无需任何的补偿元件,恒流精度小于±3%;采用高压的自启动及供电专利技术,IC内部自供电,不需要外界辅助供电;系统效率可达90%以上,具有LED负载开、短路保护等多重保护,可靠性高,而且系统BOM性价比高。
SM7307/SM7302典型系统原理图如图1。
SM7307/SM7302采用专利的恒流控制技术,通过电流采样端CS限制功率开关管的峰值电流,控制功率开关管的关闭;通过FB 端口检测电感的电流过零点,控制开关管的开启,从而确定了流过电感的高低峰值电流值,实现了输出恒流。
通过DRAIN端口经内部JFET对VDD电容充电,利用IC内部的稳压电路实现稳压供电。
1.1BOM表采用SM7307实现的9W到18W(VOUT:75V~150V,IOUT:120mA)T8LED灯管方案中,驱动电源系统的典型BOM表(对应上述电路图)如表1:1.2测试数据在180-264Vac输入电压范围内,本系统的恒流精度为±1.5%;系统平均转换效率大于90%,不同的输入电压和输出负载情况下的测试数据如表2:1.3PCB布线注意事项本系统的PCB尺寸仅为20*25mm,电路板实拍图如图2:在PCB设计时,为了保证系统的性能,需要注意以下几点:(1)IC的GND接地脚需要铺铜,可加强IC的散热;(2)尽量使主环路(电流回路)走线短,不要把FB、VDD管脚包围在主环路内;(3)从输出到FB端的R2电阻,推荐采用插件电阻;(4)系统输出电容值相同时,优选电解电容,次选贴片电容;SM7302的设计方法与SM7307的相同,仅是功率大于SM7307的功率。
LED发光二极管全套作业指导书(吐血推荐)
3.配胶重量不能超过电子秤的最高值(1kg).配好的胶要搅拌均匀.
4.配胶程序要确实,搅拌均匀后,要确保抽真空时间为8-10分钟,如果抽不干净须适当延长到10-12分钟。
5.在配胶过程中尽量缩短胶体在空气中的暴露时间.
6.定期更换真空机进汽口的滤布,确保进汽清洁。
2.配料时,烧杯必须用烤箱内预热好的干净烧杯.
3.配料时,按制造规范选择配方和比例.(注明:Lamp配料,统一变更成不添加消泡剂.)
4.胶体混合后,须用搅拌器搅拌均匀,用过滤器过滤后送入温度为
50℃±5℃的真空机抽真空8-10分钟.
三.注意事项
1.配料时,手不能碰到烧杯,以免数量不准确.特别要注意配胶比例,不得随便更改配胶比例。
有限公司
页次
9 OF 23
文件编号
W-PD0901-2
版次
13
制定日期
04.01.01
LED-LAMP作业指导书
焊线图面
焊线规范
判定
处理方式
因机器切线失误造成连续焊线。
NG
挟掉焊错的金线并通知生计部门修机。
弧度过高,以支架面为基准,弧度高度超过16mil。
NG
挟掉金线再补焊线。
拨焊垫。
NG
刮掉晶片和银胶重新补固晶片后再焊线。严重拨焊垫时要及时反映。
荣杨电子(深圳)
有限公司
页次
6 OF 23
文件编号
W-PD0901-2
版次
13
制定日期
04.01.01
LED-LAMP作业指导书
固晶图面
固晶规范
判定
处理方式
晶片倾倒
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
生效日期:2015-01-04 第 1 页共11页版本号:A0 文件编号:LED—ZM—03 编号依据:产品名称T8日光灯规格/型号适合所有T8日光灯系列工序号 1 工序测试灯板PCB设备工具编号名称编号名称物料编号名称规格用量编号名称规格用量1 烙铁 4 电源 1 日光灯PCBA 1条2 镊子3 静电环操作内容:1.检查贴片好的灯珠是否正常,有没歪斜、虚焊、连焊和少的灯珠等现象(如右图)2.将电源电压调到DC 50V,用两根表笔线接电源连到PCBA上,红笔接LED+、黑笔接LED-如右图)。
