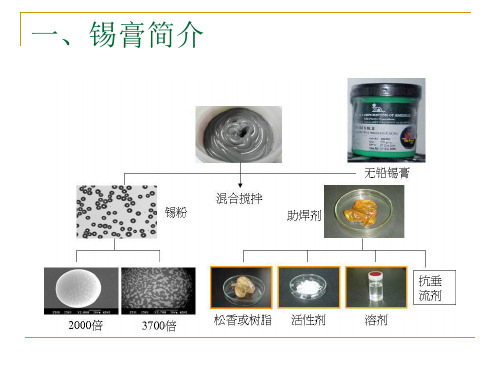
SMT锡膏印刷技术ppt课件
合集下载
SMT锡膏知识-精品课件.ppt

防立碑合金
优点
消除或减少立碑发生 几率 适合细间距印刷
局限
焊接点外观粗糙 表面积增大
易氧化 -锡珠 储存稳定性 在板吸潮
焊接点开路
焊接点开路
原因
元器件引脚损坏/平整 度不良
可焊性不良
解决方案 更换原材料
更换元器件
助焊剂活性不足
选用高活性或高固体 含量的助焊剂
良好回流工艺的正确操作
冷藏储存(2-8C) 足够回温时间(>4小时) 控制操作环境(20-30 C and 40-60 RH) 使用塑料器具 及时报废 不得混用
Multicore 现有免清洗产品介绍
RM92
老产品 QQ-S RMA 型 固体含量高 - 工艺操作窗口宽 免清洗/可清洗残留 符合 IPC, Bellcore and J-STD腐蚀实验和 SIR测试
RM92
优点
经久可靠 操作窗口宽 湿强度高 有效期长达12个月
局限
开放寿命较短 不能高速印刷
溶剂挥发
锡粉被树脂保护
典型回流焊炉设置
第一升温区: 常温--100C, 溶剂挥发,升温速率2-3C /秒 预热区: 100--150C,活化助焊剂,70--120 秒 第二升温区:150--183C,分解氧化物,30--50秒 回流焊区:183--212--183C,焊接完成,50--70秒 冷却段: 183C--常温,形成焊点,降温速率~4C/秒
Temperature OC
典型锡膏回流焊曲线
250
0 200
150
100 Temperature
50 3 to 6 Minutes (Typical)
0
Upper Limit Ideal Profile Lower Limit
锡膏工艺基础技术资料ppt课件
六、锡膏使用注意事项
保管:
1. 放置冷藏库中 2. 使用开始:与室温相同,基本上在印刷机相同的温度环境下在回温6小时内不可开封 3. 为防止结露问题将一天的使用量放至在室温内回温. 4. 搅拌:使用搅拌设备 5. 在使用时详细记录时间负责人,品名,制造编号,开始使用时间及使用终了时间
网板的清洁:
1. 以抗静电的塑料袋将钢板放入并放在固定置放架保管 2. 置放架不可有污染源,钢板表面注意不可有伤痕,钢板是以铝框有厚度保存,场地须
20 20 20
最多10 wt%小于
20 15 5
七、锡膏常用检验方式
七、锡膏常用检验方式
黏度(Viscosity) a.目的:确保锡膏印刷质量及保持良好的下锡性,确认是否符合标准值,
以及制定误差值 b.规范标准:
★JIS-Z 3284 Annex 6 IPC-TM-650 2.4.34.3 IPC-TM-650 2.4.34.2
的质量。 (3)、当天未使用完的锡膏,不可与尚未使用的锡膏共同置放,应另外存放在
别的容器之中. 锡膏开封后在室温下紧闭罐盖请于24小時内使用完毕
四、保存与使用方法
(4)、锡膏印刷在基板后,建议于4~8小时内置放零件进入回焊炉完成着装。 (5)、换线超过一小时以上,请于换线前将锡膏从钢板上刮起收入锡膏罐内封盖。 (6)、为确保印刷质量,建议每4小时将钢板双面的开口以人工方式进行擦拭。 (7)、室内温度请控制于25±3 ℃,湿度RH30~60%为最好的作业环境。 (8)、锡膏黏度值最佳化为170-200 Pa.s(25℃),最大允许使用范围为170~210 Pa.s
使用中 印刷后保存期限8小时(必须在此期限内置件并过回焊) 放置钢板上不印刷保存期限8小时(静置后印刷第一片 可能状况不佳,第2片恢复)
SMT锡膏印刷技术培训讲义

粒度越小,黏度越大;粒度过大,会使锡膏黏结性能
变差。粒度太细,会由于表面积增大,使其表面含氧量增 高,所以也不能采用。
7
助焊剂 ?
