三菱plc实例
三菱系列PLC实例.
第2节PLC的软件设计
1、PLC控制系统的软件设计内容
PLC的软件设计工作是是复杂的,它要 求设计人员不仅要有PLC、计算机程序设计 的基础,而且又要有自动控制的技术基础和 一定的现场实践经验。 软件设计应根据总体要求和控制系统的 具体情况,确定程序的基本结构,绘制流程 图或功能流程图,对简单的可以用经验法设 计,对复杂的系统一般采用顺序法设计。
用逻辑设计法设计PLC应用程序的基本步 骤: 1)根据控制要求列出逻辑代数表达式。 2)对逻辑代数式进行化简。 3)根据化简后的逻辑代数表达式画梯形图。
第5节 PLC应用实例
5.1 电动机的正、反转联锁控制电路
在第7章中,分析了具有电气联锁的电动 机正反转控制电路电气原理图,如图722(a)(b)所示。PLC控制的输入输出接线图 如图7-27所示。梯形图如图7-24(a)所示。 对应的指令程序如图7-24(b)所示。
I/O
时序
基本指令
步进图
接线图
可调脉宽多谐振荡电路
自动剪板机
动作示意图
接线图与SFC图
PLC的硬件和软件设计
第1节 PLC的硬件设计
1 、PLC机型的选择
选择合适的机型是PLC控制系统设计中 相当重要的环节,PLC基本机型的选择原则 是需要什么功能,就选择具有什么样功能的 PLC, 在完成相同功能的情况下,同时也适当 地兼顾维修、备件的通用性的同时兼顾经济 性以及今后设备的改进和发展。
第3节、 PLC控制系统的软件设计步骤 软件设计就是在软件规格说明书的基础 上,编制实际应用程序并形成程序说明书。 (1) 制定设备运行方案 (2) 画控制流程图 (3) 制定抗干扰措施 (4) 编写程序 (5) 软件测试 (6) 编制程序使用说明书
完整版三菱plc编程实例

1课题一 PLC 空制运料小车、课题要求:要求:根据给定的设备和仪器仪表,在规定的时间内完成程序的设计、安装、调试等 工作,达到课题规定的要求。
、设计原则:按照完成的工作是否达到了全部或部分要求,由实验老师对其结 果进行评价。
、课题内容:其中启动按钮S01用来开启运料小车,停止按钮S02用来手动停止运料小车(其工作 方式见考核要求2选定)。
按S01小车从原点起动,KM1接触器吸合使小车向前运行直到 碰SQ 盯关停,KM 接触器吸合使甲料斗装料5秒,然后小车继续向前运行直到碰 SQ3开 关停,此时KM 接触器吸合使乙料斗装料3秒,随后KM 接触器吸合小车返回原点直到碰 SQ 开关停止,KM 接触器吸合使小车卸料5秒后完成一次循环。
正在演示中四、设计要求:1、编程方法由实验老师指定:⑴用欧姆龙系列PLC 简易编程器编程 ⑵用计算机软件编程2、 工作方式:A. 小车连续循环与单次循环可按S07自锁按钮进行选择,当S07为“ 0”时小车连 续循SQ1向前KM1甲料斗eSQ2KM2OSQ3乙料斗KM3环,当S07为“1 ”时小车单次循环;B.小车连续循环,按停止按钮S02小车完成当前运行环节后,立即返回原点,直到碰SQ开关立即停止;当再按启动按钮S01小车重新运行;C.连续作3次循环后自动停止,中途按停止按钮S02则小车完成一次循环后才能停止;3、按工艺要求画出控制流程图;4、写出梯形图程序或语句程序;5、用欧姆龙系列PLC简易编程器或计算机软件进行程序输入;6、在考核箱上接线,用电脑软件模拟仿真进行调试。
五、输入输出端口配置:六、问题:小车工作方式设定:A.小车连续循环与单次循环可按S07自锁按钮进行选择,当S07为“ 0”时小车连续循环,当S07为“1”时小车单次循环;B.小车连续循环,按停止按钮S02小车完成当前运行环节后,立即返回原点,直到碰SQ 开关立即停止;当再按启动按钮S01小车重新运行;C连续作3次循环后自动停止,中途按停止按钮S02小车完成一次循环后才能停止。
不多见的三菱PLC应用实例,速看

不多见的三菱PLC应用实例,速看Q172DSCPU在汽车生产线中的应用该案例适用于各种生产线设备、压入机、冲压机、印刷机、立式成型充填封口机、卧式成型充填封口机等。
1传送带驱动轴1、2传送带驱动轴2、(A)玻璃窗安装工程(无人)(B)安装座位工程(有人)(a)玻璃窗安装机械手(b)紧急停止按钮(c)光幕动作流程现场课题课题01如有人进入无人组装生产线,会停止解决课题:切断功能。
课题02有人组装生产线中,希望确保安全的速度速度监视功能。
