冲焊桥壳的热压成形
桥壳热冲压工艺

桥壳热冲压工艺【桥壳热冲压工艺】一、桥壳热冲压工艺的历史1.1 起源与早期发展其实啊,桥壳热冲压工艺并不是凭空出现的,它的起源可以追溯到几十年前。
在汽车工业刚刚兴起的时候,对于桥壳的制造要求还没有那么高,但是随着汽车性能的不断提升,传统的制造工艺逐渐无法满足需求了。
1.2 逐渐成熟的过程说白了就是,经过科研人员和工程师们不断地尝试和改进,桥壳热冲压工艺才慢慢成熟起来。
从最初的简单试验,到小规模应用,再到如今成为汽车制造领域中不可或缺的一部分,这一路走来可不容易。
举个例子,就像我们学习骑自行车,一开始总是摇摇晃晃,不断摔倒,但通过一次次的练习和调整,最终能够熟练地骑行。
桥壳热冲压工艺也是这样,在不断的实践和摸索中逐渐完善。
二、桥壳热冲压工艺的制作过程2.1 材料准备首先呢,要准备好合适的材料。
这就好比做饭要先选好食材一样,材料的质量和性能直接影响到最终桥壳的品质。
一般会选用高强度的钢板,这些钢板要有良好的可塑性和强度。
2.2 加热环节接下来就是加热啦。
把选好的钢板放入高温炉中进行加热,让钢板变得像面团一样柔软,容易塑形。
这个温度和时间的控制可非常关键,就像烤蛋糕,温度太高或者时间太长,蛋糕就会烤焦;温度太低或者时间太短,蛋糕又没熟。
2.3 冲压成型加热好的钢板迅速转移到冲压模具中,通过巨大的压力将其冲压成桥壳的形状。
这一步就像是用模具做饼干,一压就成型。
2.4 冷却处理冲压成型后,要快速进行冷却,让桥壳的组织结构发生变化,从而获得更高的强度。
这有点像把刚出炉的铁块放到冷水中淬火,让它变得更加坚硬。
三、桥壳热冲压工艺的特点3.1 高强度桥壳热冲压工艺制造出来的桥壳强度非常高。
打个比方,就像是一个超级强壮的大力士,能够承受巨大的压力和负荷,保证汽车在各种复杂路况下都能稳定行驶。
3.2 轻量化它还有轻量化的特点。
这意味着在不降低桥壳性能的前提下,减轻了汽车的整体重量,就像运动员减轻了身上的负担,能够跑得更快、更省油。
热冲压(成形)技术特征

Better Steel, Better Life.热冲压技术特征宝钢研究院徐伟力3/30/12内容1. 热冲压工艺流程及其典型应用2. 热冲压钢板3. 热冲压设备4. 热冲压钢板加热方式5. 热冲压优缺点分析6. 热冲压零件的检测技术7. 热冲压技术成本分析1、热冲压工艺流程及其典型应用钢板热冲压的技术本质Time in thetool martensitBainit1.11、热冲压工艺流程及其典型应用1.1 钢板热冲压1、热冲压工艺流程及其典型应用1.1 钢板热冲压1、热冲压工艺流程及其典型应用钢板热冲压典型应用1.1 钢板热冲压1.2 钢管热冲压1.2 钢管热冲压Roof-bows Header panels1、热冲压工艺流程及其典型应用1.2 钢管热冲压钢管热冲压典型应用1.2汽车前纵梁加强弯管 汽车门槛加强直管车门防撞管 1、热冲压工艺流程及其典型应用1.2 钢管热冲压钢管热冲压典型应用内容1. 热冲压工艺流程及其典型应用2. 热冲压钢板3. 热冲压设备4. 热冲压钢板加热方式5. 热冲压优缺点分析6. 热冲压零件的检测技术7. 热冲压技术成本分析2、热冲压钢板从成分分为:⏹ Mn-B系 宝钢热冲压用钢⏹ Mn-Mo-B系 北美、欧洲等的热冲压用钢⏹ Mn-Cr-B系 高淬透性的热冲压用钢⏹ Mn-Cr系 部分马氏体的热冲压用钢⏹ Mn-W-Ti-B系 POSCO开发的高烘烤硬化的细晶粒热冲压用钢从镀层分为:⏹ 无镀层热冲压钢板⏹ 带镀层热冲压钢板(USIBOR1500,全球专利产品,Al-Si镀层)2、热冲压钢板考虑到热冲压是重新加热到奥氏体区的过程,为了避免和减少加热过程的氧化,开发了用于热冲压的镀层板,如镀Al板、镀Al-Si合金板和镀Zn板;POSCO正在开发纳米镀层板,以提高镀层的结合力,防止加热和成形过程中的剥落。
