管道组对焊接记录
6.4.3、管道管件现场焊接(熔接)检查记录
1
至
/
/
/
/
监理(建设) 单位
项目专业监理工程师
(建设单位项目专业负责人)签名:
施工单位
检测调试负责人签
名
专业工长(施工
员)签名
专业质检员签名
试验员或班组长
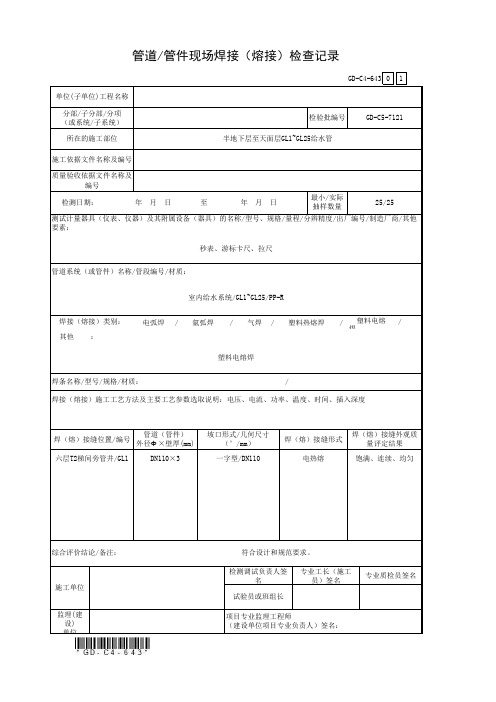
综合评价结论/备注:符合设计和规范要求。
六层T2梯间旁管井/GL1
DN110×3
一字型/DN110
电热熔
饱满、连续、均匀
焊接(熔接)施工工艺方法及主要工艺参数选取说明:电压、电流、功率、温度、时间、插入深度
焊(熔)接缝位置/编号管道(管件) 外径Φ×壁厚(mm)
坡口形式/几何尺寸
(°/mm)焊(熔)接缝形式
焊(熔)接缝外观质
量评定结果/
:
塑料电熔焊
焊条名称/型号/规格/材质:
/
测试计量器具(仪表、仪器)及其附属设备(器具)的名称/型号、规格/量程/分辨精度/出厂编号/制造厂商/其他要素:
秒表、游标卡尺、拉尺
管道系统(或管件)名称/管段编号/材质:
室内给水系统/GL1~GL25/PP-R
焊接(熔接)类别:
焊
质量验收依据文件名称及
编号检测日期:
年 月 日
年 月 日
最小/实际 抽样数量
25/25
检验批编号
GD-C5-7121
所在的施工部位半地下层至天面层GL1~GL25给水管
施工依据文件名称及编号管道/管件现场焊接(熔接)检查记录
GD-C4-643单位(子单位)工程名称分部/子分部/分项 (或系统/子系统)。
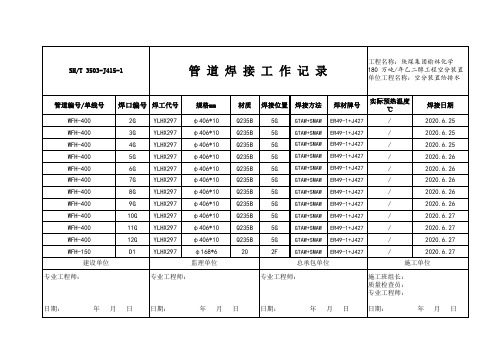
管道焊接工作记录

5G
GTAW
95
11
4
22
38
/
6 5096
5G
GTAW
95
11
4
22
38
/
7 5096
5G
GTAW
95
11
4
22
38
/
8 5096
5G
GTAW
95
11
4
22
38
/
9 5096
5G
GTAW
95
11
4
22
38
/
10 5096
5G
GTAW
95
11
4
22
38
/
11 5096
5G
GTAW
95
11
4
22
38
/
11
4
10 5096
5G
GTAW
95
11
4
11 5096
5G
GTAW
95
11
4
12 5096
5G
GTAW
95
11
4
13 5096
5G
GTAW
95
11
4
14 5096
5G
GTAW
95
11
4
15 5096
5G
GTAW
95
11
4
16 5096
5G
GTAW
95
11
4
φ32×3 06Cr19Ni10
环境条件
温度℃ 湿度%
管线规格/
φ57×3.5 06Cr17Ni12Mo2
管道-管件现场焊接(熔接)检查记录
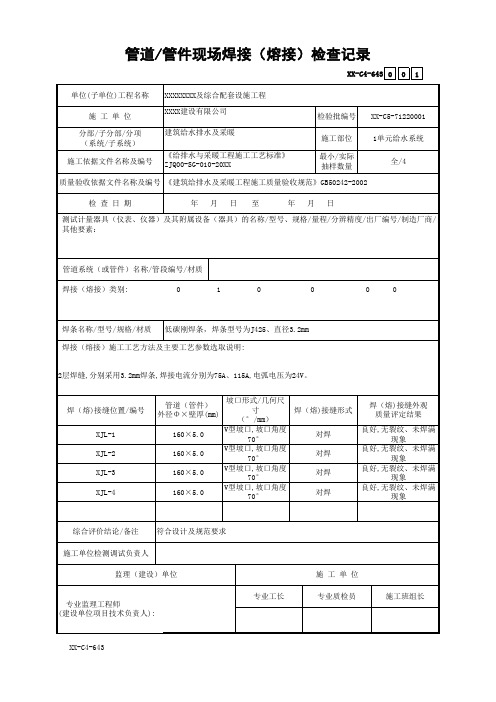
焊接(熔接)类别:
0
1
0
0
0
0
焊条名称/型号/规格/材质 低碳刚焊条,焊条型号为J425、直径3.2mm 焊接(熔接)施工工艺方法及主要工艺参数选取说明:
2层焊缝,分别采用3.2mm焊条,焊接电流分别为75A、115A,电弧电压为24V。