传统的助焊剂通常以松香为基体.松香具有弱酸性和热熔流动性,并具 有良好的绝缘性.耐湿性.无腐蚀性.无毒性和长期稳定性,是不多得的助焊材
料.
通过助焊剂中活性剂的作用,能清除被焊材料表面以及锡粉本身的氧化 物,使焊料迅速扩散并附着在被焊金属表面.助焊剂的组成对锡膏的扩展性.
②金属刮刀
金属刮刀耐磨、使用寿命长(约10万次,是聚胺酯的10倍左右)。用于平整度好的金 且使用寿命长,应用最广泛。
属模板印刷;适宜各种间距、密度的印刷,特别对窄间距、高密度印刷质量比较高,
17
(b) 刮刀形状和结构 橡胶刮刀的形状有菱形和拖尾形两种。
菱形刮刀 ——是将10mm×10mm 的方形聚胺脂夹在支架中间,
锡膏印刷技术
1
焊接?
焊接是一个比较复杂的物理、化学过程,当用焊 锡焊接金属时,随着电烙铁的加热和焊剂的帮助,焊 锡先对焊接表面产生润湿,并逐渐向金属扩散,在焊 锡与金属的接触面形成附着层,冷却后即形成牢因可 靠的金属合金。
2
一.施加焊膏工艺
3
施加焊膏是SMT的关键工序
施加焊膏是保证SMT质量的关键工序。目前一般都采
前后呈45°角。菱形刮刀可采用单刮刀作双向印刷。刮刀在每
个行程末端可跳过焊膏。菱形刮刀的焊膏量不易控制,并容易
污染刮刀头。
拖尾形刮刀 ——一般都采用双刮刀形式。刮刀的角度一般为
45°~ 60°。
ቤተ መጻሕፍቲ ባይዱ
18
橡胶刮刀
金属刮刀
手动刮刀
图2-7 各种不同形状的刮刀示意图
《SMT工艺培训》课件

决问题
操作注意事项:注意操作安 全,遵守操作规程,确保检
测结果的准确性和可靠性05SMT工艺常见问题及解决方案
锡膏印刷常见问题及解决方案
锡膏印刷不均匀:调整印刷参数,如刮刀压力、速度等 锡膏印刷漏印:检查钢网和PCB板是否对齐,调整印刷参数 锡膏印刷粘度不合适:选择合适的锡膏粘度,调整印刷参数 锡膏印刷污染:保持印刷环境清洁,定期清洁印刷设备
加强原材料和成品的检 验和检测
建立质量反馈机制,及 时解决问题
引入先进的质量控制技 术和方法,如六西格玛 管理等
优化建议与未来发展方向
优化建议:加强工艺流程管理,提高生产效率和产品质量 优化建议:加强员工培训,提高员工技能和素质 优化建议:加强设备维护和保养,提高设备利用率和稳定性 未来发展方向:智能化、自动化、数字化,提高生产效率和产品质量
解决方案:调整AOI阈值,减少误
报率
障碍
问题:AOI检测结果不稳定 解决方案:定期校准AOI设 备,保证检测结果的稳定性
解决方案:定期校准AOI设备,保
证检测结果的稳定性
方案
06
SMT工艺质量控制与优化建议
质量控制方法与措施
建立完善的质量管理体 系
加强员工培训,提高操 作技能
定期进行设备维护和保 养
检测设备:选择合适的AOI 检测设备,确保其性能和精 度符合要求
操作规范:按照规定的步骤 和程序进行检测,确保检测 结果的准确性
AOI检测技术:自动光学检 测技术,用于检测PCB板上 的焊点、元件等
检测参数:设定合适的检测 参数,如分辨率、对比度等,
以提高检测效果
检测结果:对检测结果进行 分析和处理,及时发现和解
SMT定义:表 面贴装技术,是 一种将电子元器 件直接贴装在 PCB板上的工艺
操作注意事项:注意操作安 全,遵守操作规程,确保检
测结果的准确性和可靠性05SMT工艺常见问题及解决方案
锡膏印刷常见问题及解决方案
锡膏印刷不均匀:调整印刷参数,如刮刀压力、速度等 锡膏印刷漏印:检查钢网和PCB板是否对齐,调整印刷参数 锡膏印刷粘度不合适:选择合适的锡膏粘度,调整印刷参数 锡膏印刷污染:保持印刷环境清洁,定期清洁印刷设备
加强原材料和成品的检 验和检测