在Ford的标准中还说明Al-Si表面涂层中的金属间化合物相为AlxFeySiz,在镀层的上层金属间化合物为Al60-70Fe30-40Si10+微量其它元素,而下层则为Al50-60Fe45-55,考虑到成本问题,有时也采用非镀层板。
新时期热冲压成形技术的构建探究

新时期热冲压成形技术的构建探究一、热冲压成形技术的发展历程热冲压成形技术是一种在高温条件下进行金属成形的新型技术,其发展历程可以追溯至20世纪60年代。
最初,热压成形技术主要用于高温合金、钢铁等金属材料的成形加工,其主要目的是提高材料的塑性变形能力和成形质量。
随着材料科学和加工技术的不断进步,热冲压成形技术逐渐应用于航空航天、汽车制造、机械制造等领域,成为一种重要的金属成形加工技术。
1. 高温条件下的成形加工:热冲压成形技术的最大特点就是在高温条件下进行成形加工。
高温条件下,金属材料的塑性变形能力大大提高,可以实现更复杂、更精密的金属成形加工。
2. 提高产品质量和精度:热冲压成形技术能够有效改善产品的表面光洁度和成形精度,减少材料的内部缺陷和裂纹,提高产品的强度和耐磨性。
3. 节能环保:热冲压成形技术可以减少金属材料的消耗,减少能源消耗,降低生产成本,减少对环境的污染,是一种高效节能、环保的加工工艺。
4. 多工序一体化:热冲压成形技术可以实现多工序一体化成形加工,简化生产工艺,提高生产效率,降低生产成本。
1. 材料和工艺的相容性:热冲压成形技术要求金属材料在高温条件下具有良好的塑性变形能力和抗热疲劳性能,这对材料的研发和工艺的设计提出了挑战。
2. 设备和工艺的集成化:热冲压成形技术需要结合高温加热设备、成形模具和润滑冷却系统,实现设备和工艺的高效集成化,提高生产效率和产品质量。
3. 数据化智能化:随着智能制造的发展,热冲压成形技术需要实现数据化采集和监控,建立智能化控制系统,提高生产过程的稳定性和可控性。
1. 多材料复合成形:随着新材料的不断涌现,热冲压成形技术将会发展成为一种多材料复合成形技术,实现金属与非金属材料的复合成形。
2. 精密微成形:随着微电子、光电子等领域的发展,热冲压成形技术将会发展成为一种精密微成形技术,实现微米级甚至纳米级的成形加工。
3. 智能制造:随着智能制造的发展,热冲压成形技术将会实现智能化生产,利用大数据、人工智能等技术实现设备和工艺的自适应控制。
热冲压成形工艺解析
热冲压成形工艺解析热冲压成形工艺解析随着汽车轻量化的发展,钢板热冲压技术应运而生,其将高强度钢板在温度场内由奥氏体转变为马氏体,提高了板料的强度,降低了板料的重量。
本文对热冲压成形板料和设备应用进行了总结,并预测了热冲压技术的未来发展趋势...安全、节能和环保是消费者最关心的汽车性能指标。
目前,降低汽车燃料消耗、减少CO2和废气排放是社会的主要需求。
车身轻量化对于减轻整车自身重量、降低油耗和促进节能环保至关重要。