焊(熔)接缝位置/编号
XJL-1 XJL-2 XJL-3 XJL-4
管道(管件) 外径Φ×壁厚(mm)
坡口形式×5.0
V型坡口,坡口角度 70°
160×5.0
V型坡口,坡口角度 70°
160×5.0
V型坡口,坡口角度 70°
160×5.0
V型坡口,坡口角度 70°
焊(熔)接缝形式
对焊 对焊 对焊 对焊
焊(熔)接缝外观 质量评定结果
良好,无裂纹、未焊满 现象
良好,无裂纹、未焊满 现象
良好,无裂纹、未焊满 现象
良好,无裂纹、未焊满 现象
综合评价结论/备注 符合设计及规范要求 施工单位检测调试负责人
监理(建设)单位
专业监理工程师 (建设单位项目技术负责人):
专业工长
施工单位 专业质检员
施工班组长
XX-C4-643
管道/管件现场焊接(熔接)检查记录
XX-C4-643 0 0 1
单位(子单位)工程名称 XXXXXXXX及综合配套设施工程
施工单位
XXXX建设有限公司
检验批编号 XX-C5-71220001
分部/子分部/分项 (系统/子系统)
施工依据文件名称及编号
建筑给水排水及采暖
《给排水与采暖工程施工工艺标准》 ZJQ00-SG-010-20XX
施工部位
最小/实际 抽样数量
管道组对焊接记录

0.3
0.5
合格
2018.2.1
YG-2018-JD005
JD005-10
2.0
33
2.1
0.2
0.5
0.3
0.4
合格
2018.2.1
YG-2018-JD005
JD005-11
1.8
30
2.4
0.3
0.2
0.5
0.4
合格
2018.2.1
YG-2018-JD005
JD005-12
1.8
32
2.2
0.3
合格
施工单位
建设单位
监理单位
质检员:
检验责任师:
焊接责任师:
日期: 2018年 2 月1日
代表:
代表:
0.5
0.3
0.3
合格
2018.2.1
YG-2018-JD005
JD005-16
1.6
35
2
0.5
0.5
0.3
0.3
合格
2018.2.1
YG-2018-JD005
JD005-17
1.9
35
2
0.5
0.5YG-2018-JD005
JD005-18
1.6
35
2.4
0.5
0.5
胜利油田金岛工程安装有限责任公司
管道焊口组对记录表
JL/TS-0701-39
工程名称:采油七区天然气管线改造工程
本
清
单
一
式
三
联
第
一
联
工
艺
留
存
;
第
二
3503-J415 管道焊接工作记录

管道焊接工作记录
工程名称:天方药业有限公司原料药搬迁项目系统管网安装工程
单元名称:
管道编号/单线号
焊口编号
焊工代号
规格mm
材质
焊接位置
焊接方法
焊材牌号
外观检查结果
焊接日期
建设单 位
监理单位
施工单位
专业工程师:
日期:年月日
专业工程师:
日期:年月日
专业工程师:
质量检查员:
施工班组长:
日期:年月日
SH/T3503-J415-2
管道焊接工作记录(续)
工程名称:天方药业有限公司原料药搬迁项目系统管网安装工程
单元名称:
管道编号/单线号
焊口编号
焊工代号
规格mm
材质
焊接位置
焊接方法
