单面焊双面成型技术在海洋平台小直径撑管焊接中的应用
二氧化碳气体保护焊双面成型焊接新工艺应用研究
二氧化碳气体保护焊双面成型焊接新工艺应用研究摘要:本文介绍了海洋平台小直径撑管二氧化碳气体保护焊药芯焊丝加陶瓷衬垫单面焊双面成型的焊接工艺、焊接规范、施焊要点以及必要的试验数据等,工艺切实可行,且经济可靠,为海洋平台小直径撑管焊接提供了工艺依据。
关键词:二氧化碳气体保护焊药芯焊丝陶瓷衬垫单面焊双面成型焊接工艺0 引言胜利油建工程有限公司管道容器厂施工的海洋平台如CB22F采修一体化平台和CB1FC平台等均有直径小于700mm的撑管,这类撑管由于直径小、长度大,若采用传统的双面焊,焊工的施工条件受到约束,劳动强度大,且效率低下。
胜利油建工程有限公司管道容器厂选用100%CO2或80%Ar+20% CO2气体保护焊药芯焊丝加陶瓷衬垫单面焊双面成型的焊接新工艺,熔深好,焊缝成型美观,便于单面焊双面成型。
撑管的单面焊双面成型焊接工艺焊缝外观质量好、焊接速度快、节省了焊接材料、焊接缺陷少、力学性能满足相关标准的要求。
1 二氧化碳气体保护焊工艺特点影响单面焊双面成型的主要因素是被焊金属的热物理性能、坡口角度、尺寸、焊接方法以及焊接规范等。
综合考虑以上因素,气体保护焊具有单面焊双面成型的有利条件,这是因为:(1)气体保护焊的电弧热量集中,加热面积小,液体熔池小,熔池几何形状比手工电弧焊、埋弧焊较小,有利于熔池的控制。
(2)气体保护焊电流密度较大,可以达到足够的熔深,由于熔池体积较小,焊接速度快,在气流的冷却作用下,熔池停留的时间短,因此既有利于控制熔池不下坠,又可以焊透。
(3)气体保护焊熔渣较少,熔池的可见度较好,便于直接观察熔池的形状,焊工可以依据熔孔的大小来控制焊接速度和摆动以保证焊缝成型,易操作且效率高。
2 二氧化碳气体保护焊焊接参数2.1 坡口形式及组装。
气体保护焊对坡口形式和组装的要求较为严格。
对接焊缝的坡口形式以及尺寸包括角度、钝边和装配间隙。
坡口角度主要影响电弧是否能深入到焊缝的根部,使根部焊透,进而获得较好的焊缝成型和焊接质量。
海洋石油平台钢结构焊接的质量管控
海洋石油平台钢结构焊接的质量管控摘要:由于陆地上的资源有限且开发过度,海洋资源类型众多且规模巨大,因此海洋资源开发就成为了我国的重要发展战略之一。
其中,以中海油主导的海洋石油开采已经取得了一定的成效。
然而在进行海洋石油开发,就需要建立海洋石油开采平台作为人员与设备在海洋石油开采作业的基础,故而进行海洋石油平台的钢结构质量控制是一项重要工作。
只有实施科学全面的海上平台钢结构焊接质量控制,才能保证海洋石油开采工作安全高效运行,推动我国的海洋资源开发持续发展。
关键词:海洋石油平台;钢结构;焊接引言:海洋平台为在海上进行钻井、采油、集运、观测、导航、施工等活动提供生产和生活设施的构筑物。
按其结构特性和工作状态可分为固定式、活动式和半固定式三大类。
固定式平台的下部由桩、扩大基脚或其他构造直接支承并固着于海底,按支承情况分为桩基式和重力式两种。
活动式平台浮于水中或支承于海底,能从一井位移至另一井位,按支承情况可分为着底式和浮动式两类。
近年来正在研究新颖的半固定式海洋平台,它既能固定在深水中,又具有可移性,张力腿式平台即属此类。
活动式平台,由于机动性能好,故一般均用于钻井。
坐底式平台特别适合于浅海(10米左右及岸边的潮间区)油田的钻井和采油工作。
自升式平台和半潜式平台主要是供钻井之用,当油田的规模很小而又不宜设置固定式平台时,也可做采油用。
活动式平台整体稳定性较差,对地基及环境条件有一定的要求。
固定式平台整体稳定性好,刚度较大,受季节和气候的影响较小,抗风暴的能力强。
缺点是机动性能差,一经下沉定位固定,则较难移位重复使用。
桩基平台属钻井、采油平台,工作水深一般在十余米到200米的范围内(个别平台超过300米),是世界上使用最多的一种平台。
从设计理论和建造技术来衡量,它都是一种最成熟和最通用的平台型式。
钢筋混凝土重力式平台是70年代初开始发展起来的一种新型平台结构,主要用于欧洲的北海油田。
这种平台具有钻井、采油、储油等多种功能,水深在200米以内均可采用,最佳水深为100~150米。
手工TIG焊单面焊双面成形技术在管道对接焊接中的应用

手工TIG焊单面焊双面成形技术在管道对接焊接中的应用摘要:在超高温环境下,将两个或者多个以上的材料连接成一个整体,此种操作技术则是焊接技术,尤其管道在焊接过程中,由于管道内部直径、管道结构以及管道形态等方面的影响,使用传统焊接技术会导致管道之间的连接质量降低,管道缝隙的整齐性不高,针对此种现状,我国积极引进手工TIG焊单面焊双面成形技术,利用该技术所具有的优势和特点,从根本上解决以上问题。
关键词:手工TIG焊单面焊双面成形技术;技术优势;不锈钢;压力容器手工TIG焊单面焊双面成形技术在实际操作过程中,普遍具有操作灵活、焊接穿透性高、以及焊接烟尘小等优势,并且该技术实际操作过程中对于设备的要求较低,所以被广泛的应用在各个领域中。
一、手工TIG焊技术优势手工TIG焊技术,又被称为费熔化惰性气体保护焊技术,该技术通常应用在厚度为0.5~4.0mm不锈钢材料的连接方面。
手工TIG焊技术在实际操作时,常用于对压力容器的底部焊接,其主要原因则是由于该技术的气密性较好,能够有效减少压力容器在缝隙焊接时所产生的气孔。
手工TIG焊技术所使用的惰性气体通常为氩气,由于该气体自身所具有的特点,将其应用在手工TIG焊技术中,能够确保焊接的基础安全性,同时两者相互结合,其操作十分便利,焊接时不会出现熔渣物质,或者所出现的熔渣较小,因此使用该技术以及惰性气体进行焊接后,无需单独清理表面,但是由于手工TIG焊技术所产生的气体强度较低,因此将其应用于室外进行作业时需要搭配专业的防风设备以及安全措施。
