焊接记录表格
焊接工作记录表

工程名称临沂金锣文瑞高低温车间制冷设备配件维修分项工程名称氨制冷系统安装日期2015.5.12 管线号G0105-350 焊接方法氩弧焊打底,手工电弧焊盖面设备名称压力管道环境温度25℃相对湿度40%所用焊接工艺文件焊接作业指导书、焊接工艺评定报告焊口编号焊材焊接电源焊接电流(A)电弧电压(V)焊接速度(cm/min)施焊焊工牌号规格编号种类极性G0105 -B1 ER50-6 Φ2.5S1401-01 直流155 22 7 张金忠E4303(J422) Φ3.2T1401-01 直流115 22 13 张同申G0105 -B2 ER50-6 Φ2.5S1401-01 直流155 22 7 张金忠E4303(J422) Φ3.2T1401-01 直流115 22 13 张同申G0105 -B3 ER50-6 Φ2.5S1401-01 直流155 22 7 张金忠E4303(J422) Φ3.2T1401-01 直流115 22 13 张同申G0105 -B4 ER50-6 Φ2.5S1401-01 直流155 22 7 张金忠E4303(J422) Φ3.2T1401-01 直流115 22 13 张同申G0105 -B5 ER50-6 Φ2.5S1401-01 直流155 22 7 张金忠E4303(J422) Φ3.2T1401-01 直流115 22 13 张同申G0105 -B6 ER50-6 Φ2.5S1401-01 直流155 22 7 张金忠E4303(J422) Φ3.2T1401-01 直流115 22 13 张同申G0105 -B7 ER50-6 Φ2.5S1401-01 直流155 22 7 张金忠E4303(J422) Φ3.2T1401-01 直流115 22 13 张同申G0105 -B8 ER50-6 Φ2.5S1401-01 直流155 22 7 张金忠E4303(J422) Φ3.2T1401-01 直流115 22 13 张同申备注:注:焊缝返修亦用此表。
核电焊工连续操作记录表格
核电焊工连续操作记录表格全文共四篇示例,供读者参考第一篇示例:核电焊工连续操作记录表格是核电厂在进行焊接作业时用于记录焊工连续操作情况的重要文档。
这一表格是非常重要的,因为焊接是核电厂中涉及的一个重要环节,焊接作业的质量直接关系到核电厂的安全运行。
通过记录焊工的操作情况,可以及时发现问题,保证焊接质量,确保核电厂的安全运行。
核电焊工连续操作记录表格通常包含以下内容:1. 日期和时间:记录焊接作业的日期和时间,以便对焊接过程进行追溯和监控。
2. 焊工信息:记录焊工的姓名、职务和联系方式,方便核电厂管理人员对焊工进行管理和协调。
3. 焊接位置:记录焊接作业的位置,包括工作区域、设备名称等信息,便于日后维护和检查。