为了适应轻量化的发展趋势,热成形工艺和应用技术应运而生。
热成形压力机简称热冲压,是相对于常见的冷冲压成形而言。
为了帮助减轻汽车自身重量并提高汽车的安全性,钢铁业开发出许多种类的高强度钢板。
为了克服高强度钢板冷成形的困难,热冲压需要通过将钢板加热,使其板料上产生一个不断变化的温度场。
在温度场的影响下,板料的基体组织和力学性能发生变化,导致板料的应力场也发生变化,同板料的应力场变化又反作用于温度场。
热成形工艺过程为:首先将常温下强度为500~600MPa的硼合金钢板加热到约940℃,全奥氏体后,将材料从加热炉转移到热成形的压力机中,该过程在空气中进行,必须尽快完成,如果成形前材料温度降到750℃以下,就可能形成铁素体从而恶化零件的机械性能。
送入内部具有冷却系统的模具内,压力机进行冲压、成形。
板料在模具内快速冷却(水冷),将奥氏体转变为马氏体(200℃以下),冷却速度一般为-40~100℃/s以保证零件的淬透性,使冲压件得到硬化,大幅度提高强度(1500MPa)。
所以热成形工艺就是板料内部温度场与应力场共存且相互耦合的变化过程。
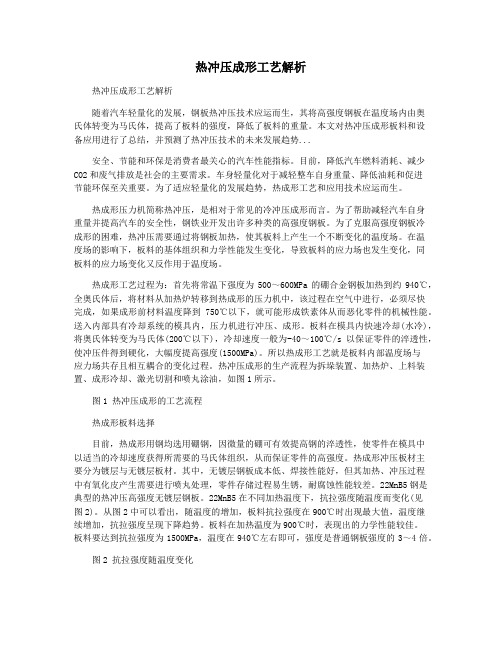
热冲压成形的生产流程为拆垛装置、加热炉、上料装置、成形冷却、激光切割和喷丸涂油,如图1所示。
图1 热冲压成形的工艺流程热成形板料选择目前,热成形用钢均选用硼钢,因微量的硼可有效提高钢的淬透性,使零件在模具中以适当的冷却速度获得所需要的马氏体组织,从而保证零件的高强度。
热成形冲压板材主要分为镀层与无镀层板材。
汽车工业中热冲压成形工艺的应用

汽车工业中热冲压成形工艺的应用汽车工业中热冲压成形工艺是指在加热的工件上进行冲压成形的工艺。
它通过热处理和冲压来改变工件的形状和性能,达到塑性加工和强化材料的目的。
热冲压成形工艺在汽车工业中有广泛的应用,可以用于制造汽车部件、车身和车架等。
1、热冲压成形的工艺特点热冲压成形的工艺是在热处理后的工件上进行冲压制作,在这个过程中,温度以及应力的作用,使得材料变形能力增强,塑性成型的成效也要好于常温成形工艺。
因此,这个制造工艺被广泛地应用在复杂结构材料的生产中,如高强度、高刚度、高温、难加工、耐腐蚀的钢铁材料以及高强度、轻质、抗腐蚀的铝合金等。
(1)生产汽车部件:热冲压成形工艺可用于生产汽车叶片、涡轮壳体、排气系统、刹车系统、底盘零件等。
例如,先进的涡轮叶片制造工艺利用了粉末冶金工艺和热冲压成形工艺。
整个工艺从粉末到成品,主要分为以下几个步骤:首先是粉末制备,然后是热压制,经过淬火和回火之后,用CNC机床进行精密加工后就可以生产出叶片了。
这个工艺生产的涡轮叶片具有精密度高、质量好、耐腐蚀性好、使用寿命长等优点。
(2)车身制造:热冲压成形工艺可以用于制造汽车车身组件,如车门、车顶、车架等。
在生产汽车车身部件的时候,这个工艺可以大幅减少冲切件、开口件错位等情况的发生,提升生产效率和生产质量,也可以生产出更加轻便甚至更稳定的汽车车身部件。
(3)制造汽车导流板、管道:利用热冲压成形工艺,可以生产箭形、圆形等多种形状的导流板,为汽车提高加速度、乘坐舒适度、不卡气等方面提供帮助。
制作汽车的管道时,常常会用上热冲压成形工艺,使得管道的弯曲角度和直径更加一致,不仅美观,而且更有实用性。
总之,热冲压成形工艺在汽车工业中有广泛的应用,它不仅可以提高生产效率和生产质量,而且可以制造出更加轻便、更加优秀的汽车车身部件和汽车零部件,有助于推动汽车工业的发展。
