铝合金资料m
完整的铝合金型材参考手册.doc

铝合金资料(2006-02-21 10:25:43 )Typical Mechanical Properties)铝合金的典型机械性能铝合金的典型物理性能美铝典型应用领域7075 T651 • -- -- 7075 T6• • -- 5052 H112精度板 • -- -- 5052 H32冲压板 • -- -- 5083 H112 • -- -- Alumould • -- -- Mic-6 • -- -- 2024 • -- -- K-100•----产品参数中、美常用铝合金牌号对照表1070 、 1060 、 1050 、 1030 、 1100LF2 、 LF3 、 LF45052 、 5154 、 5083LC6 、 LC4 、 LC97001 、 7178 、 7075中国CHINA美国 THE UNITED STATESLY11LY12 、 LY1 2017 、 2024 、 2117LD10 、 LD52014 、 2214LD7 2618 LD9 、 LD82018 、 2218 LY16、 LY172219 、 2021LF21 3003 LF5、LF11、 LF6、LF5-15456 、 5056LD2 、 LD2-1 LD2-2 、 LD30 、 LD316165 、 6061 、 6055 、 6063原LG5 原LY9 1A99 2B12 3003 7076 、 7175 、 7079LC5 、 LC101A97 原LG4 2A13 原 LY13 3103 1A95 2A14 原 LD10 3004 1A93 原LG3 2A16 原 LY16 3005 1A90 原LG2 2B16 曾用Ly16-1 3105 1A85 原LG12A17 原 LY17 4A01 原LT1 1080 2A20 曾用LY20 4A11 原LD11 1080A 2A21 曾用214 4A13 原 LT13 1070 2A25 曾用225 4A17 原 LT171070A 代L1 2A49 曾用149 4004 1370 2A50 原LD5 4032 1060代L22B50原LD64043L1-L6 、 L5-0191 團 彗用LC15>157曾用919、 LC19曾用LB7l 1用 LC52J 5210I I I I II CD竖 曾用LT 9I Ig <卜o < 卜LO < 卜6 < 卜< 卜CO co< 卜CM LO< 卜c o o o卜LO o o卜o卜CM卜o L O o卜LO o卜|O9 sT~ T~ o 00 o 6 o 00IT — 1 C M Q _i疤 闪9宙扇IIIIII o e a n 團ICXIICM Q —i些IIg卜旺 卽gCO9T~ 9T~ o T~ 9g o 9T~ LO CO 9s o 9T~ g9co 9 O9o o 9电sCM 00 O 9T ~ o卜c o o卜<卜LO o卜16 Og1 O g LOI E CXI LOICM 9 O LO IJI I J JI J LO LOIJ5056I 9 LO CO LOI 9 LOJICM 00O LO I CM00 E 5083Ico 00 T — LOI 9 g LO6A 02CXI L<CXI9009Lc xl<e I I I曾用2101、 LF15 原LF2coLL —I LO LL —I曾用2103、 LF16原 LT41 原 LF439911團卜G g + 寸sl C\| O O < < LOLOco I LOILO o co LO9 5g DQ gCXI §co §R Wcoco wLCO寸寸< < LO LO9 9 w卜 Q —i I卜n2 3旺疤 卽6 3iI IIIII II IE gi1 o 卜< CM o o 卜 oo CQ < CXI CXIo 寸 6 O < o CMCM T~o CXI寸T~ o CXI寸T~ CXI CXI卜T~ o CXI卜T~ T~ CXI00 T — CXI CXI00 s CXI6 寸L C\| CM O CM CM窝 & I O g co 留 e 苕乂 o2 9 g <IIO LOLO 寸CO L T —T —年LO gT —I竖o co < T —T — I LO LL —I年 o o T —LO年o o CXII9 CO CXI T —T~ o < CXI< CXI< CXIg < CXIO T~ T~ T~ —I—IO L < < CMCM T~ T~C OCXILCX Izn疤CXI LA1疤注意:(1)“原”是指化学成分与新牌号等同,且都符合GB3190- 82规定的旧牌号。
铝和铝合金知识,国内外牌号对照表
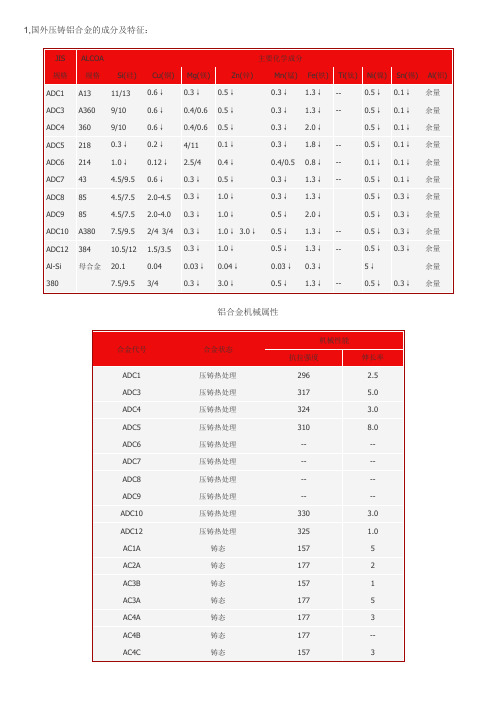