模型系统解决现场课题解决01切断功能:通过充实安全功能,构建用途对应的安全系统。
解决02速度监控功能(SLS):通过速度监视确保生产线的安全性。
速度监视功能(SLS)是监视电机速度是否超过安全速度的监视功能。
通过将指令速度与反馈速度与安全速度相比,保证安全速度。
异常时,通过STO或SS1切断动力。
启动步骤步骤1:安全信号的接线使用安全信号模块时的安全系统接线示例。
光幕的信号连接到安全信号模块的输入端子,安全信号模块的输出端子连接到伺服放大器的STO端子。
步骤2:系统构成的设定在系统构成画面中进行伺服放大器、伺服电机的设定。
步骤3:安全监视功能参数的设定通过安全信号参数设定安全信号模块的使用台数,通过速度监视参数设定速度监视轴编号及安全速度等。
Q172DSCPU在搬运设备中的应用该案例适用于通用材料的搬送设备、自动组装设备、封装机、航空机组装、扫描设备等。
1X1轴(直线伺服电机)2X2轴(直线伺服电机)3Y1轴(直线伺服电机)4Y2轴(直线伺服电机)5Z1轴(上下轴)6Z2轴(上下轴)(a)光幕(b)GOT(GraphicOperationTerminal)动作流程现场课题课题01抑制机械的振动解决课题:先进振动抑制掌控Ⅱ与机械共振抑制滤波器。
课题02以简单构造实行多传感头解决课题:直线伺服电机。
课题03X1轴与X2轴总是进行相同动作解决课题:串联驱动。
模型系统、解决现场课题解决01先进振动抑制掌控Ⅱ机械共振抑制滤波器:通过一键式操作,实现先进的振动抑制掌控功能。
三菱PLC编程实例(接线图与梯形图)

M5
Y3 减速关门
T1 0.5s后
M6
T1
X0 有人
定时0.5s
实例6 plc控 制电动机正反
转电路设计
实例7 plc延合延分电路梯形图
实例8 plc振荡电路梯形图
HL亮3S,灭2S。
SB
HL
X0 Y0
PLC
E COM COM
X0 T1 T0
K20
T0
Y0
K30
T1
END
X0
2S 3S 2S 3S
东西绿灯 南北红灯 东西黄灯 并行汇合
S21 T1
Y1
S31
K100 T1
T4
Y4
K500 T4
57 58
红
黄
END
RET
返回 结束
S22
Y2
S32
K600
Y5 K100
1、顺序状态转移用置位指令SET,不连续
T2
T5
转移时,可用OUT指令进行状态转移;
T2 T5
2、用SET Y指令,则Y的结果就要保持。
X0
Y5
西
输入 功能作用 元件 SB1 运行开关
南
输出 输出继 电器
Y0 Y1 Y2 Y3 Y4 Y5
东
输出元 件 HL0 HL1 HL2 HL3 HL4 HL5
控制对 象
南北绿 南北黄 南北红 东西红 东西绿 东西黄
50S
10S
50S
10S
~220V
FU1
0
M8002
SB1
3
S0
X0
STL
SET S0 SET S20
2.单按钮的功率控制程序
三菱PLC编程实例
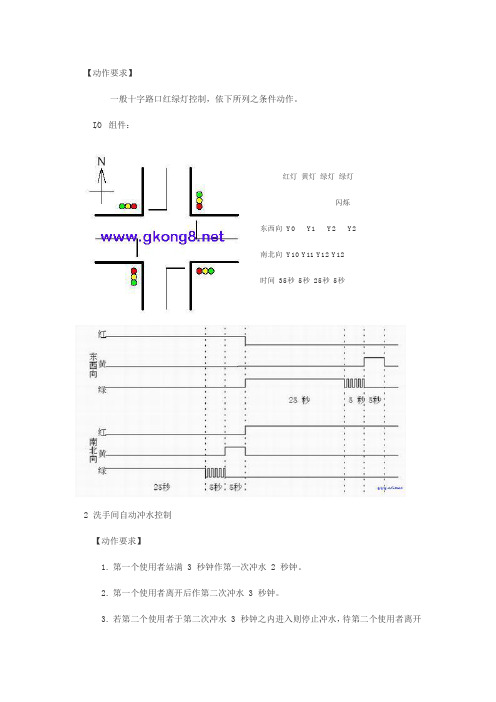
【动作要求】一般十字路口红绿灯控制,依下所列之条件动作。
I/O组件:红灯 黄灯 绿灯 绿灯闪烁东西向 Y0 Y1 Y2 Y2南北向 Y10 Y11 Y12 Y12时间 35秒 5秒 25秒 5秒2 洗手间自动冲水控制【动作要求】1. 第一个使用者站满 3 秒钟作第一次冲水 2 秒钟。
2. 第一个使用者离开后作第二次冲水 3 秒钟。
3. 若第二个使用者于第二次冲水 3 秒钟之内进入则停止冲水,待第二个使用者离开后再冲水3 秒钟。
I/O 组件:X0 为感应侦测输入信号Y0 为输出冲水3 地下停车场出入红绿号志控制【动作要求】为节省空间,地下停车场的出入口为单线道因此设置红绿号志藉以管制车辆的进出顺序。
一楼及地下一楼各设一个红绿灯号志,信道一次只供一部车进入,平时号志为绿灯当车道有车时则为红灯。
I/O 组件:红灯由Y0 控制,绿灯由Y1 控制。
另设一楼感应器X0 ,地下一楼感应器X1 。
4 喷水池控制【动作要求】前后四排水柱,当开关X0 ON 时,依序从第一排水柱开始喷水10 秒、再来第二排喷水10 秒,第三排喷水10 秒、第四排喷水10 秒后又回到第一排喷水,开关X0 OFF 则喷水停止。
重新打开开关X0,仍从第一排水柱开始喷水。
I/O 组件:1. 喷水开关输入X0 。