4. 焊接材料:记录所使用的焊接材料的品牌、型号、规格等信息,以便核电厂管理部门对焊接材料的来源和质量进行追溯和监控。
5. 焊接设备:记录使用的焊接设备的品牌、型号、参数等信息,以保证焊接设备的正常运行。
6. 焊接工艺:记录所采用的焊接工艺,包括焊接方法、焊接电流、焊接电压、焊接速度等信息,确保焊接作业符合规范要求。
8. 焊接人员签名:焊工在完成焊接作业后需要在表格上签字确认,表示已经按照规范进行了焊接作业。
9. 管理人员确认:焊接作业完成后,管理人员需要对焊接作业进行确认,包括检查焊接质量、签字确认等。
第二篇示例:核电焊工连续操作记录表格为了确保核电站设备的安全运行,核电焊工在进行焊接作业时需要严格按照相关规定和操作流程进行操作。
为了记录焊接工作的实施情况,制定了核电焊工连续操作记录表格,以便对焊接过程进行监控和管理。
本文将介绍核电焊工连续操作记录表格的内容和填写要点。
一、表格内容1. 项目信息:记录焊接作业的项目名称、设备类型、工作地点等基本信息。
2. 工作人员信息:记录参与焊接作业的工作人员的姓名、工号、职务等信息。
3. 焊接材料信息:记录使用的焊接材料的型号、规格、批次等信息。
5. 焊接参数:记录焊接过程中的焊接参数,包括焊接电流、焊接电压、焊接速度等信息。
PE管焊接施工记录表格

Байду номын сангаас电压(V)
电熔时间(min)
冷却时间(min)
焊接日期
审核:制表:
PE管焊缝表面质量检验表
编号:JL-28-XX
年月日
建设单位
单位工程名称
安装单位
分部(分项)
工程名称
管线名
称规格
材质
外观检
验方法
序号
焊缝编号
焊工姓名
焊接日期
间隙
错位量
综合评定
检验员:
PE管焊接前检查表
编号:JL-26-XX
年月日
建设单位
单位工程名称
安装单位
分部(分项)
工程名称
操作者姓名
焊接位置
焊口数量
序号
焊缝编号
接口表面检查
母材检查
PE管内检查
检验员:审核:
PE管焊接施工记录表
编号:JL-27-XX
年月日
建设单位
单位工程名称
安装单位
分部(分项)
工程名称
管线名称规格
焊缝编号
焊缝号
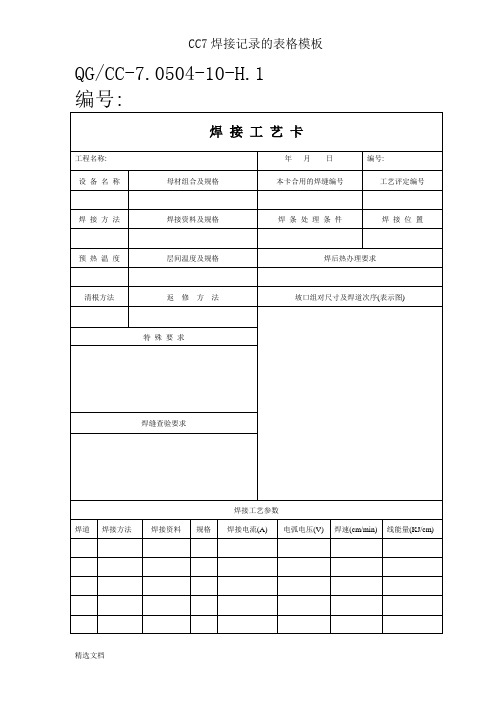
焊接工艺卡表格模板

监理单位代表(签字):年月日
焊接分项工程综合质量验收评定表
Q.JDJ1/QEO-HJJ012
工程名称:编号:
分项工程名称
验评
单位
施工单位□
监理单位□
建设单位□
工程类别
验收批数
分批验收结论
验收抽查数
合格数
优良数
质量评定记录
评定项目
总焊口数
个
实检焊口数个
检验比例
%
评定抽查数
优良数
热处理人员资质:符合□ 不符合□
焊前质量检查
环境温度:℃符合□ 不符合□
工前练习合格与否符合□ 不符合□
坡口状况:符合□ 不符合□
其它:
焊接工艺检查
