生产物料产前点检表
合集下载
防错混料生产现场管理规范点检表

不良品管理 存储
分合箱/包
不良品本体须特殊明显标识,规避混入线体,同时,复判后良品物料上不良标识需确保全部 去除。
针对已经包装好的成品(盘或扎或袋装等),生产单位终检在全检过程中,若发现外观不良 的产品需要替换,必须经过线体各工序检验及QC、线长双方确认。 成品分区域管理,台账履历清晰,严格执行先进先出。 禁止同一栈板或储位上摆放不同编码物料。 不良品&嫌疑品存储区域,需要建立台账履历。 针对发生ECN变更的产品,建立特殊标识管控,建立台账和版本管理。 相似物料需严格分区域隔离存放,且有警示标识。 物料存储过程中需确保标签粘贴牢固不会脱落。 出货备料时严格禁止仓管员私自开箱/包作业。如需分合箱/包,需生产单位、仓库、OQC一 同进行确认处理,并留下相应记录。
更换纸箱/包标
签/卷芯
规定同一时间只能对一箱/包物料作业,并需要确认现场是否有其余物料与标签。
更换纸箱/标签后的物料需要经过检验员对实物、内箱/管标签、外箱/包标签一致性进行检
验;内外箱/包条码需要经过扫描枪检验。
点检情况说明 (1、如符合,说明执行情况;2、如不符合,说明改善安排;3、
如不适混料要求,并签署错混料相关处罚协议。 ②.是否有规范物流环节送货错混料预防要求并定期培训。 ③.针对物流送货环节摆错栈板问题有何预防措施。
针对成品出货运输过程中,因纸箱或标签破损等原因需要更换纸箱或标签,是否有明确处理
要求,是否有防范内外箱/包标签错误的风险防范方案。
半成品/组件全 规避相似款同台进行全检或要求同台面同时只能进行一款物料全检。
检
对于待检物料、全检NG品、良品又有单独的存放区域,并做好标识与密封处理。
区域划分与标示:生产现场报废品区、不良品待处理区、相关半成品暂放区等,要求清晰标 识、状态明确。
试产前检查表
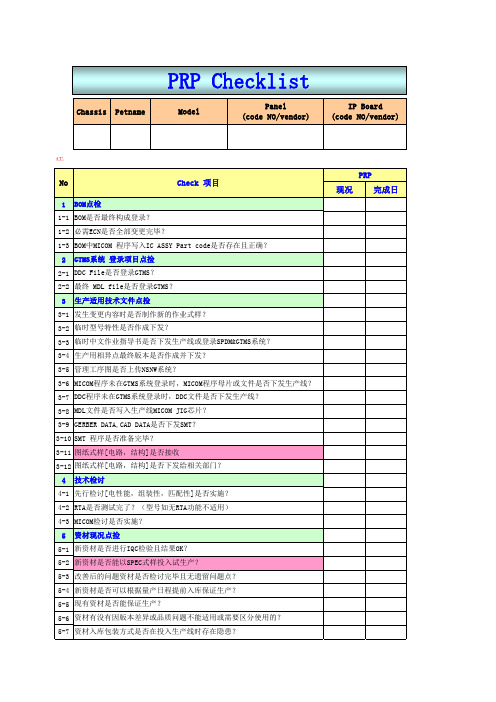
8-1 自动化设备是否能正常读取GTMS系统DDC文件或拷入生产线的DDC文件? 8-2 MAIN LINE检查项目用自动化测试设备是否准备完毕? 8-3 信号发生器程序是否进行更新? 9 规格认证
9-1 安规list是否已接收? 9-2 安规日程是否全部在SRA之前? 10 可靠性实验及其他评价实验 10-1 是否确定可靠性实验和评价试验项目? 10-2 是否在TEMS系统进行实验申请完毕? 10-3 PV阶段可靠性试验项目及其他评价项目是否合格? 10-4 PV阶段可靠性试验及其他评价报告是否上传TEMS系统? 10-5 PV阶段TEMS系统可靠性试验及其他评价是否全部管理完毕? 11 问题点点捡管理 11-1 PR前PV阶段问题点对策是否实施? 11-2 试生产前先行检讨问题点是否全部树立改善对策? 11-3 PV阶段试生产过程中问题点是否全部树立改善对策? 11-4 PV阶段可靠性实验及向后问题点是否全部树立改善对策? 12 品质管理 12-1 OQC检查规格是否作成完了? 12-2 针对重点管理监控事项是否制定管理方案? 13 试生产相关 13-1 SAP 系统中是否已经进行例外生产Demand申请? 13-2 是否已经通知制造支援在MES系统中输入新型号Tact Time? 14 线体操作工Training 14-1 操作工的教育是否实施? (重点作业Point及新功能) 15 试生产完成品处理 15-1 是否确定试生产完成品处理方式?
