安全裕度与计量器具的测量不确度允许值
公差试题库

一、判断题(对画√,错画×)
55.三坐标测量机校准探针的目的是把每个探针调整到一个 设定的固定位置上。 56.选用三坐标测量机的测头组件时,应有一定的长度和质 量。 57.当圆柱体ϕ60 0的实际尺寸小于ϕ60mm时,允许其轴线 或素线存在直线度误差。 58.形状误差是指被测提取要素对拟台要素的变动量。 59.形状误差值是用最小包容区域的宽度或直径表示的。 60.位置误差分为定向、定位和轮廓度三类。 61.由基准目标建立基准时,基准点目标可以用球端支承来。
一、判断题(对画√,错画×)
119.蜗杆的类型很多,常用的为阿基米德螺旋线蜗杆和轴向 直廓蜗杆。 120.铸件箱体上的铸造斜度与垂直壁高有关,垂直壁越高, 铸造斜度越大。 121.箱体上支承啮合传动副的传动轴的两孔间的中心距,应 符合啮合传动副中心距的要求。 122.箱体上安装滚动轴承外圈孔的公差应按滚动轴承配合要 求来选择。 123.常见的V带轮有基准宽度制V带轮、有效宽度制V带轮、 汽车V带轮及深槽V带轮。 124.叉架类零件一般由工作部分、支承部分和连接部分组成。
一、判断题(对画√,错画×)
93.在确定被测件的形位公差时,同一平面上给出的形状公 差值一般应大于位置公差值。 94.在确定被测件的形位公差时,圆柱形零件的尺寸公差一 般应小于位置公差。 95.在确定被测件的形位公差时,形状公差值一般应大于表 面粗糙度值。 96.在确定被测件的形位公差时,在满足功能要求的前提下, 线对线和线对面,相对于面对面的平行度或垂直度可适当提 高1~2级。 97.在确定齿轮、蜗杆、花键、带轮等标准件的形位公差时, 应符合GB/T 1184—1996标准。
一、判断题(对画√,错画×)
62.形位误差测量不确定度与被测要素的公差等级有关,被 测要素的公差等级越高,测量不确定度占形位公差的百分比 越大。 63.槽形综合量规不适用检测细长轴轴线的直线度。 64.检测奇数棱形圆柱体的圆度时,可采用两点法,检测偶 数棱形圆柱体的圆度时,可采用三点法。 65.用平板、带指示器的测量架、V形块或直角座测量圆柱度 时,应测量若干个横截面,并取所有示值中的最大值与最小 值的差值之半作为圆柱度误差。 66.在测量轴肩面或轴端面对轴线的垂直度误差时,可以用 导向块模拟基准轴线。 67.在测量两孔轴线的平行度或垂直度误差时,都可以用心 轴来模拟基准轴线和被测孔轴线。
互换性与测量技术 第3版第5章 习题解答参考

第5章习题解答5.1何谓尺寸传递系统?建立尺寸传递系统有什么意义?答:一套从长度的最高基准到被测工件的严密而完整的长度量值传递系统就是尺寸传递系统。
建立尺寸传递系统是为了保证量值统一,把量度基准和量值准确传递到生产中应用的计算器具和工件上去。
5.2测量的实质是什么?一个完整的测量过程应包括哪些要素?答:测量的实质是将被测量与具有计量单位的标准量在数量上进行比较,从而确定二者比值的实验认知过程。
一个完整的测量过程应包括被测对象、计量单位、测量方法及测量精度四个要素。
5.3计量器具的度量指标有哪些?其含义是什么?答:计量器具的度量指标有刻度间距c、分度值i、示值范围、测量范围、示值误差、示值变动性、灵敏度、灵敏阈(灵敏限)、回程误差、测量力、修正值和不确定度。
刻度间距c是指计量器具的刻度标尺或分度盘上两相邻刻线中心之间的距离。
分度值i是指计量器具的刻度尺或分度盘上相邻两刻线间所代表的量值。
示值范围是指计量器具所显示或指示的最小值到最大值的范围。
测量范围是指在允许的误差范围内,计量器具所能测出的最小值到最大值的范围。
示值误差是指计量器具上的示值与被测量真值的代数差。
示值变动性是指在测量条件不变的情况下,对同一被测量进行多次(一般5~10次)重复观察读数,其示值变化的最大差值。
灵敏度是指计量器具对被测量变化的反应能力。
灵敏阈是指引起计量器具示值可察觉变化的被测量的最小变化值,它表示计量器具对被测量微小变化的敏感能力。
回程误差是指在相同测量条件下,计量器具按正、反行程对同一被测量值进行测量时,计量器具示值之差的绝对值。
测量力是指在接触测量过程中,计量器具与被测表面之间的接触力。
修正值是指为消除系统误差,用代数法加到未修正的测量结果上的值。
不确定度是指由于计量器具存在误差从而对被测量的真值不能肯定的程度。
5.4哪些原因会导致测量误差的产生?答:产生测量误差的原因主要有:1)计量器具本身在设计、制造和使用过程中造成的各项误差。
计量器具的选择原则.