高强钢热冲压成型工艺流程 预热处理 冲压成形
高强钢热冲压成型工艺流程预热处理冲压成形一、预热处理预热处理是高强钢热冲压成型工艺的重要环节之一,其主要目的是使钢板均匀加热至奥氏体状态,并减小变形抗力。
预热处理的温度和时间取决于高强钢的化学成分、板材厚度和加热方式。
预热处理的加热速度应尽可能均匀,以减小内应力和变形。
二、冲压成形冲压成形是将预热处理后的钢板通过模具进行塑性变形的过程。
冲压成形的参数主要包括压力、速度、时间和行程等,这些参数将影响产品的质量和模具的使用寿命。
合理的冲压成形参数可以提高产品的精度和表面质量,减小产品内部的残余应力和裂纹。
三、淬火处理淬火处理是将热冲压成型后的产品快速冷却至室温的过程。
淬火处理的目的是通过快速冷却来提高产品的强度和硬度,同时保持较好的塑性和韧性。
淬火处理可以采用水淬、油淬或盐浴淬火等方式,具体选择应根据产品的性能要求和生产条件来确定。
四、回火处理回火处理是将淬火处理后的产品加热至某一温度,并在该温度下保温一定时间,然后冷却至室温的过程。
回火处理的目的是通过调整产品的组织结构和相组成来控制其力学性能,以满足不同应用场景的需求。
回火处理的温度和时间应根据产品的性能要求和生产条件来确定。
五、表面处理表面处理是高强钢热冲压成型工艺的最后环节,其主要目的是提高产品的表面质量和耐腐蚀性能。
表面处理的方法包括喷涂、电镀、氧化等,具体选择应根据产品的应用场景和性能要求来确定。
表面处理可以提高产品的使用寿命和外观质量,同时增强其防腐蚀性能。
通过以上五个方面的介绍,可以看出高强钢热冲压成型工艺的流程涉及多个环节。
在生产过程中,要保证每个环节的质量和稳定性,以获得高性能的高强钢制品。
汽车工业中热冲压成形工艺的应用

汽车工业中热冲压成形工艺的应用
热冲压成形工艺是一种将板材通过在热状态下冲压成型的工艺。
在汽车工业中,由于其一系列优越的性能(如更好的成形性、更高的成形效率、更好的性能一致性和更小的成本),该工艺应用日益广泛。
热冲压成形工艺的实现需要先将所需板材放入热膜处理器中进行加热处理。
热态下的板材,可以通过压力形变得更容易,变得更加延展和韧性更好。
此外,加热可以去除板材中含有的内部应力,从而增强板材的韧性和加工性。
与传统冷冲压相比,热冲压的最大优点是其更好的成形性。
特别是在复杂形状、细小尺寸或难以压制的材料方面,其成形能力优势更为明显。
由于在热状态下进行成形,所以材料在成形过程中的回弹和收缩都得到了降低,提高了成形效率和成品的一致性。
在汽车制造中,热冲压技术可以广泛应用于制造车身结构零部件、车门(尤其是边框)、座椅结构、液压布局安排、行李架、仪表板载体等零部件。
热冲压技术造就了沃尔沃汽车中高效的座椅结构制造、斯巴鲁汽车生产的车顶DTM组件等具体案例。
热冲压工艺使得汽车设计师可以设计出更加轻薄、更加复杂、更加坚固的材料。
汽车工业中零部件的制造需要满足的高要求,如材料的高强度、刚度和抗腐蚀性能等,都可以通过这种工艺实现。
同时,热冲压也可以大大降低汽车零部件的成本,为原材料的生产和加工提供了巨大的经济效益。
总之,热冲压工艺在汽车工业中的广泛应用,为提高零部件的成形性能、降低汽车零部件的成本、促进汽车工业的发展做出了贡献。
随着技术的不断发展,热冲压技术的应用范围将越来越广泛,为汽车工业的未来注入更加强劲的动力。