6
新功能点捡
6-1 对新功能的检查式样是否下发生产线及OQC? 6-2 功能别工程检查项目是否登录及运营了标准化? 6-3 有无为了检查新功能而准备的器材? 7 JIG现况点捡
7-1 MICOM 程序写入IC 是否需要新的写入JIG? 7-2 MICOM程序写入JIG是否准备完了? 7-3 PBA 焊接托盘JIG(双面板使用)是否准备完了? 7-4 PBA 测试线材是否准备完了? 7-5 PCB光板提前5天(制作程序,MASK使用)是否准备完了? 7-6 PBA/SMT样品板实物是否准备完了? 7-7 SMT MASK网板是否按照最终PCB制作完毕? 7-8 GUIDE BLOCK(双面板使用)及漏板检验JIG是否按照最终PCB制作完了? 7-9 其他辅助测试JIG是否制作完毕? 8 自动化点捡
生产现场6S检查表
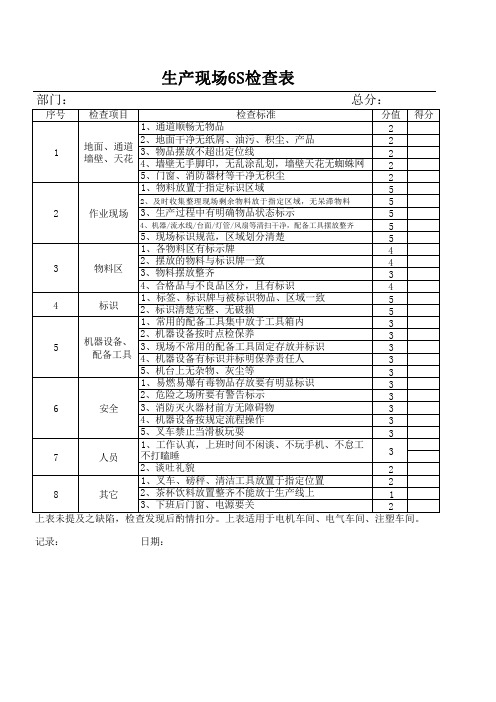
部门:总分:
序号检查项目检查标准分值得分
1 地面、通道
墙壁、天花
1、通道顺畅无物品2
2、地面干净无纸屑、油污、积尘、产品2
3、物品摆放不超出定位线2
4、墙壁无手脚印,无乱涂乱划,墙壁天花无蜘蛛网2
5、门窗、消防器材等干净无积尘2
2 作业现场1、物料放置于指定标识区域5
2、及时收集整理现场剩余物料放于指定区域,无呆滞物料5
3、生产过程中有明确物品状态标示5
4、机器/流水线/台面/灯管/风扇等清扫干净,配备工具摆放整齐5
5、现场标识规范,区域划分清楚5
3 物料区1、各物料区有标示牌4
2、摆放的物料与标识牌一致4
3、物料摆放整齐3
4、合格品与不良品区分,且有标识4
4 标识1、标签、标识牌与被标识物品、区域一致5
2、标识清楚完整、无破损5
5 机器设备、
配备工具
1、常用的配备工具集中放于工具箱内3
2、机器设备按时点检保养3
3、现场不常用的配备工具固定存放并标识3
4、机器设备有标识并标明保养责任人3
5、机台上无杂物、灰尘等3
6 安全1、易燃易爆有毒物品存放要有明显标识3
2、危险之场所要有警告标示3
3、消防灭火器材前方无障碍物3
4、机器设备按规定流程操作3
5、叉车禁止当滑板玩耍3
7 人员1、工作认真,上班时间不闲谈、不玩手机、不怠工
不打瞌睡 3 2、谈吐礼貌2
8 其它1、叉车、磅秤、清洁工具放置于指定位置2
2、茶杯饮料放置整齐不能放于生产线上1
3、下班后门窗、电源要关2
上表未提及之缺陷,检查发现后酌情扣分。