二、手工TIG焊难点(一)材料选择由于管道进行对接焊接时,对于管道的焊接要求水平较高,所以现阶段我国所生产的TIG焊接材料无法满足管道焊接金属需求,因此想要保证焊接效果,在材料的选择上通常依靠进口,但是此种材料引进形式需要一定时间和周期,此种现状导致手工TIG焊技术时,要求尽可能减少对材料的浪费,否则在材料对接焊接环节中会影响后续施工时间[1]。
单面焊双面成形技术应用在压力管道焊接上

定 的压 力 ,用于输 送气 体或 者液体 的管状 设 备 ,其范 围规 定为 最高 工作压 力大 于或 者等
于 01 a 表 压 ) 气体 、 化气 体 、 汽 介 . MP ( 的 液 蒸
3 定 位 焊 、
单 面 焊 双 面 成 形 在 定 位 焊 缝 上 引燃 电 弧 ,再将 电弧 移到 定位 焊缝与 坡 口根部相 接 处, 以较 长 的 电弧 ( 长 约 35 弧 . mm) 该 处 摆 在 动 2 3个来 回进 行预 热 ,当看到 定位 焊缝 与  ̄ 坡 口根部 金属 出现熔 化现 象时 ,预热温 度 已
燃、 灭时 间的长 短来 控制熔 池 的温度 , 因为工 过 检验方 可使用 , 因此被 称为特种 设备 。 种 特 设 备作 为 国民 经 济基 础的 重 要组 成 部分 , 在
各 行各业 都得 到 了广泛 的应用 。 照 20 年 按 09 1 2 月 4日修 订的 《 种设备 安全 监 察条 例 》 特
管道 的直 径都小 于 50 0 毫米 ,在 对接 焊时 无 法用手 工弧 焊把管 道里 面的坡 口根 部全 部焊
透 。这 就使 液体流 过没 有焊 透和质 量不好 的 部位时 , 产生很大 的阻 力 , 而导致 压 力减小 或 图 1 熔池 座位置及 焊条 角度
损 失 , 陷处容 易产 生旋涡 , 在缺 焊缝很 快被 磨
质或 者可燃 、 易爆 、 有毒 、 蚀性 、 高 工作 有腐 最 温 度高 于 或者 等于标 准 沸 点 的液 体介 质 , 且
公 称 直 径 大 于 2 m 的 管 道 0 压 力管 道 在 5m
20 年 全 国 已办 理 使用 登记 的数 量 为 6. 08 3 3
万公 里。近 几年来 我 国 G DP呈高速 增长 , 中 小型企 业 、 民营 企业发展 迅速 , 种设 备 的广 特 泛使用既 为经 济发展 做 出了贡 献 ,同时在 安 全 管理 等诸 多方面 也出现 了不少 问题 ,由于 其安 全运 行事 关 人民 群众 生 命财 产 安全 , 以
211104811_海洋钢结构单面焊双面成型焊接工艺探讨

第36卷第2期经验集锦海洋钢结构单面焊双面成型焊接工艺探讨中图分类号:U672文献标志码:Adoi :10.13352/j.issn.1001-8328.2023.02.018海洋钢结构中存在着大量的焊接工作。
根据焊接形式的不同,可以分为填角焊和坡口焊。
其中,坡口焊的坡口形式又可以分为V 型坡口、K 型坡口和X 型坡口等。
对于坡口焊,在坡口正面焊接完成后,往往需要在坡口背部进行碳刨处理后再次施焊以保证焊接质量。
为了提高焊接效率,可以采用焊缝背部增加焊接衬垫的办法。
使用衬垫的目的是使第一层焊缝金属熔敷在衬垫上,避免第一层熔化金属漏穿,从而保证焊接质量、提高焊接效率。
衬垫的材质可以采用金属、焊剂、纤维、陶瓷等。
接下来对陶瓷衬垫CO 2单面焊双面成型焊接工艺进行介绍。
1焊前准备在使用陶瓷衬垫CO 2单面焊双面成型焊接工艺进行焊接时,要选用产品技术性能、质量符合规范和行业标准认证的陶瓷衬垫。
把衬垫放在零件所规定的形状和尺寸的坡口的背面,从正面进行焊接,既能双面一次成型,又能保证背面焊缝成型饱满、美观,焊迹整齐,无气孔等焊接缺陷。
1)坡口加工。
坡口开设可以采用等离子数控切割、火焰切割等方法。
在进行坡口加工时,要尽量保证加工后的坡口表面均匀,符合坡口开设的技术要求。
如果在切割过程中产生严重的切割波纹,应采用打磨等方法将波纹消除掉,保证坡口质量达到要求,从而提高零件的焊接质量。
具体坡口形式见图1。
(a )平、立焊位(b )横焊位(c )单面全焊透角焊缝40°+5°040°+5°40°+5°6+10-26+10-26+10-20+200+200+20图1具体坡口形式2)焊前清理。
对于影响焊接质量的表面污物、油漆、油污、氧化皮、铁锈及其它焊接残留等,在焊接前应进行清理,清理范围一般为坡口和坡口两侧各20mm 左右。
另外,陶瓷衬垫粘贴处也要注意进行清理、清洁,擦除粘贴处表面的灰尘,去除挂渣、马脚等防碍粘贴之物,增加衬垫与零件之间的粘贴结合力,提高施工质量和效率。
手工焊水平固定管单面焊双面成型操作技术
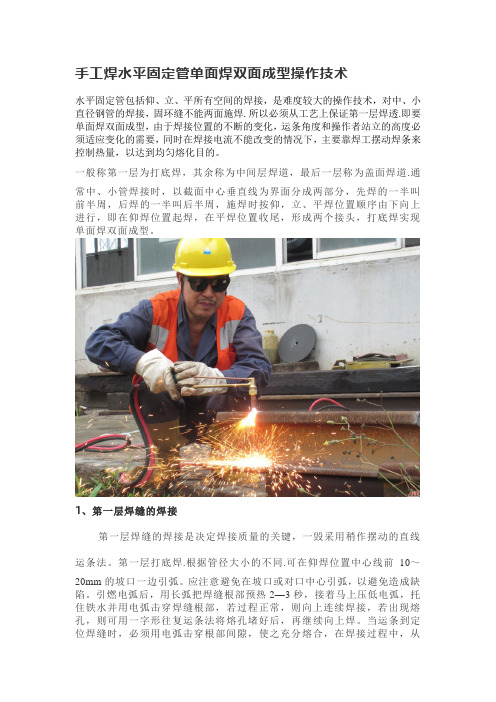
手工焊水平固定管单面焊双面成型操作技术水平固定管包括仰、立、平所有空间的焊接,是难度较大的操作技术,对中、小直径钢管的焊接,固环缝不能两面施焊.所以必须从工艺上保证第一层焊透.即要单面焊双面成型,由于焊接位置的不断的变化,运条角度和操作者站立的高度必须适应变化的需要,同时在焊接电流不能改变的情况下,主要靠焊工摆动焊条来控制热量,以达到均匀熔化目的。
一般称第一层为打底焊,其余称为中间层焊道,最后一层称为盖面焊道.通常中、小管焊接时,以截面中心垂直线为界面分成两部分,先焊的一半叫前半周,后焊的一半叫后半周,施焊时按仰,立、平焊位置顺序由下向上进行,即在仰焊位置起焊,在平焊位置收尾,形成两个接头,打底焊实现单面焊双面成型。
1、第一层焊缝的焊接第一层焊缝的焊接是决定焊接质量的关键,一毁采用稍作摆动的直线运条法。
第一层打底焊.根据管径大小的不同.可在仰焊位置中心线前10~20mm的坡口一边引弧。