建立质量反馈机制,及 时解决问题
引入先进的质量控制技 术和方法,如六西格玛 管理等
优化建议与未来发展方向
优化建议:加强工艺流程管理,提高生产效率和产品质量 优化建议:加强员工培训,提高员工技能和素质 优化建议:加强设备维护和保养,提高设备利用率和稳定性 未来发展方向:智能化、自动化、数字化,提高生产效率和产品质量
解决方案:调整AOI阈值,减少误
报率
障碍
问题:AOI检测结果不稳定 解决方案:定期校准AOI设 备,保证检测结果的稳定性
解决方案:定期校准AOI设备,保
证检测结果的稳定性
方案
06
SMT工艺质量控制与优化建议
质量控制方法与措施
建立完善的质量管理体 系
加强员工培训,提高操 作技能
定期进行设备维护和保 养
检测设备:选择合适的AOI 检测设备,确保其性能和精 度符合要求
操作规范:按照规定的步骤 和程序进行检测,确保检测 结果的准确性
AOI检测技术:自动光学检 测技术,用于检测PCB板上 的焊点、元件等
检测参数:设定合适的检测 参数,如分辨率、对比度等,
以提高检测效果
检测结果:对检测结果进行 分析和处理,及时发现和解
SMT定义:表 面贴装技术,是 一种将电子元器 件直接贴装在 PCB板上的工艺
锡膏培训资料PPT课件

锡膏印刷机是一种将锡膏按需转 移到印制板上的设备,其工作原
理主要基于丝网印刷技术。
丝网印刷技术利用丝网作为模板, 将锡膏通过刮刀施加压力,从丝 网中挤压到印制板上,形成所需
的电路图形。
印刷过程中,丝网在刮刀的作用 下产生弹性形变,使锡膏通过网 孔转移到印制板上,形成锡膏焊
点。
锡膏印刷的工艺流程
准备丝网
外观检查
电气性能测试
检查焊点外观是否良好,无气泡、无杂质 。
对焊接完成的线路进行电气性能测试,确 保无短路、断路等问题。
清洁处理
记录与归档
使用适当的清洁剂清理残留的锡膏,保持 线路板整洁。
对焊接过程进行记录,并将相关资料归档 保存,以便后续查阅。
05 锡膏的应用实例
手机板的焊接
手机板是现代通讯设备中不可或缺的一部分,其焊接质量直 接影响到手机的使用寿命和性能。锡膏焊接技术广泛应用于 手机板的焊接,以确保电子元件的可靠连接。
使用搅拌机充分搅拌锡膏,使其均匀混 合。
控制炉温曲线,确保回流焊过程中温度 均匀上升,避免局部过热。
预防措施
选用合适的锡膏,确保其具有较好的热 稳定性和流动性。
桥连的产生与预防
预防措施
使用具有较低熔点的锡膏,提高 其流动性。
桥连的产生:在回流焊过程中, 由于锡膏流动不均匀或部分锡膏 过早熔化,导致两个焊点之间形 成桥接。
根据电路板上的焊盘尺寸和间距, 选择合适的丝网目数和网框尺寸。
放置丝网
将丝网放置在网框上,并固定好 边框。
涂布锡膏
将适量的锡膏涂布在丝网上,确 保锡膏均匀分布。
锡膏印刷的工艺流程
放置电路板
将电路板放置在丝网下方,对 准焊盘位置。
印刷锡膏
SMT 培训课程ppt课件

22
Multi Function Mounting (F209)
機器貼裝速度0.49s/piont,CPH 可達到7,000﹐貼片精度為 ±0.06 mm﹐主要貼裝0804~ 32mm 元件﹐每一次動作只有 一個Nozzle﹐彈匣中有6個 Nozzle供不同零件選用﹐同時機 器還具有自動Teach和Off-set 功能 。機器具有觸摸屏操作功能。
27
Reflow Soldering&profile(HELLER1912E
XL)