上表适用于电机车间、电气车间、注塑车间。
记录:日期:。
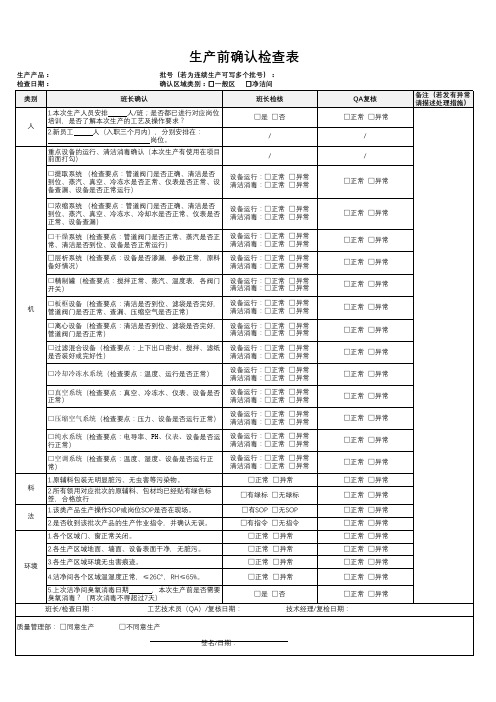
生产前确认检查表
行正常)
清洁消毒:□正常 □异常
□ห้องสมุดไป่ตู้常 □异常
料 法
环境
□空调系统(检查要点:温度、湿度、设备是否运行正 常) 1.原辅料包装无明显脏污、无虫害等污染物。 2.所有领用对应批次的原辅料、包材均已经贴有绿色标 签,合格放行 1.该类产品生产操作SOP或岗位SOP是否在现场。 2.是否收到该批次产品的生产作业指令,并确认无误。 1.各个区域门、窗正常关闭。 2.各生产区域地面、墙面、设备表面干净,无脏污。 3.各生产区域环境无虫害痕迹。
设备运行:□正常 □异常 清洁消毒:□正常 □异常
□正常 □异常
□干燥系统(检查要点:管道阀门是否正常、蒸汽是否正 设备运行:□正常 □异常
常、清洁是否到位、设备是否正常运行)
清洁消毒:□正常 □异常
□正常 □异常
□层析系统(检查要点:设备是否渗漏,参数正常,原料 设备运行:□正常 □异常
备好情况)
设备运行:□正常 □异常 清洁消毒:□正常 □异常
□正常 □异常
□真空系统(检查要点:真空、冷冻水、仪表、设备是否 设备运行:□正常 □异常
正常)
清洁消毒:□正常 □异常
□正常 □异常
□压缩空气系统(检查要点:压力、设备是否运行正常)
设备运行:□正常 □异常 清洁消毒:□正常 □异常
□正常 □异常
□纯水系统(检查要点:电导率、PH、仪表、设备是否运 设备运行:□正常 □异常
清洁消毒:□正常 □异常
□正常 □异常
□精制罐(检查要点:搅拌正常、蒸汽、温度表,各阀门 设备运行:□正常 □异常
开关)
清洁消毒:□正常 □异常
□正常 □异常
□板框设备(检查要点:清洁是否到位、滤袋是否完好, 设备运行:□正常 □异常
生产包装点检记录表[空白模板]
![生产包装点检记录表[空白模板]](https://img.taocdn.com/s3/m/a0707b6ee53a580217fcfe58.png)
5、成品装箱后必须由IPQC检验OK后并盖章才能送复检区。
IPQC确认
表单受控编号:XX-XXX-XX 制表:
审核:
记录保管期限:五年 核准:
日期: 备注