应注意避免在坡口或对口中心引弧,以避免造成缺陷。
引燃电弧后,用长弧把焊缝根部预热2—3秒,接着马上压低电弧,托住铁水并用电弧击穿焊缝根部,若过程正常,则向上连续焊接,若出现熔孔,则可用一字形往复运条法将熔孔堵好后,再继续向上焊。
当运条到定位焊缝时,必须用电弧击穿根部间隙,使之充分熔合,在焊接过程中,从下往上焊位置不断变化,因此.焊条角度也必须相应改变,以上为前半部分的焊接;后半部分焊缝焊接的操作方法与前半部分相似,但上下接头一定要接好,仰焊接头时,应把先焊的焊缝端头用电弧割去一部分(5—10mm),这样既可把可能存在的缺陷去除,又可以形成缓坡形割缝,对焊接有力,接头处焊接时要使原焊缝充分熔化,并使之形成熔孔,以保证根部焊透,平焊接头时,应压低电弧,焊条前后摆动,推开熔渣,并击穿根部以保证焊透,熄弧前添满弧坑。
2、中间层的焊接除去第一层与最外层,其余都称为中间层,一般壁厚大于6mm时才有中间层,中间层的焊接相对比较容易,但工艺参数选择不当也会出现气孔、夹渣、层间未焊透等缺陷。
低合金钢板单面焊双面成形焊接技术应用要点

工业技术
低合金钢板单面焊双面成形焊接技术应用要点
黄开勤 (广州海员学校,广东 广州 510260)
摘 要 :低合金钢板单面焊双面成形技术是一种操作工艺难度较大的焊接技术。在低合金钢板单面焊双面成形技术应
用的过程中,对于打底层背面成形凸出余量容易受到低合金钢板单面焊双面成形焊接过程中所产生铁水的影响,导
- 70 -
工业技术
2019 NO.1(下) 中国新技术新产品
民用飞机舱门设计各阶段要点研究
吴宁 (中国商用飞机有限责任公司,上海 200336)
摘 要 :舱门是一个集结构、机构和指示、告警等系统于一体的复杂部件。为确保舱门满足各项设计要求,降低研制
风险,该文结合某型飞机的舱门设计经验,对舱门各阶段的主要工作要点进行研究。
关键词 :舱门 ;密封 ;仿真
中图分类号 :V233
文献标志码 :A
1 飞机概念阶段
1.2 舱门形式
从市场调研和顾客对飞机的要求捕捉出对舱门使用、维护 要求,形成舱门的顶层设计要求。在此阶段,设计人员主要通 过舱门布置、舱门形式、开启方式、可用空间等多种设计概念 进行对比论证。
层厚度)的方式实现对于焊接熔池体积和温度的控制,提高焊 缝的焊接质量。
2 低合金钢板单面焊双面成形技术应用中钢板装配和 焊接参数的控制
以某型板材 16Mn 钢板为例,试验板材厚度为 12 mm,低
合金钢板单面焊双面成形技术应用采用 V 型坡口(坡口面两边
的合成角度不大于 65°),坡口钝边 0.5 mm~1.0 mm。对于坡口
1 低合金钢板单面焊双面成形技术应用中焊缝缺陷原 因分析
低合金钢板单面焊双面成形技术能够应用于厚度较大的 低合金钢板对接横焊工作,通过应用低合金钢板单面焊双面成 形技术能够完成单面焊双面成型,从而使焊件形成良好的焊接 质量。但是在低合金钢板单面焊双面成形技术的实际应用中由 于焊缝填充层和盖面层极易产生液态金属下坠和盖面层上边 缘咬边现象,从而极大地影响着焊缝的焊接质量,导致低合金 钢板单面焊双面成形技术的焊接操作难度极大,不利于工人掌 控。以 16Mn 钢板为例,在应用低合金钢板单面焊双面成形技 术进行焊接时将使用 507 焊条焊接,由于焊接铁水渗落将使焊 缝的焊接质量受到极大的影响。该文将就焊接缺陷的原因进行 分析 : 在应用低合金钢板单面焊双面成形技术时,如果采用直 流反接法横焊,焊接熔化后的液体金属液将在重力的作用下下 流至下坡口面上容易形成层间夹渣,不仅影响焊缝的质量,而 且容易在焊缝坡口上边缘处产生咬边,在焊缝的下边缘处易形 成液态金属下坠,从而极大地影响焊缝的焊接质量。理论上来 说,在应用低合金钢板单面焊双面成形技术进行横焊时,焊接 所产生的液态金属和熔渣在视野清楚的情况下能够较易区分, 通过在焊接过程中进行一些操作应当能够较好地控制熔池。但 是在实际的焊接操作中,横焊所产生的液体金属在重力的作用 下将会沿着下坡口面下坠,并在焊缝坡口的上坡口面产生沟槽 和咬边,造成低合金钢板单面焊双面成形技术的焊接操作难度 极大。导致这一现象的最主要原因在于焊接过程中焊接不规 范,未能灵活地调整焊条角度、控制弧长,导致运条存在较大 的问题,横焊层间出现未熔合、夹渣和表面层上边缘咬边、下 边缘液态金属下坠等的问题。为了提高低合金钢板单面焊双面 成形焊接技术的焊缝效果,需要在横焊时通过采用多层多道焊 工艺,对焊接熔池进行更好的控制,通过多层焊接(控制各焊
焊条电弧焊单面焊双面成形经验总结

焊条电弧焊单面焊双面成形经验总结作者:朱兴元来源:《山东工业技术》2014年第11期【摘要】焊条电弧焊单面焊双面成形技术在非标准结构件和小直径容器等的焊接安装过程中具有重要的应用价值。
如果在焊接过程中不能够处理好材料、设备、工艺及操作等因素,会造成焊缝结果达不到预期的质量等后果,导致被加工设备出现安全隐患。
在焊接过程中应该重点注意以下三点:一是打底层施焊应力求焊缝金属饱满且缺陷尽可能少。
二是填充层施焊时,要充分利用电弧自身吹力清除打底层焊缝表面缺陷,并根据焊件厚度确定施焊道数,保证合适的焊缝高度,有利盖面层焊接。
三是盖面层焊缝应力求美观。
另外,在对被加工金属件进行焊接之前,需要首先确认电焊机的稳定性和引弧性是否处于最优状态,保证电焊机的工艺参数能够灵活的调节。
在电源的选择方面也应该以直流电源为主,降低断弧率。
【关键词】焊条;电弧焊;单面焊;双面成形焊接技术是常见的金属冶炼技术之一,随着焊接技术的飞速发展和自动化程度的不断增加,焊条的电弧焊技术的作用越来越突出,尤其是在非标准结构件和小直径容器等的焊接安装过程中,单面焊双面成形的焊条电弧焊作用更加突出[1]。