冲焊桥壳加工工艺
冲焊桥的加工工艺
今天到冲焊桥加工班学习,了解了冲焊桥的基本加工工艺。
采用数控切割机工序流程为:
1.气割
2.去毛刺
3.检验
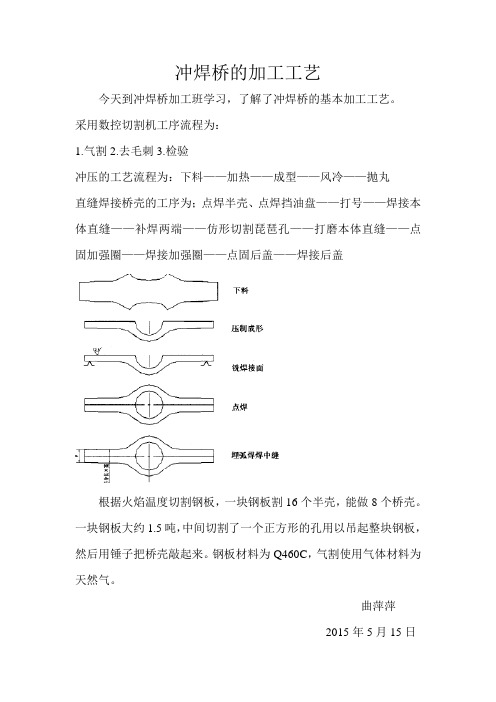
冲压的工艺流程为:下料——加热——成型——风冷——抛丸
直缝焊接桥壳的工序为;点焊半壳、点焊挡油盘——打号——焊接本体直缝——补焊两端——仿形切割琵琶孔——打磨本体直缝——点固加强圈——焊接加强圈——点固后盖——焊接后盖
根据火焰温度切割钢板,一块钢板割16个半壳,能做8个桥壳。
一块钢板大约1.5吨,中间切割了一个正方形的孔用以吊起整块钢板,然后用锤子把桥壳敲起来。
钢板材料为Q460C,气割使用气体材料为天然气。
曲萍萍
2015年5月15日。
汽车工业中热冲压成形工艺的应用
汽车工业中热冲压成形工艺的应用
热冲压成形是汽车工业中常用的一种工艺,它主要通过加热金属材料后进行冲压成形,以获得更高的成形性能和更为复杂的零部件。
以下是热冲压成形工艺在汽车工业中的应
用。
1. 高强度钢板的成形:热冲压成形可以提高金属材料的变形性能,特别是对于高强
度钢板的成形具有重要作用。
高强度钢板具有较高的屈服强度和抗拉强度,通过热冲压成
形可以降低其成形难度,同时提高零件的成形度和质量。
2. 复杂零部件的成形:热冲压成形可以制造出更为复杂的零部件,包括曲线形状、
多孔洞等特殊结构。
这种成形工艺使得汽车零部件的设计更加灵活,可以满足复杂汽车结
构和功能的要求。
3. 减少材料的形变:热冲压成形可以通过加热金属材料来减少其形变和应力集中现象,从而提高零部件的强度和耐用性。
这对于汽车工业中需要承受高强度和大应力的零部
件尤为重要,如车身和发动机部件等。
4. 提高成形速度:热冲压成形可以提高金属材料的流动性,从而加快成形速度。
这
对于汽车工业来说非常重要,因为汽车工业需要大量生产零部件,而提高成形速度可以提
高生产效率和降低成本。
5. 节约能源:热冲压成形可以通过加热金属材料来降低其流动阻力,从而减少能源
的消耗。
这可以减少汽车制造过程中的能源消耗,对于可持续发展和节能减排具有积极的
意义。
热冲压成形是汽车工业中应用广泛的一种工艺,在提高成形性能、制造复杂零部件、
减少材料形变、提高成形速度和节约能源等方面都具有重要作用。
随着汽车工业的不断发
展和技术的进步,热冲压成形在汽车制造中的应用前景将更加广阔。
汽车后桥桥壳片热压成型模设计研究及探讨
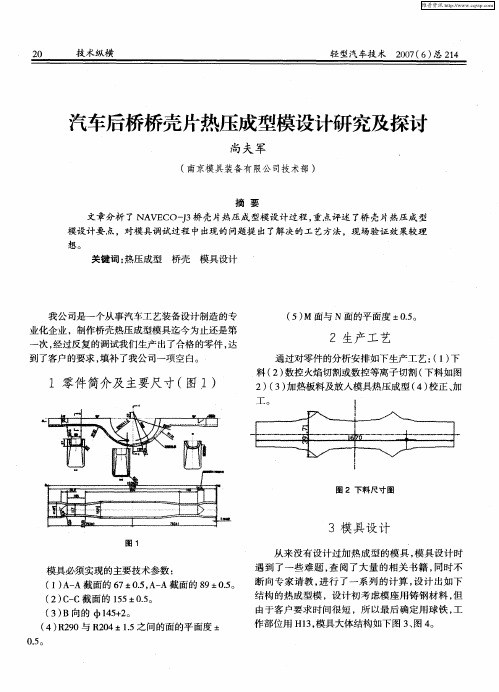
2 生产 工 艺
通 过对零 件 的分 析安 排如 下生 产工 艺 : 1 下 ( )
零件简介及 主要尺 寸 ( 1) 图
料( ) 2 数控火焰切割或数控等离子切割 ( 下料如图 2) 3) 热板料 及放 入模 具热 压成 型 ( 校 正 、 ( 加 4) 加
I0 -
●
J _一
—
1
。
—
寸
f 。
图5
图 6
( 产 品材 料 比 较 厚 , 便 于 板 料 进 入 凹 5) 为 模, 同时减 少在 凹模 口产 生积 屑瘤 , 凹模模 口处做 在 成下 图 5 式 ,而在 15尺寸 上下 桥焊 接 面处 板 料 样 5 受拉 变薄 , 以在 凹模模 口做 成如下 图 6样 式 , 型 所 成 后会 改善 很 多。