回焊爐﹕主要采用UPS控制﹐共十二 個溫區適用于RoHs制程(Leadfree)﹐每天開線或換線時會測出 profile曲線﹐并與標准profile曲線 進行比對以確保溫度設定正確﹐并對 制程做Cp-Cpk管控﹐Profile曲線每 月校正一次﹐無鉛Profile測溫板經 過高溫的次數最多不超過150次﹐有 鉛Profile測溫板經過高溫的次數最 多不超過200次。鏈條有自動加油系 統。
13
a. 元件吸取
吸取元件一般是採
用真空負壓(-79Kpa)的
吸嘴吸住元件, 在拾放
的動作中,吸嘴在做Z方
向的移動時,既要拾放
速度快,而且還要平穩。
H軸馬達
H軸
14
b. 吸嘴
當真空負壓產生之後吸嘴是直接接觸 SMD元件的零件,吸嘴孔的大小與SMD元 件的外形有极大的关系.每一台貼片機都有 一套實用性很強的吸嘴。吸嘴與吸管之間 還有一個彈性補償的緩衝機構,保證在拾 取過程對貼片元件的保護,提高元件的貼 裝率。
28
回流焊 Profile
溫度曲線
℃
245 D
217
0.5~2 C
185 155
B
℃/s
Peak temperature:230~245℃
Multi Function Mounting (F209)
機器貼裝速度0.49s/piont,CPH 可達到7,000﹐貼片精度為 ±0.06 mm﹐主要貼裝0804~ 32mm 元件﹐每一次動作只有 一個Nozzle﹐彈匣中有6個 Nozzle供不同零件選用﹐同時機 器還具有自動Teach和Off-set 功能 。機器具有觸摸屏操作功能。
27
Reflow Soldering&profile(HELLER1912E
XL)
回焊爐﹕主要采用UPS控制﹐共十二 個溫區適用于RoHs制程(Leadfree)﹐每天開線或換線時會測出 profile曲線﹐并與標准profile曲線 進行比對以確保溫度設定正確﹐并對 制程做Cp-Cpk管控﹐Profile曲線每 月校正一次﹐無鉛Profile測溫板經 過高溫的次數最多不超過150次﹐有 鉛Profile測溫板經過高溫的次數最 多不超過200次。鏈條有自動加油系 統。
13
a. 元件吸取
吸取元件一般是採
用真空負壓(-79Kpa)的
吸嘴吸住元件, 在拾放
的動作中,吸嘴在做Z方
向的移動時,既要拾放
速度快,而且還要平穩。
H軸馬達
H軸
14
b. 吸嘴
當真空負壓產生之後吸嘴是直接接觸 SMD元件的零件,吸嘴孔的大小與SMD元 件的外形有极大的关系.每一台貼片機都有 一套實用性很強的吸嘴。吸嘴與吸管之間 還有一個彈性補償的緩衝機構,保證在拾 取過程對貼片元件的保護,提高元件的貼 裝率。
28
回流焊 Profile
溫度曲線
℃
245 D
217
0.5~2 C
185 155
B
℃/s
Peak temperature:230~245℃
SMT基础培训教材(ppt版)
活性均勻之助焊劑
2. 活性劑
1)消除焊接面之氧化物,降低外表張力
2)活性劑之種類
A.有機酸類
B.有機氨類
第三十二页,共四十六页。
焊錫膏的組成及功能(gōngnéng)
三.抗捶流劑
1.防止(fángzhǐ)錫粉與錫膏助焊劑分 離
2.防止錫塌
第三十三页,共四十六页。
印刷(yìnshuā)作業查核要項
清洗
SMT&PTH焊錫方式(fāngshì)
二.SMT膠材/波焊
三.SMT錫膏/迴焊
上膠
上錫膏
零件(línɡ jiàn)放置
膠固化
零件放置 迴焊
PCB翻轉
零件插裝
清洗
波焊
清洗
第十九页,共四十六页。
SMT/PTH組裝方式(fāngshì)
一.單面SMT 二.單面PTH
三.單面SMT+PTH 四.單面SMT+雙面PTH 五.雙面SMT+單面PTH
六.雙面SMT+單面 PTH
第二十页,共四十六页。