焊接材料型号:规格:烘烤温度及时间符合□ 不符合□
焊接方法:符合□ 不符合□
焊接机械:符合□ 不符合□
焊接电流:符合□ 不符合□
焊接层道数:符合□ 不符合□
记录人
备注
焊缝表面质量(观感)检查记录表
Q.JDJ1/QEO-HJJ007
工程名称:编号:
分项工程名称
工程类别
钢材牌号
焊丝
部件规格
焊条
焊工代号
焊缝总数
检
查
记
录
焊口编号
范围
接头
清理
焊缝
成型
表露
缺陷
缺陷处理情况
焊工签字
检查日期
检查
结论
自检确认意见:
班(组)长:年月日
施工作业单位复查意见:
二级质检员:年月日
2认真记录,填写整洁、完整,严禁乱划。
3每半小时记录一次。
4每半小时到热处理现场巡查一次。
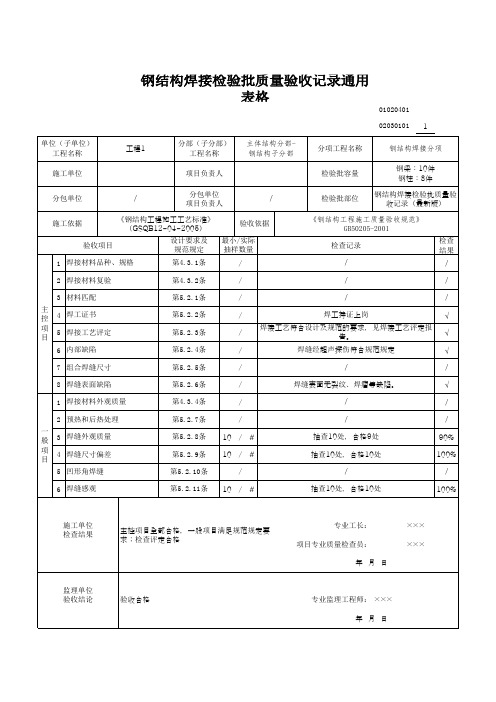
钢结构焊接检验批质量验收记录通用表格
项 目
5 焊接工艺评定
6 内部缺陷
第5.2.1条 第5.2.2条 第5.2.3条 第5.2.4条
/
/
/
/
焊工持证上岗
√
/
焊接工艺符合设计及规范的要求,见焊接工艺评定报 告。
√
/
焊缝经超声探伤符合规范规定
√
7 组合焊缝尺寸
第5.2.5条
/
/
/
8 焊缝表面缺陷
第5.2.6条
/
焊缝表面无裂纹、焊瘤等缺陷。
第5.2.11条 10 / #
抽查10处,合格10处
100%
施工单位 检查结果
监理单位 验收结论
主控项目全部合格,一般项目满足规范规定要 求;检查评定合格
验收合格
专业工长: 项目专业质量检查员:
年月日
××× ×××
专业监理工程师: ××× 年月日
施工依据
《钢结构工程施工工艺标准》 (GSQB12-04-2005)
验收依据
验收项目
设计要求及 最小/实际
规范规定
抽样数量
1 焊接材料品种、规格
第4.3.1条
/
《钢结构工程施工质量验收规范》 GB50205-2001
检查记录
/
检查 结果
/
2 焊接材料复验
第4.3.2条
/
/
/
3 材料匹配
主 控 4 焊工证书
钢结构焊接检验批质量验收记录通用
表格
01020401
02030101 1
单位(子单位) 工程名称
工程1
分部(子分部) 工程名称
主体结构分部钢结构子分部
分项工程名称
钢结构焊接分项
【工程常用表格】钉(栓钉)焊接工程检验批质量验收记录表 (2)

说 明
(Ⅱ)
GD2401063
主控项目:
1. 焊接材料的品种、规格、性能符合产品标准和设计要求。
检查产品质量合格证明文件、中文标志及检验报告。
全数检查。
2. 重要结构用焊接材料抽样复验结果符合产品标准和设计要求。
检查复验报告。
全数检查。
3. 施工单位对其采用的焊钉和钢材焊接应进行焊接工艺评定,其结果应符合设计要求和国家现 行有关标准的规定。
瓷环应按其产品说明书进行烘焙。
检查焊接工艺评定报告和烘焙记录。
全数检查。