如果在焊接过程中不能够处理好材料、设备、工艺及操作等因素,会造成焊缝结果达不到预期的质量等后果,导致被加工设备出现安全隐患;为了总结焊条电弧焊单面焊双面成形技术和经验,笔者在自身实践基础上查阅相关文献资料,现将结果报道如下:1单面焊双面成形单面焊双面成形技术主要是指在不需要任何其他辅助设施的条件下,单纯的利用焊条在坡口根部位进行焊接时,根据断弧焊、连弧焊焊接电流的大小、焊接顺序和钝边的厚度来确定对接间隙的大小,在坡口的正面进行焊接,坡口的正、背两面都能得到成形良好,均匀整齐和符合质量要求的焊缝。
这种焊接技术目前主要应用于管状对接接头、板材对接接头和骑座式管板接头的焊接过程中,也是焊工必须熟练掌握的焊接技术之一[2]。
2焊条电弧焊单面焊双面成形步骤及经验总结2.1打底焊打底焊是通过断弧焊接的方法将被焊接工件固定在操作台上,用110安培的焊接电流和直径为3.2毫米的焊条进行焊接。
单面焊双面成型技术在压力钢管制造中的运用

单面焊双面成型技术在压力钢管制造中的运用引言在20世纪90年代,钢管开发厂商开始探索采用单面焊接工艺,同时运用新技术实现管材成型的双面焊接过程。
这种单面焊双面成型技术的应用有助于提高钢管的生产效率和产品质量,降低生产成本,同时也可以解决其他相关问题。
本文将探讨单面焊双面成型技术在压力钢管制造中的运用及其优势。
一、单面焊接单面焊接是将焊接部件的一侧与焊接焊材同时加热,在熔池形成后进行加压、熔化并形成焊缝。
这种焊接方法的优点是生产效率高、成本低、焊接表面光滑整齐、焊接质量稳定,缺点是焊接强度不高,容易产生残留应力,局部变形,这不能满足某些特殊应用的要求,需要采用双面焊接。
二、双面焊接双面焊接是通过在焊接部件的两侧加热熔化焊材,将左、右熔池连接形成焊缝,实现了从两侧同时进行焊接的工艺过程。
该工艺成本较高,但可以面对更高级别的焊接,如高温、高压、大直径钢管制造中强制要求的焊接技术,然而由于双面焊接需要两侧保持一致的热能输入,在一定程度上容易产生水分割及其他缺陷,而且常常需要采用环保的工艺,比如水帘式保护、焊接氩供应等。
三、单面焊双面成型单面焊双面成型技术是综合使用单面焊接和双面焊接的优势,同时克服两种方法所不足的缺点,实现钢管成型的一种新的工艺技术。
单面焊双面成型技术是通过在钢管的一侧实现单面焊接,在焊接完成后再将钢管翻转过来,通过和另一侧焊接的设备进行连锁传递,再一次进行焊接,实现钢管成型的过程。
其过程的优点在于可以将不同等级管材的生产工艺相互独立,控制不同阶段的进度,快速生产等别管材,同时降低生产成本。
该技术可以避免水分割缺陷的发生,减少局部变形等问题,保持钢管成型的精度,避免管材热处理导致的残留应力或其他质量问题。
四、单面焊双面成型技术的后续发展和应用单面焊双面成型技术已经得到了广泛的应用。
该技术已经成功地应用于各种大小型压力钢管、石化工业、天然气管道和建筑领域内的钢结构建筑的制造中。
同时,单面焊双面成型技术对于新型加工设备开发和改造技术也有着深远的影响,可以创造出更好的设备性能,提高设备在制造中的应用水平。
3、焊条电弧焊单面焊双面成形经验总结

焊条电弧焊单面焊双面成形经验总结摘要焊条电弧焊单面焊双面成形的焊接质量受到了焊接设备、焊接材料、操作技术水平的限制。
本文分析了焊接电源、焊接规范参数、焊条类形、焊条直径等工艺因素对单面焊双面成形技术焊接质量的影响和造成的相关缺陷。
详细地分析了单面焊双面成形技术所引起的一系列问题及造成质量差的原因,提出了相应的防止措施,解决单面焊双面成形技术的缺陷,使单面焊双面成形技术进一步完善,加以推广,并对单面焊双面成形作业具有一定的指导作用。
关键词单面焊双面成形;焊接质量;原因;措施1 前言焊接技术是一门重要的金属加工技术,尽管焊接技术发展很快,自动化程度也越来越高,但焊条电弧焊仍占有不可替代的地位。
尤其在小直径容器和管道的焊接方面,单面焊双面成形焊接技术的作用更显突出。
单面焊双面成形焊接的焊缝表面应圆滑过渡至母材,表面不得有裂纹、未熔合、夹渣、气孔、焊瘤、咬边等缺陷,焊缝内部不允许有超标缺陷。
但焊接过程中由于设备、材料、工艺及操作等原因,使得形成的焊缝达不到相关标准要求,从而对结构使用性能和安全性能产生严重的影响。
2 单面焊双面成形技术的概念单面焊双面成形技术是采用焊条,在不需要任何辅助措施条件下,只是坡口根部在进行组装定位焊时,应按焊接的不同操作手法留出不同的间隙,在坡口的正面进行焊接,就会在坡口的正、背两面都能得到均匀整齐、成形良好,符合质量要求的焊缝。
这种方法主要适用于板材对接接头、管状对接接头和骑座式管板接头,是锅炉、压力容器和压力管道焊工应熟练掌握的操作技能。
3 单面焊双面成形常见的焊接缺陷3.1 尺寸上的缺陷包括焊接结构的尺寸误差和焊缝形状不佳等。
焊缝外表高低不平和波纹粗劣,焊缝宽度不均匀、太宽或太窄,焊缝余高过低或过高,角焊缝焊脚尺寸不等都属于焊缝尺寸及形状不符合要求。
这些缺陷不仅使焊缝成形不美,而且容易造成应力集中,影响焊缝与母材的结合强度。
3.2 结构上的缺陷包括气孔、夹渣、非金属夹杂物、熔合不良、未焊透、咬边、裂纹、表面缺陷等。
单面焊双面成形在低碳钢中的技术应用
单面焊双面成形在低碳钢中的技术应用山东省潍坊市工业学校焊接实训室(0536)于泓摘要本文对当前中职学校焊接教学及实训目标提供理论研究。
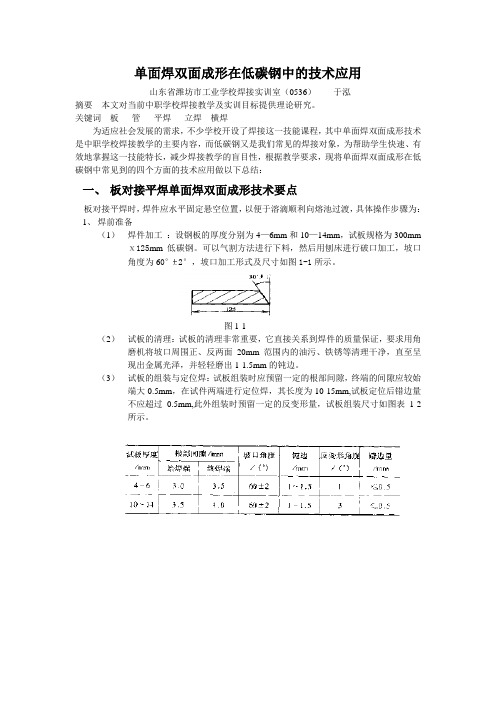
关键词板管平焊立焊横焊为适应社会发展的需求,不少学校开设了焊接这一技能课程,其中单面焊双面成形技术是中职学校焊接教学的主要内容,而低碳钢又是我们常见的焊接对象,为帮助学生快速、有效地掌握这一技能特长,减少焊接教学的盲目性,根据教学要求,现将单面焊双面成形在低碳钢中常见到的四个方面的技术应用做以下总结:一、板对接平焊单面焊双面成形技术要点板对接平焊时,焊件应水平固定悬空位置,以便于溶滴顺利向熔池过渡,具体操作步骤为:1、焊前准备(1)焊件加工:设钢板的厚度分别为4—6mm和10—14mm,试板规格为300mm ⅹ125mm低碳钢。