1,国外压铸铝合金的成分及特征:JIS ALCOA 主要化学成分规格规格Si(硅) Cu(铜) Mg(镁) Zn(锌) Mn(锰) Fe(铁) Ti(钛) Ni(镍) Sn(锡) Al(铝) ADC1 A13 11/13 0.6↓0.3↓0.5↓0.3↓ 1.3↓-- 0.5↓0.1↓余量ADC3 A360 9/10 0.6↓0.4/0.6 0.5↓0.3↓ 1.3↓-- 0.5↓0.1↓余量ADC4 360 9/10 0.6↓0.4/0.6 0.5↓0.3↓ 2.0↓0.5↓0.1↓余量ADC5 218 0.3↓0.2↓4/11 0.1↓0.3↓ 1.8↓-- 0.5↓0.1↓余量ADC6 214 1.0↓0.12↓ 2.5/4 0.4↓0.4/0.5 0.8↓-- 0.1↓0.1↓余量ADC7 43 4.5/9.5 0.6↓0.3↓0.5↓0.3↓ 1.3↓-- 0.5↓0.1↓余量ADC8 85 4.5/7.5 2.0-4.5 0.3↓ 1.0↓0.3↓ 1.3↓0.5↓0.3↓余量ADC9 85 4.5/7.5 2.0-4.0 0.3↓ 1.0↓0.5↓ 2.0↓0.5↓0.3↓余量ADC10 A380 7.5/9.5 2/4 3/4 0.3↓ 1.0↓3.0↓0.5↓ 1.3↓-- 0.5↓0.3↓余量ADC12 384 10.5/12 1.5/3.5 0.3↓ 1.0↓0.5↓ 1.3↓-- 0.5↓0.3↓余量Al-Si 母合金20.1 0.04 0.03↓0.04↓0.03↓0.3↓5↓余量380 7.5/9.5 3/4 0.3↓ 3.0↓0.5↓ 1.3↓-- 0.5↓0.3↓余量铝合金机械属性机械性能合金代号合金状态抗拉强度伸长率ADC1 压铸热处理296 2.5ADC3 压铸热处理317 5.0ADC4 压铸热处理324 3.0ADC5 压铸热处理310 8.0ADC6 压铸热处理-- --ADC7 压铸热处理-- --ADC8 压铸热处理-- --ADC9 压铸热处理-- --ADC10 压铸热处理330 3.0ADC12 压铸热处理325 1.0AC1A 铸态157 5AC2A 铸态177 2AC3B 铸态157 1AC3A 铸态177 5AC4A 铸态177 3AC4B 铸态177 --AC4D 铸态-- --AC5A 铸态216 --AC7A 铸态216 12AC7B 铸态-- --AC8A 铸态177 --AC8B 铸态177 --AC8C 铸态1771.2铝合金:1.2.1比重:铝合金用于压铸工业的主要原因是——轻。
铝合金技术参数
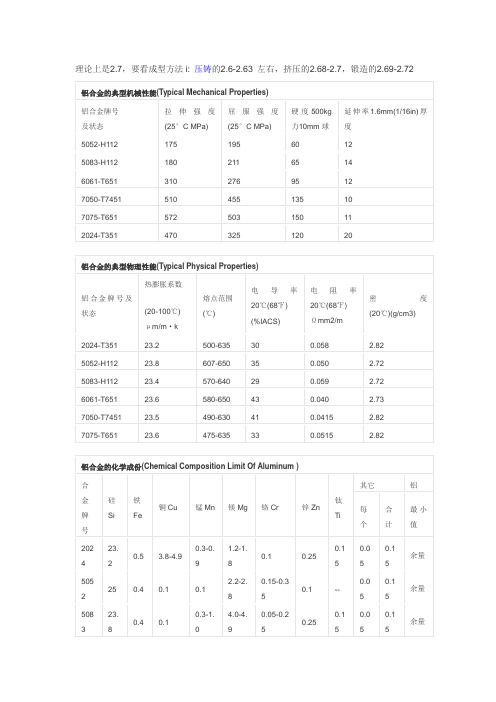
理论上是2.7,要看成型方法i: 压铸的2.6-2.63 左右,挤压的2.68-2.7,锻造的2.69-2.721050 食品、化学和酿造工业用挤压盘管,各种软管,烟花粉1060 要求抗蚀性与成形性均高的场合,但对强度要求不高,化工设备是其典型用途1100 用于加工需要有良好的成形性和高的抗蚀性但不要求有高强度的零件部件,例如化工产品、食品工业装置与贮存容器、薄板加工件、深拉或旋压凹形器皿、焊接零部件、热交换器、印刷板、铭牌、反光器具1145 包装及绝热铝箔,热交换器1199 电解电容器箔,光学反光沉积膜1350电线、导电绞线、汇流排、变压器带材2011 螺钉及要求有良好切削性能的机械加工产品2014 应用于要求高强度与硬度(包括高温)的场合。
飞机重型、锻件、厚板和挤压材料,车轮与结构元件,多级火箭第一级燃料槽与航天器零件,卡车构架与悬挂系统零件2017 是第一个获得工业应用的2XXX系合金,它的应用范围较窄,主要为铆钉、通用机械零件、结构与运输工具结构件,螺旋桨与配件2024 飞机结构、铆钉、导弹构件、卡车轮毂、螺旋桨元件及其他种种结构件2036汽车车身钣金件2048 航空航天器结构件与兵器结构零件2124 航空航天器结构件2218飞机发动机和柴油发动机活塞,飞机发动机汽缸头,喷气发动机叶轮和压缩机环2219 航天火箭焊接氧化剂槽,超音速飞机蒙皮与结构零件,工作温度为-270~300℃。
焊接性好,断裂韧性高,T8状态有很高的抗应力腐蚀开裂能力2319 焊拉2219合金的焊条和填充焊料2618 模锻件与自由锻件。
活塞和航空发动机零件2A01 工作温度小于等于100℃的结构铆钉2A02 工作温度200~300℃的涡轮喷气发动机的轴向压气机叶片2A06 工作温度150~250℃的飞机结构及工作温度125~250℃的航空器结构铆钉2A10 强度比2A01合金的高,用于制造工作温度小于等于100℃的航空器结构铆钉2A11 飞机的中等强度的结构件、螺旋桨叶片、交通运输工具与建筑结构件。
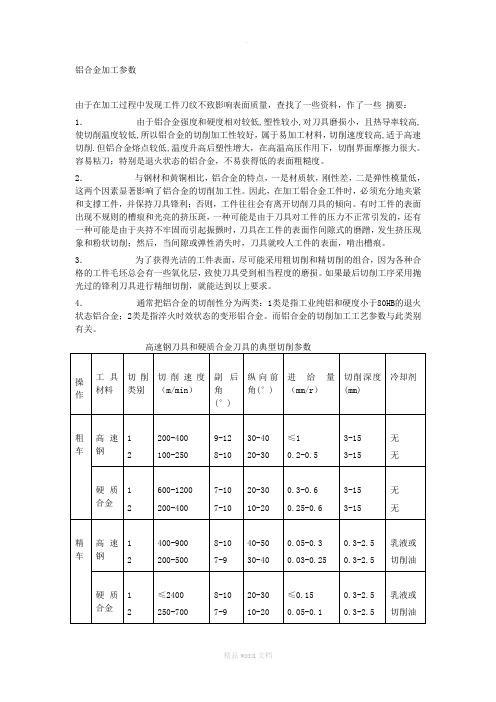
铝合金加工参数
铝合金加工参数
由于在加工过程中发现工件刀纹不致影响表面质量,查找了一些资料,作了一些摘要:
1.由于铝合金强度和硬度相对较低,塑性较小,对刀具磨损小,且热导率较高,使切削温度较低,所以铝合金的切削加工性较好,属于易加工材料,切削速度较高,适于高速切削.但铝合金熔点较低,温度升高后塑性增大,在高温高压作用下,切削界面摩擦力很大。
容易粘刀;特别是退火状态的铝合金,不易获得低的表面粗糙度。
2.与钢材和黄铜相比,铝合金的特点,一是材质软,刚性差,二是弹性模量低,这两个因素显著影响了铝合金的切削加工性。
因此,在加工铝合金工件时,必须充分地夹紧和支撑工件,并保持刀具锋利;否则,工件往往会有离开切削刀具的倾向。
有时工件的表面出现不规则的槽痕和光亮的挤压斑,一种可能是由于刀具对工件的压力不正常引发的,还有一种可能是由于夹持不牢固而引起振颤时,刀具在工件的表面作间隙式的磨蹭,发生挤压现象和粉状切削;然后,当间隙或弹性消失时,刀具就咬人工件的表面,啃出槽痕。
3.为了获得光洁的工件表面,尽可能采用粗切削和精切削的组合,因为各种合格的工件毛坯总会有一些氧化层,致使刀具受到相当程度的磨损。