序号点检内容点检结果ipqc确认备注1生产前确认所领物料产品型号版本是否与生产计划一致核对样板是否一样2包装前确认所使用的包材及标签是否准备齐全使用包装材料是否正确3包装员是否按照sop包装作业4包装材料是否有破损现象5包装员是否按sop要求佩戴相关包装劳保用品如手指套手套6产线换版本换机型换模号时投料员是否通知打包人员7包装工位是否有悬挂包装作业指导书8点数时一定确认产品数量包装数量要与sop包装数量相符合不可少放多放9贴现品票前打包员一定确认产品数量实物是否与生产一致10相关标签贴合位置是否正确如现品票环保标签季度标签11成品包装后是否有ipqc人员检货并盖章制表
备注:
1、点检结果一栏由装配线上组长填写,符合打“√”,不符合打“×”,由IPQC进行确认。
2、合箱贴现品票前确认现品上的信息是否与实物一致。
3、装配线开线,由组长确认各工序SOP是否齐全,所领辅料是否与BOM表一致。
4、正在生产的产线在换版本、机型、模号时,需将之前生产的成品、半成品、不良品全部清理完后再投料。
6 产线换版本、换机型、换模号时投料员是否通知打包人员
7 包装工位是否有悬挂包装作业指导书
8 点数时一定确认产品数量,包装数量要与SOP包装数量相符合,不可少放多放
9 贴现品票前,打包员一定确认产品数量,实物是否与生产一致
10 相关标签贴合位置是否正确(如现品票、环保标签、季度标签)
11 成品包装后是否有IPQC人员检货并盖章
装配部产线包装点检记录表
产品品名规格:
生产现场5S管理细则点检表
10 XX区域是否干净、整齐
11
物料间托盘、木托是否摆放整 齐
点检人员
点 检
接班审核
注:1.该点检表用于机床每个班卫生点检,每班由班长点检进行签字确认
2.点 3.确
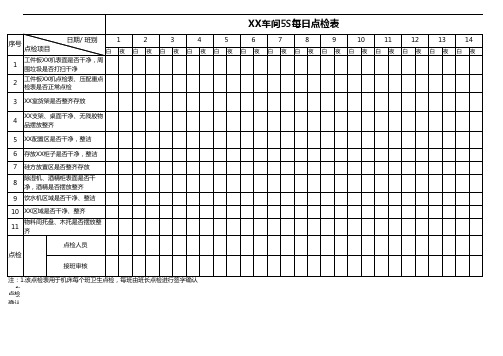
XX车间5S每日点检表
序 号 点检项目
日期/ 班别 15
白夜
1
机床周边、地沟上无垃圾、XX 等
16
白夜
17
白夜
18
白夜
19
白夜
20
白夜
点检3. 确认
XX车间5S每日点检表
序号 点检项目
日期/ 班别
1
白夜
1
机床周边、地沟上无垃圾、XX 等
机床前、侧、后无标识区域禁止杂
2 物、工具、耗材等存放,保持表面
整洁
3
冲洗机床水管、气枪在机床两 侧指定位置摆放
2
白夜
3
白夜
4
白夜
5
白夜
6
白夜
7
白夜
8
白夜
9
白夜
10
白夜
11
白夜
12
白夜
13
白夜
14
点检
点检人员 接班审核
注:1.该点检表用于机床每个班卫生点检,每班由班长点检进行签字确认 2. 3.