2. 第一排水柱输出Y0 、第二排水柱输出Y1 、第三排水柱输出Y2、第四排水柱输出Y3 。
5 自动门控制【动作要求】1 . 人一靠自动门,马达立刻高速开门( 正转) ,后经过开门减速开关转变为低速,直到碰触开门极限开关马达暂停。
2 . 在感应器侦测无人经0.5 秒,激活马达高速关门( 反转) ,后经过关门减速开关转变为低速,直到碰触关门极限开关马达停止。
3 . 在关门期间,感应器感应到门前有人,自动门不许作关门动作,暂停0.5 秒,而后自动转为开门动作。
4 . 自动门动作期间停电自动门停止,在复电后亦能正常操作。
I/O 组件:感应器X0开门极限开关X2 、开门减速开关X1关门极限开关X12 、关门减速开关X11正转高速马达由Y0 驱动、正转低速马达由Y1 驱动反转高速马达由Y2 驱动、反转低速马达由Y3 驱动6 三层载货电梯控制【动作要求】1 . 载货电梯在一楼、二楼及三楼设置1F 、2F 、3F 呼叫钮各一个。
三菱PLC编程实例

三菱PLC编程实例第一篇:三菱PLC编程实例三菱PLC编程实例可编程控制器控制实例 1 十字路口红绿灯控制【动作要求】一般十字路口红绿灯控制,依下所列之条件动作。
I/O 组件:红灯黄灯绿灯绿灯闪烁东西向 Y0 Y1 Y2 Y2 南北向 Y10 Y11 Y12 Y12 时间 35秒 5秒 25秒 5秒洗手间自动冲水控制【动作要求】1.第一个使用者站满 3 秒钟作第一次冲水 2 秒钟。
2.第一个使用者离开后作第二次冲水 3 秒钟。
3.若第二个使用者于第二次冲水3 秒钟之内进入则停止冲水,待第二个使用者离开后再冲水 3 秒钟。
I/O 组件:X0 为感应侦测输入信号Y0 为输出冲水地下停车场出入红绿号志控制【动作要求】为节省空间,地下停车场的出入口为单线道因此设置红绿号志藉以管制车辆的进出顺序。
一楼及地下一楼各设一个红绿灯号志,信道一次只供一部车进入,平时号志为绿灯当车道有车时则为红灯。
I/O 组件:红灯由Y0 控制,绿灯由Y1 控制。
另设一楼感应器X0,地下一楼感应器 X1。
喷水池控制【动作要求】前后四排水柱,当开关X0 ON 时,依序从第一排水柱开始喷水10 秒、再来第二排喷水 10 秒,第三排喷水 10 秒、第四排喷水 10 秒后又回到第一排喷水,开关 X0 OFF 则喷水停止。
重新打开开关 X0,仍从第一排水柱开始喷水。
I/O 组件:1.喷水开关输入 X0。
2.第一排水柱输出Y0、第二排水柱输出Y1、第三排水柱输出Y2、第四排水柱输出 Y3。
自动门控制【动作要求】.人一靠自动门,马达立刻高速开门(正转),后经过开门减速开关转变为低速,直到碰触开门极限开关马达暂停。
.在感应器侦测无人经 0.5 秒,激活马达高速关门(反转),后经过关门减速开关转变为低速,直到碰触关门极限开关马达停止。
.在关门期间,感应器感应到门前有人,自动门不许作关门动作,暂停0.5 秒,而后自动转为开门动作。
.自动门动作期间停电自动门停止,在复电后亦能正常操作。
三菱PLC控制步进电机实例

三菱PLC控制步进电机实例
1.接线图
上图的接线为控制一台步进电机接线,这次为大家展示控制两台步进同时运动的方法,
IO表为
X0 步进1原点
X1 步进2原点
X2 启动按钮
Y0 步进1脉冲
Y1 步进1方向
Y2 步进2脉冲
Y3 步进2方向
2.控制工艺:按下启动按钮,两台步进电机先复位,复位完成后两台步进电机运动到指定位置,运动结束。
3.程序如下:
按下启动按钮,两台步进电机开始复位,M11控制步进电机1复位,M12控制步进电机2复位。
步进电机1复位,M13为复位完成标志。
步进电机2复位,M14为复位完成标志。
两台步进电机都复位完成后启动步进电机运动到指定目标,M15控制步进电机1,M16控制步进电机2
步进电机1运动,M17为运动完成标志
步进电机2运动,M18为运动完成标志
两台步进电机运动结束后,结束,等待下一次的启动,重复动作。
三菱FX系列PLC应用实例

三菱PLC编程
A
B
三菱PLC编程
A B
X1 Y0
启动
正转
KM3 KM4
Y1
反转
~
COM
进料
第1个循环 第2个 循环
卸料
时序图
I/O分配图
三菱FX系列PLC应用实例
梯形图
三菱FX系列PLC应用实例
4.3 交通灯