如果最后切削工序采用抛光过的锋利刀具进行精细切削,就能达到以上要求。
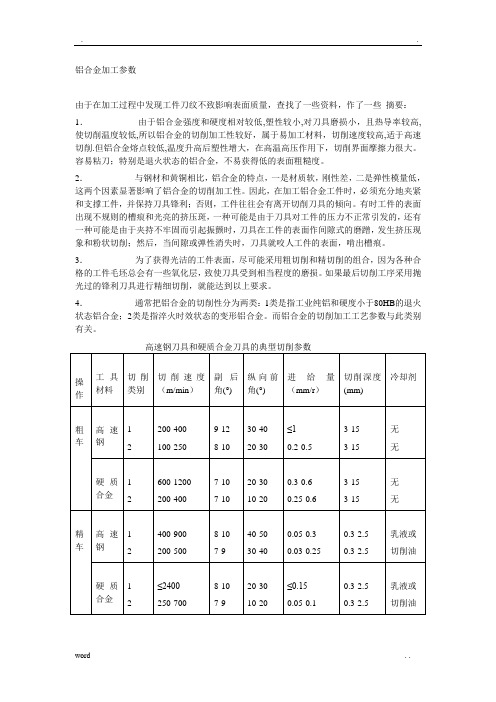
4.通常把铝合金的切削性分为两类:1类是指工业纯铝和硬度小于80HB的退火状态铝合金;2类是指淬火时效状态的变形铝合金。
而铝合金的切削加工工艺参数与此类别有关。
金钢石刀具的典型切削参数
铝合金的典型铣削参数
铝合金攻螺纹前的钻孔的典型参数
铝合金的典型铰孔参数
注:冷却剂为煤油-松节油(5:4)混合物;或用约33°E的矿物油, 或优质油.干铰孔的质量不高。
铝合金技术参数
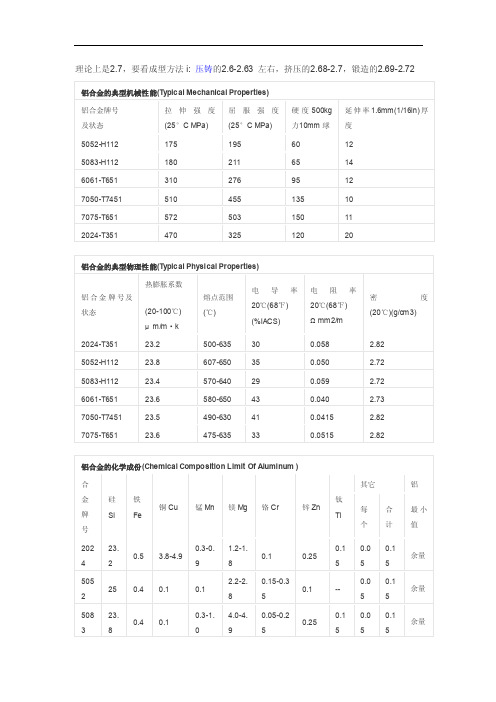
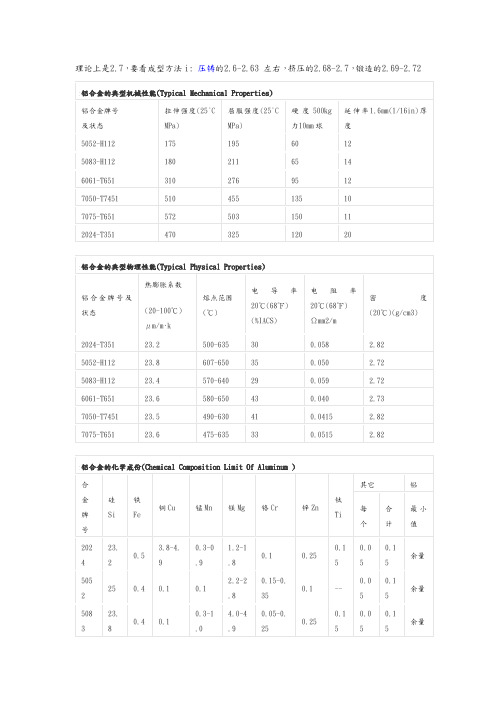
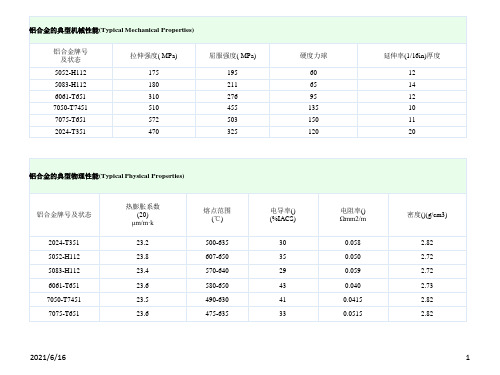
理论上是2.7,要看成型方法i: 压铸的2.6-2.63 左右,挤压的2.68-2.7,锻造的2.69-2.72 铝合金的典型机械性能(Typica l Mechan icalProper ties)铝合金牌号及状态拉伸强度(25°C MPa)屈服强度(25°C MPa)硬度500k g力10m m球延伸率1.6mm(1/16in)厚度5052-H1121751956012 5083-H1121802116514 6061-T6513102769512 7050-T745151045513510 7075-T65157250315011 2024-T35147032512020铝合金的典型物理性能(Typica l Physic al Proper ties)铝合金牌号及状态热膨胀系数(20-100℃)μm/m·k熔点范围(℃)电导率20℃(68℉)(%IACS)电阻率20℃(68℉)Ωmm2/m密度(20℃)(g/cm3)2024-T35123.2500-635300.058 2.82 5052-H11223.8607-650350.050 2.72 5083-H11223.4570-640290.059 2.72 6061-T65123.6580-650430.040 2.73 7050-T745123.5490-630410.0415 2.82 7075-T65123.6475-635330.0515 2.82铝合金的化学成份(Chemic al Compos ition LimitOf Alumin um )合金牌号硅Si铁Fe铜Cu锰Mn镁Mg铬Cr锌Zn钛Ti其它铝每个合计最小值202 423.20.5 3.8-4.90.3-0.91.2-1.80.10.250.150.050.15余量505 2250.40.10.12.2-2.80.15-0.350.1--0.050.15余量508 323.80.40.10.3-1.4.0-4.90.05-0.250.250.150.050.15余量606 123.60.70.15-0.40.150.8-1.20.04-0.350.250.150.050.15余量705 023.50.1520.-2.60.11.9-2.60.045.7-6.70.060.050.15余量707 523.60.5 1.2-2.00.32.1-2.90.18-0.285.1-6.10.20.050.15余量1050 食品、化学和酿造工业用挤压盘管,各种软管,烟花粉1060 要求抗蚀性与成形性均高的场合,但对强度要求不高,化工设备是其典型用途1100 用于加工需要有良好的成形性和高的抗蚀性但不要求有高强度的零件部件,例如化工产品、食品工业装置与贮存容器、薄板加工件、深拉或旋压凹形器皿、焊接零部件、热交换器、印刷板、铭牌、反光器具1145 包装及绝热铝箔,热交换器1199 电解电容器箔,光学反光沉积膜1350电线、导电绞线、汇流排、变压器带材2011 螺钉及要求有良好切削性能的机械加工产品2014 应用于要求高强度与硬度(包括高温)的场合。
铝合金材料
Al-Si10Mg Al-Cu10Si2Mg Al-Si12Cu/Al-Si12CuFe Al-Si5Cu1Mg Al-Si12Cu/Al-Si12CuFe
Al-Si6Cu4 Al-Si5Cu3 Al-Si8Cu3Fe
1706-1998 -
1.5
A04130 11.0-13.0
2
A14130 11.0-13.0
1.3
A34430
4.5-6.0
2
518 360 A360.0 380 A380.0 383 384 390 B390.0
序号 1 2 3 4 5 6 7
合金系列 Al-Si 系
Al-Si-Mg 系
Al-Si-Cu 系
Al-Mg 系
日本 美国 俄罗斯 德国 中国
ADC3
9.0-10.0
360 9.0-10.0
AJ14
8.0-10.5
AlSi10Mg 9.0-11.0
YL112
7.5-9.5
<0.60 <0.60 <0.10 <0.10 3.0-4.0
日本
美国
俄罗斯 德国 中国
YL113
9.6-12.0
ADC10
7.5-9.5
ADC12
性能
微弧氧化膜
硬质阳极氧 化膜
最大厚度μm ~300
50~80
显微硬度HV 1500~2500 300~500
击穿电压 高
低
均匀性 孔隙率
内外表面均 尖位表面均
匀
匀性较低
低
高
耐磨性
高
低
盐雾测试 一般
铝合金牌号及性能