貼片技術組裝流程(liú 圖 chéng)
Surface Mounting Technology Process Flow Chart
發料
Parts Issue
基板烘烤(hōnɡ kǎo)
Barc Board Baking
錫膏印刷(yìnshuā)
第十三页,共四十六页。
公制 1005 1608 2125 3216 3225 4532 4564
SMT零件 (E) (línɡ jiàn)
SOT電晶體 SOT SOT SOIC PLCC
FLAT PACKGE QFP
SOT-23 SOT-89 SOT-143 SOP-8PIN~PLCC-124PIN PLCC-18PIN~MO-86PIN MO-24PIN~MO-86PIN QFP-44PIN~QFP-396PIN
SMT基础知识PPT课件

电阻的识别
电阻的单位及换算:
单位有: Ω, KΩ, MΩ 换算为:1 MΩ=1000 KΩ
1 KΩ=1000 Ω
方向的判别:
无方向
电子元件识别与质检要求
电阻的识别
数标法:
直标法:直接将阻值标识于元件上. 如: 680 Ω5=680 Ω±5%
1.8 KΩ1=1.8 KΩ±1%
文字符号法:
Ω33Ⅰ=0.33Ω±5% 1K2Ⅱ=1.2KΩ±10%
电子元件识别与质检要求
电子元件包装方式
袋装:一般用于外观不容易受损之插件元件 盘装: 一般用于SMD料
纸带—片状规则元件 塑胶带----圆柱状元件或不规则元件 箱装: 用于较笨重且不易变形损坏之元件. 盘装: 一般用于集成块等脚容易变形之元件.
SMT技术概要 传统插件与表面装贴技术的区别 SMT技术的发展及前景 SMT生产的环境要求 SMT工作人员工作要求 SMT生产流程介绍 SMT电子元件识别与质检要求
有效数 倍率 误差
颜色 棕 红 橙 黄 绿 蓝 紫 灰 白 黑 金 银
数值 1 2 3 4 5 6 7 8 9 0
误差 ±1% ±2%
±5% ±10%
电子元件识别与质检要求
电容的识别
电容的作用:
起滤波,振荡,旁路,.耦合,退耦等作用.
电容的类别:
按容量稳定性分: 固定电容(有机膜电容’绦纶’,纸介电 容, 电解电容,云母电容,瓷片电容),可变电容. 按安装工艺分: SMT贴片电容,插件电容
电子元件识别与质检要求
三极管的识别
字母代号:
Q表示
图示:
NPN型
PNP型
电子元件识别与质检要求
三极管的识别
XXX EBC
电阻的单位及换算:
单位有: Ω, KΩ, MΩ 换算为:1 MΩ=1000 KΩ
1 KΩ=1000 Ω
方向的判别:
无方向
电子元件识别与质检要求
电阻的识别
数标法:
直标法:直接将阻值标识于元件上. 如: 680 Ω5=680 Ω±5%
1.8 KΩ1=1.8 KΩ±1%
文字符号法:
Ω33Ⅰ=0.33Ω±5% 1K2Ⅱ=1.2KΩ±10%
电子元件识别与质检要求
电子元件包装方式
袋装:一般用于外观不容易受损之插件元件 盘装: 一般用于SMD料
纸带—片状规则元件 塑胶带----圆柱状元件或不规则元件 箱装: 用于较笨重且不易变形损坏之元件. 盘装: 一般用于集成块等脚容易变形之元件.
SMT技术概要 传统插件与表面装贴技术的区别 SMT技术的发展及前景 SMT生产的环境要求 SMT工作人员工作要求 SMT生产流程介绍 SMT电子元件识别与质检要求
有效数 倍率 误差
颜色 棕 红 橙 黄 绿 蓝 紫 灰 白 黑 金 银
数值 1 2 3 4 5 6 7 8 9 0
误差 ±1% ±2%
±5% ±10%
电子元件识别与质检要求
电容的识别
电容的作用:
起滤波,振荡,旁路,.耦合,退耦等作用.
