CA6140车床法兰盘工序卡片
法兰盘工序卡片一套资料
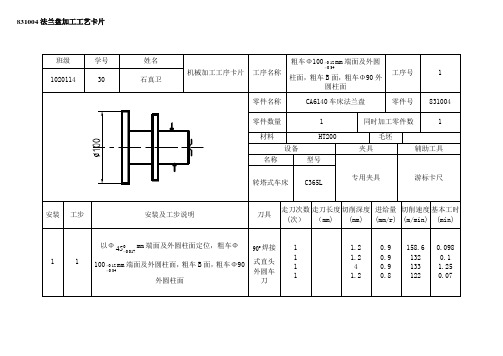
831004法兰盘加工工艺卡片班级学号姓名机械加工工序卡片工序名称粗车Φ10012.034.0--mm端面及外圆柱面,粗车B面,粗车Φ90外圆柱面工序号 11020114 30 石真卫零件名称CA6140车床法兰盘零件号831004零件数量 1 同时加工零件数 1材料HT200 毛坯设备夹具辅助工具名称型号专用夹具游标卡尺转塔式车床C365L安装工步安装及工步说明刀具走刀次数(次)走刀长度(mm)切削深度(mm)进给量(mm/r)切削速度(m/min)基本工时(min)1 1以Φ0017.045-mm端面及外圆柱面定位,粗车Φ10012.034.0--mm端面及外圆柱面,粗车B面,粗车Φ90外圆柱面90︒焊接式直头外圆车刀11111.21.241.20.90.90.90.8158.61321331220.0980.11.250.07班级学号姓名机械加工工序卡片工序名称粗车Φ0017.045-mm端面及外圆柱面,粗车Φ90mm右端面。
工序号 21020114 30 石真卫零件名称CA6140车床法兰盘零件号831004零件数量 1 同时加工零件数 1材料HT200 毛坯设备夹具辅助工具名称型号专用夹具游标卡尺转塔式车床C365L安装工步安装及工步说明刀具走刀次数(次)走刀长度(mm)切削深度(mm)进给量(mm/r)切削速度(m/min)基本工时(min)1 1以Φ10012.034.0--mm端面及外圆柱面定位,粗车Φ017.045-mm端面及外圆柱面,粗车Φ90mm右端面。
90︒焊接式直头外圆车刀1111.21.31.20.90.80.8187891220.060.090.07班级 学号 姓名 机械加工工序卡片 工序名称 钻Φ20045.00+mm 孔,并粗铰。
工序号 3102011430石真卫零件名称 CA6140车床法兰盘零件号 831004 零件数量 1 同时加工零件数1 材料HT200毛坯设备夹具辅助工具名称 型号 专用夹具游标卡尺转塔式车床C365L安装 工步 安装及工步说明 刀具 走刀次数(次) 走刀长度(mm) 切削深度(mm) 进给量(mm/r) 切削速度(m/min) 基本工时(min)1 1以Φ10012.034.0--mm 端面及外圆柱面定位,钻Φ20045.00+mm 孔,并粗铰。
工序卡(法兰盘)--法兰盘工艺课程设计工序卡(有详细工序图)

中北大学机械加工工序卡片工序名称粗车工序号 1零件名称法兰盘(CA6140)零件号 1材料毛坯牌号硬度型式重量HT200 HBS170~241 铸造设备夹具辅助工具名称型号三爪自定心卡盘卧式车床C620-1工步安装及工步说明刀具量具走刀次数走刀长度mm切削深度mm进给量mm/r主轴转速r/min切削速度m/min基本工时min1 粗车端面,保持尺寸YG6 45·车刀游标卡尺 1 55 1.2 1.0 90 71 0.612 粗车外圆,保持尺寸YG6 45·车刀游标卡尺 1 20.5 2.5 1.0 90 71 0.23 设计zhang 指导老师马清艳、赵丽琴共14页第1页中北大学机械加工工序卡片工序名称粗车工序号 2零件名称法兰盘(CA6140)零件号 1材料毛坯牌号硬度型式重量HT200 HBS170~241 铸造设备夹具辅助工具名称型号三爪自定心卡盘卧式车床C620-1工步安装及工步说明刀具量具走刀次数走刀长度mm切削深度mm进给量mm/r主轴转速r/min切削速度m/min基本工时min1 粗车端面,保持YG6 45·车刀游标卡尺 1 312 1 90 14 0.352 粗车外圆YG6 45·车刀游标卡尺 1 43.5 1.85 1 90 13 0.48 设计zhang 指导老师马清艳、赵丽琴共14页第2页中北大学机械加工工序卡片工序名称钻孔工序号 3零件名称法兰盘(CA6140)零件号 1材料毛坯牌号硬度型式重量HT200 HBS170~241 铸造设备夹具辅助工具名称型号芯轴卧式车床C620-1工步安装及工步说明刀具量具走刀次数走刀长度mm切削深度mm进给量mm/r主轴转速r/min切削速度m/min基本工时min1 钻孔18锥柄麻花钻内径百分表 1 108 9 0.81 185 10.5 0.722 扩孔19.7锥柄扩孔钻内径百分表 1 98.8 0.85 1 150 93 0.673 粗绞孔20钢锥柄机用铰刀内径百分表 1 98 0.12 