二、验收极限与计量器具的选择原则 1、验收极限与安全裕度 A⑴ 适用 : ① 普通计量器具② 车间现场检测且只测量 1 次,不作出修正即作判断 ③ 基本尺寸≤ 500, IT8 ~ IT6 ,也适用于一般公差尺寸 ⑵ 原则 :宁可误废不误收 ⑶ 验收极限 :① 方法一:公差带内收 A :a) 上验收极限=最大极限尺寸- A b) 下验收极限=最小极限尺寸+ A数值 A :按尺寸和精度等级查表 4-4 优先选Ⅰ档,没有量具再依次考虑Ⅱ、Ⅲ档 ② 方法二:公差带不变: A = 0 ⑷选择原则 :① 配合尺寸、包容尺寸、 <IT8 非配合尺寸时,用方法一 ② 工艺能力系数 C p>1 时a)非配合尺寸,用方法二b) 配合尺寸(轴的最大极限尺寸、孔的最小极限尺寸) ,用方法③ 偏态形分布的尺寸→尺寸偏向的一边用方法一 ④ 非配合和一般尺寸→用方法二2、 计量器具的选择原则⑴ 类型、规格选择 :与工件外形、位置、尺寸、被测参数特征相适应⑵ 精度选择 :计量器具的不确定度 u ≤测量不确定度的允许值 u1 例: 测 ,请确定验收极限并选择适当的计量器具 解:① 分析:该尺寸是外尺寸 应选测外尺寸的量具该尺寸是包容尺寸 应用方法第3节 计量器具的选择② 确定验收极限a) 查出该尺寸的上下偏差:es = 0 ,ei = -0.062mmb) 算出最大最小极限尺寸:最大极限尺寸MML= 35-0 = 35mmc) 最小极限尺寸LML= 35-0.062 = 34.938mmd) 查课本表4-4 ,选Ⅰ档,得 A = 0.0062mmf) 算验收极限:上验收极限= 35 -0.0062 = 34.994mmg) 下验收极限= 34.938 + 0.0062 = 34.944mm⑶ 选择量具① 查课本表4-4(p143) ,选Ⅰ档,得u 1 = 5.6 μm = 0.0056mm② 查课本表4-5(p144) ,得分度值为0.01 的外径千分尺的不确定度u = 0.004mm③比较:u < u1 ,所以该量具可用首先,解释一下概念。
安全裕度和计量器具不确定度的允许值

500
0.013
0.025
500
700
700
1000
0.030
0.150
注:1.但采用比较测量时,千分尺的不确定度可小于表中规定的数值(但不低于表中数值的60%)
2.当所采用的计量器具不确定度达到GB/T 3177-1997 规定的u1值时,在一定范围内,允许按所采用的计量 器具的不确定数值u1'重新计算出相应的安全裕度A'(A'=u1'/0.9)再由最大实体尺寸和最小实体尺寸分别向公差 带内移A'值,定出验收极限
表 1-1 安全裕度和计量器具不确定度的允许值 单位 (mm)
工件公差T
大于
至
安全裕度A
计量器具不确定度的允许值u1
0.009
0.018
0.001
0.0009
0.018
0.032
0.002
0.0018
0.032
0.058
0.003
0.0027
0.058
0.100
0.006
0.0054
0.100
0.180
确定零件的 验收极限:
孔的上验收极限=最小实体尺寸(最大实体尺寸)-A=最大实体尺寸-公差+A
孔的下验收极限=最大实体尺寸(最小实体尺寸)+A
轴的上验收极限=最大实体尺寸(最大实体尺寸)-A
轴的上验收极限=最小实体尺寸(最小实体尺寸)+A=最大实体尺寸-公差+A
千分尺
千分尺
卡尺
卡尺
大于
至
不确定度/mm
0
50
0.004
50
100
100
150
内孔量具的选择

内孔测量及量具的选择孔的加工和测量在全面质量控制中的地位正变得日益重要。
这一方面是由于外圆加工制造精度的迅速提高使对孔的加工提出了相应的要求,另一方面由于孔的测量难度比外圆测量大得多,在大批量生产中更是瓶颈所在,尤其是深孔、台阶孔等的测量更具挑战性。
一、目前工厂能够采用的内孔检测方法:结合目前工厂的实际情况,主要是按获得测量结果的方法不同分类:1.绝对测量法,测量时从测量器具上直接得到实测参数的整个量值。
例如:a)光滑极限量规b)卡尺、内径千分尺等直接读出尺寸的方法;c)三座标测量机、万能工具显微镜。
2.相对测量法,测量时从测量器具上直接得到的数值是被测量相对于标准量的偏差值。
例如:a)内径千分表、内径百分表;b)气动量仪;c)测长机二、各种检测方法的优劣:1.传统使用的止/通塞规只能检出孔的合格与否,它无法提供具体数据供配合选择。
也无法测量出孔的形状误差。
但检测效率很高、成本低,适用孔径较小、精度不高的内孔检测。
2.卡尺检测精度低,适用于公差较大且孔深浅的检测,检测效率高;3.内径千分尺(三点或两点)测量精度适中,效率高成本低,但不能测量高精度内孔和内孔形状偏差,是目前主要采用的内孔量具。
4.三座标测量机可检测精度较高的孔,但测量成本高,不适用于批量生产,且同样不能同时检出孔的极限尺寸位置,只能给出最大、最小孔径,评定结果是使用最小区域法评定出的直径。
与它们在测量孔间关系的卓越性能相比,用它们在生产中测孔实在没有发挥其强项。
5.万能工具显微镜精度适中,但只能检出孔口直径,对孔内情况无法检出且效率低测量成本高不适用于现场生产。
