一分钟入门 铸造桥壳与冲焊桥壳的区别
什么是汽车整体式桥壳,它有哪些种类?
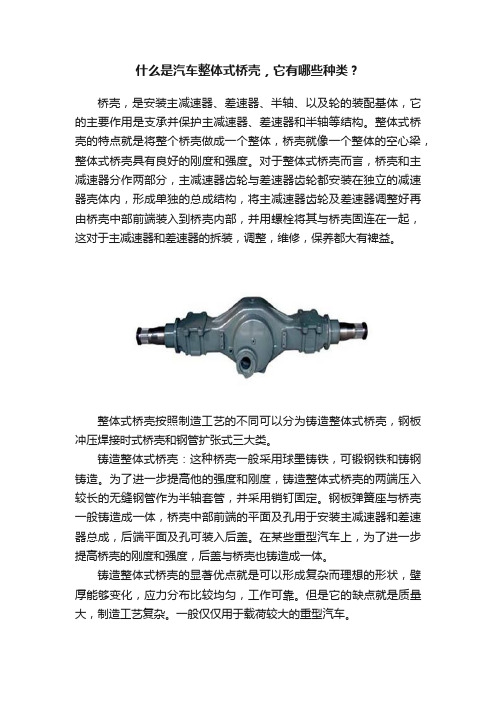
什么是汽车整体式桥壳,它有哪些种类?桥壳,是安装主减速器、差速器、半轴、以及轮的装配基体,它的主要作用是支承并保护主减速器、差速器和半轴等结构。
整体式桥壳的特点就是将整个桥壳做成一个整体,桥壳就像一个整体的空心梁,整体式桥壳具有良好的刚度和强度。
对于整体式桥壳而言,桥壳和主减速器分作两部分,主减速器齿轮与差速器齿轮都安装在独立的减速器壳体内,形成单独的总成结构,将主减速器齿轮及差速器调整好再由桥壳中部前端装入到桥壳内部,并用螺栓将其与桥壳固连在一起,这对于主减速器和差速器的拆装,调整,维修,保养都大有裨益。
整体式桥壳按照制造工艺的不同可以分为铸造整体式桥壳,钢板冲压焊接时式桥壳和钢管扩张式三大类。
铸造整体式桥壳:这种桥壳一般采用球墨铸铁,可锻钢铁和铸钢铸造。
为了进一步提高他的强度和刚度,铸造整体式桥壳的两端压入较长的无缝钢管作为半轴套管,并采用销钉固定。
钢板弹簧座与桥壳一般铸造成一体,桥壳中部前端的平面及孔用于安装主减速器和差速器总成,后端平面及孔可装入后盖。
在某些重型汽车上,为了进一步提高桥壳的刚度和强度,后盖与桥壳也铸造成一体。
铸造整体式桥壳的显著优点就是可以形成复杂而理想的形状,壁厚能够变化,应力分布比较均匀,工作可靠。
但是它的缺点就是质量大,制造工艺复杂。
一般仅仅用于载荷较大的重型汽车。
钢板冲压焊接整体式桥壳:这种桥壳主要是由上下对焊的一对桥壳主件,四块三角钢板,加强圈,两个半轴套管,一个后盖及两个钢板弹簧支座沿着他们之间的缝隙组焊而成。
这种桥壳制造工艺简单,材料利用率高,废品率低,强度刚度大,质量轻。
但是他有一个显著的缺点就是桥壳不能形成复杂而理想的断面。
壁厚不能调整,应力分布不均匀。
钢管扩张式整体式桥壳:这种桥壳由中碳无缝钢管或者是钢板卷焊钢管扩张成形制成。
材料利用率高,桥壳质量轻,刚度强度好,适用于轿车及轻型载货汽车。
中重型商用汽车桥壳发展现状及趋势

铸造崔晓鹏等:中重型商用汽车桥壳发展现状及趋势·539·铸铁,MAN重型汽车也放弃了锻钢桥壳,全部采用了球墨铸铁后桥壳。
由此可见,球墨铸铁后桥在重型商用车中占据不可替代的地位。
与冲焊桥壳相比,铸造桥壳材质的另一个优良性能是其优异的抗腐蚀性能,商用车长期在环境恶劣的条件下工作,桥壳处容易粘附土壤等物质,易产生腐蚀。
在青岛黄岛9-12个月周期的施工中,采用冲焊桥壳的国产斯太尔K29重型自卸车有8台后桥壳出现裂纹,而采用铸造桥壳的重型自卸车则没有出现问题。
分析表明是由于材料的耐蚀性能不足,在交变应力和土壤腐蚀的共同作用下产生了腐蚀疲劳破坏。
由于铸造桥壳的抗腐蚀性能优于16Mn,因此在同样的工作环境下没有出现问题[71。
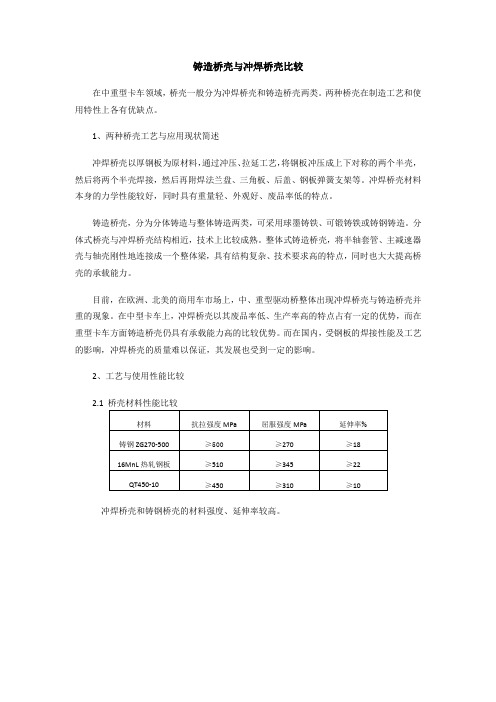
2.3冲压焊接桥壳与铸造桥壳的承载能力对比表2列出了常用桥壳材料的性能比较,可见16MnL热轧钢板在力学性能方面具有明显的优势。
需要注意的是国内重型车超载严重,原有冲焊桥壳不能适应国内的装载量和道路状况,需要增加钢板厚度。
由于冲焊桥壳钢板厚度的增加,焊缝处需铣坡口保证熔合深度,即便如此焊缝也不易完全焊透。
失效分析表明,大多数冲焊桥壳开裂,不是因为钢板本身强度不够,而是由于钢板焊缝质量难保证而致。