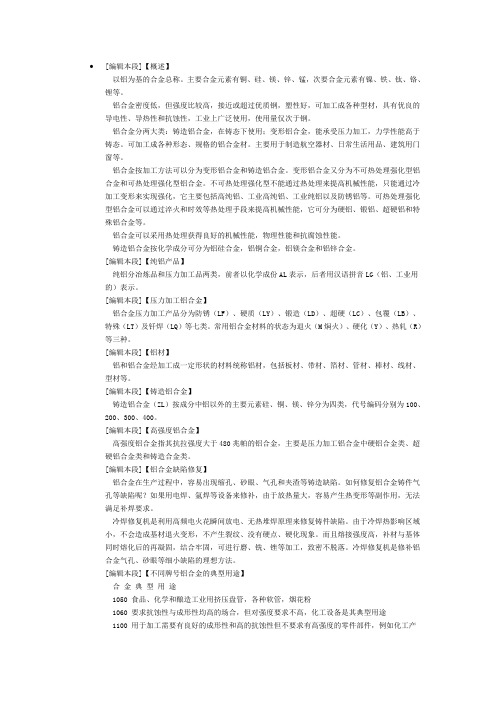
•[编辑本段]【概述】以铝为基的合金总称。
主要合金元素有铜、硅、镁、锌、锰,次要合金元素有镍、铁、钛、铬、锂等。
铝合金密度低,但强度比较高,接近或超过优质钢,塑性好,可加工成各种型材,具有优良的导电性、导热性和抗蚀性,工业上广泛使用,使用量仅次于钢。
铝合金分两大类:铸造铝合金,在铸态下使用;变形铝合金,能承受压力加工,力学性能高于铸态。
可加工成各种形态、规格的铝合金材。
主要用于制造航空器材、日常生活用品、建筑用门窗等。
铝合金按加工方法可以分为变形铝合金和铸造铝合金。
变形铝合金又分为不可热处理强化型铝合金和可热处理强化型铝合金。
不可热处理强化型不能通过热处理来提高机械性能,只能通过冷加工变形来实现强化,它主要包括高纯铝、工业高纯铝、工业纯铝以及防锈铝等。
可热处理强化型铝合金可以通过淬火和时效等热处理手段来提高机械性能,它可分为硬铝、锻铝、超硬铝和特殊铝合金等。
铝合金可以采用热处理获得良好的机械性能,物理性能和抗腐蚀性能。
铸造铝合金按化学成分可分为铝硅合金,铝铜合金,铝镁合金和铝锌合金。
[编辑本段]【纯铝产品】纯铝分冶炼品和压力加工品两类,前者以化学成份AL表示,后者用汉语拼音LG(铝、工业用的)表示。
[编辑本段]【压力加工铝合金】铝合金压力加工产品分为防锈(LF)、硬质(LY)、锻造(LD)、超硬(LC)、包覆(LB)、特殊(LT)及钎焊(LQ)等七类。
常用铝合金材料的状态为退火(M焖火)、硬化(Y)、热轧(R)等三种。
[编辑本段]【铝材】铝和铝合金经加工成一定形状的材料统称铝材,包括板材、带材、箔材、管材、棒材、线材、型材等。
[编辑本段]【铸造铝合金】铸造铝合金(ZL)按成分中铝以外的主要元素硅、铜、镁、锌分为四类,代号编码分别为100、200、300、400。
[编辑本段]【高强度铝合金】高强度铝合金指其抗拉强度大于480兆帕的铝合金,主要是压力加工铝合金中硬铝合金类、超硬铝合金类和铸造合金类。
铝合金技术参数
理论上是2.7,要看成型方法i: 压铸的2.6-2.63 左右,挤压的2.68-2.7,锻造的2.69-2.721050 食品、化学和酿造工业用挤压盘管,各种软管,烟花粉1060 要求抗蚀性与成形性均高的场合,但对强度要求不高,化工设备是其典型用途1100 用于加工需要有良好的成形性和高的抗蚀性但不要求有高强度的零件部件,例如化工产品、食品工业装置与贮存容器、薄板加工件、深拉或旋压凹形器皿、焊接零部件、热交换器、印刷板、铭牌、反光器具1145 包装及绝热铝箔,热交换器1199 电解电容器箔,光学反光沉积膜1350电线、导电绞线、汇流排、变压器带材2011 螺钉及要求有良好切削性能的机械加工产品2014 应用于要求高强度与硬度(包括高温)的场合。
飞机重型、锻件、厚板和挤压材料,车轮与结构元件,多级火箭第一级燃料槽与航天器零件,卡车构架与悬挂系统零件2017 是第一个获得工业应用的2XXX系合金,它的应用范围较窄,主要为铆钉、通用机械零件、结构与运输工具结构件,螺旋桨与配件2024 飞机结构、铆钉、导弹构件、卡车轮毂、螺旋桨元件及其他种种结构件2036汽车车身钣金件2048 航空航天器结构件与兵器结构零件2124 航空航天器结构件2218飞机发动机和柴油发动机活塞,飞机发动机汽缸头,喷气发动机叶轮和压缩机环2219 航天火箭焊接氧化剂槽,超音速飞机蒙皮与结构零件,工作温度为-270~300℃。
焊接性好,断裂韧性高,T8状态有很高的抗应力腐蚀开裂能力2319 焊拉2219合金的焊条和填充焊料2618 模锻件与自由锻件。
活塞和航空发动机零件2A01 工作温度小于等于100℃的结构铆钉2A02 工作温度200~300℃的涡轮喷气发动机的轴向压气机叶片2A06 工作温度150~250℃的飞机结构及工作温度125~250℃的航空器结构铆钉2A10 强度比2A01合金的高,用于制造工作温度小于等于100℃的航空器结构铆钉2A11 飞机的中等强度的结构件、螺旋桨叶片、交通运输工具与建筑结构件。
铝合金技术参数
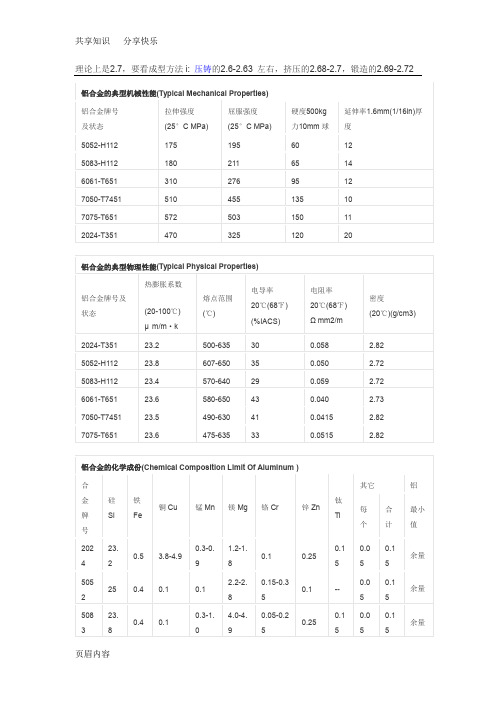
理论上是2.7,要看成型方法i: 压铸的2.6-2.63 左右,挤压的2.68-2.7,锻造的2.69-2.72 铝合金的典型机械性能(Typical Mechanical Properties)铝合金牌号及状态拉伸强度(25°C MPa)屈服强度(25°C MPa)硬度500kg力10mm球延伸率1.6mm(1/16in)厚度5052-H1121751956012 5083-H1121802116514 6061-T6513102769512 7050-T745151045513510 7075-T65157250315011 2024-T35147032512020铝合金的典型物理性能(Typical Physical Properties)铝合金牌号及状态热膨胀系数(20-100℃)μm/m·k熔点范围(℃)电导率20℃(68℉)(%IACS)电阻率20℃(68℉)Ωmm2/m密度(20℃)(g/cm3)2024-T35123.2500-635300.058 2.82 5052-H11223.8607-650350.050 2.72 5083-H11223.4570-640290.059 2.72 