可以气割方法进行下料,然后用刨床进行破口加工,坡口角度为60°2°,坡口加工形式及尺寸如图1-1所示。
图1-1(2)试板的清理:试板的清理非常重要,它直接关系到焊件的质量保证,要求用角磨机将坡口周围正、反两面20mm范围内的油污、铁锈等清理干净,直至呈现出金属光泽,并轻轻磨出1-1.5mm的钝边。
(3)试板的组装与定位焊:试板组装时应预留一定的根部间隙,终端的间隙应较始端大0.5mm,在试件两端进行定位焊,其长度为10-15mm,试板定位后错边量不应超过0.5mm,此外组装时预留一定的反变形量,试板组装尺寸如图表1-2所示。
图1-2(4)焊接参数的选择:焊件板材厚度不同,所选择的焊接参数是不同的。
以6mm和10mm 的钢板厚度为例,焊接参数的选择见下表1-3表1-32、焊接:焊接总是从间隙小的一端焊向间隙大端,具体技巧如下:(1)引弧焊条在定位点接触引弧,电弧引燃后迅速拉长电弧到待焊处,焊条要轻轻摆动预热至少3s,待待焊处金属冒汗时立即压低电弧击穿坡口,当听到噗的一声时立即灭弧,使之形成第一个熔池座,在焊接时焊条与焊件应呈60°—70°倾角,如图1-3所示。
单面焊双面成型技术在小口径管材焊接中应用

单面焊双面成型技术在小口径管材焊接中应用摘要:本文介绍了单面焊双面成型技术在小口径管材焊接中应用。
利用CO2气体保护焊或钨极氩弧焊进行管材焊接,管材处于水平位置或水平转动位置,在不加任何衬垫且不进行背面清根情况下,实现熔透焊接并保证100%RT探伤。
关键词:小口径管材;CO2气体保护焊;钨极氩弧焊;无衬垫Abstract: this paper introduces one formation welding technology in small-bore tube welding, the application. Use of CO2 gas shielded welding or tungsten extremely argon arc welding for pipe welding, tubing in horizontal position or level turn position, in not add any liner and not to clear the root on the back, realize the penetration and ensure welding 100% RT detection.Keywords: small-bore tube; CO2 shielded welding; Tungsten extremely argon arc welding; Without padding1 序论在船舶工程、海洋工程、建筑工程以及机械工程中,小口径管材(主要为碳钢管或不锈钢)作为主要流体输送管道,应用越来越为广泛。
小口径管材之间对接接头或与其附件的角接接头普遍存在施工过程中。
传统方法中,小口径管材通常是依靠反面钢衬垫(或钢衬管)来实现全熔透焊接,但对于输送流体管道,由于需保证流体传送通畅,管材内部不允许添加钢衬垫。
另外此类管材由于受管径限制,反面无法清根。
超大直径钢管安装环缝单面焊双面成型工艺应用
超大直径钢管安装环缝单面焊双面成型工艺应用发布时间:2022-09-12T07:14:40.134Z 来源:《当代电力文化》2022年9期作者:邝任廷李耀燎廖勤[导读] 近年来,随着水电站及引水工程的发展,引水工程内衬钢管直径已越来越大,工程施工难度也增大。
邝任廷李耀燎廖勤中国水电八局机电公司湖南长沙 410000摘要:近年来,随着水电站及引水工程的发展,引水工程内衬钢管直径已越来越大,工程施工难度也增大。
珠三角水资源配置工程采用的双线盾构隧洞,隧洞内衬压力钢管,盾构管片与压力钢管之间只有15cm的间隙,导致施工空间受限。
由于压力钢管安装环缝焊接施工空间受限,需采用单面焊双面成型工艺进行焊接。
对于超大直径钢管,其焊接难度较大,为解决焊工劳动强度,需采用全位置自动焊设备进行焊接。
在引水工程上钢管单面焊双面成型工艺应用较少,因此,其施工工艺具有较大的应用价值。
关键字:超大直径;钢管;单面焊;全位置自动焊;珠江三角洲水资源配置工程土建施工A4标盾构隧洞由于区间隧洞长度较大,钢管为超大直径,隧洞内施工空间受限等因素,且施工工期紧张,考虑到压力钢管安装环缝焊接施工强度及质量问题,针对目前国内外全位置自动焊在水利工程上对于超大直径钢管焊接并无成熟经验,且全位置自动焊无法保障根焊质量,由此采用手工二氧化碳气体保护焊打底+全位置自动焊填充盖面的施工工艺。
此超大直径钢管环缝单面焊双面成型施工工艺对后续类似工程施工具有较大借鉴意义和较大的推广价值。
1. 概况内衬钢管内径4.8m,壁厚20mm,外壁设置加劲环,加劲环高120mm。
隧洞盾构管片内径5.4m,综合考虑复合排水板安装空间,内衬钢管运输施工底部空间160mm、顶部空间145mm,造成内衬钢管在盾构隧洞内安装和双面焊接施工空间受限。
隧洞内钢管安装环缝焊接采用单面焊双面成型工艺,焊缝强度与双面焊等同,焊缝质量等级为一类焊缝,焊缝进行100%超声波检测(UT)且按不少于10%的比例进行衍射时差法超声检测(TOFD),焊缝表面按不少于10%的比例进行磁粉检测(MT)。
钢管纵向焊缝单面焊双面成形技术及应用
钢管纵向焊缝单面焊双面成形技术及应用摘要:随着输电线路输送容量和电压等级的不断提高,钢管塔的使用量越来越多,加工要求也越来越严格。