电容的类别:
按容量稳定性分: 固定电容(有机膜电容’绦纶’,纸介电 容, 电解电容,云母电容,瓷片电容),可变电容. 按安装工艺分: SMT贴片电容,插件电容
电子元件识别与质检要求
三极管的识别
字母代号:
Q表示
图示:
NPN型
PNP型
电子元件识别与质检要求
三极管的识别
XXX EBC
SMT技术讲解课件
采用测试设备对产品进 行功能检测,检测产品 是否能够正常工作。
对产品进行安全性能检 测,检测产品是否符合 国家相关安全标准。
采用X射线检测设备对产 品内部进行检测,检测 产品内部是否存在缺陷 等问题。
采用自动化检测设备对 产品进行高效的检测, 提高生产效率和产品质 量。
05
SMT技术应用及实例分析
SMT技术应用领域概述
01
02
03
电子行业
SMT技术广泛应用于电子 行业中,包括家用电器、 通讯设备、计算机及外围 设备等领域。
汽车行业
在汽车行业中,SMT技术 可以应用于发动机控制系 统、燃油喷射系统、制动 系统等部分。
医疗行业
在医疗行业中,SMT技术 可以应用于医疗器械、医 疗设备等领域,提高设备 的可靠性和安全性。
建立完善的管理制度
建立完善的SMT安全与环保管理制度,规 范生产流程和废弃物处理方式。
引入新技术
积极引入先进的SMT技术和设备,提高生 产效率,降低对环境的影响。
加强合作
加强与政府、行业组织等的合作,共同推 进SMT行业的安全与环保发展。
THANKS
感谢观看
稳定可靠。
工艺质量控制
通过对SMT工艺过程进行监控 ,保证生产过程的稳定性和产
品质量的可靠性。
质量信息反馈
建立质量信息反馈机制,及时 发现和解决生产过程中出现的 质量问题,提高生产效率和产
品质量。
质量检测的方法与工具
外观检测
功能检测
安全检测
X射线检测
自动检测设备
采用目视、手触等方式 对产品表面进行检查, 检测产品是否有划痕、 变形、气泡等问题。
智能制造
将机器人技术、自动化技术、物联网技术等与SMT相结合,实现智能化制造,提高生产效率和质量。
SMT工艺介绍ppt课件
三.锡膏,刮刀,钢网
锡膏的基础知识 锡膏的组成:锡粉+助焊剂 助焊剂的组成:松香+活化剂+抗垂流剂+溶剂
助焊剂的作用
1.清除零件氧化层
2.防止加热时氧化
3.有利于润湿
锡粉:助焊剂
质量约为88%~92%
体积大约为1:1
Page 14 of 58
三.锡膏,刮刀,钢网 锡膏的存储条件 必须放冰箱内贮存,存贮温度0~ 10度(降低活性,减缓反应) 使用期限为6个月 禁止阳光照射
Page 32 of 58
五.AOI介绍
AOI系统用可见光(激光)或不可见光(X射线)作为检测光源,光 学部分采集需要检测的电路板图形,由图像处理软件对数据进 行处理、分析和判断。AOI只能以设定好的标准为基准进行判。 如果标准设定太严,则误判太多。标准设定太宽,又会漏检。
Page 33 of 58
Page 15 of 58
三.锡膏,刮刀,钢网
锡膏的使用 1.锡膏使用前必须回温到使用环境的温度(25+-3C),回 温时间一盘不小于4小时 2.回温后一周内用完,常温保存七天) 3.添加锡膏前,须先搅拌1~3分钟后才能使用(约30圈)。 4.锡膏开封后8小时用完,1小时贴片,4小时回流 5.换线超过半小时,应将锡膏收入在锡膏瓶内 6.温度应控制在25+-3C,湿度30%~60%RH的作业环境
盘装供料器: 仓储式供料器 Stick 供料器(管装)
Page 31 of 58
五.AOI介绍 AOI自动光学检测(AUTOMATIC OPTICAL INSPECTION)是通过
光学的方法对PCBA进行扫描,通过CCD摄像头读取器件及焊脚的 图像,通过逻辑算法与良好的影像进行对比,从面对PCBA进行 检查,找出漏贴,短路,偏位,等不良。
SMT锡膏印刷培训讲义(SP60)ppt课件
221~226 227
制程方 式 点胶 网板 钢板
粘度要求(單 位:KCPS)
200-400kcps 400-600kcps 400-1200kcps
按類型分
愈小愈均勻愈好且錫球愈圆愈好,对锡 球滚动较有帮助)。