桥壳钢板焊缝处容易出现未焊透、咬边等缺陷,并导致应力集中而使强度下降,特别是在三角板、轴头和后盖焊缝区最容易开裂[81。
与冲焊桥壳相比,铸造桥壳的壁厚相对较厚,而且还可以根据实际情况进行壁厚的调整,所以在实际使用中铸造桥壳的承载能力更高一些,但自重也更重一些。
表2桥壳材料强度的比较Table2Thestrengthcomparisonofdifferentmaterialsforaxlehousing国外商用车采用冲焊桥壳可能更多是出于汽车减重、改善劳动条件和减少污染的考虑。
铸造桥壳的承载能力和抗腐蚀能力高于冲焊桥壳,市场上铸造桥壳的价格也低于冲焊桥壳,对车桥企业来讲,铸造桥壳的缺点主要是自重增加和废品率高。
汽车桥壳机加工工艺与设备分析
汽车桥壳机加工工艺与设备分析摘要:现在汽车业的发展对汽车桥壳机生产加工的要求越来越高。
汽车企业生产产品更新换代速度越来越快,车桥是汽车的重要构成部件,车桥的生产已经成为汽车生产中的核心技术。
本篇文章主要针对车桥这一主要构件,对桥壳的外形结构和特点进行简要阐述,对桥壳的加工工艺进行分类介绍,在桥壳的生产线设备等方面进行分析。
希望可以为以后的车桥发展提供经验。
关键词:汽车车桥;加工工艺;铸造;冲焊现在人们生活中对汽车的需求越来越高,汽车发展市场不断扩大。
汽车的发动机、车桥、车架等零件再有促进汽车行业发展中具有重要地位。
本文是对汽车桥壳机加工工艺及设备进行分析,研究对桥壳机加工能重点,对重点加工工艺进行分析。
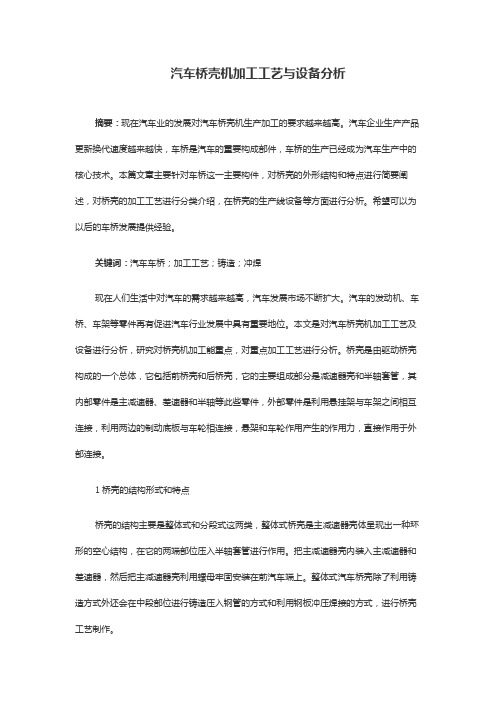
桥壳是由驱动桥壳构成的一个总体,它包括前桥壳和后桥壳,它的主要组成部分是减速器壳和半轴套管,其内部零件是主减速器、差速器和半轴等此些零件,外部零件是利用悬挂架与车架之间相互连接,利用两边的制动底板与车轮相连接,悬架和车轮作用产生的作用力,直接作用于外部连接。
1桥壳的结构形式和特点桥壳的结构主要是整体式和分段式这两类,整体式桥壳是主减速器壳体呈现出一种环形的空心结构,在它的两端部位压入半轴套管进行作用。
把主减速器壳内装入主减速器和差速器,然后把主减速器壳利用螺母牢固安装在前汽车端上。
整体式汽车桥壳除了利用铸造方式外还会在中段部位进行铸造压入钢管的方式和利用钢板冲压焊接的方式,进行桥壳工艺制作。
分段式的桥壳大多数为冲焊桥,分段式桥壳主要是分为两段,并且利用螺栓把它们连接在一起,形成整个分段式桥壳。
分段式桥壳主要构成零件部位是减速器壳、盖和两个半轴套管及凸缘盘等这几部分。
与整体式桥壳相比较分段式桥壳的长度减少很多,加工制作也比较简单。
分段式桥壳也有一些缺点,主要表现在分段后造成的刚性较差,如果主减速器出现问题,需要维修人员进行维修时,首先必须要提前打把整个驱动桥从汽车上拆卸下来,这个工作边很复杂增加了汽车修理工程的难度。
液压登车桥桥壳的种类及优缺点

液压登车桥桥壳的种类及优缺点
借助液压登车桥,叉车能直接驶入汽车集装箱内部进行批量装卸作业。
只需单人操作,不需要动力电源,即可实现货物的安全快速装卸,即可减轻劳动强度,又能成倍提高装卸作业效率,加快物料流通速度,获取更大经济效益。
广泛应用于码头、站台、仓库等地。
可根据用户的不同需要,在外形尺寸,承受载荷等方面作特殊设计。
登车桥安装在货台的侧面,与货台地面和侧面齐平。
登车桥的桥板可上、下倾斜,其外端可高出或低于货台平面,使之与车厢等高。
桥壳是液压登车桥主要部件,那么桥壳有哪几种呢?