6061-T65123.6580-650430.040 2.73 7050-T745123.5490-630410.0415 2.82 7075-T65123.6475-635330.0515 2.82铝合金的化学成份(Chemical Composition Limit Of Aluminum )合金牌号硅Si铁Fe铜Cu锰Mn镁Mg铬Cr锌Zn钛Ti其它铝每个合计最小值202 423.20.5 3.8-4.90.3-0.91.2-1.80.10.250.150.050.15余量505 2250.40.10.12.2-2.80.15-0.350.1--0.050.15余量508 323.80.40.10.3-1.4.0-4.90.05-0.250.250.150.050.15余量606 123.60.70.15-0.40.150.8-1.20.04-0.350.250.150.050.15余量705 023.50.1520.-2.60.11.9-2.60.045.7-6.70.060.050.15余量707 523.60.5 1.2-2.00.32.1-2.90.18-0.285.1-6.10.20.050.15余量1050 食品、化学和酿造工业用挤压盘管,各种软管,烟花粉1060 要求抗蚀性与成形性均高的场合,但对强度要求不高,化工设备是其典型用途1100 用于加工需要有良好的成形性和高的抗蚀性但不要求有高强度的零件部件,例如化工产品、食品工业装置与贮存容器、薄板加工件、深拉或旋压凹形器皿、焊接零部件、热交换器、印刷板、铭牌、反光器具1145 包装及绝热铝箔,热交换器1199 电解电容器箔,光学反光沉积膜1350电线、导电绞线、汇流排、变压器带材2011 螺钉及要求有良好切削性能的机械加工产品2014 应用于要求高强度与硬度(包括高温)的场合。
铝合金理论重量表
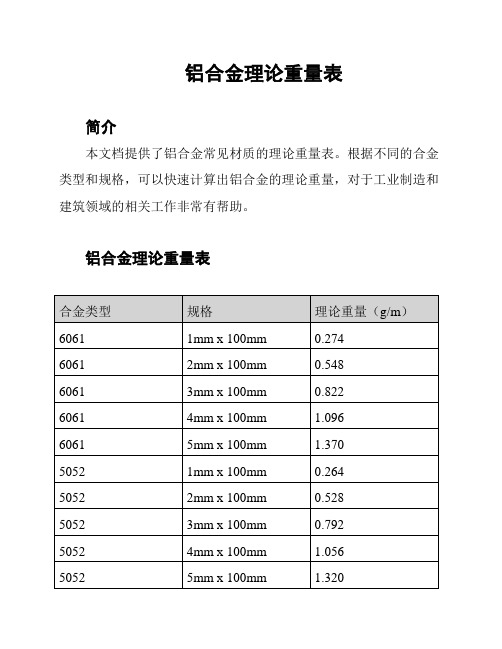
铝合金理论重量表
简介
本文档提供了铝合金常见材质的理论重量表。
根据不同的合金类型和规格,可以快速计算出铝合金的理论重量,对于工业制造和建筑领域的相关工作非常有帮助。
铝合金理论重量表
使用说明
1. 找到您需要的铝合金材料的合金类型和规格。
2. 在表格中找到对应的行和列,找到理论重量。
3. 将合金类型、规格和理论重量记录下来。
4. 如需计算其他尺寸或定制规格的铝合金的理论重量,可以按照表格中提供的数据进行计算或参考。
注意:
- 该理论重量表提供的数值仅供参考,实际重量可能会有一定误差。
- 表中的理论重量为单位长度(每米)的重量。
适用范围
本表格适用于工业制造、建筑和工程设计等领域。
铝合金在这些领域中被广泛应用,提供理论重量有助于材料选择、设计和预估装配的重量。
参考资料
- 铝合金材料手册
- 企业内部数据。
铝和铝合金知识,国内外牌号对照表
1,国外压铸铝合金的成分及特征:JIS ALCOA 主要化学成分规格规格Si(硅) Cu(铜) Mg(镁) Zn(锌) Mn(锰) Fe(铁) Ti(钛) Ni(镍) Sn(锡) Al(铝) ADC1 A13 11/13 0.6↓0.3↓0.5↓0.3↓ 1.3↓-- 0.5↓0.1↓余量ADC3 A360 9/10 0.6↓0.4/0.6 0.5↓0.3↓ 1.3↓-- 0.5↓0.1↓余量ADC4 360 9/10 0.6↓0.4/0.6 0.5↓0.3↓ 2.0↓0.5↓0.1↓余量ADC5 218 0.3↓0.2↓4/11 0.1↓0.3↓ 1.8↓-- 0.5↓0.1↓余量ADC6 214 1.0↓0.12↓ 2.5/4 0.4↓0.4/0.5 0.8↓-- 0.1↓0.1↓余量ADC7 43 4.5/9.5 0.6↓0.3↓0.5↓0.3↓ 1.3↓-- 0.5↓0.1↓余量ADC8 85 4.5/7.5 2.0-4.5 0.3↓ 1.0↓0.3↓ 1.3↓0.5↓0.3↓余量ADC9 85 4.5/7.5 2.0-4.0 0.3↓ 1.0↓0.5↓ 2.0↓0.5↓0.3↓余量ADC10 A380 7.5/9.5 2/4 3/4 0.3↓ 1.0↓3.0↓0.5↓ 1.3↓-- 0.5↓0.3↓余量ADC12 384 10.5/12 1.5/3.5 0.3↓ 1.0↓0.5↓ 1.3↓-- 0.5↓0.3↓余量Al-Si 母合金20.1 0.04 0.03↓0.04↓0.03↓0.3↓5↓余量380 7.5/9.5 3/4 0.3↓ 3.0↓0.5↓ 1.3↓-- 0.5↓0.3↓余量铝合金机械属性机械性能合金代号合金状态抗拉强度伸长率ADC1 压铸热处理296 2.5ADC3 压铸热处理317 5.0ADC4 压铸热处理324 3.0ADC5 压铸热处理310 8.0ADC6 压铸热处理-- --ADC7 压铸热处理-- --ADC8 压铸热处理-- --ADC9 压铸热处理-- --ADC10 压铸热处理330 3.0ADC12 压铸热处理325 1.0AC1A 铸态157 5AC2A 铸态177 2AC3B 铸态157 1AC3A 铸态177 5AC4A 铸态177 3AC4B 铸态177 --AC4D 铸态-- --AC5A 铸态216 --AC7A 铸态216 12AC7B 铸态-- --AC8A 铸态177 --AC8B 铸态177 --AC8C 铸态1771.2铝合金:1.2.1比重:铝合金用于压铸工业的主要原因是——轻。