钢管塔所使用的钢管的纵向焊缝要求达到外观二级焊缝质量要求。
本文介绍了钢管纵向焊缝的单面焊双面成形技术,应用单面焊双面成形技术提高钢管纵向焊缝的焊接效率和质量。
关键词:单面焊双面成形;焊接;钢管塔;钢管1.前言随着钢管塔的使用量越来越多,加工要求也越来越严格,铁塔厂家对如何提高钢管塔产量、质量越来越重视。
在钢管塔中钢管的重量比例达到50%左右,钢管的纵向焊缝要求也提高到外观二级焊缝质量要求。
因而铁塔厂家提高钢管的加工能力和加工质量对整个钢管塔的生产具有重大意义,可以提高钢管塔的产能和质量。
钢管尤其是小钢管的纵向焊缝的管内部分的焊接难以进行,铁塔厂家引入钢管纵向焊缝的单面焊双面成形技术成为一种必然趋势。
2.钢管纵向焊缝单面焊双面成形技术铁塔厂家钢管的生产利用到单面焊双面成形技术主要分为两个类型:合缝点固焊——CO2 气体保护焊打底——埋弧焊盖面;专用埋弧焊单面焊双面一次成形。
利用CO2 气体保护焊打底,其实就是利用CO2 气体保护焊实现第一道焊缝单面焊双面成形。
2.1. 合缝点固焊——CO2 气体保护焊打底——埋弧焊盖面这种钢管制造工艺,先利用简单工装模具对折弯出来的钢管进行合缝点固焊,再利用手工CO2 气体保护焊打底,实现第一道焊缝单面焊双面成形,然后使用一般的埋弧焊进行盖面以达到工艺要求。
手工CO2 气体保护焊单面焊双面成形焊接工艺是在接缝间隙处依靠控制熔池金属的操作技术来实现单面焊接,正、反双面成形。
焊接时随着电弧热源的稳定,液态金属熔池沿前线熔化,沿后端线结晶,高温液态熔池处于悬空状态。
手工CO2 气体保护焊打底焊时,应尽量减少接头,若需要接头时,用砂轮把弧坑部位打磨成缓坡形。
打磨时要注意不要破坏坡口的边缘,造成焊管的间隙局部变宽,给打底焊带来困难。
接头时,干伸的顶端对准缓缓焊接,当电弧燃烧到缓坡的最薄的位置时,正常摆动。
浅析焊接中的单面焊双面成形

OCCUPATION122010 7焊接技术是一门重要的金属加工技术之一。
尽管焊接技术发展迅速,自动化程度也越来越高,但传统的手工电弧焊仍占有不可替代的地位。
尤其是在压力容器及管道焊接方面,单面焊双面成形焊接技术的作用更为突出,焊接的好坏也在不同程度上影响着构件的合格性。
优质的单面焊双面成形技术,其焊缝表面应圆滑过渡至母材,表面不得有裂纹、未熔合、夹渣、气孔、焊瘤、咬边等焊接缺陷。
焊缝内部同样不允许有缺陷,但焊接过程中由于设备、材料、工艺及操作方法等原因,使得形成的焊缝达不到质量要求,从而对结构的工作质量和使用寿命产生严重的影响和后果。
笔者针对单面焊双面成形焊接过程中不同因素造成焊接质量差的原因和预防措施,进行了简单分析。
一、单面焊双面成形质量差引起的问题1.增加消耗,降低结构的质量和使用寿命焊接生产中,优质的焊缝质量可以满足设计标准和技术要求,保证结构的正常使用及其寿命。
然而,一旦出现严重的焊接缺陷,就会增加板材、焊材、电力及人力的消耗等。
这些缺陷,如果不及时解决就会在使用过程中引起严重的应力集中,降低结构的强度及塑性。
2.焊接缺陷给整体结构带来的隐患单面焊双面成形焊接主要用于压力容器和管道等重要构件的焊接生产中, 一旦有严重缺陷,质量不合格,焊件的焊补非常困难。
在生产过程中,受各种交变载荷及压力的作用,使焊缝的缺陷产生应力集中,焊缝的有效使用面积减小,减弱了焊接接头的强度,轻则使产品的使用寿命受到影响,重则导致焊缝断裂,产品破坏,酿成严重的后果。
二、单面焊双面成形焊接质量差的原因分析1.焊接电源自身因素引起的焊接质量差焊接电源是焊接工艺执行过程中最重要的因素。
焊接电源自身性能不好,必然不会产生良好的焊缝。
如果焊机的引弧性能差,电弧燃烧不稳定,就不能保证工艺参数的稳定性,焊接过程中就无法正常进行,焊接质量也就得不到保证。
2.工艺因素对单面焊双面成形焊缝质量的影响(1)焊接电流的影响。
焊接电流大小选择恰当与否直接影响到焊接的最终质量。
单面焊双面成形技术实践论文

单面焊双面成形操作技术实践与方法当焊接某些压力容器时,必须要求焊接接头完全焊透,但在实际操作中,由于受焊件结构的限制,经常会出现咬边和焊瘤现象。
而单面焊双面成形技术的运用,使这一焊接难题得到了解决,有效提高了焊接过程中的安全系数以及焊缝的可靠性。
本人通过对焊接技术的学习和在实际工作中反复实践,对焊件实施单面焊双面成形操作技术,使受压力容器的焊接实现了接头完全焊透的要求。
以下具体阐述本人对单面焊双面成形操作法的理解,分别从技术特点及操作要点分析:。
单面焊双面成形操作技术一般用于 V 形坡口对接焊,适用于容器壳体板状对接焊,小直径容器环缝及管道对接焊,容器接管的管板焊接。
单面焊双面成形在焊接方法上与一般的平、立、横、仰焊有所不同,但操作要点和要求基本一致,焊缝内不应出现气孔、夹渣、根部应均匀焊透,背面不应有焊瘤和凹陷等,以上便是单面焊双面成形操作技术的技术特点。
操作要点:因为单面焊双面成形的焊接方法的特殊性,首先要对焊件对接口进行相应的开坡口处理,留相应的装配间隙,然后进行焊接,总体分为三大步:打底、填充、盖面。
在此操作中必须要履行以下焊接要点。
平焊时,由于焊件处在俯焊位置,与其它焊接位置相比操作较容易,它是板状其它各种位置、管状试件各种位置焊接操作的基础。
但是,平焊位置打底焊时,熔孔不易观察和控制,在电弧吹力和熔化金属的重力作用下,使焊道背面易产生超高或焊瘤等缺陷。
所以打底焊要注意以下几点:(1)控制引弧位置。
打底层从试板左端定位焊缝的始焊处开始引弧,电弧引燃后,稍作停顿预热,然后横向摆动向右施焊,待电弧到达定位焊缝右侧前沿时,将焊条下压并稍作停顿,以便形成熔孔。
(2)控制熔孔的大小。
在电弧的高温和吹力作用下,试板坡口根部熔化并击穿形成熔孔,应立即将焊条提起至离开熔池约1.5mm 左右,即可以向右正常施焊。