1、冲焊桥壳冲焊桥壳工艺是经过气割下料后,中频加热冲压成型后两半对焊。
这是一种传统的桥壳加工形式,具有工艺简单、材料利用率高、质量小、韧性高、弹性好、成本低的优点。
但由于冲焊过程中,材料受热,使得材料分子结构发生了变化,失去了原有的状态致使强度降低。
同时,由于在焊接过程中,不可避免地出现焊接缺陷,而焊接缺陷是影响整体强度的主要原因之一。
2、铸造桥壳具有刚性好、强度高、塑性变形小、易铸成等强度梁等优点,但韧性及弹性没有冲焊桥壳好。
为了达到更大的承载能力,往往以加大截面、增加安装尺寸的方式进行局部加强,这就使得整体质量大、铸造质量不易保证、成本较高,不适合整车进行轻量化及降成本设计。
3、整体冷成型无焊缝桥壳:这是一种新型的桥壳成型方式,其特点是采用国际最先进的低合金无缝钢管整体冷成形,无纵向焊缝,消除了由于材料受热而使晶格发生变化后强度下降的影响。
在冷成形的过程中,反而使强度大幅度提高,据实验,冷成形桥壳的抗弯和疲劳强度比热成型两半壳焊接桥壳可提高近一倍。
铸造桥壳与冲焊桥壳比较
铸造桥壳与冲焊桥壳比较在中重型卡车领域,桥壳一般分为冲焊桥壳和铸造桥壳两类。
两种桥壳在制造工艺和使用特性上各有优缺点。
1、两种桥壳工艺与应用现状简述冲焊桥壳以厚钢板为原材料,通过冲压、拉延工艺,将钢板冲压成上下对称的两个半壳,然后将两个半壳焊接,然后再附焊法兰盘、三角板、后盖、钢板弹簧支架等。
冲焊桥壳材料本身的力学性能较好,同时具有重量轻、外观好、废品率低的特点。
铸造桥壳,分为分体铸造与整体铸造两类,可采用球墨铸铁、可锻铸铁或铸钢铸造。
分体式桥壳与冲焊桥壳结构相近,技术上比较成熟。
整体式铸造桥壳,将半轴套管、主减速器壳与轴壳刚性地连接成一个整体梁,具有结构复杂、技术要求高的特点,同时也大大提高桥壳的承载能力。
目前,在欧洲、北美的商用车市场上,中、重型驱动桥整体出现冲焊桥壳与铸造桥壳并重的现象。
在中型卡车上,冲焊桥壳以其废品率低、生产率高的特点占有一定的优势,而在重型卡车方面铸造桥壳仍具有承载能力高的比较优势。
而在国内,受钢板的焊接性能及工艺的影响,冲焊桥壳的质量难以保证,其发展也受到一定的影响。
2、工艺与使用性能比较2.1冲焊桥壳和铸钢桥壳的材料强度、延伸率较高。
2.3 使用情况比较随着冲焊桥技术引进,国内以东风和一汽为主也不断进行了冲焊桥壳的开发与应用。
冲焊桥虽然具有一定的优点,但是用户发现,冲焊桥壳并不能适应国内的装载量和道路状况,经常出现开焊开裂现象,现生产商纷纷将钢板厚度由14mm改为16mm,并且局部加强结构,造成冲焊桥壳自重也增加,甚至与同吨位的铸造桥壳自重相当。
因此,冲焊桥在国内的发展受到很大影响。
与冲焊桥壳相比,铸造桥壳的承载能力高,且其市场价格远低于冲焊桥壳。
而铸造桥壳的主要缺点为自重和废品率高。
3、总结冲焊桥壳与铸造桥壳各自具有性能及使用上的优缺点。
结合目前中国用户的使用现状,铸造桥壳更适合于中国的中重型载货汽车。
但是,需要引起重视的是,随着汽车轻量化的发展,及市场对装载车超载等情况限制,铸造桥壳必须不断提高市场竞争力,一方面,需要不断提高桥壳的力学性能和铸件质量标准;另一方面,需要不断优化结构设计,降低桥壳自重。
铸钢桥壳V法铸造的生产工艺方法

一、原材料方面:1、废钢:是关键,应该保证足够的厚度,不得有锈蚀;2、其他炉料要按要求控制;切记不要图省钱而使用不合格的炉料。
3、选择合适的面膜,对于桥壳,一般选0.1-0.15mm的EVA膜即可。
背膜可选择0.06-0.08的农用膜即可,不要太薄了。
4、造型用砂:一般选70/140的水洗石英砂,要求SiO2含量大于97%,灰份小于1.0%,水份小于1.0%。
5、制芯用砂:一般采用水玻璃砂或树脂砂制芯,可分别按要求制做即可。
6、涂料:确保符合铸钢钢水温度高的要求,达到防粘砂、封气的作用。
二、熔炼方面:1、关键是做好除气、除渣;2、控制好出炉炉温度;3、浇注包要烘干,不能有水份。
4、保证钢水量足够用,防止钢水不足出现浇不足的现象。
三、造型方面:1、模型准备:一定要选择有较强经验的,能够保证质量的模具制做厂加工模具,否则,问题会很多。
设备厂家、铸造厂家和模具厂家一定要做好技术方面沟通。
2、一般的模具厂不做抽气孔的钻孔,模型到厂后要按要求进行钻孔,确保孔径大小、距离合适,可选用手电钻配C02保护焊的焊丝(直径0.8∙1.0mm)即可。
每天生产前要及时检查,发现有不通的地方及时钻透。