( )成 型力 比较 大 , 具 的强 度 一 定 要 大 , 1 模 刚 性 要好 , 在设 计模 具 时尽 可能 多 的布置 加强 筋 。
( )因为是热成型模具所 以一定要有冷却 系 2 统或其 它的冷却方 式 ,使 成型时模具保持 同一 温
度。 ( 3)凸模 要有 卸 料机 构 , 且 凹模镶 块 螺钉 侧 并
4 总结
通过对 N V C -3 A E O J 桥壳片成型模具设计及制 造过程进行的总结 ,今后在设计 同类型 的模具时应
注意以下几点 :
固定便于调整 , 凹模镶块不 同区域模 口处分别做成
图 A图 B样式 。
参考 文献 ( ) 略
模设 计要 点 ,对模 具调 试过 程 中 出现 的 问题 提 出了解 决的工 艺方 法 ,现 场验 证 效 果较理
想。
关 键词 : 压成 型 热
简述热冲压成型工艺流程

简述热冲压成型工艺流程热冲压成型工艺流程是个很有趣的东西呢。
热冲压成型呀,它就是把一些材料变成我们想要的形状的过程。
那这个材料呢,通常是高强度的硼钢之类的。
一、加热阶段。
我们得先把材料放到加热炉里面去加热。
这就像是给材料做个热身运动,要把它加热到很高的温度哦,一般是在900摄氏度左右呢。
想象一下,材料在加热炉里就像在蒸桑拿,热得浑身都软乎乎的,这样它才好被我们摆弄成各种形状。
这个加热的时间也不能太短,得保证材料每个部分都热透了,就像我们做饭得把菜炒熟一样,得给足时间,大概要几分钟的时间呢。
二、转移阶段。
材料加热好啦,这时候就要赶紧把它转移到冲压模具里面去。
这个过程得快,为啥呢?因为材料一离开加热炉就开始降温了,如果降得太多,它就又变硬不好塑形了。
就像是我们刚从热水里捞出来的面条,得赶快放到碗里加调料,不然就坨了。
在转移的时候,要用专门的工具,像机械手臂之类的,要稳稳地把热乎乎的材料送到模具那里。
三、冲压阶段。
材料到了冲压模具里,就开始被压啦。
冲压模具就像一个超级大力士,用力把材料压成我们预先设计好的形状。
这个压力可不小呢,能达到几千吨。
在这么大的压力下,材料就只能乖乖听话,变成我们想要的汽车零部件之类的形状啦。
这时候的材料就像是一块橡皮泥,被我们捏成了各种可爱的形状。
不过这个过程可不像我们捏橡皮泥那么轻松,得精确控制压力和模具的闭合情况,不然做出来的东西就不符合要求了。
四、保压和淬火阶段。
冲压完了还不算完哦。
还要保持一定的压力,这个叫做保压。
保压的时候呢,同时还要对材料进行淬火。
淬火就像是给材料洗个冷水澡,让它快速冷却。
这样做可以让材料的强度变得更高,就像我们锻炼身体后,身体变得更强壮一样。
淬火的速度也很重要,如果太慢,材料的性能就达不到我们想要的效果了。
五、脱模阶段。
最后呢,就是把成型后的零件从模具里取出来啦。
这时候零件已经是我们想要的形状了,就像小婴儿从妈妈肚子里出生一样,要小心翼翼地把它从模具这个“小窝”里拿出来。
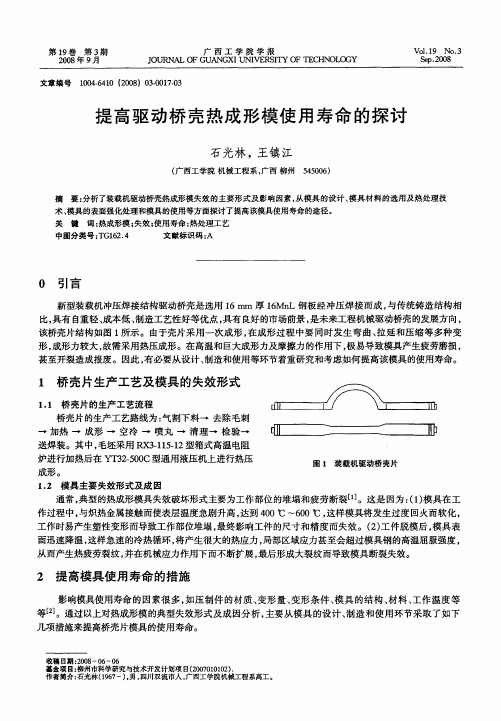
提高驱动桥壳热成形模使用寿命的探讨
收稿 日期:o 8一O 2o 6—0 6 基金项 目: 柳州市科学研究与技术开发计划项 目(o 7 1 12 . 2o00O ) 作者简 介: 石光林 (9 7 , , 1 6 一)男 四川双流市人 , 西工学 院机 械工程 系高工 。 广
1 8
广西工学 院学报
第 1 卷 9
2 1 模具 结构 设计 .