XX车间5S每日点检表
序 号
班别 点检项目
日期/
15
白夜
1
工件板XX机表面是否干净,周 围垃圾是否打扫干净
16
白夜
17
白夜
18
白夜
19
白夜
20
白夜
21
白夜
22
白夜
23
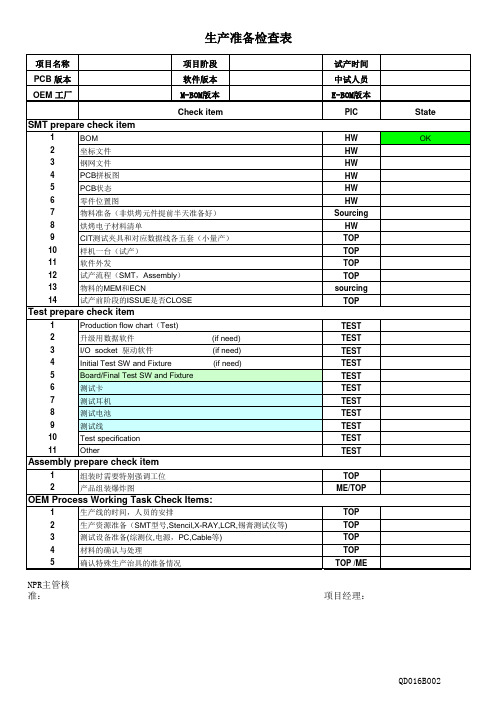
生产准备检查表
Test prepare check item
Assembly prepare check item
OEM Process Working Task Check Items:
NPR主管核准:
项目经理:
QD016B002
生产准备检查表
编号:QD025003
项目名称 PCB 版本 OEM 工厂 项目阶段 软件版本 M-BOM版本 Check item 试产时间 中试人员 E-BOM 版本
PIC HW HW HW HW HW HW Sourcing HW TOP TOP TOP TOP sourcing TOP TEST (if need) (if need) (if need) TEST TEST TEST TEST TEST TEST TEST TEST TEST TEST TOP ME/TOP TOP TOP TOP TOP TOP /ME
State
OK
SMT prepare check item
1 2 3 4 5 6 7 8 9 10 11 12 13 14 1 2 3 4 5 6 7 8 9 10 11 1 2 1 2 3 4 5 BOM 坐标文件 钢网文件 PCB拼板图 PCB状态 零件位置图 物料准备(非烘烤元件提前半天准备好) 烘烤电子材料清单 CIT测试夹具和对应数据线各五套(小量产) 样机一台(试产) 软件外发 试产流程(SMT,Assembly) 物料的MEM和ECN 试产前阶段的ISSUE是否CLOSE Production flow chart(Test) 升级用数据软件 I/O socket 驱动软件 Initial Test SW and Fixture Board/Final Test SW and Fixture 测试卡 测试耳机 测试电池 测试线 Test specification Other 组装时需要特别强调工位 产品组装爆炸图 生产线的时间,人员的安排 生产资源准备(SMT型号,Stencil,X-RAY,LCR,锡膏测试仪等) 测试设备准备(综测仪,电源,PC,Cable等) 材料的确认与处理 确认特殊生产治具的准备情况
生产车间物料员作业规范检查表

6
配件外包装材料管理
1.拆卸的外包装装满后即时清 理; 1.不加班每天16:00清理;2.加 班每条18:00清理;
7
不良品管理
8
9
1.物料员根据生产线的放置标准 进行物料上料摆放,不能超负荷 生产上上料量的控制 摆放;2.围条与隔配套领取,并 且只能放置在包材架上; 1.物料区地面保持清洁干净,每 所辖区域卫生清洁度 条下班后地面需进行清扫与拖 地;
02线
03线
04线
05线
06线
07线
2
空纸箱管理
3
配料车摆放
4
配料区物品摆放
5
尾料管理
结 果 判 1.物品不能摆放不能超过3层,且 定(遵 不能直接摆地上,需放置在物料 守画 车上;2.物料区不能摆放其它外 √,未 包装等杂物; 遵守画 X) 1.换单后10分钟内清理并即时退 还仓库;
√,未 遵守画 X)
点检总项 数
执行项数
物料员作业规范检查表
产线物料管理责任划分: 线别