1、车行道: 横向绿灯(G)亮30S→绿灯闪3次,每次1秒→黄灯(Y)2S →红灯(R)亮35S; 纵向红灯(R)亮35S→绿灯(G)亮30S →绿灯闪3次,每次1秒→黄灯(Y)2S 2、人行道: 横向绿灯(G)亮30S→绿灯闪5次,每次1秒→红灯(R)亮35S; 纵向红灯(R)亮35S→绿灯(G)亮30S →绿灯闪5次,每次1秒 T4T5 T0 T1 T2 T3 3S2S 30S 3S 2S 30S 车横G(Y0) 车横Y(Y1) 车横R(Y2) 车纵R(Y5) 车纵G(Y3) 车纵Y(Y4) 人横G(Y6) 人横R(Y7) 人纵R(Y11) 人纵G(Y10)
A
1 2 3
三菱PLC编程
A
2 1 3
三菱PLC编程
A
B
C
D
三菱PLC编程
A B C D
三菱PLC编程
A B C D
三菱FX系列PLC应用实例
1.5 声光报警(例4-2)
按下启动按钮 报警灯闪烁(亮 0.5秒0.5秒)100 次,蜂鸣器一直 在响; 反复100次,停 10秒后继续; 反复三次结束。
4.2 球磨机
进料至一定高度(时间控制10秒), 正转2秒,反转3秒,正反累计时间20 秒停5秒,反复5次后自动卸料(时间 控制,5秒)停止。在按启动按钮重复 上述工作。 要求:有启动停止功能 10S 20S
三菱PLC应用14例(顺控设计法)

X0
X2 X1
X4 X5X5 X4
X1 X2
动作分析
M8002 M0 X0 M1 X1 M2 X2 M3 X5 全关 M4 T0 初始步 有人 Y0 减速位置 Y1 全开 T0 0.5s后 Y2 高速关门 定时0.5s 减速开门 T1 M6 X0 0.5s后 T1 有人 定时0.5s 高速开门
M0 M1 M0
如果某一步之前有N个转 换,则代表该步的辅助继 电器的启动电路由N条支 路并联而成,各支路由各 前级步对应的辅助继电器 的常开触点与相应转换条 件对应的触点或电路串联 而成。
(3)并行序列的分支的编程方法
如果某一步的后面有一个由 N条分支组成的并行序列, 则应将代表该步的辅助继电 器的常开触点与相应转换条 件对应的触点或电路串联作 为后续各步的启动电路。将 代表其中任一步的辅助继电 器的常闭触点作为结束该步 的条件。
例题4:信号灯控制系统的顺序功能图与梯形图
例题5:小车控制系统的顺序控制功能图与梯形图
例题6:跳步与循环结构 跳转与循环是选择性分支 的一种特殊形式。
(1) 跳步 Ø 正向跳步 Ø 逆向跳步
(2) 循环结构
图5.9 梯形图
例题7:运料小车
小车在初始位 置时停在左边,限 位开关X1为ON。 按下起动按钮X0后, 小车右行,碰到限 位开关X2后,停在 该处,3s后后开始 左行,碰到X1后返 回初始步,停止运 动。
图 运料 小车单周期工作 方式顺序功能图
例题2: 动力头控制系统的顺序功能图和梯形图
例题3:选择序列与并行序列的编程方法 (1) 选择序列的分支的编程方法
如果某一步的后面有 一个由N条分支组成 的选择序列,则应将 N个后续步对应的辅 助继电器的常闭触点 与该步的线圈串联作 为结束该步的条件。
三菱plc编程实例 (2)
三菱PLC编程实例介绍本文将介绍三菱PLC编程的实例。
我们将使用GX Works3软件进行PLC程序的编写和调试。
在本文中,我将分享三个不同的实例,每个实例都有不同的功能和目的。
通过这些实例,您将能够了解三菱PLC编程的基本原理和实践技巧。
实例一:交通信号灯控制系统问题描述:设计一个交通信号灯控制系统,使其能够按照指定的时间间隔控制交通信号灯的状态。
设备和组件:•三菱PLC(例如:FX3U系列)•交通信号灯模拟器•交通信号灯灯泡•输入开关按钮程序设计:1.首先,创建一个新的GX Works3项目并添加PLC型号为FX3U的PLC模块。
2.在程序编辑器中,创建一个主程序,并在主程序中添加以下步骤:–设置输入和输出点的引脚号码,并将其命名。
–创建一个计时器,用于控制信号灯的时间间隔。
–使用逻辑和计时器指令,编写逻辑来控制交通信号灯的状态。
–添加适当的条件来处理不同的信号灯模式,例如红灯-黄灯-绿灯的循环。
3.在主程序中添加一个循环,使程序能够持续运行。
4.在系统参数设置中,将PLC模式设置为“RUN”模式,并将程序下载到PLC模块中。
5.连接交通信号灯模拟器和输入开关按钮到PLC的输入和输出点上。