0.96 185 11.6 0.554 精绞孔20钢锥柄机用铰刀内径百分表 1 97.8 0.03 0.5 185 11.6 1.055 倒角1×45·YG6 45·车刀游标卡尺 1 2.8 1 1 185 11.6 0.03 设计zhang 指导老师马清艳、赵丽琴共14页第3页中北大学机械加工工序卡片工序名称粗车工序号 4零件名称法兰盘(CA6140)零件号 1材料毛坯牌号硬度型式重量HT200 HBS170~241 铸造设备夹具辅助工具名称型号芯轴卧式车床C620-1工步安装及工步说明刀具量具走刀次数走刀长度mm切削深度mm进给量mm/r主轴转速r/min切削速度m/min基本工时min1 粗车端面,保持尺寸mm YG6 90·车刀游标卡尺 1 30 1.2 1 90 14 0.172 倒角1.5×45·YG6 90·车刀游标卡尺 13 1.5 1 90 14 0.023 粗车外圆,YG6 90·车刀游标卡尺 1 35.1 1.85 1 90 14 0.204 粗车端面,保持尺寸mm YG6 90·车刀游标卡尺 1 26.2 1.2 1 90 14 0.155 粗车端面,保持尺寸mm YG6 90·车刀游标卡尺 1 26.2 0.9 1 90 14 0.156 粗车外圆YG6 90·车刀游标卡尺 1 10.3 1.8 1 90 14 0.077 车圆角YG6外圆车刀游标卡尺 1 5 2 1 90 14 0.13 设计zhang 指导老师马清艳、赵丽琴共14页第4页中北大学机械加工工序卡片工序名称半精车工序号 5零件名称法兰盘(CA6140)零件号 1材料毛坯牌号硬度型式重量HT200 HBS170~241 铸造设备夹具辅助工具名称型号芯轴卧式车床C620-1工步安装及工步说明刀具量具走刀次数走刀长度mm切削深度mm进给量mm/r主轴转速r/min切削速度m/min基本工时min1 半精车端面,保持尺寸YG15 端面车刀游标卡尺 1 55 1 1 185 58.1 0.302 半精车端面,保持尺寸YG15 端面车刀游标卡尺 1 27.5 0.9 1 185 58.1 0.153 半精车端面,保持尺寸YG15 端面车刀游标卡尺 1 22.5 0.9 1 185 52.3 0.134 半精车端面,保持尺寸YG15 端面车刀游标卡尺 1 26.85 0.8 1 185 52.3 0.155 半精车外圆YG15 切槽刀千分尺 1 34.2 0.5 1 185 26 0.186 半精车外圆YG15 切槽刀千分尺 1 10.6 0.55 1 185 52.3 0.077 半精车外圆YG15 切槽刀千分尺 1 44.7 0.5 1 185 26 0.25 设计zhang 指导老师马清艳、赵丽琴共14页第5页中北大学机械加工工序卡片工序名称精车工序号 6零件名称法兰盘(CA6140)零件号 1材料毛坯牌号硬度型式重量HT200 HBS170~241 铸造设备夹具辅助工具名称型号专用夹具卧式车床C616A工步安装及工步说明刀具量具走刀次数走刀长度mm切削深度mm进给量mm/r主轴转速r/min切削速度m/min基本工时min1 精车端面,保持尺寸YG30 端面车刀游标卡尺 1 55 0.8 0.1 305 98.8 1.832 精车端面,保持尺寸YG30 端面车刀游标卡尺 1 27.35 0.8 0.1 305 86.2 0.92 设计zhang 指导老师马清艳、赵丽琴共14页第6页中北大学机械加工工序卡片工序名称铣工序号7零件名称法兰盘(CA6140)零件号 1材料毛坯牌号硬度型式重量HT200 HBS170~241 铸造设备夹具辅助工具名称型号专用夹具立式铣床X51工步安装及工步说明刀具量具走刀次数走刀长度mm切削深度mm进给量mm/r主轴转速r/min切削速度m/min基本工时min1 粗铣平面,保持尺寸镶齿三面刃铣刀游标卡尺 1 110.2 20 2.5 65 20.4 0.752 粗铣平面,保持尺寸镶齿三面刃铣刀游标卡尺 1 91.8 10 2.5 65 20.4 0.623 半精铣平面,保证尺寸镶齿三面刃铣刀游标卡尺 1 94.1 1 1.2 65 7.8 1.224 精铣平面,保持尺寸镶齿三面刃铣刀游标卡尺 1 111.2 1 0.9 65 6.6 1.70 设计zhang 指导老师马清艳、赵丽琴共14页第7页中北大学机械加工工序卡片工序名称钻孔工序号8零件名称法兰盘(CA6140)零件号 1材料毛坯牌号硬度型式重量HT200 HBS170~241 