6.气动量仪是一种高效的高精度孔径测量手段,但它比较适合于稳定的加工过程,适用于大批量生产中,小批或单件生产因成本问题不适宜选用,另外对孔的形式和大小均有限制。
7.内径千分表和内径百分表是最常用的内孔量具,在测量深孔或批量工件时,它的适用性极好,检测效率较高而且投资不高。
是目前在无法使用光滑极限量规时的主要选用量具。
(最新整理)互换性与技术测量基础第二版课后答案
(完整)互换性与技术测量基础第二版课后答案编辑整理:尊敬的读者朋友们:这里是精品文档编辑中心,本文档内容是由我和我的同事精心编辑整理后发布的,发布之前我们对文中内容进行仔细校对,但是难免会有疏漏的地方,但是任然希望((完整)互换性与技术测量基础第二版课后答案)的内容能够给您的工作和学习带来便利。
同时也真诚的希望收到您的建议和反馈,这将是我们进步的源泉,前进的动力。
本文可编辑可修改,如果觉得对您有帮助请收藏以便随时查阅,最后祝您生活愉快业绩进步,以下为(完整)互换性与技术测量基础第二版课后答案的全部内容。
习题 11.1 判断下列说法是否正确1.一般来说,零件的实际尺寸愈接近公称尺寸愈好。
(×)2.公差通常为正,在个别情况下也可以为负或零. (×)3.孔和轴的加工精度愈高,则其配合精度也愈高。
(√)(有争议,第一版答案为×)4.过渡配合的孔轴结合,由于有些可能得到间隙,有些可能得到过盈,因此,过渡配合可能是间隙配合,也可能是过盈配合。
(×)5.若某配合的最大间隙为15μm,配合公差为41μm,则该配合一定是过渡配合。
(√)1.2 填空1. 国标规定的基本偏差孔、轴各有 28 个,其中H为基准孔的基本偏差代号,其基本偏差为 EI ,且偏差值为 0 ;h为基准轴的基本偏差代号,其基本偏差为 es ,且偏差值为 0 。
2. 国标规定有基准孔和基准轴两种配合制度,一般应优先选用基准孔,以减少定尺寸刀具和量具的规格、数量,降低生产成本。
3。
国标规定的标准公差有20 级,其中最高级为 IT01,最低级为 IT18级,而常用的配合公差等级为 IT5_—IT12 。
4. 配合种类分为间隙配合、过渡配合和过盈配合三大类,当相配合的孔轴需有相对运动或需经常拆装时,应选间隙配合.1.3 试根据题1。
3表中的已知数据,填写表中各空格,并按适当比例绘制各孔、轴的公差带图。
题 1.3 表单位:mm1.4 根据题1。
量具的选择

量具的选择
一.选择原则
1.保证测量的准确性。
计量器具的性能指标是选用计量器具的主要依据,性能指标中以示值误差.示值变动性和回程误差为主。
2.加工方法,批量和数量选择计量仪器。
批产以专用量具,量规和专用仪器为主。
大批产选用高效率的机械化,自动化的专用测量仪器。
3.根据零件的结构,特性,大小,形状,重量,材料,刚性和表面粗糙度选用计量器具。
4.零件所处的状态和所处的条件选择计量仪器。
如现代机器制造业生产自动化,要求测量自动化。
动态测量要比静态测量复杂。
二.选择方法
1.按检验标准选择,零件的最终验收按国际标准GB3177-1997(光滑工件尺寸的检验)的规定选择计量器具。
≯根据零件的公差大小不同,规定了一个安全裕度A。
≯根据量具的类型,精度及调整不当因素,存在一个不确定度,其允差用μ1表示,μ1大约0.9A。
≯根据各种量具与量仪的不确定度μX,μX<μ1。
使用方法:根据被
测工件公差的大小
,查出A和μ1,按
要求选用μX<μ1
的量具,查出μX。
2.按测量方法的精度系数选择。
测量方法允许误差的大小主要取决于被测零件的精度要求,即所测参数的公差大小。
测量方法的不确定度与被测零件公差的比值称测量方法精度系数K。
K愈小,采用的测量方法误差也愈小。
K值取1/3-1/10,一般情况可取1/5。
公式:K=测量不确定度Δ/被测零件的公差值Τ。
立式光学计实验
• 七、思考题 • 1、为什么要在被测工件的三个截面和两个方向上 进行测量? • 2、为什么需要用验收极限来判断工件的合格性? • 3、通过本实验,你在哪些方面有提高? 仪器保养:使用精密仪器应注意保持清洁,不用时宜 用罩子套上防尘。 使用完毕后必须在工作台、测量头以及其他金属表面, 用航空汽油清洗、拭干,再涂上无酸凡士林。 光学计管内部构造比较复杂精密,不宜随意拆卸,出 现故障应送专业部门修理。 工件、量块、工作台和光学镜头避免用手指碰触,以 免生锈。
图3-8
内径百分表(定位护桥式)
1-测量头 2-可换测头 3-主体 4-表架 5-传动杆 6-弹簧 7-量表 8-杠杆 9-定位装置 10-螺母
图3-9 杠杆百分表
1-齿轮 2-扭簧 3-表针 4-扇形齿轮 5-杠杆测头 6-表夹头
三、计量器具的选择
• 综合考虑加工和检验的经济性 • 1、与工件的外形、位置、尺寸的大小及经济参数特性相 适应。 • 2、考虑工件的尺寸公差,保证测量精度要求,又符合经 济性要求。 • 例3-2 轴类工件,试确定验收极限和选择计量器具。 • 解:(1)确定安全裕度A • 工件公差 T=0.039mm, 公差等级为 IT8, A=1/10T,A=0.0039. • (2)确定验收极限 • 内缩(遵守包容原则) • 上验收极限=最大极限尺寸-A=49.9711mm. • 下验极限=最小极限尺寸+A=49.9399mm. • (3)选择计量器具 • 选用分度值为0.005mm的比较仪符合1挡要求。