类型
形狀 直徑um
400
球形
37
500
球形
30
625
球形
20
按清洗方式分
根据焊接過程中所使用的焊劑、焊料成 分來確定。
电木底座(試產)
17
錫膏机印刷過程
錫膏印刷的工作過程主要工序為: 基板輸入→基板定位→图像识別→錫膏印刷→基板輸出
PCB SENSOR
PCB STOP
真空固 定
識別 MARK
Z軸上 升
刮刀下降移動
錫膏填充
刮刀上升
Z軸下降
基板輸 基板從上一站利用輸送帶傳送到印刷机工作平台 入
完成印 刷
基板定 一般在基板與印刷鋼板貼緊的基础來固定基本,常以壓緊基板一份的方式
点击Getnew(Recover Getnew)取出回温,在Scan中输入User ID,在
SN中输入锡膏的序号,在Line 中输入线别在Chksn中输入Get out,
1即.印可刷OK锡,膏列过印程出中序,号印刷机温度必须控制在18℃~24℃,湿度 420.%生~5产0%线RH领环用境锡作膏业前最需好于,不搅可拌用机冷搅风拌或3~热5分风钟直,接具对体著数吹值,溫需度参超考过搅拌 2机6.转6℃速,等會影响錫膏性能。
刮刀清洁步骤、P交C接B执送行进事送项出、步锡骤膏添加作业步骤、
品质异常处理流程、常见故障排除、离岗注意事项、
交接班该执行事项
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
B——焊膏与PCB焊盘之间的接触面积(开口面积)
.
15
(a) 垂直开口 易脱模
(b) 喇叭口向下 易脱模
(c) 喇叭口向上 脱模差
图1-5 模板开口形状示意图
.
16
3. 刮刀材料、形状及印刷方式
(a) 刮刀材料 ①橡胶(聚胺酯)刮刀 橡胶刮刀有一定的柔性,用于丝网印刷以及模板表面不太平整、例如经过减薄处理( 有凹面)的模板印刷。 橡胶刮刀的硬度: 肖氏(shore)75度~ 85度。 ②金属刮刀 金属刮刀耐磨、使用寿命长(约10万次,是聚胺酯的10倍左右)。用于平整度好的金 属模板印刷;适宜各种间距、密度的印刷,特别对窄间距、高密度印刷质量比较高,而 且使用寿命长,应用最广泛。
.
18
橡胶刮刀 金属刮刀
手动刮刀
图2-7 各种不同形状的刮刀示意图
.
19
(d) 印刷方式 ①单向印刷(刮刀只能作一个方向印刷)
单向印刷时有一块刮刀是印刷用的,另一块刮刀是作为回料 用的;
②双向印刷 双向印刷时两块刮板进行交替往返印刷。
.
20
4. 影响印刷质量的主要因素
a 模板质量——模板印刷是接触印刷,因此模板厚度与开口尺寸确定了焊 膏的印刷量。焊膏量过多会产生桥接,焊膏量过少会产生焊锡不足或虚焊。 模板开口形状以及开口是否光滑也会影响脱模质量。
熔化温度 183 183-190 183-216 183-227 183-238 183-255 183-266 227-288
再流焊温度 208-223 210-220 236-246 247-257 258-268 275-285 286-296 308-318
.
焊膏?
惰性气体中将熔融的焊料雾化制成微细的粒状金属。
.
8
助焊剂的化学组成?
目前在SMT中采用的大多是以松香为基体的活性助焊剂.由于松香随着品 种.产地和生产工艺的不同,其化学组成和性能有较大差异,因此,对松香优 选是保证助焊剂质量的关键.
通常助焊剂还包括以下成分:活性剂.成膜物质.添 加剂(消光剂、光亮剂、缓蚀剂、阻燃剂)和溶剂.
.
助焊剂应具有以下作用:
高,所以也不能采用。
.
7
助焊剂 ?
传统的助焊剂通常以松香为基体.松香具有弱酸性和热熔流动性,并具 有良好的绝缘性.耐湿性.无腐蚀性.无毒性和长期稳定性,是不多得的助焊材 料.
通过助焊剂中活性剂的作用,能清除被焊材料表面以及锡粉本身的氧化 物,使焊料迅速扩散并附着在被焊金属表面.助焊剂的组成对锡膏的扩展性. 润湿性.塌陷.粘度变化.清洗性.和储存寿命起决定性作用。
据资料统计,在PCB设计正确、元器件和印制板质量有 保证的前提下,表面组装质量问题中有60%-80%的质量问 题出在印刷工艺。
.