焊材牌号
外观检查结果
焊接日期
SH T 3503-J415-1管道焊接工作记录
/
2020.6.29
GTAW+SMAW ER49-1+J427
/
2020.6.29
GTAW+SMAW ER49-1+J427
/
2020.6.29
GTAW+SMAW ER49-1+J427
/
2020.6.29
GTAW+SMAW ER49-1+J427
/
2020.6.29
GTAW+SMAW ER49-1+J427
/
2020.6.29
总承包单位
施工单位
专业工程师:
专业工程师:
日期:
年月日
日期:
年月日
专业工程师:
日期:
年月日
施工班组长: 质量检查员: 专业工程师:
日期:
年月日
SH/T 3503-J415-1 专业工程师:
管道焊接工作记录
专业工程师:
专业工程师:
管道编号/单线号 焊口编号 焊工代号
日期:
年月日
日期:
Q235B
1G
GTAW+SMAW ER49-1+J427
/
18G YLHX297 φ406*10
Q235B
5G
GTAW+SMAW ER49-1+J427
/
19
YLHX297 φ406*10
Q235B
1G
GTAW+SMAW ER49-1+J427
/
20G YLHX297 φ406*10
Q235B
5G
GTAW+SMAW ER49-1+J427
管道焊接组对检查记录
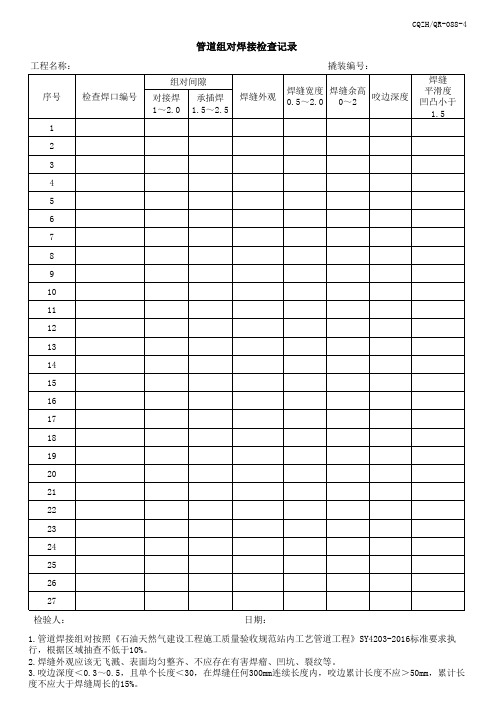
工程名称:
序号 检查焊口编号
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 检验人:管道组对焊接检查记录Fra bibliotek组对间隙
对接焊 承插焊 1~2.0 1.5~2.5
焊缝外观
撬装编号:
焊缝宽度 0.5~2.0
焊缝余高 0~2
咬边深度
焊缝 平滑度 凹凸小于
1.5
日期:
1.管道焊接组对按照《石油天然气建设工程施工质量验收规范站内工艺管道工程》SY4203-2016标准要求执 行,根据区域抽查不低于10%。 2.焊缝外观应该无飞溅、表面均匀整齐、不应存在有害焊瘤、凹坑、裂纹等。 3.咬边深度<0.3~0.5,且单个长度<30,在焊缝任何300mm连续长度内,咬边累计长度不应>50mm,累计长 度不应大于焊缝周长的15%。
管道管件现场焊接检查记录
管道管件现场焊接检查记录日期:XX年XX月XX日项目名称:XXX工程施工单位:XXX公司检查人员:XXX一、检查目的:1.确保现场焊接作业的质量符合相关标准和规范要求;2.发现并纠正焊接过程中可能存在的质量问题,确保焊接接头的完整性和可靠性。
二、检查内容:1.焊接预制件的准确性和完整性;2.焊接工艺符合规范要求;3.焊接接头的焊缝质量;4.焊接材料的质量;5.焊接设备和操作人员的合格性;6.焊接接头的尺寸和装配质量。
三、检查过程:1.检查焊接预制件检查焊接预制件的准确性和完整性,确认是否符合设计要求和工艺要求。
检查焊缝是否清理干净,是否有氧化层或污染等情况。
如发现问题及时进行整改。
2.检查焊接工艺核对焊接工艺文件,确认焊接工艺是否正确执行,包括焊接电流、电压、速度、焊接层数等参数是否符合规范要求。