测量最大长度180mm; 测量范围±0.1 mm 分划板分度值1μ m; 总放大倍数x 1000
三、测量原理 立式光学计(又称为立式光 学比较仪)是一种精度较高 且结构简单的常用光学仪器。 在仪器上以量块作长度基准, 用比较测量法测量工件的外 形尺寸。右图为仪器的外形 图。仪器由底座1、 立柱2 、 调节螺母3、支臂4、支臂锁 紧螺钉5、光学计管6、凸轮 微调手柄7、锁紧螺钉8、测 头提升杠杆9、测头10和工 作台11等部件组成。
用立式光学计测量轴的直径实验报告
实验用立式光学计测量轴的直径一、实验目的1.了解立式光学计的测量原理。
2.熟悉用立式光学计测量外径的方法。
3.加深理解计量器具与测量方法的常用术语。
4. 掌握零件的验收原则和验收方法。
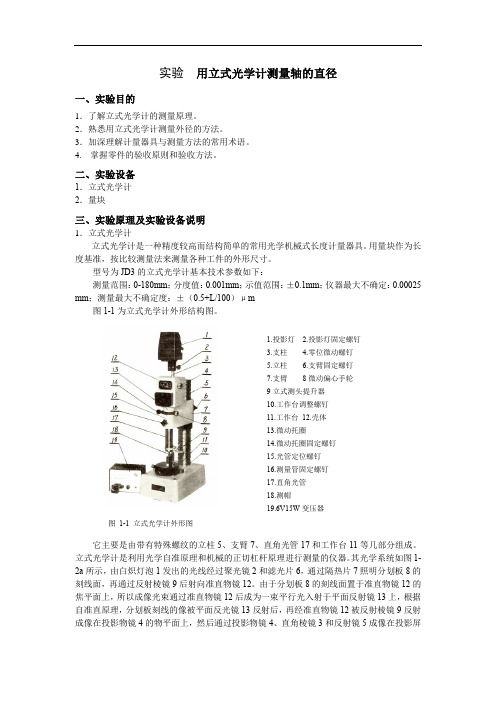
二、实验设备1.立式光学计2.量块三、实验原理及实验设备说明1.立式光学计立式光学计是一种精度较高而结构简单的常用光学机械式长度计量器具。
用量块作为长度基准,按比较测量法来测量各种工件的外形尺寸。
型号为JD3的立式光学计基本技术参数如下:测量范围:0-180mm;分度值:0.001mm;示值范围:±0.1mm;仪器最大不确定:0.00025 mm;测量最大不确定度:±(0.5+L/100)μm图1-1为立式光学计外形结构图。
1.投影灯2.投影灯固定螺钉3.支柱4.零位微动螺钉5.立柱6.支臂固定螺钉7.支臂8微动偏心手轮9立式测头提升器10.工作台调整螺钉11.工作台12.壳体13.微动托圈14.微动托圈固定螺钉15.光管定位螺钉16.测量管固定螺钉17.直角光管18.测帽19.6V15W变压器图1-1 立式光学计外形图它主要是由带有特殊螺纹的立柱5、支臂7、直角光管17和工作台11等几部分组成。
立式光学计是利用光学自准原理和机械的正切杠杆原理进行测量的仪器。
其光学系统如图1-2a所示,由白炽灯泡1发出的光线经过聚光镜2和滤光片6,通过隔热片7照明分划板8的刻线面,再通过反射棱镜9后射向准直物镜12。
由于分划板8的刻线面置于准直物镜12的焦平面上,所以成像光束通过准直物镜12后成为一束平行光入射于平面反射镜13上,根据自准直原理,分划板刻线的像被平面反光镜13反射后,再经准直物镜12被反射棱镜9反射成像在投影物镜4的物平面上,然后通过投影物镜4、直角棱镜3和反射镜5成像在投影屏10上,通过读数放大镜11观察投影屏10上的刻线像。
由于测帽接触工件后,其测量杆14使平面反光镜倾斜了一个角度φ,在投影屏上就可以看到刻线的像也随着移动了一定的距离,其关系计算如图1-2b 所示。
零件的测量
例:轴Φ20-0.014,dmin=19.986<da<20=dmax 则合格
用千分尺测量时,千分尺不确定度(测量方法极限 误差)δeim=±0.004=4μm,测量仪器误差反应在测量结 果中。
当轴实际值为:
20 20.004不合格品
当轴实际值为:
判合格品 19.982 19.986不合格品 19.996 20 合格品 判不合格品 19.986 19.990合格品
游标卡尺的测量方法
1. 测量外形尺寸时,应先把量爪张开得比被测尺寸稍 大,再把固定测量爪(左边一爪)与被测表面靠上, 然后慢慢推动尺框(带游标的框),使活动测量爪 轻轻地接触被测表面,并稍微游动一下活动测量爪, 以便找出最小尺寸部位,可获得正确的测量结果。 卡尺的两个测量爪应垂直于被测表面。同样道理, 读数之后要先把活动测量爪移开,再从被测件上取 下卡尺;在活动测量爪还没松开之前,不允许猛力 拉下卡尺。 2. 测量内孔直径时,应先把测量爪张开得比被测尺寸 稍小,再把固定测量爪靠在孔壁上,然后慢慢拉动 尺框,使活动测量爪沿着直径方向轻轻接触孔壁, 再把测量爪在孔壁上稍微游动一下,以便找出最大 尺寸部位。注意测量爪应放在孔的直径方向。
千分尺的读数方法
1. 先读出固定套筒上露在外面的刻线数值,中 线之上为整毫米数值,中线之下为半毫米数值。 2. 再读出在微分筒上从零开始第x条刻线与固定 套筒上基准线对齐的数值,x乘以其测量精度 值0.01mm即为读数不足0.5mm的小数部分。
读?
零件的测量训练
1、使用游标卡尺测量零件
2、使用千分尺测量零件
原理
一、游标卡尺的精度: 为什么游标卡尺测量精度可达0.1 mm,甚至可达 0.05 mm、0.02 mm呢?原来是因为游标卡尺巧妙地 运用了游标尺与主尺最小刻度之差,如果将主尺上 的9 mm等分10份作为游标尺的刻度,那么游标尺上 的每一刻度与主尺上的每一刻度所表示的长度之差 就是0.1 mm,同理,如果将主尺上的19 mm、49 mm 分别等分20份、50份作为游标尺上的20刻度、50刻度, 那么游标尺上的每一刻度与主尺上的每一刻度所示 的长度之差就分别为0.05 mm、0.02 mm. 因此游标卡 尺的测量精度可达0.1 mm、0.05 mm、0.02 mm.