4. 焊钉焊接后应进行弯曲试验检查,其焊缝和热影响区不应有肉眼可见的裂纹。
检查数量:每批同类构件抽查10﹪,且不应少于10件;被抽查构件中,每件检查焊钉数量的 1﹪,但不应少于1个。
检验方法:焊钉弯曲30°后用角尺检查和观察检查。
一般项目:
1. 焊钉及焊接瓷环的规格、尺寸及偏差应符合《圆柱头焊钉》GB 10433中的规定。
检查数量:按量抽查1﹪,且不应少于10套。
检验方法:用钢尺量和游标卡尺量测。
2. 焊钉根部焊脚应均匀,焊脚立面的局部未熔合或不足360°的焊脚应进行修补。
检查数量:按总焊钉数抽查1﹪,且不应少于10个。
检验方法:观察检查。
焊接记录表格

焊缝尺寸
符合GB/T2694中4.7.3Z4.7.4
要求
焊缝尺
有与角钢装配要求的组焊件 角度(如:塔脚靴板的90°角)
0+ 40'
角度尺
型钢及钢板平面(如塔脚底 板等)内的焊接挠曲度f
b < 80 1.3L/1000
b > 80 L/1000
卡尺
板尺
焊接构件平间内挠曲度
土材1.3L/1000
腹材1.5L/1000
角钢塔焊接件检验记录
工程名称:塔型:
制造单位
检测设备及状态
在检定有效期内
检验项目
允许偏差(mm
检测
工具
抽检样本及检测结果
材料规格尺寸偏差
技术协议
卡尺
孔径
非镀锌件:+0.8 , 0
镀锌件:+0.5 , -0.2
卡尺
孔数
图纸
目测
端距Sd
土3.0
卡尺
无孔节点板位移
土3.0
卡尺
跨焊缝的相邻两孔间距
土1.0
卡尺
整个平面L/1000
卡尺
板尺
检验结论
注:钢材规格尺寸按标准要求填写测量偏差值
操作工:
检验员:
检验时间:
相邻两组连接板间距
土2.0
ห้องสมุดไป่ตู้卷尺
不相邻两组连接板间距
土4.0
卷尺
搭接构件同心孔中心相对偏 差
1.0
卡尺
搭接间隙
b< 50
1.0
塞尺
b> 50
2.0
塞尺
T接板倾斜距离
有孔
土2.0
卡尺
ASME施焊记录与检验卡

Reviewed by Examiner
It shall be maintained with PFC after accepted by Examiner
表格编号 Form No.: /U 7.3 REV.0
施焊记录与检验卡
产品编号 Job No. 焊接工艺卡编号 WPS No.
名称 Name
焊条
Electrode 焊丝
RHale Waihona Puke d 焊剂flux试件编号 Testpiece No.
件号 拼缝 层次
Part No.
Joint No.
Layer
焊接方法 Weld ing Process
□目测 VT
焊缝外 观检查 Surface Examine
焊工 Welder
日 期 Date
审核 Review
检查方式 Type:□PT □目测 VT
检查结果:□合格 □不合格
Result
Acc. Nonacc.