检查焊接工艺参数记录是否准确、完整。
3.检查焊接接头的焊缝质量对焊接接头进行目视检查和无损检测,检查焊缝的牢固性、质量是否合格。
对焊缝进行外观检查,确认焊缝表面是否平整,是否有裂纹、缺陷、疤痕、气孔等问题。
如果存在问题,及时拆除焊缝,并重新进行焊接。
4.检查焊接材料的质量核对焊接材料的合格证明,确认焊条、焊丝等材料是否符合规范要求。
检查焊材的焊缝成分是否符合要求,防止掺杂杂质和低质量材料的使用。
5.检查焊接设备和操作人员的合格性核实焊接设备的合格证明和检测报告,确认设备是否符合安全规范,并检查焊机调整情况。
对焊工进行操作证件的核查,确认焊工是否具备相关的操作技能和资质。
6.检查焊接接头的尺寸和装配质量测量焊接接头的尺寸,对比设计要求和焊接图纸,确认焊缝的尺寸是否符合要求,并对焊接接头的装配质量进行检查,确认各接头的位置和角度是否正确。
四、检查结果:经过现场检查,发现以下问题:1.焊接预制件的准确性和完整性存在一些问题,需进行整改;2.焊接工艺参数记录不完整,需补充;3.焊接接头存在一些外观缺陷,需重新进行焊接;4.焊接材料的焊缝成分不符合要求,需更换;5.一名焊工的操作证件过期,需更新。
3、管道管件现场焊接(熔接)检查记录
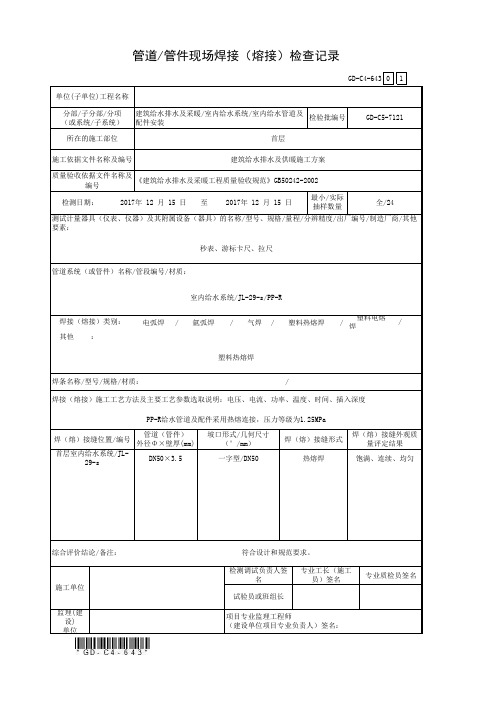
1至////监理(建设) 单位项目专业监理工程师(建设单位项目专业负责人)签名:施工单位检测调试负责人签名专业工长(施工员)签名专业质检员签名试验员或班组长综合评价结论/备注:符合设计和规范要求。
首层室内给水系统/JL-29-sDN50×3.5一字型/DN50热熔焊饱满、连续、均匀焊接(熔接)施工工艺方法及主要工艺参数选取说明:电压、电流、功率、温度、时间、插入深度PP-R给水管道及配件采用热熔连接,压力等级为1.25MPa焊(熔)接缝位置/编号管道(管件) 外径Φ×壁厚(mm)坡口形式/几何尺寸(°/mm)焊(熔)接缝形式焊(熔)接缝外观质量评定结果/:塑料热熔焊焊条名称/型号/规格/材质:/测试计量器具(仪表、仪器)及其附属设备(器具)的名称/型号、规格/量程/分辨精度/出厂编号/制造厂商/其他要素:秒表、游标卡尺、拉尺管道系统(或管件)名称/管段编号/材质:室内给水系统/JL-29-s/PP-R焊接(熔接)类别:焊施工依据文件名称及编号建筑给水排水及供暖施工方案质量验收依据文件名称及编号《建筑给水排水及采暖工程质量验收规范》GB50242-2002检测日期:2017年 12 月 15 日2017年 12 月 15 日最小/实际 抽样数量全/24分部/子分部/分项 (或系统/子系统)建筑给水排水及采暖/室内给水系统/室内给水管道及配件安装检验批编号GD-C5-7121所在的施工部位首层管道/管件现场焊接(熔接)检查记录GD-C4-643单位(子单位)工程名称。
管道焊接检查记录(模板)
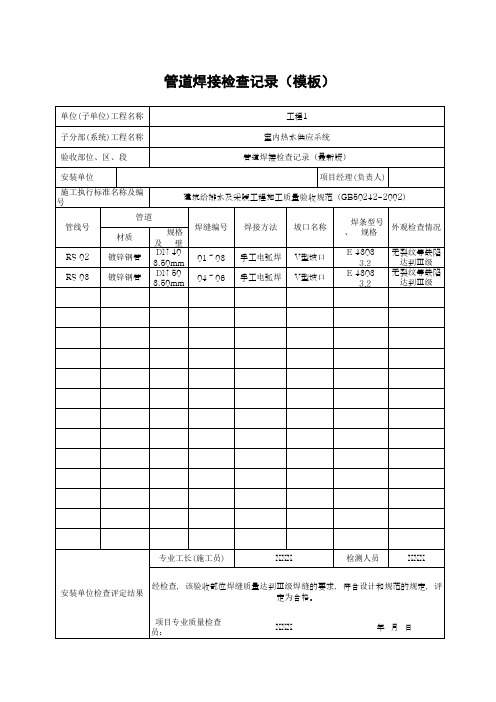
规格 及壁 DN 40 3.50mm DN 50 3.50mm
பைடு நூலகம்