计量器具检定周期的确定原则

计量器具的检定周期的确定原则合理确定计量器具的检定周期,是保证计量器具量值传递准确、保持计量器具使用寿命、确保产品质量的前提。
如何确定计量器具的检定周期必须根据以下八个原则来进行:1、重要性它是指计量器具所检验、监控和检测的特性参数在生产、质量、安全、环保等方面所起作用的重要程度。
一般情况下,与产品质量重要特性、人身安全、量值传递至关重要的计量器具取A类,关系密切的取B类,属于一般关系的取C类。
2、稳定性它是至计量器具性能稳定可靠,故障发生的次数来评定。
若在一个检定周期内出现2次以上故障的一般定为C类,在一个检定周期内出现1-2次的定为B类,在一个检定周期内出现1次以下的定为A 类。
3、可靠性使用中的计量器具在正常工作状态下按失准的情况来评定。
若在一个检定周期内出现两个刻度的一般定为C类,在一个检定周期内出现1-2个刻度的的定为B类,在一个检定周期内出现1个刻度以下的定为A类。
4、准确度裕度本项目用计量器具的准确度与测量允许误差的比值来表示。
一般原则是:准确度裕度在1/3以上的为C类,在1/3~1/5之间的为B类,在1/5以下的为A类。
5、使用频繁程度根据计量器具是连续、间歇、偶然使用,这也分为A、B、C三类。
6、维护保养状况计量器具的完好状态,特别是对计量器具准确度的保持状况,按考查项目有:是否有适合要求的使用环境,是否有适用的工作平台,是否经常擦拭整理,是否经常检查等,若这五条均符合要求,可定为A类,符合3~4条定为B类,符合2条及以下的定为C类。
7、损耗程度计量器具经常性的麿损和损坏,按麿损情况和损坏程度的大、中、小分为:A、B、C三类。
8、环境条件现场使用条件如灰尘、振动、温度、湿度、磁场、有害气体等,对计量器具的外观、性能、功能和准确性的影响,按其大小分别定为相应等级。
第6章 光滑工件尺寸的检测

2、按用途可分为:工作量规、验收量规和校对量规 工作量规:为制造工件的过程中操作者所使用的量规。一般通规是新制 的或磨损较少的量规。工作量规的通规用代号“T”来表示,止规用代 号“Z”来表示。 验收量规:为检验部门和用户代表在验收产品时所用的量规。一般,检 验人员用的通规为磨损较大但未超过磨损极限的旧工作量规;用户代表 用的是接近磨损极限尺寸的通规,这样由生产工人自检合格的产品,检 验部门验收时也一定合格。 校对量规:为校对工作量规和验收量规的量规,它检查轴用工作量规和 验收量规在制造时是否符合制造公差,在使用中是否已达到磨损极限所 用的量规。标准只对轴用量规规定了校对量规,因为孔用量规(塞规)便 于用精密量仪测量,故未规定校对量规。
小实体尺寸分别向公差带内移动一个安全裕度A。安全裕度A
值的确定,应综合考虑技术和经济两方面因素。
孔尺寸的验收极限:
上验收极限=最小实体尺寸-安全裕度(A) 下验收极限=最大实体尺寸+安全裕度(A)
轴尺寸的验收极限:
上验收极限=最大实体尺寸-安全裕度(A) 下验收极限=最小实体尺寸+安全裕度(A)
符合泰勒原则的光滑极限量规应达到如下要求: (1)通规:用来控制工件的作用尺寸,它的测量面应具有与孔或轴相对 应的完整表面,称为全形量规,其尺寸等于工件的最大实体尺寸,且其 长度应等于被测工件的配合长度。 (2)止规:用来控制工件的实际尺寸,它的测量面应为两点状的,称为 不全形量规,两点间的尺寸应等于工件的最小实体尺寸。
2.测量中的不确定度 不确定度用以表征测量过程中各项误差综合影响而使测 量结果分散的误差范围,它反映了由于测量误差的存在而对 被测量不能肯定的程度,以U表示。U是由测量器具的不确定 度(μ1)和由温度、压陷效应及工件形状误差等因素引起的不 确定度(μ2 )二者组合成的。= U µ12 + µ22 测量器具的不确定度μ1是产生“误收”与“误废”的主 要原因。 计量器具的不确定度U≤计量器具的不确定度允许值U1
互换性与技术测量课后习题答案

《互换性与技术测量基础,主编:胡凤兰》课后习题答案 P39 第1章课后作业1.1(1)正确。
原因:一般情况下,实际尺寸越接近基本尺寸说明制造的误差越小。
(2)错误。
原因:规定的是公差带的宽度,不是位置,没有正负。
(3)错误。
原因:配合是由孔、轴的配合性质、装配等综合因素决定,不是由零件的加工精度决定。
但在通常情况下,加工精度高,可在一定程度上提高配合精度。
(4)正确。
原因:过渡配合必须保证最大过盈量和最小间隙的要求。
(5)错误。
原因:可能是过渡配合,配合公差是孔、轴公差之和。
1.2(1)①28,②孔,③下偏差为零,④正值,⑤轴,⑥上偏差为零,⑦负值(2)①基孔制,②基轴制,③基孔制,④定值刀具、量具的规格和数量(3)①20,②01,③18,④5到12级(4)①间隙,②过盈,③过渡,④间隙1.3基本尺寸 最大极限尺寸 最小极限尺寸 上偏差 下偏差 公差 孔0500032012..++φ 12φ 05012.φ 03212.φ +0.050 +0.032 0.018 轴0720053060..++φ 60φ 07260.φ 05360.φ +0.072 +0.053 0.019 孔0410060030..--φ 30φ 95929.φ 94029.φ -0.041 -0.060 0.021 轴0050034050..+-φ 50φ 00550.φ 96649.φ +0.005 -0.034 0.0391.4(1)50φ +0.039 0 0.039 -0.025 -0.064 0.039 +0.103 +0.025 +0.064 0.078 间隙(2)25φ -0.014 -0.035 0.021 0 +0.013 0.013 -0.014 -0.048 -0.031 0.034 过盈(3)80φ +0.005 -0.041 0.046 0 -0.030 0.030 +0.035 -0.041 -0.003 0.076 过渡1.5(1)020*******..--φ,(2)1000146060..--φ,(3)0180002050..++φ,(4)020*******..++φ,(5)1420080050..++φ,(6)0170042040..--φ,(7)0021030.-φ,(8)023080.±φ1.6(1)618h φ,(2)9120H φ,(3)750e φ,(4)865M φ1.7解:因要求最大间隙为+0.013,最大过盈为-0.021,所以需采用过渡配合在没有特殊要求的前提下,一般采用基孔制配合,并根据工艺等价的要求,孔的公差等级要低于轴1至2个公差等级。