3、模型放到负压箱时,要使定位孔销准确、间隙合适。
4、检查砂箱上下箱定位孔、销间隙是否合适,防止过大或过小的情况发生。
5、覆膜:要先将膜吸附到覆膜器上,烘烤一定的时间,视下垂高度合适达镜面状态时迅速下落覆膜,对于较深结构较复杂的地方要用手帮助覆盖。
对于有漏气之处要用胶带粘好。
6、对上箱有冒口、直浇口的要提前用薄膜包好,当模型覆好膜后将这些冒口、直浇口模型与模型粘贴好,不要有未粘严的现象。
7、涂料在使用前要提前混制均匀,浓度要按要求混制。
8、建议采用喷涂机进行喷涂(喷出的涂料均匀、省涂料、雾气少)有利于满足涂料层质量要求。
9、喷涂料时要按由上至下,由近至远,沿周进行喷涂的原则进行喷涂,保证一定的厚度,不要有遗漏之处。
10、涂料喷好后要进行烘干,时间大约2-3分钟,以表面发干即可。
铸造一体化桥壳的潮模砂工艺开发
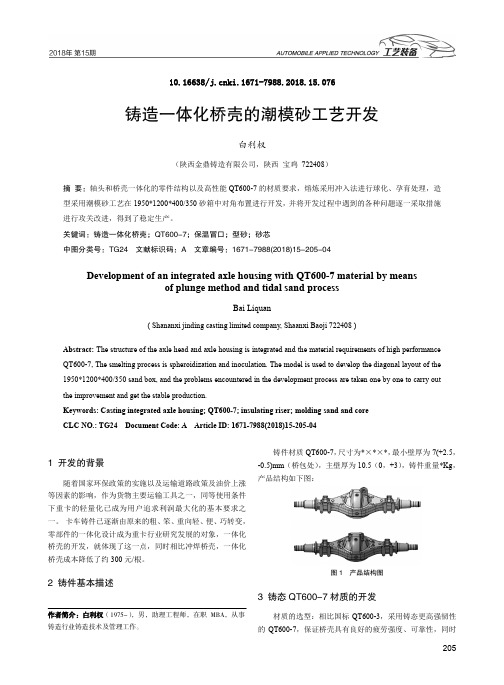
20510.16638/ki.1671-7988.2018.15.076铸造一体化桥壳的潮模砂工艺开发白利权(陕西金鼎铸造有限公司,陕西 宝鸡 722408)摘 要:轴头和桥壳一体化的零件结构以及高性能QT600-7的材质要求,熔炼采用冲入法进行球化、孕育处理,造型采用潮模砂工艺在1950*1200*400/350砂箱中对角布置进行开发,并将开发过程中遇到的各种问题逐一采取措施进行攻关改进,得到了稳定生产。
关键词:铸造一体化桥壳;QT600-7;保温冒口;型砂;砂芯中图分类号:TG24 文献标识码:A 文章编号:1671-7988(2018)15-205-04Development of an integrated axle housing with QT600-7 material by meansof plunge method and tidal sand processBai Liquan( Shananxi jinding casting limited company, Shaanxi Baoji 722408 )Abstract: The structure of the axle head and axle housing is integrated and the material requirements of high performance QT600-7, The smelting process is spheroidization and inoculation. The model is used to develop the diagonal layout of the 1950*1200*400/350 sand box, and the problems encountered in the development process are taken one by one to carry out the improvement and get the stable production.Keywords: Casting integrated axle housing; QT600-7; insulating riser; molding sand and core CLC NO.: TG24 Document Code: A Article ID: 1671-7988(2018)15-205-041 开发的背景随着国家环保政策的实施以及运输道路政策及油价上涨等因素的影响,作为货物主要运输工具之一,同等使用条件下重卡的轻量化已成为用户追求利润最大化的基本要求之一。
中国重汽豪瀚车桥介绍
Page 21
车桥产品介绍
中国重汽豪瀚商用车
Page 22
车桥产品介绍
中国重汽豪瀚商用车
额定载荷(Kg)
13000
自重(中/后)(Kg)
780
轮距(mm)
1804
板簧中心距(mm)
950
桥壳截面尺寸(mm) 135×150×14
从锥齿分度圆直径(mm) Φ469
转向系统: (1)主销内倾角7°,增强转向自动回正能力; (2)各转向传动零部件适应性改进,提升可靠性。
润滑系统: 主销体设计润滑油道,预防由于主销润滑不良产生磨损导致松旷,而产 生前轴摆振,提高转向稳定性。
Page 4
车桥产品介绍
中国重汽豪瀚商用车
153转向桥
153前轴的设计开发,严格按标准要求进行质量先期策划: (1)在标杆竞品的基础上,确定前轴关键截面尺寸,设计前轴草案,利用