铝合金的性能.

铝合金的性能.铝合金是一种被广泛使用的金属材料,具有较高的强度、轻量化、耐腐蚀、导热性、导电性等特点,被广泛用于各种不同的工业领域。
本文将详细介绍铝合金的性能,包括力学性能、物理性能、化学性能等方面。
一、力学性能1. 强度铝合金的强度与其组成元素、热处理状态、晶粒尺寸等因素有关。
在一般情况下,铝合金的拉伸强度可达到150~400MPa,而其屈服强度为70~350MPa之间。
从这一特点来看,铝合金已经被广泛地应用于承受高强度的运载结构。
2. 韧性铝合金具有较高的韧性,即在受到外部力作用下不易断裂或变形。
这是由于铝合金具有更高的塑性和延展性,使其在受力时能够产生更大的位移,例如在变形的过程中其结构并不会发生显著的损坏。
3. 硬度铝合金的硬度与其组成元素和热处理状态有关。
由于铝的晶体构造比较严密,使其具有更高的硬度。
同时,在添加其他元素时,还可以提高其硬度。
二、物理性能铝合金的密度较低,只有2.7g/cm3左右。
这使得铝合金在工业中得以广泛使用,尤其是在需要轻量化材料的情况下。
2. 热膨胀系数铝合金的热膨胀系数与其温度和成分有关。
一般而言,铝合金的热膨胀系数在20~200℃的范围内约为23~26×10-6/℃。
3. 热导率铝合金具有较高的热导率,大约为80.4~221W/(m·K),远高于其他材料。
这使得铝合金在热导性能要求较高的情况下得以广泛应用。
铝合金的电导率与其结构、组成元素和温度有关。
一般而言,它的电导率介于20~60 MS/m之间。
1. 耐腐蚀铝合金具有很好的耐腐蚀性能,这是由于其表面形成了一层保护性氧化膜。
该氧化膜具有可溶性,使得它可以与不同的金属和非金属材料相容,从而达到更好的耐腐蚀性能。
但是,如果其表面氧化膜遭受损坏,则会导致其耐腐蚀性能下降。
铝合金具有很好的可加工性,可以通过铸造、轧制、拉伸、冷拔等方式进行加工。
这使得铝合金得以广泛应用于复杂工件制造、航空制造等领域。
铝合金全部计算公式

铝合金全部计算公式铝合金是一种常见的金属材料,具有轻质、耐腐蚀、导热性好等特点,被广泛应用于航空航天、汽车制造、建筑等领域。
在工程设计和生产过程中,需要对铝合金进行各种计算,以确保其性能和质量符合要求。
本文将介绍铝合金的全部计算公式,帮助读者更好地理解和应用这些公式。
1. 铝合金的密度计算公式。
铝合金的密度是指单位体积内的质量,通常用ρ表示,其计算公式为:ρ = m/V。
其中,ρ为密度,m为质量,V为体积。
在工程设计中,密度是铝合金材料的重要物理参数,对于计算材料的重量和体积具有重要意义。
2. 铝合金的强度计算公式。
铝合金的强度是指材料抵抗外部力量的能力,通常用σ表示,其计算公式为:σ = F/A。
其中,σ为强度,F为受力,A为受力面积。
在工程设计和生产过程中,需要对铝合金的强度进行计算,以确保其能够承受设计要求的载荷。
3. 铝合金的热膨胀系数计算公式。
铝合金的热膨胀系数是指材料在温度变化时长度、面积或体积的变化率,通常用α表示,其计算公式为:ΔL = L0 αΔT。
其中,ΔL为长度变化量,L0为初始长度,α为热膨胀系数,ΔT为温度变化量。
在工程设计中,需要考虑铝合金在温度变化时的热膨胀系数,以避免因温度变化而引起的尺寸变化问题。
4. 铝合金的导热系数计算公式。
铝合金的导热系数是指材料导热性能的指标,通常用λ表示,其计算公式为:q = λ A ΔT / L。
其中,q为热传导量,λ为导热系数,A为传热面积,ΔT为温度差,L为传热距离。
在工程设计中,需要对铝合金的导热系数进行计算,以确保其能够满足热传导的要求。
5. 铝合金的电阻率计算公式。
铝合金的电阻率是指材料对电流通过的阻力,通常用ρ表示,其计算公式为:R = ρ L / A。
其中,R为电阻,ρ为电阻率,L为长度,A为截面积。
在工程设计中,需要对铝合金的电阻率进行计算,以确保其能够满足电路设计的要求。
6. 铝合金的热容量计算公式。
铝合金的热容量是指材料单位质量在温度变化时吸收或释放的热量,通常用C表示,其计算公式为:Q = m C ΔT。
常用铝合金特性对比
4
2A11 这是应用最早的一种硬铝,一般称为标准硬铝,具有中等强度,在退火、刚淬火和热状态下可塑性尚 好,可热处理强化,在淬火和自然时效状态下使用,点焊焊接性良好,用LY11作焊料进行气焊及氩弧焊时有裂纹 倾向;包铝板材有良好的稳定性,不包铝的则抗蚀性不高,在加热超过100℃有产生晶间腐蚀倾向。表面阳极氧 化和涂漆能可靠地保护挤压与锻造零件免于腐蚀。可切削在淬火时效状态下尚好,在退火状态时不良。
骨架零件,蒙皮,隔框,翼肋,翼梁,铆钉等150℃以下工作零件。
化学成分(Chemical Composition Limits wt%)分析: 合金牌号旧牌号 硅Si 铁Fe 铜Cu 锰Mn 镁Mg 铬Cr
锌Zn 钛Ti
其他 铝Al
2A12 LY12 0.5
0.5
3.8~4.9 0.3~0.9 1.2~1.8 —— 0.3
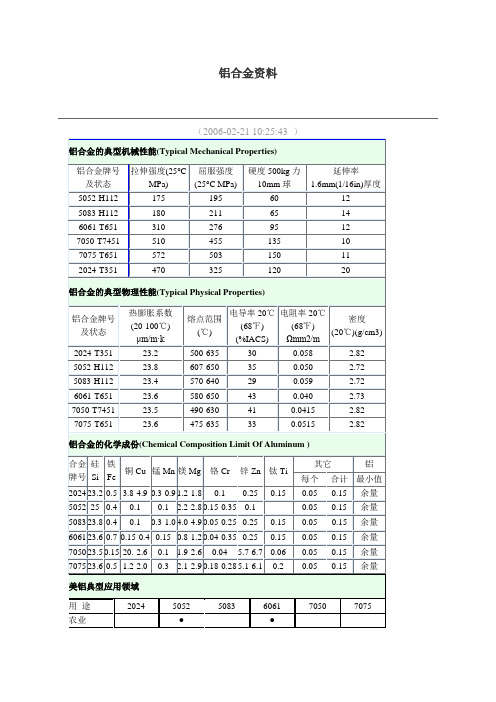
密度()(g/cm3)
2.82 2.72 2.72 2.73 2.82 2.82
2021/6/16
1
铝合金的化学成份(Chemical Composition Limit Of Aluminum )
合金 牌号
硅Si
铁Fe