日期 Date
传递线路:施焊焊工填写
检验员确认
合格后随工艺流转检验卡流转入产品档案
Flow: Prepared by WELDER
Welding Record
材质
直径
Material 数量
Dia. 板厚
Quantity
Thickness
焊接材料 Welding Material
型(牌)号
规格
合格批号
Des ignat ion
Size
Coded Marking
焊接材料 Weld ing Material
预热/层间温度 (℃)Reheat
焊接电流
Current (A)
焊接工艺评定表格模板
预热温度
保护气体种类
喷嘴直径(mm)
钨极直径(mm)
层次
焊接
方法
填充材料
电源种类
电压
(V)
焊接速度(cm/min)
热输入
(KJ/mm)
正面气体流量(L/min)
背面气体流量
(L/min)
层间温度(℃)
牌号
规格
极性
电流(A)
外观检测记录表
焊接工艺评定编号
检验员
日期
审核人
日期
焊缝正面余高
单面焊根部未焊透
版本:A版
焊接工艺评定
编号:XXXXXXX
编制:
审核:
批准:
XXXXXXX有限公司
1、预焊接工艺规程
2、试件取样位置图
3、焊评试验施焊记录表
4、外观检验表
焊评试验施焊记录表
焊接工艺评定编号
焊工
钢印
检验员
记录者
母材
钢号
规格
批号
证书编号
其它
焊材
牌号
规格
炉批号
烘头型式简图:
焊接设备
焊缝正面余高差
单面焊根部未熔合
焊缝背面余高
单面焊根部凹陷
焊缝背面余高差
焊脚
表面裂纹
焊脚差
表面气孔
弧坑
咬边
夹渣
焊缝正面宽度
焊缝正面宽度差
焊缝背面宽度
焊缝背面宽度差
焊缝棱角度
其他
管道焊接检查表格

4
焊接材料
焊条/焊丝型号
与设计要求相符,无混用现象
合格/不合格
5
焊条/焊丝烘干
按规定进行烘干,无潮湿现象
合格/不合格
6
保护气体纯度
符合设计要求,无杂质、水分等
合格/不合格
7
焊接工艺
焊接参数设置
符合设计要求
符合设计要求,无过高或过低现象
管道焊接检查表格
以下是一个管道焊接检查表格的样板。此表格可以根据实际的管道焊接项目、检查项目、检查标准、检查结果和备注进行修改和调整。
序号
管道焊接项目
检查项目
检查标准
检查结果
备注
1
管道准备
表面清洁度
无油污、锈蚀、杂质等
合格/不合格
2
管口形状
管口平整,无毛刺、裂纹等缺陷
合格/不合格
3
对口间隙
符合设计要求,无过大或过小现象
合格/不合格
9
焊接顺序及方向
符合设计要求,无跳焊、漏焊等现象
合格/不合格
10
焊缝质量
外观质量
无夹渣、裂纹、气孔等缺陷,焊缝饱满、平滑
合格/不合格
11
尺寸精度
符合设计要求,无超标现象
合格/不合格
12
内部质量检测(如X射线检测)
无内部缺陷,如气孔、裂纹等
合格/不合格
此表格可根据具体需求进行扩展或缩减。在实际使用中,应根据具体项目的特点和要求进行检查和记录。
压力管道焊接现场施工检查记录表格模板
压力管道角焊缝焊接施工检查记录表工程名称:分项工程名称:区段:
检验员:年月日检验责任师:年月日
压力管道焊接施工检查记录表
工程名称:分项工程名称:区段:
检验员:年月日检验责任师:年月日
压力管道组对工序交接卡
工程名称:
分项工程名称:
区段:
记录人:年月日审核人:年月日
压力管道焊接自检记录
工程名称:分项工程名称:区段:
记录人:年月日审核人:年月日
压力管道角焊缝组对工序交接卡
工程名称:分项工程名称:区段:
记录人:年月日审核人:
年月日
压力管道角焊缝焊接自检记录
工程名称:分项工程名称:区段:
记录人:年月日审核人:年月日。
CC7焊接记录的表格模板
材料名称
牌号
规格
单位
数量
备注
QG/CC-7.0504-10-H.25编号:
材料复验通知单
资料名称
资料规格
材质
炉号
批号
复验号
复验要求
复验项目
备注