(3)控制铁水和熔渣的流动方向。
焊接过程中确保电弧在铁水的前面,利用电弧和药皮熔化时产生的气体的定向吹力,将铁水吹向熔池后方,这样既能保证熔深,又能保证熔渣与铁水分离,减少夹渣和产生气孔的可能性,从而提高焊缝的质量。
超大直径钢管安装环缝单面焊双面成型工艺应用
超大直径钢管安装环缝单面焊双面成型工艺应用超大直径钢管安装环缝单面焊双面成型工艺应用在工程建设中,钢管具有广泛的应用,尤其是在各类管道、桥梁以及建筑中,往往都需要使用到钢管。
对于直径较大的钢管,单面焊接往往无法满足要求,因此需要采用双面成型工艺。
在钢管的安装中,环缝也是非常重要的一部分,因此超大直径钢管安装环缝单面焊双面成型工艺应用的研究具有重要的意义。
超大直径钢管的安装涉及到很多的技术问题,如怎样将钢管连接在一起、怎样保证连接处的坚固性以及防止出现环缝部位质量问题等。
当钢管直径较大时,使用单面焊接处理无法满足要求,这时需要采用双面成型工艺。
双面成型工艺可以最大程度地保证钢管的质量,并且能够让焊接处更加牢固,大大提高钢管的使用寿命。
双面成型工艺的完善不仅能够提高钢管的质量,而且能够有效地解决环缝部位质量问题。
环缝部位是整个钢管中最薄弱的位置,钢管的连接处一旦出现问题,将会对工程的安全和稳定性造成很大危害。
采用双面成型工艺可以有效地避免环缝部位质量问题的发生,并且能够让钢管连接处更加牢固和安全。
在钢管的安装中,环缝的处理不容忽视。
环缝的处理需要严格按照标准操作,操作时要注意力度的掌控,避免过度损坏。
采用超大直径钢管安装环缝单面焊双面成型工艺应用,能够让环缝的处理更加精准,能够很好地保证钢管的质量,确保环缝处的质量符合标准,避免出现环缝部位质量问题。
除此之外,在超大直径钢管安装环缝单面焊双面成型工艺应用的过程中,需要对钢管的材料进行选择,必须采用高质量的钢材。
在钢管安装前,要做好钢管的质检工作,杜绝使用有质量问题的钢管。
只有在使用高质量的钢材且采用双面成型工艺才能最大限度地保证钢管的质量和使用寿命。
综上所述,超大直径钢管安装环缝单面焊双面成型工艺应用是钢管安装领域中的一项重要技术,能够大大提高钢管的质量和使用寿命,避免环缝部位质量问题的发生。
在钢管安装过程中,需要统筹规划、科学施工,严格按照标准操作,才能确保钢管安装质量符合标准,满足工程建设的需要。
单面焊双面成形焊接技术在板状加工中的应用
单面焊双面成形焊接技术在板状加工中的应用手工焊条电弧焊是中等职业技术学校进行技能训练、技术考核、技能竞赛等所遇到的。
手工焊条电弧焊是用手工操作焊条进行焊接的电弧焊方法,通常用于焊接碳钢板和低合金钢板。
单面焊双面成形焊接技术是采用普通焊条,以特殊的操作方法在坡口背面无任何辅助衬垫的条件下,在坡口正面进行焊接,焊后保证坡口的正反面都能得到均匀整齐、成形良好、符合质量要求的焊缝的焊接操作方法[1]。
板状试件单面焊双面成形焊接的操作中,焊条熔滴受重力等影响容易偏离焊条轴线,熔池金属受重力等影响容易下坠,甚至流淌至下坡口面,造成未熔合及夹渣等缺陷。
要保证焊透,用开V形坡口的形式进行多层多道焊,第一层打底焊道的焊接是操作的关键,正确的运条角度,控制熔池形状,使熔池金属的冶金反应较完全,气体与杂质排除干净,并与母材很好地熔合,在培训考证、技能竞赛时要通过透视检验。
一、工艺特点单面焊双面成形主要适用于板状对接接头、管状对接接头、骑座式管板接头,按接头位置不同可进行平焊、立焊、横焊、仰焊等位置操作焊接,用于坡口的对接。
例如板状横焊的底层采用单面焊双面成形的焊接技术,在空间位置不同,使焊缝的上边缘出现咬边、夹渣等焊接缺陷。
而下部与中部也容易产生未熔合、层间夹渣等焊接缺陷,同时横焊试板位置处于水平线上,大多采用多层多道焊,焊缝重叠排列堆焊而成,焊缝成形控制比较困难。
要保证焊缝良好的成形和质量要求,必须选择最佳焊接规范和合适的运条手法[2]。
配合合适的运条角度观察熔孔的大小,控制焊接速度易于保证焊缝成形。
二、工艺方法单面焊双面成形焊接方法主要有:断弧焊法和连弧焊法。
低碳钢焊接时的打底层焊道采用间断灭弧法。
其操作要点在于通过电弧反复交替燃烧与熄灭,并控制熄弧时间,从而控制熔池温度、形状和位置,以获得良好的背面成形和内部质量[3],横板的实际操作间隙比连弧焊稍大,选用的焊接电流也较宽,使电弧具有足够的穿透能力。
间断灭弧法操作显得灵活和适用。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
单面焊双面成型技术在海洋平台小直径撑管焊接中的应用
摘要:本文介绍了海洋平台小直径撑管气体保护焊单面焊双面成型的焊接工艺、焊接规范、施焊要点以及必要的试验数据等,工艺切实可行,且经济可靠,为海洋平台小直径撑管焊接提供了工艺依据。
关键词:气体保护焊单面焊双面成型焊接工艺
0 引言
胜利油建公司管道容器厂施工的海洋平台如CB22F采修一体化平台和CB1FC平台等均有直径小于700mm的撑管,这类撑管由于直径小、长度大,若采用传统的双面焊,焊工的施工条件受到约束,劳动强度大,且效率低下。
单面焊双面成型技术成功的解决了这个问题。
单面焊双面成型技术是在焊接接头间隙处依靠控制熔池金属的操作技术来实现单面焊接,正、反双面成型。
按反面成型方法可分为高温液态熔池处于悬空状态的自然成型和加贴陶瓷衬垫的约束成型两种。
胜利油建公司管道容器厂选用100%CO2或80%Ar+20% CO2气体保护焊,熔深好,焊缝成型美观,便于单面焊双面成型。
撑管的单面焊双面成型焊接工艺焊缝外观质量好、焊接速度快、节省了焊接材料、焊接缺陷少、力学性能满足相关标准的要求。
1 单面焊双面成型的焊接工艺特点
影响单面焊双面成型的主要因素是被焊金属的热物理性能、坡口角度、尺寸、焊接方法以及焊接规范等。