自编互换性与测量技术自编习题

作业(3-3)尺寸的公差、配合与检测一、填空题1.孔、轴的ES<ei的配合属于过盈配合,EI>es的配合属于间隙配合。
2.孔、轴的ES=ei的配合属于过盈配合,ES=es的配合属于配合,EI=ei 的配合属于配合。
3.φ50的基孔制的孔轴配合,已知其最小间隙为0.05mm,则轴的上偏差为-0.05 mm。
4.孔轴配合的最大过盈为-40μm,配合公差为60μm,可以判断该配合属于过渡配合。
5.国家标准对未注公差尺寸规定的4个公差等级是精密及、中等级、粗糙级、最粗级。
某一正方形轴,边长为25mm,今若按IT14确定其公差,则其上偏差为+0.2 mm,下偏差为-0.2 mm。
二、选择题1.以下各组配合中,配合性质相同的有()A.φ30H7/f6和φ30H8/p7 B.φ30P8/h7和φ30H8/p7C.φ30M8/h7和φ30H8/m7 D.φ30H8/m7和φ30H7/f62.下列配合中,配合公差最小的是()A.φ30H7/g6 B.φ30H8/g7 C.φ30H7/u6 D.φ100H7/g6 3.决定配合公差带大小的有( C )A.标准公差B.基本偏差C.配合公差D.极限间隙或极限过盈4.关于配合公差,下列说法中错误的是( A )A.配合公差反映了配合的松紧程度B.配合公差是对配合松紧变动程度所给定的允许值C.配合公差等于相配的孔轴公差之和D.配合公差等于极限盈隙的代数差的绝对值5.在常用配合中,公差等级为IT8的孔可与()的轴配合。
A.IT9 B.IT8 C.IT7 D.IT6三、综合题:说明下列配合符号所表示的配合制,公差等级和配合类别(间隙配合、过渡配合或过盈配合),并查表计算其极限间隙或极限过盈,画出其尺寸公差带图.1) φ25H7/g6 2)φ40K7/h6 3)φ15JS8/g7 4)φ50S8/h8作业(3-4) 尺寸的公差、配合与检测一、填空题12.公称尺寸相同的轴上有几处配合,当两端的配合要求紧固而中间的配合要求较松时,制的配合。
【doc】计量器具的选择和验收极限的确定:简介GB3177—82
计量器具的选择和验收极限的确定:简介GB3177—82计量器具的选择和验收极限的确定简介GB3177—82周俊琪新的《公差与配合》(GB1800~1804~79)发布已经十年了,该标准采用了具有科学的先进性和制度的完整性的国际公差制.国际公差制包括"公差与配合"测量与检验"两部分.前者为工件极限偏差的规定方法,后者为其技术保证.为了保证GB1800~18O4—79的贯彻与执行,我国又于1981年和1982年,立足本国生产实际,以及国家标准之间的配套协调,采用国际标准ISOl938—7l,制定了GB1957--81和GB3177—82.这样就形成了一套我国完整的公差制度.一,嗣■谩差对生产的影响测量的目的在于保证产品质量,然而,任何测量总不免存在误差,在验收产品时,如果根据测得尺寸是否超出极限尺寸来判断其合格性,即以极限尺寸作为验收极限,就会把部分超出极限尺寸的废品误判为合格品而验收,造成.误收",把接近于公差界限的合格品判为废品,造成"误废".例如I用测量极限误差Alin=±4m^的一级千分尺测量4,20h6(一O1R)轴径●…时,工件的上下偏差分别为0和一13m.当被测工件的实际偏差在O至+4Jam之间时, 若千分尺的实际测量误差为+4Jam,则测得值将小于工件的上偏差0,这样就导致了将废品判为合格品,造成误收.当被测工件的实际偏差在一4至OlXm之间时,若千分尺的实际测量误差为一41Xm,则测得值将大于工-4O?件的上偏差0,这样就导致了将合格品判为废品,造成误废.?因此,由于测量中不可避免地存在测量误差,当按设计图纸上所规定的公差来验收产品时,总不免产生误收或误废现象,从而降低了产品质量,影响了工件的使用性能和生产的经济性很显然,检验工件尺寸时,量具的测量误差越小,这种影响也就越小,然而,选择高精度的测量器具和测量方法,不但台增大测量费用,而且在很多场合是难以实现的.所以,我们就必须首先确定检验原则,进而规定选择计量器具和确定验收极限的方法.=,拾嘧原卿GB3177--82是GB1800~18O4~79贯彻执行的技术保证,是测量与检验制中的一项重要内容.本标准的基本原则是;"所有验收方法应只接收位于规定尺寸极限之内的工件."这一基本原则是在1SO组织得到确认的.这一基本原则告诉我们:1.无论是在车间或计量室的条件下,无论采用何种计量器具和测量方法进行检验, 来确定工件合格与否,只要满足这一原则,都是可行的验收方法.也就是说,所有可行的验收方法,都只能接收位于规定尺寸极限之内的工件2.所谓"规定的尺寸极限",对有配合要求的工件,工件的作用尺寸不应超出最大实体尺寸}对无配合要求的工件,工件的实际尺寸不得超出极限尺寸.3.遵守这一基本原则,保证了产品质量和互换性,使工件的真实尺寸尽可能不超出最大极限尺寸和最小极限尺寸,遵守《公差与配台》(GB18OO~18O4—79)所规定的工件尺寸界限.因此,遵守遗一基本原则是非常重要的,这一基本原则也是GB317—-82制订的出发点.三,验收极限既然刊量误差必然影响检验结果,当检验目的在于按工件的极限尺寸划分合格品与{最小件卜一峨扭一峻啦搬豫最,譬{废品时,则工件实际尺寸处于极限尺寸附近,由于测量误差的作用,必然存在误收与误睦的危险.