焊缝编号
01~03 04~06
焊接方法
手工电弧焊 手工电弧焊
坡口名称
V型坡口 V型坡口
焊条型号 、 规格
外观检查情况
E 4303 E 4303
无裂纹等缺陷 达到Ⅲ级
无裂纹等缺陷 达到Ⅲ级
专业工长(施工员)
XXX
检测人员
XXX
经检查,该验收部位焊缝质量达到Ⅲ级焊缝的要求,符合设计和规范的规定,评
管道焊接检查记录(模板)
单位(子单位)工程名称
工程1
子分部(系统)工程名称
室内热水供应系统
验收部位、区、段
管道焊接检查记录(最新版)
安装单位
项目经理(负责人)
施工执行标准名称及编 号
建筑给排水及采暖工程施工质量验收规范(GB50242-2002)
管线号
RS 02 RS 03
管道
材质 镀锌钢管 镀锌钢管
安装单位检查评定结果
定为合格。
项目专业质量检查 员:
XXX
年月日
焊接记录SHT 3503—J415-1

管道焊接工作记录
工程名称:XXXXXXXXXXXXXXXXX项目
单位工程名称:电解厂房
管道编号/单
材质
焊接位置
焊接方法
焊材牌号
实际预热
温度℃
焊接日期
建设/监理单位
总承包单位
施工单位
专业工程师:
日期:年月日
专业工程师:
日期:年月日
记录人:
质量检查员:
焊接责任工程师:
日期:年月日
SH/T3503—J415-2
管道焊接工作记录(续)
工程名称:XXXXXXXXXXXXXXXXX项目—60万吨/年离子膜烧碱项目
单位工程名称:电解厂房A
管道编号/单线号
焊口
编号
焊工
代号
规格
mm
材质
焊接位置
焊接方法
焊材牌号
实际预热
温度℃
焊接日期
管道组对焊接记录

注:本表由施工方填写,在全部检查焊口的基础上抽填不低于10%(每个作业面开工后的前100道口全部检查填写)。
(mm)
焊缝
宽度
(mm)
错
口
(mm)
表面
缺陷
外观合
格情况
备
注
XC-YY-QBL-1
30
2
221
合格
1
8
10
9
12
无
合格
XC-YY-QBL-2
32
208
合格
1
9
10
8
11
无
合格
XC-YY-QBL-3
33
303
合格
1
10
9
12
9
无
合格
XC-YY-QBL-4
31
285
合格
1
1
8
9
11
10
无
合格
XC-YY-QBL-5
32
2
264
合格
1
9
10
9
12
无
合格
XC-YY-QBL-6
33
235
合格
10
12
9
8
无
合格
XC-YY-QBL-7
35
212
合格
1
9
9
11
10
无
合格
XC-YY-QBL-8
31
2
251
合格
1
8
8
10
9
无
合格
XC-YY-QBL-9
33
279
合格
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
0.3
0.3
无
合格
3.11
XC-YY-QBL-8
0.2
31
2
251
合格
1.2
1
1.2
0.8
8
8
10
9
0.3
0.2
0.3
0.5
无
合格
3.11
XC-YY-QBL-9
0.4
33
1.9
279
合格
0.9
0.8
1.1
0.6
8