3.检查LED灯有没有不亮、色温等不正常注意事项:1.不良品做好标示放到一边,待修理2.每次修补时间不能超过3-5S3.虚焊、连焊、少锡现象不能出现4.必须戴有线静电环及保持台面的干净整洁5.要确保烙铁接地及烙铁温度在(380℃±10)作业示意图:更改通知单更改人标记编号日期批准:审核:拟制:陆小海生效日期:2015-01-04 第 2 页共11页版本号:A0 文件编号:LED—ZM—03 编号依据:产品名称T8日光灯规格/型号适合所有T8日光灯系列工序号 2 工序焊电源设备工具编号名称编号名称物料编号名称规格用量编号名称规格用量1 烙铁 4 静电环 1 电源PCB 1个 4 线材(红)2条2 锡线 2 线材(红)220MM 1条 5 绝缘套管190mm 1条3 带线灯头 3 线材(黑)220CM 1条 6 卡扣2个操作内容:1.将电源PCB上“L、N”焊上带线穿卡扣灯头(如右图)2.将反过电源PCB上“LED-”焊上白线线、“LED+”焊上红线(如右图)3.将穿过卡扣过线孔(如右图)4.将焊好线的电源板套上套管,将电源两端卡扣卡上(如右图)注意事项:1.焊线时注意焊好锡点不能跟其它焊点短路2.装套管时要把线摆好3.要确保烙铁接地及烙铁温度在(380℃±10)4.必须戴静电环及保持台面的干净整洁作业示意图:更改通知单更改人标记编号日期批准:审核:拟制:陆小海生效日期:2015-01-04 第 3 页共11页版本号:A0 文件编号:LED—ZM—03 编号依据:产品名称T8日光灯规格/型号适合所有T8日光灯系列工序号 3 工序电源测试设备工具编号名称编号名称物料编号名称规格用量编号名称规格用量1功率测试仪1T8日光灯半成品8条2 测试夹具3 静电环操作内容:1.调节电量测试仪输出电压为AC120V±0.5V(如右图)2.把装好的半成品插到测试架上打开电源(如右图)3.检查LED灯有没有不亮、色温等不正常4.检查产品功率是否在17~18W范围内注意事项:1.看是否有死灯、漏电、灯闪、短路、功率不对等现象, 并作好不良品记录放在不良区待修理2.必须戴静电环及保持台面的干净整洁作业示意图:更改通知单更改人标记编号日期批准:审核:拟制:陆小海生效日期:2015-01-04 第 4 页共11页版本号:A0 文件编号:LED—ZM—03 编号依据:产品名称T8日光灯规格/型号适合所有T8日光灯系列工序号 4 工序加工灯头设备工具编号名称编号名称物料编号名称规格用量编号名称规格用量1 蕾丝机 4 静电环 1 灯头 12 夹具 2 卡扣 13 镊子 3操作内容:1.检查灯头的外观,看是否有划伤、沙眼、变形、针脚有无高低不平等现象2.把灯头放在蕾丝机夹具上(如右图)3.把我们需要的参数打印在灯头上(如右图)4.将卡扣穿进带线灯头(如右图)注意事项:1.灯头有不良品做好标示, 并作好不良品记录放在不良区待处理2.必须戴静电环及保持台面的干净整洁作业示意图:更改通知单更改人标记编号日期批准:审核:拟制:陆小海生效日期:2015-01-04 第 5 页共11页版本号:A0 文件编号:LED—ZM—03 编号依据:产品名称T8日光灯规格/型号适合所有T8日光灯系列工序号 5 工序装配设备工具编号名称编号名称物料编号名称规格用量编号名称规格用量1 电烙铁 1 自攻丝2*8mm 4 1 锡线2 静电环 2 PC罩1176mm 13 电批 3 铝材1176mm 1操作内容:1.PCB穿进铝材卡槽里(如右图)2.把带灯头电源穿到铝管里(如右图)3.检查PC罩是否有污点、划痕、盖上PC罩(如右图)4.LED+焊接电源红线,LED-焊接电源白线(如右图)5.把电批力度调到9,把灯头螺丝打上(如右图)注意事项:1.不良品做好标示放到一边,待处理2.注意要把电源贴紧外壳,要把灯板装在外壳的中间3.装PC外壳时要注意清洁干净,小心注意碰花4.必须戴静电环、绝缘手套及保持台面的干净整洁作业示意图:更改通知单更改人标记编号日期批准:审核:拟制:陆小海生效日期:2015-01-04 第6页共11页版本号:A0 文件编号:LED—ZM—03 编号依据:产品名称T8日光灯规格/型号适合所有T8日光灯系列工序号 6 工序老化设备工具编号名称编号名称物料编号名称规格用量编号名称规格用量1 老化架 1 半成品2 连接线3 静电环操作内容:1.将T8日光灯装在老化架上接上电,老化时间72小时须做老化记录(如右图)2.检查色温是否跟样品的色温一致3.操作员严格按照样品色温将色温不一致的做好标示,交给组长4.