2.在很多方面与485二代桥存在共性,除传动系统外,其余均与与 485二代桥相同;
3. 469单桥的轮毂、制动鼓、制动器、轮毂轴管、轮毂油封、油封 座圈等件与485二代桥完全互换,增强了零部件的通用性和可维修性。
Page 26
车桥产品介绍
薄壁小截面设计(宽×高×厚) :
(135×150×14),有效降重
中国重汽豪瀚商用车豪瀚车桥产品介绍page?12014年1月8日中国重汽豪瀚商用车豪瀚车桥转向桥系列单级驱动桥双级减速桥驱动桥系列车桥产品介绍a5s转向桥hf7转向桥向桥hf9转向桥457桥469桥485桥st16桥hc16桥435桥153转st13桥ac16桥485桥mcy桥hw桥中国重汽豪瀚商用车额定载荷kg5500自重kg392轮距mm2020板簧中心距mm850制动器规格mm400x130153转向桥车桥产品介绍page?3制动力矩nm10064主销中心距mm18533前桥落差mm923内倾角7外倾角1车轮螺栓分布圆直径mm335可选装结构abs自调臂转向右置式匹配轮胎1100201100r20中国重汽豪瀚商用车产品简介
重卡车桥分类及特点
.重卡车桥作为重卡 4 大总成 (驾驶室、发动机、变速器、车桥 )之一,其行业和技术开展水平在一定程度上关乎着重卡行业的开展。
重卡车桥行业的开展目前国内重卡车桥生产企业主要有中国重汽桥箱厂、汉德车桥公司、一汽车桥公司、东风德纳车桥公司、北方奔驰车桥厂、重庆红岩车桥厂。
根据桥的结构形式,可以分为整体式和断开式两种整体式桥壳因强度和刚度性能好,便于主减速器的安装、调整和维修,而得到广泛应用。
整体式桥壳因制造方法不同,可分为整体铸造式、中段铸造压入钢管式和钢板冲压焊接式等。
后驱车型一般有单轮驱动和双轮驱动两种形式。
要是增大后桥速比,单级主减速桥就需要更大的盆齿,卡车的离地间隙变小,通过性较差。
而轮边减速器那么很好的解决了这对矛盾,在车轮半轴轴头和车轮之间再加装一个减速齿轮,主减速器盆齿直径减小,车桥升高了,通过性提高,能适应各种复杂路况。
但是,轮减桥因为结构更复杂,导致其自重大,机械效率低,能量损耗大,较费油,同时发热量大使轮端温度高,容易发生爆胎。
选择后桥应根据具体的运输需要:单减桥适合公路运输,传动效率高,并能减少油耗。
而轮减桥适合路况不好的车辆选用,轮减桥可以提高通过性,并输出较大的扭矩。
单级主减速器由一对减速齿轮实现减速的装置,称为单级减速器。
其结构简单,重量轻。
2〕双级主减速器对一些载重较大的载重汽车,要求较大的减速比,用单级主减速器传动,那么从动齿轮的直径就必须增大,会影响驱动桥的离地间隙,所以采用两次减速,通常称为双级减速器。
双级减速器有两组减速齿轮,实现两次减速增扭。
轮边减速器一般来说,采用轮边减速器是为了提高汽车的驱动力,以满足或修正整个传动系统驱动力的匹配。
目前采用的轮边减速器,就是为满足整个传动系统匹配的需要,而增加的一套降速增扭的齿轮传动装置。
驱动桥桥壳按照制造工艺分为冲焊桥壳、铸造〔铸铁、铸钢〕桥壳。
铸造桥壳具有刚度大,变形小,本钱低等优点,但是制造周期长、工艺复杂,效率较低。
壳体加工工艺解析
壳体类零件柔性加工线内容来源网络,由“深圳机械展(11万㎡,1100多家展商,超10万观众)”收集整理!更多cnc加工中心、车铣磨钻床、线切割、数控刀具工具、工业机器人、非标自动化、数字化无人工厂、精密测量、3D打印、激光切割、钣金冲压折弯、精密零件加工等展示,就在深圳机械展.壳体类零件机械加工传统上采用组合机床或专用机床,20世纪后期以来,多用柔性加工中心,即:固定好加工定位基准后,在一台机床上,通过变换使用不同的数十把刀具对零件的面、孔等进行加工,并且完成粗精加工的所有工序。
加工精度由工装、刀具及机床主轴精度共同保证。
减速器壳体与变速箱壳体的加工减速器与变速箱壳体为典型的箱体类零件,主要加工平面和孔系,在加工过程中要保证孔的尺寸精度和位置精度,处理好孔和平面之间的相互关系。
应遵循先面后孔的原则,即先加工箱体上的基准平面,再以基准平面定位加工其他平面,然后再加工孔系。
因为平面的面积大,用其定位可确保定位可靠,夹紧牢固,因而容易保证孔的加工精度。
其次,切去铸件表面的凸凹不平,为提高孔的加工精度创造条件,便于对刀和调整,有利于保护刀具。
加工工艺还应遵循粗精加工分开的原则。
驱动桥桥壳的加工驱动桥桥壳起着支承汽车荷重的作用,并将载荷传给车轮。