6.按下输入开关按钮,观察交通信号灯的状态是否按照预期进行切换。
在这个实例中,您将学会如何创建一个基本的交通信号灯控制程序,并使用逻辑和计时器指令来控制PLC的输出。
实例二:自动灌溉系统问题描述:设计一个自动灌溉系统,使其能够根据土壤湿度和时间设置来自动控制水泵的启停。
设备和组件:•三菱PLC(例如:Q系列)•湿度传感器•水泵•电磁阀•输入开关按钮程序设计:1.创建一个新的GX Works3项目并添加PLC型号为Q 的PLC模块。
2.在程序编辑器中,创建一个主程序,并在主程序中添加以下步骤:–设置输入和输出点的引脚号码,并将其命名。
–创建一个定时器,用于控制自动灌溉系统的时间设置。
–使用逻辑和计时器指令,编写逻辑来判断土壤湿度是否超过设定值。
(完整word版)三菱FX PLC编程实例
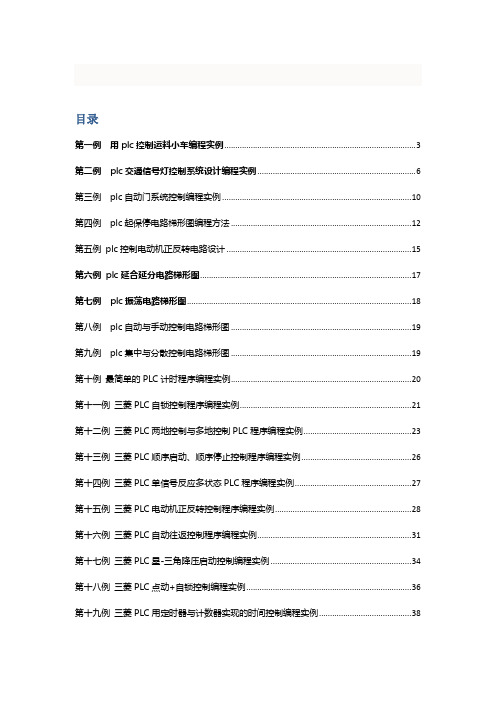
图3-32是用一个定时器和一个计数器完成1h的定时。
当X0接通时,M0得电并自锁,定时器T0依靠自身复位产生一个周期为100s的脉冲序列,作为计数器C0的计数脉冲。当计数器计满36个脉冲后,其常开触点闭合,使输出Y0接通。从X0接通到Y0接通,延时时间为100s x 36 = 3600s,即1h。
IO表为
X0 步进1原点
X1 步进2原点
X2 启动按钮
Y0 步进1脉冲
Y1 步进1方向
Y2 步进2脉冲
Y3 步进2方向
2.控制工艺:按下启动按钮,两台步进电机先复位,复位完成后两台步进电机运动到指定位置,运动结束。
3.程序如下:
按下启动按钮,两台步进电机开始复位,M11控制步进电机1复位,M12控制步进电机2复位。
第十例 最简单的PLC计时程序编程实例
下面介绍一个最简单的plc计时程序,它是利用PLC中的“C”计数器完成计时的
该程序使用特殊辅助继电器M8013(1s脉冲输入)做为秒计时器。
第十一例
1、自锁控制的继电控制电路图
2、plc自锁控制原理图
3、PLC自锁控制梯形图及指令表程序(方式一)
4、PLC自锁控制梯形图及指令表程序(方式二)
2、按下启动按钮X4信号接通,Y1继电器得电。同时T1、T2接通。
3、当T1的延时时间到后,Y2继电器得电。
4、当T2的延时时间到后,Y3继电器得电。
至此三台电动机顺序启动完成。
5、当按下停止按钮X5信号接通,M1辅助继电器得电控制Y3继电器断开,同时接通T3、T4定时器。
6、当T3的延时时间到后,Y2继电器断开。
三菱plcFX系列的定时器为通电延时定时器,其工作原理是,定时器线圈通电后,开始延时,待定时时间到,触点动作;在定时器的线圈断电时,定时器的触点瞬间复位。
三菱PLC应用44例(编程及接线图)

OUT T0 K50
OUT Y2
ANI X0 ANI X2 ANI Y0 OUT Y1
OUT Y3 MCR N0 END
例题19:点动自锁混合控制程序
例题20:电机延时启动控制
1、控制工艺要求:按SB1则M1启动, 5S后M2启动,按SB2电机同时停止。 2、输入输出地址分配 3、电路接线及程序
三菱PLC应用44例 (编程及接线图)
主讲: 雷老师
湖北祥辉电气自动化培训中心
例题1:PLC 控制实例
L1 L2 L3 N
X0 Y0
X1
Y0 ( )
A
QS FU1
FU2
SB1 SB2 FR
FU2
FR SB2 SB1
24V
X0 输 X1 入 模 块 X2 COM
PLC
COM
KM
220 V~
COM
FU
注意:1、输入触点为常开,则逻辑关系与继电接触控制相同;
M 3~
2、热继电器触点、停止按钮接入输入,但要安全性稍差; 3、FU0.5—1A
例题13:电动机的顺序控制(一)
例题14:电 动机顺序启 动控制(二)
例题15:两台电动机顺序起动联锁控制
例题16:电动 机Y/△降压启 动控制(一)
L
N
KM
A
B
KM
PLC
Y0 输 出 模 块
FU3
FR
KM KM
COM
M 3~
B写入 拆除原控制回路 编写程序(梯形图) 接入输入元件 接入输出元件 PLC 对 PLC 供电 安装
例题2:电动机点动控制
LD X000 OUT Y000 END
例题3:电动 机自锁控制
(完整word版)三菱FXPLC编程实例