综合考虑以上因素,气体保护焊具有单面焊双面成型的有利条件,这是因为:
(1)气体保护焊的电弧热量集中,加热面积小,液体熔池小,熔池几何形状比手工电弧焊、埋弧焊较小,有利于熔池的控制。
(2)气体保护焊电流密度较大,可以达到足够的熔深,由于熔池体积较小,焊接速度快,在气流的冷却作用下,熔池停留的时间短,因此既有利于控制熔池不下坠,又可以焊透。
(3)气体保护焊熔渣较少,熔池的可见度较好,便于直接观察熔池的形状,焊工可以依据熔孔的大小来控制焊接速度和摆动以保证焊缝成型,易操作且效率高。
2 焊接参数
2.1 坡口形式及组装。
气体保护焊对坡口形式和组装的要求较为严格。
对接焊缝的坡口形式以及尺寸包括角度、钝边和装配间隙。
坡口角度主要影响电弧是否能深入到焊缝的根部,使根部焊透,进而获得较好的焊缝成型和焊接质量。
保证电弧能够深入到焊缝根部的前提下,应尽量减小坡口角度。
钝边的大小可以直接影响根部的熔透深度,钝边越大,越不容易焊透。
钝边小或无钝边时容易焊透,但装配间隙大时,容易烧穿。
装配间隙是背面焊缝成型的关键参数,间隙过大,容易烧穿;间隙过小,很难焊透。
采用直径为1.2mm的ER50-6焊丝。
单面焊双面成型打底焊缝的熔滴过渡形式为短路过渡坡口型式如下图所示:
下料和组装精度将直接影响其下道工序—焊接。
严格控制下料和卷板过程,保证组装精度是提高焊接质量的前提。
2.2 焊接电流的选择。
焊接电流是确定熔深的主要因素,当焊接电流太大时,则焊缝背面容易烧穿、出现咬边、焊瘤,甚至产生严重的飞溅和气孔等缺陷;电流过小时,容易出现未熔合、未焊透、夹渣和成型不好等缺陷。
2.3 焊接电压的选择。
在短路过渡的情况下,电弧电压增加则弧长增加。
电弧电压过低时,焊丝将插入熔池,电弧变得不稳定。
所以电弧电压一定要选择合适,通常焊接电流小,则电弧电压低;电流大,则电弧电压高。
2.4 焊接速度的选择
当焊丝直径、焊接电流和电压为定值时,熔深、熔宽及余高随着焊接速度的增大而减小。
如果焊接速度过快,容易使气体的保护作用受到破坏,焊缝冷却的速度太快,焊缝成型不好;焊接速度太慢,焊缝的宽度显著增大,熔池的热量过分集中,容易烧穿或产生焊瘤。
3 操作方法
撑管气体保护焊是明弧操作,熔池的可见度好,容易掌握熔池的变化,可以直接观察到电弧击穿的熔孔,能够控制熔孔的大小并且保持一致,在这方面要比手工电弧焊优越的多。
另外,焊接时接头少,不易产生接头缺陷。
3.1 焊丝干伸长度的控制
焊丝干伸长度对焊接过程的稳定性影响比较大,当干伸长度越长时,焊丝的电阻值增大,焊丝过热而成段熔化,结果使焊接过程不稳定,金属飞溅严重,焊缝成型不好以及气体对熔池的保护也不好;如果干伸长度过短,则焊接电流增大,
喷嘴与工件的距离缩短,焊接的视线不清楚,易造成焊道成型不良,并使得喷嘴过热,造成飞溅物粘住或堵塞喷嘴,从而影响气体流通。
因此,干伸长度L一般选择焊丝直径的10倍为最佳干伸长度。
3.2 焊丝与焊件角度的选择
焊丝与焊件纵向以及横向的角度是保证单面焊双面成型封底焊焊接质量的关键,应特别注意,各种焊接位置封底焊时焊丝与焊管的角度。
焊件对接横焊时,焊丝与焊管的轴线成下倾斜10°~20°。
3.3 打底焊焊缝接头
打底焊时,应尽量减少接头,若需要接头时,用砂轮把弧坑部位打磨成缓坡形。
打磨时要注意不要破坏坡口的边缘,造成焊管的间隙局部变宽,给打底焊带来困难。
接头时,干伸长的顶端对准缓缓焊接,当电弧燃烧到缓坡的最薄的位置时,正常摆动。
气体保护焊的焊接接头方式与手工电弧焊的接头不同。
手工焊焊接接头时,当电弧烧到熔孔处时,压低电弧,稍作停顿才能接上;而气体保护焊只需正常的焊接,用它的熔深就可以把接头接上。
3.4 打底焊
打底焊是撑管焊接接头质量的关键,注意熔接时接头的方法,才能避免焊接缺陷的产生。
焊接电流应依据坡口角度的大小作适当的调整,坡口角度大时散热面积小,电流应调小一些,否则容易造成塌陷和反面咬边等缺陷。
打底焊时选用短齿形摆动,由于短齿形的间距没有掌握好,焊丝在装配间隙中间穿出,如果在整条焊缝中有少量的焊丝穿出,是允许的;如果穿出的焊丝很多,则是不允许的。
为了防止焊丝向外穿出,打底焊时,焊枪要握平稳,可以用两手同时把握焊枪,右手握住焊枪后部,食指按住启动开关,左手握住焊把鹅颈部分就可以了。
这样就能减少穿丝或不穿丝,保证打底焊的顺利进行和打底焊的内部质量。
要注意的是,在打底焊前应对焊接规范进行检查,避免在施焊的过程中出现问题,检查导电阻的内径是否合适,注意喷嘴内部的飞溅物是否堵塞喷嘴。
停弧或打底焊结束时,焊枪不要马上离开弧坑,以防止产生缩孔及气孔。
4 焊缝质量与成本对比
4.1 焊缝外观质量
撑管的单面焊缝外观成型良好,平滑整齐,熔宽和余高符合双面焊尺寸要求,焊接缺陷明显少于手工电弧焊单面焊双面成型。
4.2 焊缝内部质量
焊缝内部质量经X 射线探伤检验表明,一次合格率较高。
4.3成本对比
(1).焊条电弧焊。
要获得1吨熔敷金属需2吨焊条,碱性焊条的价格每吨为7110元,所以成本为14220元。
使用碱性焊条需用直流电焊机,要获得1吨熔敷金属需耗电约6000度,成本为9000元。
采用焊条电弧焊,欲获l吨熔敷金属的总成本为2.3万元。
(2)气体保护焊。
焊接l吨熔敷金属耗富氩气体24瓶,I吨焊缝金属焊丝为1015kg。
使用NBC-500焊机焊接,要获得1吨熔敷金属需耗电2200度,成本为3300元。
如采用富氩混合气体保护焊,欲获l吨熔敷金属的总成本为8608.5元。
5 结论
气体保护焊单面焊双面成型焊接质量可靠、操作简单、熔池容易控制、背面成型优良、焊接质量好、焊接速度快、焊缝内部质量达到无损检测的质量要求、焊接接头力学性能合格、操作方法比较容易掌握、成本低、效率高,在生产中发挥了重要作用。