出现多种色温问题须当即反映给组长注意事项:1.当发现有断路现象应关掉电源开关, 并作好不良品记录,看是否有色差、死灯、漏电、灯闪、短路现象2.严格参照样品色温3.老化时间一定不能低于24小时4.必须戴静电环、绝缘手套及保持台面的干净整洁,作业示意图:更改通知单更改人标记编号日期批准:审核:拟制:陆小海生效日期:2015-01-04 第7页共11页版本号:A0 文件编号:LED—ZM—03 编号依据:产品名称T8日光灯规格/型号适合所有T8日光灯系列工序号7 工序打胶水设备工具编号名称编号名称物料编号名称规格用量编号名称规格用量1 热风枪 4 酒精 1 硅胶2 热缩套管 2 电源半成品3 静电环 3操作内容:1.将将切好的白色热缩套管套进红白线内2.使用热风枪吹热缩套管,使套管紧贴红白线上3.使用打胶枪将硅橡胶打在灯头里面,铜针完全覆盖4.放在一边晾干注意事项:1.灯板打胶时两头要放均匀2.必须戴静电环、保持台面的干净整洁3.绝缘套管不能过长或者过短,红白线漏出1mm适宜作业示意图:更改通知单更改人标记编号日期批准:审核:拟制:陆小海生效日期:2015-01-04 第8页共11页版本号:A0 文件编号:LED—ZM—03 编号依据:产品名称T8日光灯规格/型号适合所有T8日光灯系列工序号8 工序高压测试设备工具编号名称编号名称材料编号名称规格用量编号名称规格用量1 高压测试仪 1 日光灯成品1条23 静电环操作内容:1.将产品装上测试架上(如右图)2.将电压调到3.25KV-3.3KV,漏电流调在0.2mA(如右图)3.将高压探针对向LN输入端,使其连接起来(如右图)4.每根测试时间不能少于1分钟,在1分钟内不报警才算合格注意事项:1.不良品要做好记录并放在不良区待修理2.必须戴静电环及保持台面的干净整洁作业示意图:更改通知单更改人标记编号日期批准:审核:拟制:陆小海生效日期:2015-01-04 第9页共11页版本号:A0 文件编号:LED—ZM—03 编号依据:产品名称T8日光灯规格/型号适合所有T8日光灯系列工序号9 工序成品外观检查设备工具编号名称编号名称物料编号名称规格用量编号名称规格用量1 酒精 4 静电环2 无尘布3 静电刷操作内容:1.检查灯管表面是否不良、干净, 看是否有划伤、脱油漆、沙眼、变形、等现象2.检查灯头是否有松动(如右图)3.用酒精擦拭干净表面注意事项:1.不良品一定要剔除出来, 并做好记录放在不良区待修理2.必须戴静电环及保持台面的干净整洁作业示意图:更改通知单更改人标记编号日期批准:审核:拟制:陆小海生效日期:2015-01-04 第10页共11页版本号:A0 文件编号:LED—ZM—03 编号依据:产品名称T8日光灯规格/型号适合所有T8日光灯系列工序号10 工序包装设备工具编号名称编号名称物料编号名称规格用量编号名称规格用量1 直尺 1 标签50个 4 成品50个2 护角 2 堵头100个 5 珍珠棉3块3 包装盒1个 6 QC 50操作内容:1.把相应标签贴在产品底座铝件上(如右图)2.把灯管两端的针脚装上堵头3.把灯管放入包装纸盒内,两头底下用珍珠棉垫住(如右图)4.放入说明书,上面垫一块珍珠棉,在外箱做好标识(如右图)5.每一箱都加护角,打扎带(如右图)注意事项:1.包装注意色温范围2.常规包装标签不能贴错、贴歪3.外箱注明产品型号和数量,不能混装,数量不符4.必须戴好静电环及保持台面的干净整洁作业示意图:更改通知单更改人标记编号日期批准:审核:拟制:陆小海佳客尔光电(深圳)有限公司工艺指导书生效日期:2015-01-04 第11页共11页版本号:A0 文件编号:LED—ZM—03 编号依据:产品名称T8日光灯规格/型号适合所有T8日光灯系列工序号11 工序印刷设备工具编号名称编号名称物料编号名称规格用量编号名称规格用量1 铝型材2 印刷机导热硅脂操作内容:1.注意检查铝材有没有歪曲,刮花的2.将铝型材平稳放在印刷机上3.按下机器手动开关,拖动过程中要缓慢移动注意事项:1.机器表面要清洁干净2.锡膏要均匀3.不良铝材一定要归类放好作业示意图:更改通知单更改人标记编号日期批准:审核:拟制:陆小海。