桥壳的结构形式大致可分为三种:可分式、整体式、组合式。
可分式现在很少用,整体式桥壳的特点是将整个桥壳作成一个整体,强度及刚度都比较大。
桥壳与主减速器壳分作两体。
整体式桥壳按其制造工艺的不同,又可分为铸造整体式、钢板焊接冲压式和钢管扩张成形式三种。
铸造整体式桥壳通常采用球墨铸铁、可锻铸铁或铸钢来铸造。
钢板冲压、焊接整体式桥壳,是由上下对焊的一对半壳(冲压件)、两块三角镶块(可不用,但下料和冲压时复杂)、加强圈、半轴套管、凸缘、油封座径圈、钢板弹簧座及后盖,沿它们之间的接缝组焊而成。
组合式桥壳又称为支架式桥壳,它是将主减速器壳与部分桥壳铸成一体,而在其左右两端压入无缝钢管,再用销钉或塞焊予以固定而成。
桥壳
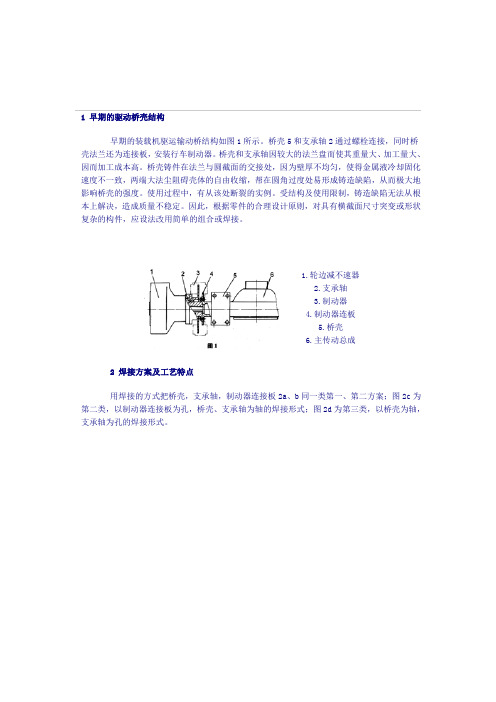
1 早期的驱动桥壳结构早期的装载机驱运输动桥结构如图1所示。
桥壳5和支承轴2通过螺栓连接,同时桥壳法兰还为连接板,安装行车制动器。
桥壳和支承轴因较大的法兰盘而使其重量大、加工量大、因而加工成本高。
桥壳铸件在法兰与圆截面的交接处,因为壁厚不均匀,使得金属液冷却固化速度不一致,两端大法尘阻碍壳体的自由收缩,帮在圆角过度处易形成铸造缺陷,从而极大地影响桥壳的强度。
使用过程中,有从该处断裂的实例。
受结构及使用限制,铸造缺陷无法从根本上解决,造成质量不稳定。
因此,根据零件的合理设计原则,对具有横截面尺寸突变或形状复杂的构件,应设法改用简单的组合或焊接。
1.轮边减不速器2.支承轴3.制动器4.制动器连板5.桥壳6.主传动总成2 焊接方案及工艺特点用焊接的方式把桥壳,支承轴,制动器连接板2a、b同一类第一、第二方案;图2c为第二类,以制动器连接板为孔,桥壳、支承轴为轴的焊接形式;图2d为第三类,以桥壳为轴,支承轴为孔的焊接形式。
1.桥壳2.支承轴3.制动器连接板(a) 第一方案(b)第二方案 ?第三方案(d)第四方案第一方案、第二方案均以桥壳为孔,支承轴为轴,配合定位后用角焊缝或U形焊缝焊接,制动器连接板以角焊缝焊于桥壳上。
该方案简化了我厂早期驱动桥壳复杂笨重的结构,使铸锻件结构简单,易浇铸,易加工,成本低。
轴、孔之间用紧配合定位,改善了单纯由焊缝承受力矩的受力状况。
这两种方案的区别在于轴,孔之间焊缝的焊接形成。
前者为角焊缝焊接形式,加工工艺简单;后者为U形坡口焊缝形式,其坡口焊接有足够的叠合面,焊接牢固,且熔深大,熔敷效率高。
焊接处面积较小,可避免热量过多流失,保证焊接质量。
其焊缝的承载能力较角焊缝增大冼多。
从焊接工艺分析,第一方案较第二方案更合理。
故其余方案中轴、孔之间焊接均采用U形坡口。
第三方案(图2c)是桥壳、支承轴均为轴,分别与制动器连接板用U形坡口。
轴、孔之间用紧配合。
该方案轴、孔之间紧配合。
用热装配的方法装配时,制动器连接板的体积小,易加热,便于装配。
2QT550-10小速比桥壳的研发与开发
17
但这种材质虽然硬度到200左右,但在解剖过程中,工人感觉十 分轻松(比常规的QT420还好加工),同时没有条件做低温脆性实 验,考虑到长桥所受的冲击,为了确保成功,这种方案没有敢做台 架实验,但在低Mn高Si的条件下获得的这种材质(特别是极高的屈 服强度)的使用条件是下一步需要研究的。 在化学成分的选定过程中,为了确保基体组织的稳定性,我们采 用的是多元素合金化,在实验中我们观察到,虽然球化一样,基体 组织一样,石墨大小,晶粒大小基本一致,但综合机械性能相差较 大,我们通过多轮摸索,最终确定了铁水的化学成分。
9Байду номын сангаас
3.2晶粒细化方案的选择: 晶粒细化的关键是选择合适的孕育剂及孕育方法。合适的 孕育剂及孕育方法,可增加共晶团数量,细化基体组织, 同时也可细化石墨球,改善石墨形态和分布状况,减少白 口倾向,从而提高球铁的综合性能指标。根据经验,多重 孕育好于单一孕育,越接近于铁水凝固前的孕育效果越好。 为保证QT550-10小速比桥壳有好的孕育效果,生产中我 们采用了随流加型内孕育的方法。在孕育剂的选择上我们 试用了市面上常见的硅钡、硅缌、SPI、SRCB、含Bi等 多种孕育剂,最终选择了一种长效的孕育剂。由于长桥的 壁厚在12~16之间,所以孕育剂的粒度也是需要考虑的地 方。
12
4、实验结果
4.1机械性能结果:
表7 随箱试块、单铸试块及本体机械性能、金相组织的对比