目录第一例用plc控制运料小车编程实例 (2)第二例plc交通信号灯控制系统设计编程实例 (4)第三例plc自动门系统控制编程实例 (8)第四例plc起保停电路梯形图编程方法 (11)第五例plc控制电动机正反转电路设计 (14)第六例plc延合延分电路梯形图 (16)第七例plc振荡电路梯形图 (17)第八例plc自动与手动控制电路梯形图 (18)第九例plc集中与分散控制电路梯形图 (19)第十例最简单的PLC计时程序编程实例 (20)第十一例三菱PLC自锁控制程序编程实例 (20)第十二例三菱PLC两地控制与多地控制PLC程序编程实例 (23)第十三例三菱PLC顺序启动、顺序停止控制程序编程实例 (26)第十四例三菱PLC单信号反应多状态PLC程序编程实例 (27)第十五例三菱PLC电动机正反转控制程序编程实例 (28)第十六例三菱PLC自动往返控制程序编程实例 (31)第十七例三菱PLC星—三角降压启动控制编程实例 (35)第十八例三菱PLC点动+自锁控制编程实例 (37)第十九例三菱PLC用定时器与计数器实现的时间控制编程实例 (39)第二十例三菱PLC控制步进电机实例 (44)第一例用plc控制运料小车编程实例一、控制要求某车间有6 个工作台,送料车往返于工作台之间送料,每个工作台设有一个到位开关(SQ )和一个呼吸按扭(SB )。
具体控制要求如下:(1 )送料车开始应能停留在6 个工作台中任意一个到位开关的位置上.(2 )设送料车现暂停于m 号工作台(SQ m 为ON )处,这时n 号工作台呼叫(SQ n 为ON ),若:(a)m>n ,送料车左行,直至SQ n 动作,到位停车.即送料车所停位置SQ 的编号大于呼叫按扭SB 的编号时,送料车往左行运行至呼叫位置后停止。
(b)m〈n ,送料车右行,直至SQ n 动作,到位停车.即送料车所停位置SQ 的编号小于呼叫按扭SB 的编号时,送料车往右运行至呼叫位置后停止。
三菱FXPLC编程实例

目录第一例用plc控制运料小车编程实例 (3)第二例plc交通信号灯控制系统设计编程实例 (6)第三例plc自动门系统控制编程实例 (10)第四例plc起保停电路梯形图编程方法 (12)第五例plc控制电动机正反转电路设计 (15)第六例plc延合延分电路梯形图 (17)第七例plc振荡电路梯形图 (18)第八例plc自动与手动控制电路梯形图 (19)第九例plc集中与分散控制电路梯形图 (19)第十例最简单的PLC计时程序编程实例 (20)第十一例三菱PLC自锁控制程序编程实例 (21)第十二例三菱PLC两地控制与多地控制PLC程序编程实例 (23)第十三例三菱PLC顺序启动、顺序停止控制程序编程实例 (26)第十四例三菱PLC单信号反应多状态PLC程序编程实例 (27)第十五例三菱PLC电动机正反转控制程序编程实例 (28)第十六例三菱PLC自动往返控制程序编程实例 (31)第十七例三菱PLC星-三角降压启动控制编程实例 (34)第十八例三菱PLC点动+自锁控制编程实例 (36)第十九例三菱PLC用定时器与计数器实现的时间控制编程实例 (38)第二十例三菱PLC控制步进电机实例 (42)第一例用plc控制运料小车编程实例一、控制要求某车间有6 个工作台,送料车往返于工作台之间送料,每个工作台设有一个到位开关(SQ )和一个呼吸按扭(SB )。
具体控制要求如下:(1 )送料车开始应能停留在6 个工作台中任意一个到位开关的位置上。
(2 )设送料车现暂停于m 号工作台(SQ m 为ON )处,这时n 号工作台呼叫(SQ n 为ON ),若:(a)m>n ,送料车左行,直至SQ n 动作,到位停车。
即送料车所停位置SQ 的编号大于呼叫按扭SB 的编号时,送料车往左行运行至呼叫位置后停止。
(b)m<n ,送料车右行,直至SQ n 动作,到位停车。
即送料车所停位置SQ 的编号小于呼叫按扭SB 的编号时,送料车往右运行至呼叫位置后停止。
三菱plc编程案例经典案例
见下页逻辑图
第十三页,共54页。
地址表(I/O清单)
输入条件
输出器 其它机内器件 件
X000:风机1(接触 Y004: M100:至少两台风 器辅助常开触点) 信号灯 机运行,信号为1
X001:风机2(接触 器辅助常开触点)
Y2
SB2
X2 反
KM4
Y3
SB3
X3 停
FU2
COM COM
KM2 KM1
KM4
KM3
FR
220V ~
第八页,共54页。
X0
1.