那么为了尽可能地保证工件尺寸不超越最大实体边界和最小实体边界,只接收位于规定尺寸极限之内的工件,GB3177—82规定按验收极限验收工件.验收极限是从规定的最大实体尺寸和晟小实体尺寸分别向工件公差带内移动一个安全裕度A来确定. 如图1所示.验收极限是对工件进行验收检验的界限,为一规定的尺寸.我们把这一确定验收极限的方案,称为内缩方案.I识限曲置内缩后的验收极限,是指最后工序加工合格的工件的验收极限.安全裕度A直接关系产品的质量和生产的经济性.A值较大,易于保证工件的l配合质量,也可选择低精度量具,但是占用了较多的工件公差,加工经挤性变差,A值较小, 则要选更精确的量具,工件的加工公差相应增大,生产的经济性也较好.因此,验收极限的确定,必须从技术和经济方面进行综合分析,以达到技术经济指标最佳的目的.GB3177--82的表格给出了公差值大于0.009至3.2ram的有配合要求的光滑工件尺寸的安全裕度A值.如表1所示.从表1看出,安全裕度A值的确定只与-器★悻只寸一上驻啦档啦ll5c酸陧最档传对工件公差有关.安全裕度A值实际上是由两部分组成的,一是计量器具内在误差引起的不确定度U,二是由测量条件,工件形状误差等【起的U:,且1.O0A√u}+u≈√(0.9A).+(0.45A)安全裕度A大体占工件公差的5~1O%由于验收极限是从工件尺寸公差双向分别内缩一个A值,这样内缩量约占工件公差的10~20,与目前工厂实际生产情况相比较,一般来说,对计量器具的选择要求是提高了.41裹1安全裕度及计量署具不确定度允许值(mm) 工件公差安全褡度爿量器具不确定度允许值大于j至Auo.oogO.0】8O.ooi0.(}009o.Oi8o.O32O.0020.OO18o.O32o.0580.0030.00270.0580.1OO0.0060.005{0.1O0O.1800.Ol00.C'050.180O.32O0.0180.O16O.3200.5800.0320.0290.580】.000..0600.0541.000】.8000.1000.0901.8003.2000.1800.160四,计量嚣具的选择GB3177—82采用不确定度来描述计量器具和测量方法的各项误差.不确定度是用来表征测量结果分散特征的误差限,用来描述尚未确定的误差特征.计量器具不确定度就是用来表征计量器具内在误差影响测量结果分散程度的一个误差限.测量不确定度,是用以表征测量过程中各项误差综合影响测量结果分散程度的一个误差限,包括计量器具不确定度,测量条件,人员条件等引起的不确定度.按GB3l77—82的规定,测量一个具体工件所采用的计量器具将根据计量器具的不确定度u来选择,u包含各单个调整标准器的不确定度(例如调整比较仪的鼍块),且应使所选用的计量器具的不确定度等于或小于表中规定的U-值(约为0.9A).有关计量器具不确定度的数值,GB3177—82采用补充文件的形式给jb,定名为,B/zl81—82《G133177—82光滑工件尺寸的检验使用指南》.该文件推荐了普通计量器具不确定度的数值.如表2所示.其所以采用补充文件的形式给出,主要是考虑到这些数值还不够成熟,还有待完善修订.从对标准所提出的选择计量器具原则的分析,及对实际使用的验证,我们可知,按照GB3177--82规定的原则选用最具,量具的可测精度降低了1~2个精度等级.例如-级千分尺,按传统量具选择原则可测IT8的工件尺寸,而按GB3177--82,却只能测IT10级的工件尺寸(局部范围,可测lT9 级).对计量器具选择要求的提高,既有利于保证产品质量,也有利于促进国内计量技术和计量器具的不断发展和提高.五,应用举倒例1,工件250h12(一.460)确定t(1)安全裕度该工件的公差0.460mm是在GB3177~82表中(表1)规定的>O.320~0.580ram的工件公差范围内,由表查得:安全裕度A=0.032mm计量器具不确定度允许值Ul=0.029ram(2)计量器具襄2千分尺和游标卡尺的不■定度(mm) 计量器具类型亟巫生!不确定度050o.o04501ooo.005o.0080.05o1oo15oo.oo6o.02o1502ooo.0072oo250O.0080.0l32503ooo.o093oo3.50o.OlO3504ooo.0llo.02oo.1oo40o4500.01245050oo.o13o.0255006oo60o700o.03o7001oooo.15oO工件尺寸250mm:~表2规定的>200~250nun的工件尺寸范围内,由表2查知,分度值0.02ram游标卡尺的不确定度为0.02ram,小于上述计量器具不确定度允许值U.=O.029ram,可满足使用要求.(3)验收极限如图2^:D.c{2圈2上验收极限:撮大实体尺寸一A:250—0.032=249.968mm下验收极限=最小实体尺寸+A=最大实体尺寸一工件公差+A=250—0.460+0.032=249.572mm结论t使用分度值0.02的游标卡尺,测量工件尺寸250h12,测得尺寸位于249.572~249.968mm之间的是台格品,可以验收. 例2,工件140H10('¨.)根据工件公差T.=0.160re.m,由表1查得A:O.010ramUI=0.009ram则上验收极限刮Dm?一A:140+0.160—0.010:140.150ram'43?介绍机标《抽芯铆钉》宝鸡工程机械厂沈宣明JB4224--86《封闭型沉头抽芯铆钉,JB4225--86《抽芯铆钉技术条件》,JB4226--86《封闭型崩圆头抽芯铆钉》都标准已经实施.抽芯铆钉是一种先进的紧固件它不但可代替普通铆钉,而且在振动大的产品上可以代替自攻螺钉.我厂在轨道车,电气化架线车,电气化隧道凿孔车上均已贯彻采用, 取得了较好的效果.该铆钉是采用单面铆接的一种紧固件,它具有设计新颖,安全可靠, 铆接时嗓音小,劳动强度低,铆接效率高,使用方便等优点.JB4225规定t抽芯铆钉是采,H锅台金和碳素钢两种材料复台而成,即铆钉体采用防锈铝台金,易于变形,其外形与普通铆钉基本相似,杆芯则推荐采用碳素结构钢,铆接后外形美观.