物料员1遵 物料员标准 守率 遵守率 物料员2遵 守率 物料员3遵 守率
执行达成 率 点检人:
日期:
01线 序号 1 检查项目 生产线通道管理 执行标准要求 禁止将物料摆放在通道上,上料 完毕后禁止将空纸箱、物料车放 置在通道上; 1.重复使用的空箱即时放置到生 产包装工位线尾指定位置;2.不 立即使用的空箱放置物料区物料 车上,多余的或大于4个的纸箱必 须拆解;3.好的纸箱按分类放置 到纸箱仓库,损坏的放入到废纸 箱区并记录; 1.使用指定的物料车;2.禁止压 线、直线直角摆放,物料区摆放 时把手统一朝外;3.定位放置对 应的生产线物料区黄线内;
产前点检表

QR-PMC-017 A1
产前点检表
项 目:
序号
确认项目
确认部门
责任人
到达时间
1
图纸
2
ITO Film
3
银浆
4
蚀刻膏
5
蚀刻膏网版
6
上线银浆网版
7
上线银浆网版
sensor
8
测试程序
FPC
研发 采购 采购 采购 采购 采购 采购 研发 研发
成品
研发
9
Sensor测试治具
采购/测架房
10
FPC 测试治具
采购/测架房
产前点检表
项 目:
序号
确认项目
确认部门
责任人
到达时间
1
图纸
2
ITO Film
3
银浆
4
蚀刻膏
5
蚀刻膏网版
6
上线银浆网版ቤተ መጻሕፍቲ ባይዱ
7
上线银浆网版
研发 采购 采购 采购 采购 采购 采购
sensor
研发
8
测试程序
FPC
研发
成品
研发
9
Sensor测试治具
采购/测架房
10
FPC 测试治具
采购/测架房
11
压头
采购/工程
备注:1、各物料需要在排产日期前一天到位 2、网版需要备安全库存
11
压头
采购/工程
备注:1、各物料需要在排产日期前一天到位 2、网版需要备安全库存
QR-PMC-017 A1
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
产品名称:
单位 用量
日期: 2014-4-11 软氧中比压力锅
生产用量 1 1 2 1 1 1 1 2 4 1 1 2 1 1 1 1 1 1 2 1 1 1 1 1 2000 2000 4000 2000 2000 2000 2000 4000 8000 2000 2000 4000 2000 2000 2000 2000 2000 2000 4000 2000 2000 2000 2000 2000 库存数量
生产物料产前点检表
生产数量: 客户名称:
NO 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25
2000 伊尔乐
零部件名称 锅盖 锅身 安全阀 限压阀 排气管 防堵罩 指示阀 铝耳 铝铆钉 硅胶密封圈 18-22上手柄 不锈钢螺丝 18-22下手柄 带介螺丝 付柄 带介螺丝 合格证 说明书 垫纸 小橡皮筋 大橡皮筋 PO胶袋 蒸片 中比彩盒 中比外箱 规格及型号 22cm 22cm 红色宜家 爱德 80KPA φ 3.5mm 底部无孔 圆帽 4*12mm 爱德22cm M-1型 砂面 4*16mm M-1型 砂面 6*18mm 砂面 6*16mm 爱德 爱德 31*31cm 12*0.1cm 30*0.5cm 48*48cm 21.8cm 爱德22cm 6只装一箱 片 片 只 只 只 只 只 只 只 条 只 颗 只 颗 只 颗 张 张 张 条 条 个 片 个 1/6只
规格/型号:22cm
欠料跟踪记录
物料编码
0.16667 33