从表7可以看出,单铸试块的各项性能数据都与本体较接近,但抗拉 强度、延伸率等稍好于本体,基本可以代表本体。随箱试块比本体 抗拉强度、屈服强度高100MPa左右,延伸率低1-2%。硬度变化范 围很小,有利于机加工性能稳定。同时也验证该工艺条件下,小速 比桥壳可以达到性能要求。
冲压桥壳工艺流程
冲压桥壳工艺流程一、冲压桥壳是啥。
冲压桥壳啊,就像是汽车的小脚丫的重要部分呢。
它在汽车的底盘那里,起到支撑呀、传递力量这些超级重要的作用。
如果把汽车比作一个人,那冲压桥壳就像是人的腿骨一样,没有它,汽车就没法稳稳地跑起来啦。
二、原材料的准备。
这冲压桥壳的原材料可得好好选。
一般呢,会用一些强度比较高的钢材。
这些钢材就像一个个等待被雕琢的小宝贝。
在准备原材料的时候呀,得检查钢材的质量,看看有没有小裂缝啊,有没有杂质什么的。
要是钢材质量不好,那后面做出来的冲压桥壳肯定也是个小弱鸡,没法承担汽车的重量和各种折腾。
就好比你要做一个超级坚固的城堡,那砖头要是松松垮垮的,城堡肯定立不住呀。
三、冲压工序。
1. 落料。
这是冲压的第一步哦。
就像是给钢材来个大变身的前奏。
把一大块钢材按照预先设计好的尺寸和形状,用特殊的设备把它切割下来一部分。
这个过程就像从一大块面包上切下一片来,不过这个可需要超级精准的切割,不然尺寸不对,后面的工序就全乱套啦。
2. 拉伸。
拉伸这个工序可神奇啦。
把切下来的钢材放到模具里,然后通过压力机给它施加压力,让钢材像变魔术一样,从平平的一块变成有一定形状的桥壳雏形。
这个过程就像是把一块橡皮泥捏成你想要的形状,不过钢材可不像橡皮泥那么听话,得小心翼翼地控制压力和模具的形状呢。
要是压力太大,钢材可能就会被拉破啦,那就前功尽弃了。
3. 冲孔。
冲孔就像是给桥壳雏形开小窗户一样。
在桥壳上按照设计的位置,打出一些孔来。
这些孔可不是乱打的哦,有的是为了安装其他部件,有的是为了减轻桥壳的重量。
就像我们的衣服上有纽扣孔一样,每个孔都有它的用处呢。
四、后续处理。
1. 焊接。
冲压出来的桥壳可能是由好几个部分组成的,这时候就需要焊接啦。
把各个部分牢固地焊接在一起,就像把几块乐高积木粘成一个大的积木作品一样。
焊接的质量也很重要哦,如果焊接不牢固,在汽车行驶的时候,桥壳可能就会散架,那可就危险大了。
2. 表面处理。
表面处理就像是给冲压桥壳穿上漂亮的衣服。
22.高强度铸态球墨铸铁整体桥壳材质
第十二届全国铸造年会暨2011中国铸造活动周论文集高强度铸态球墨铸铁整体桥壳材质及工艺的研究开发高广阔,石力军,常世俭,董成玉(一汽铸造有限公司特种铸造厂,吉林长春130011)摘要:针对树脂砂铸造工艺生产的QT600-5整体铸造桥壳的材质及工艺进行研究攻关,通过改进、优化其化学成分、合金含量、球化处理及孕育处理工艺等,解决了球铁桥壳强度和伸长率低以及碎块状石墨的质量问题;通过工艺优化,解决了桥壳的缩松问题,桥壳台架疲劳强度试验由40万次断裂,提高到150万次不断裂。
关键词:树脂砂工艺;整体球铁桥壳;材质工艺;研究开发在重型卡车领域,桥壳一般分为冲焊桥壳和铸造桥壳两类。
冲焊桥壳应用较早,材料本身具有较高的力学性能,但由于采用焊接工艺,在焊接处存在较大的影响区,尤其在焊接质量也难于保证,市场上出现大量的开焊、漏油废品,造成巨大的索赔额,因此,冲焊桥的发展,尤其在国内的发展受到了很大影响。
铸造桥桥壳分为分体铸造和整体铸造两类,分体式与冲焊桥壳结构相近,技术上已经比较成熟。
整体铸造桥壳具有结构复杂,技术要求高的特点。
由于桥壳的整体化设计,大大提高承载能力,该项技术越来越受到汽车厂商的重视,具有广泛的发展前景。
国外发达国家在大型整体桥壳生产方面已经有几十年历史,积累了丰富的经验。
国内汽车整体铸造桥壳还处于起步阶段。
一体化高强度球墨铸铁桥壳由于具有优于焊接桥的承载能力,不仅能够大大提高产品的使用寿命,而且还大幅降低了制造成本,在国内具有较大的发展空间。
1整体铸造桥壳的材质要求材质要求为QT600-5,要求有较高的抗拉强度及伸长率,金相组织及力学性能符合表1要求。
2原生产工艺及长桥质量原生产桥壳化学成分,见表2。
合金化处理主要选择Cu、Mn、Sn三种元素,考虑生产成本的影响,Cu含量比较低。
2010年,我厂生产的整体铸造桥壳本体抗拉强度基本在600MPa 左右,有时本体抗拉强度达到500MPa ,伸长率在3%~4%。
桥壳的分类
桥壳的分类引言桥壳是桥梁的关键部分,它承受着桥梁的自重和交通载荷。
根据不同的构造形式和材料,桥壳可以被分为多个分类。