铆接时,将钉芯拉断即可铆接牢固;它的基本原理是.杆芯在其铆接工具一拉铆枪的作用下,使杆芯在铆钉体中产生轴向位下验收极限=Dmt.+A=t400.OlO=140.010mm4移.迫使铆钉体膨胀变形(变粗),其变形量大于铆钉休杆径的2O,正是}h于它的变形,即起到了铆接的作用.抽芯铆钉与普通铆钉相比,其最大的优点是单向铆接,解决了用普通铆钉所不能解决的问题.在工作空间狭小,很难进行操作的情况下,而甩抽芯铆钉则只需将铆钉插入预制孔中,用拉铆枪一拉,瞬间便把轩芯拉断以达到良好的铆接效果.有些薄板件联接用自攻螺钉的地方,由于经常振动自攻螺钉经常发生松脱,影响产质量,也可改用抽芯铆钉代替自攻螺钉,这样取得显着效果.我厂产品的车体内外蒙皮固定,车体内部压条装饰件的固定,司机台及发动机罩等部件h都逐步用拉铆代替自攻螺钉.抽芯铆钉非常广泛地应用在机械产品中,它不但甫用于共汽车等车辆的车身.船上的密判仓,还可用于各种要求防渗漏的场台,如用在各类容器中,联接件较厚的场台也可使用,自,988年起还列入了国家标准的镪定计划.如图3又根据表2可知.分度值Q..01mm的内径千分尺的不确定度(0.008mm)小于U:0.009mm,可以满足使用要求.即.140H10的工作尺寸可以使用分度值为0.01mm的内径千分尺测量,测得尺寸位于14O.O10~140.150m~之间的为台格品. GB3177—82所提出的计量器具的选择和验收极限的确定整套理论和方法是与我们所使用的传统力法是截然不同的,更具有科学性.GB3177—82的实施,不但会保证产品的质量,提高经济效益,而且会对贯彻全面质量管理,改善工艺过程起到推动作用,因而大力宣传贯彻这一标准就显得卜分必要和迫切了.r..●●~o峙+ll。
3-2光滑极限量规解读

为了保证产品的互换性,实际生产中不允许误收,但允许
存在一定数量的误废。 国标规定两种验收方法:
d max
(1)内缩(内缩一个安全裕度A) (2)不内缩
误废 d a1 轴 公 差 带
d min
误收
da 2
3.6.1 用通用计量器具测 量工件
1、验收极限和安全裕度
1.1 验收极限
指用于判断零件实际尺寸是否合格的尺寸极限。 1.2 安全裕度 指为了避免误收而在确定验收极限时向公差带内 用A表示,一般为被测工件尺寸公差值的十分之一。 缩的量。安全裕度
尺寸合格条件: 下验收极限≤Da≤上验收极限 下验收极限≤da≤上验收极限
对于轴:
d上验收极限=dMMS-A=dmax-A d下验收极限=dLMS+A=dmin+A
采用单边内缩
dM
A
Dmin(M)
dmin(L)
Cp≥1采用包容要求时的验收极限
A DM
轴 公 差 带
dmax(M)
上验收极限 下验收极限
注意加以区别。
对于弯曲轴,作用尺寸大于最大实际尺寸df e ≥ da
只有Df e ≥ df e,孔、轴才能自由装配(不是Da ≥ da)
4、量规的设计依据
(1)泰勒原则
对于孔 对于轴 Dfe≥Dmin 且 dfe≤ dmax 且 Da≤Dmax da ≥dmin
理论上,量规设计遵循泰勒原则,通规控制工件体 外作用尺寸使它不超出工件的最大实体尺寸,故做成 全形;止规控制工件任意位置两点间的实际尺寸使它 不超出工件的最小实体尺寸,故做成两点状。 简单讲,泰勒原则就是有配合要求的孔、轴,其局 部实际尺寸与形状误差都要控制在尺寸公差带以内。
尺寸,其验收极限应按内缩法确定; (2)当工艺能力指数Cp≥1时,不内缩;如果采用包 容要求是,在最大实体尺寸一侧内缩; (3)对于偏态分布的尺寸,其验收极限可以只对尺
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
分度值为 分度值为0.01 0.001、0.002 的百分表(0 、0.005的千 级在全程范围 分表(1级在 内,1级在任 全程范围内) 意1mm内) 分度值为0.01 的百分表(0 级在任意1mm 内) 不确定度 0.010 0.018
ቤተ መጻሕፍቲ ባይዱ
分度值为0.01 的百分表(1 级在全程范围 内)
0.030
50 100 150 200 250 300 350 400 450
0.050
0.020 0.025
尺寸范围
比较仪的测量不确度 所使用的计量器具 分度值为 分度值为 分度值为 0.0005(相当 0.001(相当 0.002(相当 于放大倍数 于放大倍数 于放大倍数 2000倍)的比 1000倍)的比 400倍)的比 较仪 较仪 较仪 不确定度 0.0006 0.0007 0.0008 0.0009 0.0010 0.0012 0.0014 0.0016 0.0010 0.0011 0.0012 0.0013 0.0014 0.0016 0.0017 0.0017 0.0018 0.0019 0.0020 0.0021 0.0022
分度值为 0.005(相当 于放大倍数 250倍)的比 较仪
大于 25 40 65 90 115 165 215 265
至 25 40 65 90 115 165 215 265 315
0.0030
0.0035
指示表的测量不确定度 所使用的计量器具
尺寸范围
大于 115
至 115 315
分度值为 0.001的千分 表(0级在全 程范围内,1 级在0.2mm 内)分度值为 0.002千分表 (在1转范围 内) 0.005 0.006
千分尺和游标卡尺的测量不确定度 尺寸范围 大于 至 50 100 150 200 250 300 350 400 450 500 计量器具类型 分度值0.01外 分度值0.01内 分度值0.01游 分度值0.05游 径千分尺 径千分尺 标卡尺 标卡尺 0.004 0.005 0.006 0.007 0.008 0.009 0.010 0.011 0.012 0.013 0.008 0.020 0.013 0.100