铜Cu
锰Mn
镁Mg
铬Cr
锌Zn
钛Ti
2024 23.2 0.5 3.8-4.9 0.3-0.9 1.2-1.8
化学成分(Chemical Composition Limits wt%)分析:
合金
硅
铁
铜
锰
镁
铬
锌
钛
牌号
Si
Fe
Cu
Mn
Mg
Cr
Zn
Ti
6061
0.4-0.8
铝合金加工参数
铝合金加工参数由于在加工过程中发现工件刀纹不致影响表面质量,查找了一些资料,作了一些摘要:1.由于铝合金强度和硬度相对较低,塑性较小,对刀具磨损小,且热导率较高,使切削温度较低,所以铝合金的切削加工性较好,属于易加工材料,切削速度较高,适于高速切削.但铝合金熔点较低,温度升高后塑性增大,在高温高压作用下,切削界面摩擦力很大。
容易粘刀;特别是退火状态的铝合金,不易获得低的表面粗糙度。
2.与钢材和黄铜相比,铝合金的特点,一是材质软,刚性差,二是弹性模量低,这两个因素显著影响了铝合金的切削加工性。
因此,在加工铝合金工件时,必须充分地夹紧和支撑工件,并保持刀具锋利;否则,工件往往会有离开切削刀具的倾向。
有时工件的表面出现不规则的槽痕和光亮的挤压斑,一种可能是由于刀具对工件的压力不正常引发的,还有一种可能是由于夹持不牢固而引起振颤时,刀具在工件的表面作间隙式的磨蹭,发生挤压现象和粉状切削;然后,当间隙或弹性消失时,刀具就咬人工件的表面,啃出槽痕。
3.为了获得光洁的工件表面,尽可能采用粗切削和精切削的组合,因为各种合格的工件毛坯总会有一些氧化层,致使刀具受到相当程度的磨损。
如果最后切削工序采用抛光过的锋利刀具进行精细切削,就能达到以上要求。
4.通常把铝合金的切削性分为两类:1类是指工业纯铝和硬度小于80HB的退火状态铝合金;2类是指淬火时效状态的变形铝合金。
而铝合金的切削加工工艺参数与此类别有关。
高速钢刀具和硬质合金刀具的典型切削参数金钢石刀具的典型切削参数铝合金的典型铣削参数铝合金麻花钻钻孔时的典型参数铝合金攻螺纹前的钻孔的典型参数注:冷却剂为煤油-松节油(5:4)混合物;或用约33°E的矿物油, 或优质油.干铰孔的质量不高【本文档内容可以自由复制内容或自由编辑修改内容期待你的好评和关注,我们将会做得更好】感谢您的支持与配合,我们会努力把内容做得更好!。
铝合金资料
铝合金资料
用挤压丝锥加工铝合金螺孔
(2006-03-07 16:10:19 )
在对不同材质的螺纹孔加工过程中可以发现,对于材质致密、有较高强度的材料(如钢件)上的螺纹孔,由于其粗糙度、刚性和强度较高,所使用的螺栓可多次旋进旋出,螺孔也不易损坏;而对于铝合金件上的螺纹孔,其粗糙度和强度较低,经螺栓反复旋进旋出后,螺孔很容易损坏,从而影响工件的使用。
采用挤压丝锥加工铝合金工件上的螺孔则可较好防止螺孔损坏。
由于铝合金压铸件表面1mm以下容易出现气孔,所以采用钻孔、攻丝等常规加工工艺容易产生断扣,而采用挤压成形工艺加工出的螺纹孔强度较高。
挤压成形是一种非切削加工,理论上内孔表面材质预留量与所形成的螺纹在单位长度内体积相等,据此可以算出挤压丝锥加工的螺纹底孔尺寸如下:
螺纹规格-底孔直径
M3-2.71mm
M4-3.74mm
M5—4.64mm
M6-5.55mm
(上偏差+0.05mm,下偏差-0.08mm)
M8-7.45mm
M10-9.35mm
M12-11.25mm
(上偏差+0.06mm,下偏差-0.12mm)
鉴于螺纹挤压成形的特殊性,其切削参数也与普通丝锥有所不同。
根据实际的使用经验,在提高效率和保证刀具正常使用的前提下,较为理想的切削用量如下(以M5、M6丝锥为例):
M5丝锥:转速400r/min,进给量320mm/min
M6丝锥:转速400r/min,进给量400mm/min
此外,建议在攻螺纹前使用相应的底孔钻头顺整底孔,消除底孔缺陷,防止挤压丝锥断裂。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
--
--
--
●
--
--
风叶
--
--
--
●
--
--
家具
--
--
--
●
--
--
筒状容器
--
--
--
--
--
--
硬件装置
●
--
--
●
●
●
医疗设备
●
--
--
●
--
--
厨房设备
--
●
--
●
--
--
灯座
--
--
--
--
--
--
水上用途
--
●
--
●
--
--
机械配件
●
--
--
●
●
●
名称招牌
--
--
--
--
--
由高温成型过程冷却,然后自然时效至基本稳定的状态,适用于由高温成型过程冷却后,不再进行冷加工(可进行矫直、矫平,但不影响力学性能极限)的产品
T2
由高温成型过程冷却,经冷加工后自然时效至基本稳定的状态,适用于由高温成型过程冷却后,进行冷加工、或矫直、矫平以提高强度的产品
T3
固溶热处理后进行冷加工,再经自然时效至基本稳定的状态,适用于在固溶热处理后,进行冷加工、或矫直。矫平以提高强度的产品
0.3-1.0
4.0-4.9
0.05-0.25
0.25
0.15
0.05
0.15
余量
6061
23.6
0.7
0.15-0.4
0.15
0.8-1.2
0.04-0.35
0.25
0.15
0.05
0.15
余量
7050
23.5
0.15
20.-2.6
0.1
1.9-2.6
0.04
5.7-6.7
0.06
0.05
0.15
LF5、LF11、LF6、LF5-1