模具 材料 和热 处理 技 术 是 影 响模 具 质 量 、 能 和 使 性 用 寿命 的关 键 因素 。据 统计 ,0 6 %模具 的早 期失效 , 由 是 材料 和热 处理 的 因素造成 的 。 221 模具材料的选用 参 照 原 机 电部 J / 4 119 .. B r83 —9 6
第 1卷 第 3 9 期 20 0 8年 9月 文章编号
广 西 工 学 院 学 报 J NA , FGIA GX VE ST F1 0I I0 N I I UNI R I Y 0 ]
)Y G
VD. 9 No 3 】1 . S p.0 8 e 20
1 o —4 0 (0 8 3o 1 —3 0 46 1 2 o )0 一0 70
由于桥壳片尺寸较大, 长度尺寸达 12 60mm, 且板厚 1 m, 6m 形状又 比较复杂, 故成形力大且分布不均
匀。为确保承压后的模具精度和模座不变形 , 在设计模座时特别增加了加强筋的布置 , 同时在凸、 凹模与上、 下模座之间, 设计有足够大的支承面及一定厚度的淬硬垫板 ,
用以提高模座的强度和刚度。此外 , 凹模的间隙及各 凸、 个工作尺寸的设计都必须要考虑材料受热膨胀 的影响 , 桥 壳片 热成形 模如 图 2所示 。 2 2 模 具材 料 的选用 及热 处理 .
形, 成形力较大 , 故需采用热压成形。在高温和巨大成形力及摩擦力 的作用下 , 极易导致模具产生疲劳磨损 , 甚至开裂造成报废 。因此 , 有必要从设计、 制造和使用等环节着重研究和考虑如何提高该模具的使用寿命。
重卡驱动桥壳一次冲压热成型仿真研究
重卡驱动桥壳一次冲压热成型仿真研究纪建奕;戴永谦;王富强;罗凌江【摘要】针对国家节能减排要求,重型卡车轻量化迫在眉睫.文章应用Dynaform 进行了重卡驱动桥壳一次冲压热成型工艺相关参数的研究.结果表明,现有两次冲压,空气中冷却的成型工艺,可以改进为一次热冲压成型工艺.对成型工艺中坯料初始温度、冲压速度等参数进行了优选.结果为改进现行驱动桥壳成型工艺进而实现桥壳轻量化设计提供有益的参考.【期刊名称】《节能技术》【年(卷),期】2018(036)003【总页数】4页(P219-222)【关键词】驱动桥壳;热成型;成型工艺;轻量化,节能【作者】纪建奕;戴永谦;王富强;罗凌江【作者单位】青特集团有限公司技术中心,山东青岛266106;青特集团有限公司技术中心,山东青岛266106;哈尔滨工业大学(威海)汽车工程学院,山东威海264209;哈尔滨工业大学(威海)汽车工程学院,山东威海264209;重庆长安铃木汽车有限公司,重庆401321【正文语种】中文【中图分类】U418.30 前言随着能源危机日益严重,大气污染控制要求逐步提高,汽车轻量化设计以及轻量化技术开发越来越受到重视。
目前,乘用车轻量化以及节能技术工作已取得显著成效[1-2]。
而商用车领域,轻量化工作尚不完善。
高强度钢的应用,对提高整车及零部件的性能具有明显的提升作用[3-4]。
驱动桥壳是重卡驱动桥的重要组成部分,支撑并保护主减速器、差速器等,固定驱动轮相对位置,并同前桥一起支撑车架及其上总质量。
但高强度钢板在制造桥壳时,若采用传统的成型工艺,存在很多问题,如开裂、回弹等。
这是因为高强度钢板在室温条件下,变形抗力较大,难以成形,对模具也会造成很大磨损,会明显降低模具的寿命。
热冲压成型最大的特点是板料在较高温度下成型[5-6]。
对于重卡驱动桥壳,一则板材较厚,二则桥壳具有零拔模特征,一次成型容易造成脱模困难,故目前驱动桥壳的冲压虽是高温进行,但大多采用两次冲压成型配合空气中冷却的工艺。
冲焊桥壳成形模设计