Y0
X1
用
Y1
堆
Y0
栈
Y1
指
令
LD X0 OR Y0 ANI X1
ANI X2
ANI Y1 OUT Y0
LD X1 OR Y1 ANI X0
ANI X2
ANI Y0
OUT Y1
220 ~
KM1
SB3 KM2
KM2
KM1
KM2
FR
KM1
KM2
M 3~
输出 输出继电器 Y0 Y1
输出元件 KM1 KM2
功能 正转接触器 反转接触器
说明:1、程序设互锁 2、外电路设互锁 3、FR常开作输入 4、FR常闭设外电路
SB2 SB1 SB3 FR
KM1 KM2
X0
Y0
X1
KM2
Y1
KM1
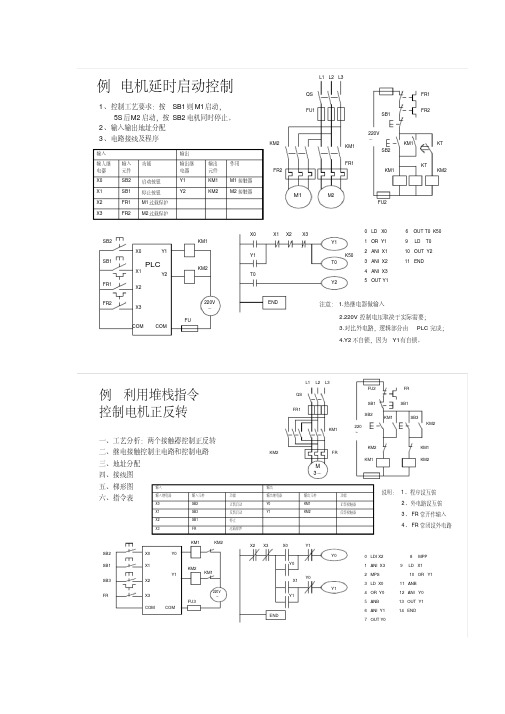
例 利用堆栈指令 控制电机正反转
一、工艺分析:两个接触器控制正反转
二、继电接触控制主电路和控制电路
三菱plc编程案例100例
6 OUT T0 K50 9 LD T0 10 OUT Y2 11 END
END
注意:1.热继电器做输入
2.220V控制电压取决于实际需要;
3.对比外电路,逻辑部分由PLC完成;
4.Y2不自锁,因为Y1有自锁。 3
例 定时器做震荡电路
HL亮3S,灭2S。
SB
HL
X0 Y0
PLC
E
COM COM
X0 T1 T0
K20
T0
Y0
K30
T1
END
X0
2S 3S 2S 3S
T0
T
T1
2021/6/20 Y0
3S 2S
4
例 综合联系——生产线控制
工艺说明:两条传输带为防止物料堆 积,启动后2号传输带先运行5S后1 好传输带再运行,停机时1好传输 带先停止,10S后2好传输带才停。
地址分配:
接线图:
程序及波形图: X0
COM COM
注意:1、输入触点为常开,则逻辑关系与继电接触控制相同;
220V
~
M 2021/63/2~0
2、热继电器触点、停止按钮接入输入,但要安全性稍差;
2
3、FU0.5—1A
例 电机延时启动控制
1、控制工艺要求:按SB1则M1启动, 5S后M2启动,按SB2电机同时停止。
2、输入输出地址分配 3、电路接线及程序
T150:2Hz脉冲发生 器
X003:运转选择开
关
2021/6/20
T151:0.5Hz脉冲发
生器。
14
风机1 风机2 风机1 风机3
风机2 风机3
M100 两台以上运行
X000 X001 X000 X002
三菱plc典型案例
X1 X2
堆栈指令和主令指令程序
Y1
Y0 2.
X0
X1 X2 Y1
X0 X2 Y0 Y1
Y0
X1
X0 X2 Y0
T0 Y3 T0 Y2
END
K50 T0
Y2
Y3
Y1 Y0 Y1
N0
M100 T0
Y3
MC N0
Y0
Y1 K50
T0 M100
Y2
LD Y0 OR Y1
T0
Y2
Y3
OUT T0 K50 MPS ANI T0 ANI Y3 OUT Y2 MPP AND T0 ANI Y2 OUT Y3 END
例 利用主控指令对电机 Y—△启动控制
工艺要求: 1、按下正转按钮 SB1 ,电机以 Y—△方式正向启动, 5S 秒后转换成△运行; 2、按下反转按钮 SB2 ,电机以 Y —△方式反向启动, 5S 秒后转换成△运行;
3、SB3 为停止按钮。
L1 L2 L3
输入
输人继电 器
输入元 件
功能
输出 输出继电器
输出元 件
功能
KM1 Y0
X0
KM2 X1
Y1
X2
SB1
正向启动
Y0
SB2
反向启动
Y1
SB3
停止
Y2
Y3
KM1 KM2 KM3 KM4
正向运行 反向运行 Y 形接触器 △形接触器
FR
KM4 Y3
U1 V1 W1
M 3~
V2 W2
U2
KM3 Y2
KM1
220V
~
L
Y0
FU1
PLC KM2
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
L1 L2 L3
输入
输人继电 器
输入元 件
功能
输出 输出继电器
输出元 件
功能
KM1 Y0
X0
KM2 X1 Y1 X2
SB1
正向启动 Y0
SB2
反向启动 Y1
SB3
停止
Y2
Y3
KM1 KM2 KM3 KM4
正向运行 反向运行 Y形接触器 △形接触器
FR
KM4
U1 V1
Y3
W1
M
3~ V2 W2
END
注意:1.热继电器做输入
2.220V控制电压取决于实际需要;
3.对比外电路,逻辑部分由PLC完成;
4.Y2不自锁,因为Y1有自锁。
例 定时器做震荡电路
HL亮3S,灭2S。
S
H
B
XY L
0PLC0
CO CO E
MM
X0
2S 3S 2S 3S
X0 T1 T0
K
T0
20
Y0
K
T1
30
END
T0
T
T1
X0
X1 X3
SB2
4、指令表语言编制
X0
Y0
SB1
Y0
5、接线图
X1 KM
380V~
FU2
FR
Y0
END
QS FU1 KM FR
SB1
220V
~
SB2
KM KM
LD X0 OR Y0 ANI X1 ANI X3 OUT Y0 END
SB1
X0
Y0
SB2
X1
PLC
FR
X3
KM
220V
~
FU
COM COM
Y0
3S 2S
1号传输带
Hale Waihona Puke 例 综合联系——生产线控制
工艺说明:两条传输带为防止物料堆