11
12
9
0.4
0.5
0.3
0.5
无
合格
3.11
XC-YY-QBL-10
0.4
33
管 道 焊 口 组 对 及 焊 缝 外 观 检 查 记 录 表
监理单位:****工程管理有限公司施工单位:****省工业设备安装公司编号:001
单位工程名称:****天然气输气管道工程线路工程分部工程名称:管道安装分部工程编号:
施 工
日 期
焊 口
编 号
钝
边
(mm)
坡口
角度
(度)
对口
间隙
(mm)
螺旋焊
9
10
8
11
0.5
0.3
0.4
0.5
无
合格
3.11
XC-YY-QBL-3
0.5
33
1.8
303
合格
0.5
0.6
1
0.9
10
9
12
9
0.4
0.5
0.5
0.4
无
合格
3.11
XC-YY-QBL-4
0.4
31
2.2
285
合格
1
1.2
0.8
1
8
9
11
10
0.3
0.5
0.4
0.4
无
合格
3.11
XC-YY-QBL-5
0.2
0.3
无
合格
3.11
XC-YY-QBL-13
0.3
33
2.2
178
合格
1.1
0.9
0.7
1.1
9
10
8
11
0.3
0.3
0.3
0.5
无
合格
3.11
XC-YY-QBL-14
0.5
35
2
206
合格
1.2
1.1
1.2
1
12
9
11
8
0.5
0.5
0.3
0.3
无
合格
备注:表面缺陷包括:焊瘤、凹坑、夹渣、表面裂纹、咬肉、熔合性飞溅、引弧痕迹、表面气孔等。
道间距
(mm)
预热
温度
℃
组对
方式
对口合
格情况
焊道
余高
(mm)
焊缝
宽度
(mm)
错
口
(mm)
表面
缺陷
外观合
格情况
备
注
3.11
XC-YY-QBL-1
0.3
30
2
221
合格
1
1.2
0.9
1.1
8
10
9
12
0.3
0.5
0.3
0.4
无
合格
3.11
XC-YY-QBL-2
0.5
32
1.6
208
合格
0.6
1
0.8
1.2
现场监理(签字):施工方(签字):
注:本表由施工方填写,在全部检查焊口的基础上抽填不低于10%(每个作业面开工后的前100道口全部检查填写)。
0.5
32
2
264
合格
0.8
1
1.2
0.9
9
10
9
12
0.5
0.5
0.3
0.5
无
合格
3.11
XC-YY-QBL-6
0.4
33
1.9
235
合格
1.2
0.9
0.6
0.8
10
12
9
8
0.4
0.3
0.5
0.5
无
合格
3.11
XC-YY-QBL-7
0.3
35
2.1
212
合格
1
0.9
1.1
1.3
9
9
11
10
0.5
2.1
233
合格
1.2
0.9
1
9
11
9
12
0.2
0.5
0.3
0.4
无
合格
3.11
XC-YY-QBL-11
0.3
30
1.6
198
合格
1
0.8
1.1
0.6
11
9
8
12
0.3
0.2
0.5
0.4
无
合格
3.11
XC-YY-QBL-12
0.5
32
1.9
162
合格
0.9
1.2
0.7
0.7
8
12
11
8
0.4
0.4