4
焊膏?
锡膏是由合金焊料粉和糊状助焊剂均匀搅拌而成的膏状体. 焊接学中,习惯上将焊接温度低于450℃的焊接称为软焊料。电 子线路的焊接温度通常在180℃~300℃之间,所用焊料的要成分是 锡和铅,故又称为锡铅焊料。
以锡铅合金为主,有的锡焊料还含少量 的锑。含铅37%,锡63%的锡合金俗称焊锡 ,熔点约183℃。这是最普遍的Sn63/Pb37 Sn60/Pb40 Sn50/Pb50 Sn45/Pb55 Sn40/Pb60 Sn30/Pb70 Sn25/Pb75 Sn15/Pb85
.
17
(b) 刮刀形状和结构
橡胶刮刀的形状有菱形和拖尾形两种。 菱形刮刀——是将10mm×10mm的方形聚胺脂夹在支架中间, 前后呈45°角。菱形刮刀可采用单刮刀作双向印刷。刮刀在每 个行程末端可跳过焊膏。菱形刮刀的焊膏量不易控制,并容易 污染刮刀头。 拖尾形刮刀——一般都采用双刮刀形式。刮刀的角度一般为 45°~ 60°。
.
了解印刷原理,提高印刷质量
.
11
1. 印刷焊膏的原理
焊膏和贴片胶都是触变流体,具有粘性。当刮刀以一定速度 和角度向前移动时,对焊膏产生一定的压力,推动焊膏在刮板前 滚动,产生将焊膏注入网孔或漏孔所需的压力,焊膏的粘性摩擦 力使焊膏在刮板与网板交接处产生切变,切变力使焊膏的粘性下 降,使焊膏顺利地注入网孔或漏孔。
焊膏中金属粉末的颗粒形状有2种:即球形、不定形。
焊膏中金属粉末的颗粒细度在20~75微米。一般来说,
焊膏颗粒细度选择的依据是:最小尺寸的金属漏版开孔应
能允许同时通过3~4个颗粒,对于精细间距的元器件应选
用颗粒细度在20~40微米之间的球形焊膏。
粒度越小,黏度越大;粒度过大,会使锡膏黏结性能
变差。粒度太细,会由于表面积增大,使其表面含氧量增
锡膏印刷技术
.
1
焊接?
焊接是一个比较复杂的物理、化学过程,当用焊 锡焊接金属时,随着电烙铁的加热和焊剂的帮助,焊 锡先对焊接表面产生润湿,并逐渐向金属扩散,在焊 锡与金属的接触面形成附着层,冷却后即形成牢因可 靠的金属合金。
.
2
一.施加焊膏工艺
.
3
施加焊膏是SMT的关键工序
施加焊膏是保证SMT质量的关键工序。目前一般都采 用模板印刷。
(1).去除焊接表面的氧化物,防止焊接时焊锡和焊接表面的再氧化降低焊锡的 表面张力. (2).熔点比焊料低,在焊料熔化之前,助焊剂要先熔化,才能充分发挥助焊作用. (3).浸润扩散速度比熔化焊料快,通常要求扩展在90%左右或90%以上. (4).粘度和比重比焊料小,粘度大会使浸润扩散困难,比重大就不能覆盖焊料 表面. (5).焊接时不产生焊珠飞溅,也不产生毒气和强烈的刺激性臭味. (6).焊后残渣易于去除,并具有不腐蚀.不吸湿和不导电等特性. (7).不沾性,焊接后不沾手,焊点不易拉尖. (8).在常温下贮存稳定
.
12
刮板 模板 PCB
焊膏
焊膏在刮板 前滚动前进
产生将焊膏注 入漏孔的压力
切变力使焊 膏注入漏孔
焊膏释放(脱模)
.
13
焊膏在刮板前滚动,才能产生将焊膏注入开口的压力
刮板
焊膏
焊膏滚动
印刷时焊膏填充模板开口的情况
.
脱模 14
开口面积B 开口壁面积A
PCB
图1-4 放大后的焊膏印刷脱模示意图
Fs——焊膏与PCB焊盘之间的粘合力:与开口面积、焊膏黏度有关 Ft——焊膏与开口壁之间的摩檫阻力:与开口壁面积、光滑度有关 A——焊膏与模板开口壁之间的接触面积;