本文将会对几种常见的桥壳分类进行详细的探讨。
按构造形式分类1. 刚构桥壳刚构桥壳是指由刚性材料组成的桥壳结构。
刚构桥壳的特点是刚度大、刚性好,能够有效地承受桥梁的载荷。
常见的刚构桥壳有T型、箱型和连续梁桥。
这些桥壳具有较高的刚度和稳定性,适用于大跨度桥梁的建设。
2. 柔构桥壳柔构桥壳是指由柔性材料组成的桥壳结构。
柔构桥壳的特点是柔性好、变形能力大,能够适应桥梁在使用过程中的变形和变形。
常见的柔构桥壳有悬索桥和斜拉桥。
这些桥壳具有较好的柔性和适应性,适用于跨越河流和峡谷等地形复杂的区域。
3. 半刚构桥壳半刚构桥壳是指由刚性材料和柔性材料组合而成的桥壳结构。
半刚构桥壳的特点是刚度和柔度的综合应用,能够同时满足刚度要求和变形要求。
常见的半刚构桥壳有斜拉桥和拱桥。
这些桥壳能够较好地平衡刚性和柔性的要求,适用于多种桥梁形式。
按材料分类1. 钢桥壳钢桥壳是指由钢材料制成的桥壳结构。
钢桥壳的特点是强度高、刚度好、重量轻,能够提供较大的载荷承受能力。
钢桥壳主要用于大跨度桥梁和特殊环境中,如高速公路、铁路和山区等。
2. 混凝土桥壳混凝土桥壳是指由混凝土材料制成的桥壳结构。
混凝土桥壳的特点是强度高、耐久性好,能够适应多种环境要求。
混凝土桥壳广泛应用于各个领域,如城市道路、农村道路和市政工程等。
3. 木质桥壳木质桥壳是指由木材制成的桥壳结构。
木质桥壳的特点是质轻、易加工、造价低,能够适用于临时或小型桥梁。
木质桥壳常见于农村地区和乡村旅游地等。
按跨度分类1. 小跨度桥壳小跨度桥壳是指跨度在20米以内的桥壳结构。
小跨度桥壳的特点是结构简单、施工方便,适用于小型公路和乡村道路等场所。
2. 中跨度桥壳中跨度桥壳是指跨度在20-100米之间的桥壳结构。
中跨度桥壳的特点是结构复杂、施工难度适中,适用于城市道路和铁路等项目。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
一分钟入门铸造桥壳与冲焊桥壳的区别
类型:原创来源:卡车之家作者:陈宏伟责任编辑:陈宏伟发布时间:2013年03
月13日
【卡车之家原创】后桥在卡车行业的重要程度,相信除了发动机之外就是它了。
而后桥壳既是承重零件,也是传力部件,同时又是主减速器、差速器及半轴的外壳,目前国内的重卡后桥壳主要分为两种铸造桥壳以及冲焊桥壳,这两种桥壳不论制造工艺以及使用特性都存在差异,所以今天小编就向大家简单介绍一下这两种桥的区别。
●制造工艺前者铸造后者焊接
铸造整体式桥壳可采用球墨铸铁、可锻铸铁或铸钢铸造,在铸造整体式桥壳的两端压入较长的无缝钢管作为半轴套管,并用销钉固定,而在重型卡车上,为了进一步提高桥壳的强度和刚度,则将后盖与桥壳铸成一体。
冲压焊接式桥壳是由上、下对焊的一对桥壳主件、三角钢板、加强圈、半轴套管、后盖以及钢板弹簧座等沿它们之间的接缝组焊而成。
上、下桥壳主件两侧的半圆形端部紧靠在半轴套管内端的外圆上,除了需沿接缝焊一圈外,还需塞焊工艺。
●特性区别冲焊桥壳工艺性更高
两款桥壳的使用效果都不相同,就铸造桥壳来说其使用特点简要来说可分为4点:
1.铸造桥壳的承载能力高于冲焊桥壳。
2.市场上铸造桥壳的价格低于冲焊桥壳。
3.单位重量大,不适用于轻量化运输。
4.目前国内仍是主流桥壳,零件维护方便。
冲焊式桥壳的特点更加鲜明:
1.重型车上冲焊桥壳采用厚的是钢板,但是冲焊桥壳比较轻。
2.钢板焊缝的工艺要求高与成本比铸造桥壳高。
3.国内车桥需在重点受力部位进行加强处理,确保故障率低。
●国内桥壳的发展未来属于冲焊桥壳
重汽的MCY13冲焊桥在受力部位还加入了加强筋
用中国齿轮专业协会名誉会长王声堂说,“国内最早的重型冲焊车桥技术是从日产柴引进的,日产柴公司把车桥技术先后卖给了东风和一汽。
随后,国内其他厂家纷纷仿制,这是国内车桥行业同质化竞争的一个缩影”。
从厂家的角度来说,铸造桥壳的缺点主要是自重增加和废品率高,自重增加意味着减少了装载量,废品多意味着加工产能的浪费。
而冲焊桥壳具有材料利用率高、废品率低、生产率高的特点,这正式未来车辆生产与发展的需求。
●编后语
毋庸置疑,冲焊桥已经对铸造桥壳形成了挑战,冲焊桥在中型商用车方面占有明显的优势,而在重型车方面铸造桥壳还具备一定的优势。
只不过国内运输行业的超载的现象让铸造桥壳仍然有市场,但相信随着货运市场的合理化,以及轻量化运输的普及,冲焊桥壳大有替代铸造桥壳之势。
(文/图陈宏伟)。