冲焊桥壳成形模设计拜康力;卢小强【摘要】通过分析桥壳制件的结构特点,介绍了该类制件合理的成形模的设计要点.实践证明:该模具结构合理,冲压过程安全平稳,生产的制件质量稳定,可为类似制件的成形提供参考.【期刊名称】《模具制造》【年(卷),期】2018(018)001【总页数】3页(P7-9)【关键词】桥壳;成形模;设计;结构特点【作者】拜康力;卢小强【作者单位】陕西汉德车桥有限公司陕西西安710200;陕西汉德车桥有限公司陕西西安710200【正文语种】中文【中图分类】TG385.21 引言冲焊桥壳以钢板为原材料,通过冲压成形加工成半壳,再将两个半壳焊接在一起,之后焊上桥壳后盖、加强圈、轴头和弹簧支座形成整体桥壳。
冲焊桥壳重量轻、生产效率高,适合大批量生产。
按照生产工艺方法的不同,主要分为冷冲压和热冲压。
目前,我公司采用冷冲压工艺,冷冲压与热冲压相比,成形精度、稳定性比热冲压要高。
同时,为了保证成形后半壳的精度,热冲压通常采用两道工序冲压,即先成形后整形,共需要2副模具,冷冲压只需1副模具,且为了响应国家节能减排的号召,从热冲压的中频感应加热改为冷冲压室温压制,所以生产成本更低。
2 设计实例图1所示为我公司某冲焊半壳,是一典型曲面U型制件。
材料为Q345A,厚度12.0mm,生产批量大。
以前采用热冲压成形,现为了提高制件质量,降低生产成本,采用冷冲压进行生产,在实际使用中取得较好的效果。
2.1 变形性质的确定为了便于模具设计,必须正确区分该制件属于弯曲成形还是曲面翻边成形。
根据公式:所以,半壳的成形属于曲面翻边成形。
2.2 毛坯展开尺寸利用Dynaform软件中的BSE模块对半壳进行展料,并经过现场多次试验修正,半壳的最终展开毛坯如图2所示。
图1 半壳图2 半壳展开毛坯图2.3 模具设计模具结构图3所示。
模具设计要点:(1)为便于模具的安装及调整,模具采用导磨板(自润滑)结构的翻边成形模具。
(2)因模具成形部分镶块原材料状态为锻件毛坯,为减少锻件内部缺陷、且考虑模具制造成本、方便模具后期调整及更换,模具成形凸、凹模部分均采用拼接结构。
中重型车桥壳半壳热冲压工艺分析
中重型车桥壳半壳热冲压工艺分析徐成林;周艳梅;宋宝阳;刘世宝;王建生;陈玉茹【摘要】以桥壳半壳的制造过程为切入点,对各个环节出现的问题进行分析,在此基础上利用有限元分析方法对半壳的成形过程进行深入研究.半壳成形的不同时刻板料与模具的接触状态不同,板料B1、B2区变形为拉伸类翻边,C区变形为压缩类翻边,C区翻边滞后于B1、B2两区.半壳中间区域平面凹陷程度主要取决于热冲压工艺、模具结构及凸、凹模间隙.半壳热冲压成形设备压力较小时半壳与模具接触面积较小,容易造成尺寸一致性的波动.【期刊名称】《汽车工艺与材料》【年(卷),期】2014(000)012【总页数】4页(P21-23,28)【关键词】桥壳;热冲压;模具;分析【作者】徐成林;周艳梅;宋宝阳;刘世宝;王建生;陈玉茹【作者单位】中国第一汽车集团股份有限公司;中国第一汽车集团股份有限公司;中国第一汽车集团股份有限公司;中国第一汽车集团股份有限公司;中国第一汽车集团股份有限公司;长春汽车工业高等专科学校【正文语种】中文【中图分类】U463.218随着工艺技术的发展,桥壳成形工艺相继形成了内胀成形和内高压成形两种方案,但经火焰切割或机械加工再焊接成整壳的热冲压成形工艺方案仍然是桥壳主流生产工艺。
尽管桥壳半壳热冲压成形经历了几十年的发展,在尺寸一致性方面却仍然存在难以克服的问题,只能通过后序整形工序来解决。
针对这些问题从毛坯制备、毛坯加热、模具结构、模具冷却润滑、成形过程以及半壳成形后冷却等多个层面进行分析。
为提高半壳的尺寸一致性工作奠定基础。
桥壳半壳热冲压成型工艺为毛坯制备、毛坯加热、半壳热冲压、半壳冷却。
1.1 毛坯制备常用两种工艺方法为火焰切割、等离子切割。
目前火焰切割应用较多。
数控火焰切割精度±1 mm,但实际上经常超差,达到3~5 mm。
垂直度为0.025 t(t为板料厚度),针对16 mm厚板料,垂直度只有0.4 mm,但实际上已经达到0.9 mm左右。