5456、5056
LD2、LD2-1、LD2-2、LD30、LD31
6165、6061、6055、6063
LC6、LC4、LC9
7001、7178、7075
LC5、LC10
7076、7175、7079
LD11
4032
中国新旧合金牌号对照表(GB/T 3190-1996)
一种不稳定状态,仅适用于经固溶热处理后,室温下自然时效的合金,该状态代号仅表示产品处于自然时效阶段
T
热处理状态
(不同于F、O、H)
适用于热处理后,经过(或不经过)加工硬化达到稳定状态的产品T代号后面必须跟有一个或多位阿拉伯数字
中国新旧原始状态代号对照表(GB/T16475-1996)
旧代号
新代号
旧代号
1050A
代L3
2B70
曾用LD7-1
4047
-
1A50
原LB2
2A80
原LD8
4047A
-
1350
-
2A90
原LD9
5A01
曾用2101、LF15
1145
-
2004
-
5A02
原LF2
1035
代L4
2011
-
5A03
原LF3
1A30
原L4-1
2014
-
5A05
原LF5
1100
代LF5-1
2014A
-
(20-100℃)
μm/m·k
熔点范围
(℃)
电导率20℃(68℉)
(%IACS)
电阻率20℃(68℉)
Ωmm2/m
密度(20℃)(g/cm3)
2024-T351
23.2
500-635
30
0.058
2.82
5052-H112
23.8
607-650
35
0.050
2.72
5083-H112
23.4
570-640
新牌号
旧牌号
新牌号
旧牌号
新牌号
旧牌号
1A99
原LG5
2B12
原LY9
3003
-
1A97
原LG4
2A13
原LY13
3103
-
1A95
-
2A14
原LD10
3004
-
1A93
原LG3
2A16
原LY16
3005
-
1A90
原LG2
2B16
曾用Ly16-1
3105
-
1A85
原LG1
2A17
原LY17
4A01
原LT1
HX8
硬状态
HX9
超硬状态、最小抗拉强度极限制超过HX8状态至少10兆帕
注:当按上表确定的HX1~HX9状态的抗拉强度极限值,不是0或5结尾时,应修约至以0或5结尾的相邻较大值。
TX细分状态代号说明与应用
状态代号
说明与应用
T0
固溶热处理后、经自然时效再通过冷加工的状态,适用于经冷加工提高强度的产品
T1
5B05
原LF10
1200
代L5
2214
-
5A06
原LF6
1235
-
2017
-
5B06
原LF14
2A01
原LY1
2017A
-
5A12
原LF12
2A02
原LY2
2117
-
5A13
原LF13
2A04
原LY4
2218
-
5A30
曾用2103、LF16
2A06
原LY6
2618
-
5A33
原LF33
2A10
原LY10
12
5083-H112
180
211
65
14
6061-T651
310
276
95
12
7050-T7451
510
455
135
10
7075-T651
572
503
150
11
2024-T351
470
325
120
20
铝合金的典型物理性能(Typical Physical Properties)
铝合金牌号及状态
热膨胀系数
--
●
--
7075 T651
●
--
--
7075 T6
●
●
--
5052 H112精度板
●
--
--
5052 H32冲压板
●
--
--
5083 H112
●
--
--
Alumould
●
--
--
Mic-6
●
--
--
2024
●
--
--
K-100
●
--
--
产品参数
中、美常用铝合金牌号对照表
中国CHINA
美国THE UNITED STATES
注:某些6XXX系的合金,无论是炉内固溶热处理,还是从高温成型过程急冷以保留可溶性成份在固溶体中,均能达到相同的固溶热处理效果,这些合金的T3、T4、T6、T7、T8和T9状态可采用上述两种热处理方法的任一种。
TXX及TXXX细分状态代号说明与应用
--
军火用品
●
--
--
●
●
●
管道
--
--
--
●
--
--
车体
--
●
--
●
--
--
娱乐设施
●
--
--
●
●
●
储存箱
--
●
--
●
--
--
架构
--
--
--
●
--
--
卡车与拖车
--
●
--
●
--
--
拉链
--
--
--
--
--
--
现货供应
型号
板材
圆棒
扁条/方条
6061 T6
●
●
●
6061 T651
●
--
--
6061 T6511
29
0.059
2.72
6061-T651
23.6
580-650
43
0.040
2.73
7050-T7451
23.5
490-630
41
0.0415
2.82
7075-T651
23.6
475-635
33
0.0515
2.82
铝合金的化学成份(Chemical Composition Limit Of Aluminum )
余量
7075
23.6
0.5
1.2-2.0
0.3
2.1-2.9
0.18-0.28
5.1-6.1
0.2
0.05
0.15
余量
美铝典型应用领域
用途
2024
5052
5083
6061
7050
7075
农业
--
●
--
●
--
--
航空器
●
--
--
●