资料责任师:资料查验员:年月日
QG/CC-7.0504-10-H.26编号:
焊接资料入库/发放台帐
材料名称
牌号
规格
入/出库
日期
合
格
证
号
入
出生年代
工种
一般工龄
本岗工龄
级别
文化程度
健康状况
代号
钢印代号
所属单位
从事
锅炉
压力
容器
焊接
工作
简历
何
时
何
地
受
过
何
种
奖
励
QG/CC-7.0504-10-H.13编号:
焊工档案
考试
日期
钢材
类别
焊接
方法
试件分
类代号
考试
规范
合格证
发放单位
备注
(合格证号)
QG/CC-7.0504-10-H.14编号:
钢印代号
出生年代
焊接工龄
企业焊工考试委员会:
自己经过训练,现申请进行以下项目的考试,请批改。
序号
母材
焊接方法
焊接资料
焊接地点
牌号
规格
根层
其余层
根层
其它层
申请人:日期:
企业焊工考试委员会心见:
(盖印)日期:
QG/CC-7.0504-10-H.9编号:
管道焊缝外观检查记录
管道焊缝外观检查记录日期:2024年9月15日检查人:XXX一、检查对象焊接对象:管道焊缝管道材质:不锈钢焊接方法:TIG焊接焊缝形式:对接焊缝二、检查仪器1.白色LED手电筒2.放大镜3.直尺4.记录表格三、检查内容及结果1.外观检查(1)检查焊缝的表面是否平整,无凸起或瘪陷现象。
结果:焊缝表面平整,无凸起或瘪陷现象。
(2)检查焊缝的颜色是否均匀,无孔洞或气孔。
结果:焊缝颜色均匀,无孔洞或气孔。
(3)检查焊缝两侧的夹渣情况。
结果:焊缝两侧无夹渣。
(4)检查焊缝的边缘是否整齐,无毛刺。
结果:焊缝边缘整齐,无毛刺。
2.尺寸检查(1)使用直尺测量焊缝的宽度,与设计要求进行比较。
结果:焊缝宽度为4mm,符合设计要求。
(2)使用直尺测量焊缝的高度,与设计要求进行比较。
结果:焊缝高度为5mm,符合设计要求。
3.其他检查(1)使用白色LED手电筒照射焊缝,观察焊缝是否有裂纹。
结果:焊缝表面光滑,无裂纹。
(2)使用放大镜对焊缝进行细致观察,检查是否有未熔合或烧穿现象。
结果:焊缝完全熔合,无未熔合或烧穿现象。
四、检查结论根据以上检查结果,管道焊缝的外观满足设计要求,尺寸合格,无裂纹、未熔合或烧穿现象。
焊缝质量良好,符合相关标准,并可继续进行下一步工艺。
五、备注由于本次检查仅对外观进行检验,未对焊缝的内部结构进行无损检测。
如有需要,建议进行X射线或超声波等无损检测方法,以确保焊缝的内部质量。
六、签名检查人:XXX。
焊接工艺评定表格

坡口焊缝位置:
焊接方向(向上/向下):
其它:
其它:
预热(QW-406)
预热温度(℃): /
层间温度: /
其他: /
其他:/
Page2of2
PQRNo.
拉伸实验(QW-150)
试样No.
宽
厚
面积
极限总载荷lb
极限单位应力psi
破坏性质和位置
导向弯曲实验(QW-160)
类型和图号
最大焊道厚度≤1/2in.(13mm)是:否:
其他
填充金属(QW-404)
SFANo.:
AWSNo.:
F—No.:
A—No.:
填充金属尺寸:
填充金属产品形式
附加填充金属:
评估的焊缝金属厚度范围:
坡口焊:
角焊缝:
焊丝—焊剂(分类号):
焊剂类型
焊剂商品类型
可熔化嵌条:
其他:
每种母材和填充金属的给合宜分别记录。
气体混合比流量(L/min)
保护气: / / /
尾部保护气: / / /
背面保护气: / / /
其他
填充金属(QW-404)
SFANo.:
AWSNo.:
填充金属F—No.:
填充金属A—No.:
填充金属尺寸:
填充金属产品形式
附加填充金属:
焊丝—焊剂(分类号):
焊剂类型
焊剂商品名称
熔敷金属厚度
其它
电特性(QW-409)
(当应用连续或特殊的加热时,宜予记录)
气体(QW-408)
(比例组成)
气体混合比流量(L/min)
保护气: / / /
尾部保护气: / / /