积,启动后2号传输带先运行5S后1 输入
好传输带再运行,停机时1好传输
输人继 电器
带先停止,10S后2好传输带才停。 X0
地址分配: X1
接线图:
程序及波形图:
X0
X1
KM1
SB1
X0
Y0
SB2
X1 PLC Y1
FR1
COM
KM2
220V~
COM FU
FR2
M0
T0
X1
Y0
T0
T1
T0 M1
说明:1.主要理由时间继电器触点进行控制 2.M0、M1辅助继电器起中间转换的作用。
M0 M1
输入元 件 SB1
SB2
功能
启动按 钮 停止按 钮
M0
T0 K50
X0
Y0
X1
M0
M1
M1
T1 K100
Y0
Y1
Y1
2号传输带
输出
输出继电 器
U2
KM3 Y2
220V
KM1
~
L
Y0
FU1
PL N
KM2 Y1
SB1
C X0 正
KM3
Y2
SB2
X2 反
KM4
Y3
SB3
X3 停
FU2
COM COM
X2 X3
输入 元件 SB2 SB1
FR1 FR2
功能
启动按钮 停止按钮 M1过载保护 M2过载保护
输出 输出继 电器
Y1
Y2
输出 元件
KM1
KM2
作用
M1接触器 M2接触器
KM2 FR2
L1 L2 L3 QS FU1
FR1
SB1
FR2
KM1 FR1
220V
~
KM1
KT
SB2
KM1
KT KM2
M1
M2
三、地址分配
四、接线图
五、梯形图 六、指令表
输入 输入继电器 X0
输入元件 SB2
功能 正转启动
X1
SB3
反转启动
X2
SB1
停止
X3
FR
过载保护
L1 L2 L3 QS FR1
KM 1
FU2
FR
SB1
SB1
SB2 KM
220
1
~
SB3 KM 2
KM
KM
KM
FR
2
1
2
KM
KM
M
1
2
3~
输出 输出继电器 Y0 Y1
FU2
SB2
X0
Y1
SB1
PLC
X1
Y2
FR1
X2
KM1 KM2
FR2
X3
220V ~
FU COM COM
X0
X1 X2 X3
Y1
T0
Y1 K50
T0
Y2
0 LD X0 1 OR Y1 2 ANI X1 3 ANI X2 4 ANI X3 5 OUT Y1
6 OUT T0 K50 9 LD T0 10 OUT Y2 11 END
三菱PLC教学
实例
例 简单PLC设计过程及需完成的内容
任务:三相异步电动机连续
运行
输入
输人 输入 作用功能
1、工艺分析:过程+要求+方
继电 器
原件
法+ 2、地址分配:
X0
SB2 启动按钮
X1
SB1 停止按钮
X3
FR
热继电器
触点状态
常开 常开 常开
输出
输出继 电器
输出 元件
作用
KM
Y0
通断电机
3、梯形图设计
输出元件 KM1 KM2
功能 正转接触器 反转接触器
说明:1、程序设互锁 2、外电路设互锁 3、FR常开作输入 4、FR常闭设外电路
KM1 KM2
X2 X3 X0
Y1
SB2
X0
Y0
SB1
X1
Y1 KM2 KM1
SB3
X2
220V
FR
X3
~
FU3
COM COM
Y0 Y0
X1 Y0 Y1
Y1
END
0 LDI X2 1 ANI X3 2 MPS 3 LD X0 4 OR Y0 5 ANB 6 ANI Y1 7 OUT Y0
注意:1、输入触点为常开,则逻辑关系与继电接触控制相同;
M
2、热继电器触点、停止按钮接入输入,但要安全性稍差;
3~
3、FU0.5—1A
例 电机延时启动控制
1、控制工艺要求:按SB1则M1启动, 5S后M2启动,按SB2电机同时停止。
2、输入输出地址分配 3、电路接线及程序
输入 输人继 电器 X0 X1
Y0
输出元 件
KM1
Y1
KM2
5S
功能 1号传输带 电机 2号传输带 电机
10S
END
例:设计一个5昼夜计时器
X000 T0
X000
T0 K600
RST C0 C0
T0
X000 C2
C0 X000
C4 C2
C4
C0 K60
RST C2
C2 K24
RST C4
C4 K5 Y000 END
0 LD X000 1 ANI T0 2 OUT T0 K600 5 LDI X000 6 OR C0 7 RST C0 8 LD T0 9 OUT C0 K60 12 LDI X000 13 OR C2 14 RST C2 15 LD C0 16 OUT C2 K24 19 LDI X000 20 OR C4 21 RST C4 22 LD C2 23 OUT C4 K5 24 LD C4 25 OUT Y000 26 END
T+C、C+C电路计十时。C2小时计 数(分钟加1)、C4计昼夜(5) X000与X000互锁
T0计时 100ms×600=60s 并自复位
C0清0,并自锁
1min×60=60min=1h
C2清0,并自锁
1h×24=24h=1天
例 利用堆栈指令 控制电机正反转
一、工艺分析:两个接触器控制正反转
二、继电接触控制主电路和控制电路
8 MPP 9 LD X1 10 OR Y1 11 ANB 12 ANI Y0 13 OUT Y1 14 END
例 利用主控指令对电机Y—△启动控制
工艺要求:1、按下正转按钮SB1,电机以Y—△方式正向启动,5S秒后转换成△运行; 2、按下反转按钮SB2,电机以Y—△方式反向启动,5S秒后转换成△运行;