铸造设备夹具辅助工具名称型号专用夹具摇臂钻床Z3025工步安装及工步说明刀具量具走刀次数走刀长度mm切削深度mm进给量mm/r主轴转速r/min切削速度m/min基本工时min1 钻孔8.4锥柄麻花钻头内径百分表 1 12.6 4.2 0.5 630 16 0.05×42 绞孔9锥柄机用铰刀内径百分表 1 55.2 1 1 400 12 0.15×4 设计zhang 指导老师马清艳、赵丽琴共14页第8页中北大学机械加工工序卡片工序名称钻孔工序号9零件名称法兰盘(CA6140)零件号 1材料毛坯牌号硬度型式重量HT200 HBS170~241 铸造设备夹具辅助工具名称型号专用夹具摇臂钻床Z3025工步安装及工步说明刀具量具走刀次数走刀长度mm切削深度mm进给量mm/r主轴转速r/min切削速度m/min基本工时min1 钻孔4锥柄麻花钻头内径百分表 1 16.652 0.2 1600 23 0.072 钻孔 5.8锥柄麻花钻头内径百分表 1 10.7 1 0.3 630 12 0.073 绞孔6锥柄机用铰刀内径百分表 1 9 0.05 0.08 630 12 0.18 设计zhang 指导老师马清艳、赵丽琴共14页第9页中北大学机械加工工序卡片工序名称磨削工序号10零件名称法兰盘(CA6140)零件号 1材料毛坯牌号硬度型式重量HT200 HBS170~241 铸造设备夹具辅助工具名称型号专用夹具万能磨床M131W工步安装及工步说明刀具量具走刀次数走刀长度mm切削深度mm进给量mm/r主轴转速r/min切削速度m/min基本工时min1 磨B面、、成型磨具千分尺 1 50 0.4 10 65 39.6 0.082 磨外圆平行砂轮千分尺 2 1 0.075 10 65 39.6 0.023 磨外圆平行砂轮千分尺 2 28 0.075 10 65 39.6 0.054 磨平面,保持尺寸24平行砂轮游标卡尺 1 76 0.0 10 65 39.6 0.13 设计zhang 指导老师马清艳、赵丽琴共14页第10页。
法兰盘工序卡片

法兰盘加工工序卡片1湖南工业大学机械加工工序卡片产品型号产品名称零(部件)图号CA6140 法兰盘零(部件)名称CA6140法兰盘共10页第1页车间工序号工序名材料牌号I 粗车HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件 1 1设备名称设备型号设备编号同时加工件数卧式车床CA6140夹具编号夹具名称切削液三爪卡盘工位器具编号工位器具名称工序工时(s)准终单件工步号工步内容工艺装备主轴转速(r/s)切削速度(m/mi n)背吃刀量(mm)进给次数工步工时(s)(mm/r) 机动辅助1 粗车①100端面8 4 12 粗车①100外圆柱面8 132 1 2 63 粗车B面126 2 15 754 粗车①90外圆柱面 4 15 粗车①45端面89 16 粗车①45外圆柱面89 27 粗车①90端面8 122 1设计(日期)审核(日期)标准化(日期)会签(日期)更改文件号标记处数签字日期标记处数更改文件号签字日期机械加工工序卡片潍坊学院机电工程学院法兰盘加工工序卡片2产品型号零(部件)图号工步号标记产品名称CA6140 法兰盘零(部件)名称CA6140法兰盘工步内容钻①18的孔扩①的孑处数更改文件号签字日期车间工序号工序名钻孔第2页材料牌—共10页HT200标记处数毛坯种类铸件设备名称立式钻床毛坯外形尺寸每毛坯可制件数设备型号Z5251设备编号每台件数1同时加工件数夹具编号夹具名称三爪卡盘切削液工位器具编号主轴转速(r/s)更改文件号切削速度(m/min)签字工位器具名称进给量(mm/r)背吃刀量(mm)进给次数35日期工序工时(S)准终单件设计(日期)审核(日期)标准化(日期)会签(日期)工步工时(S)机动辅助37, 8法兰盘加工工序卡片3湖南工业大学机械加工工序卡片产品名称法兰盘 零(部件)名称法兰盘产品型号零(部件)图号工步号 标记 处数车间工序号A工序名 精铰第 3页 材料牌—共10 页 HT200工步内容 精铰①20的孔 更改文件号签字日期标记处数毛坯种类 铸件 设备名称主轴转 速(r/s) 5更改文 件号毛坯外形尺寸每毛坯可制件数每台件数1 ~设备型号设备编号同时加工件数夹具编号 夹具名称 切削液工位器具编号工位器具名称工序工时(s )准终单件切削速度(m/mi n) 签字日期进给量(mm/r )设计(日期)背吃刀量审核(日期) (mm)进给 次数会签(日期)工步工时(S )机动辅助标准化 (日期)工步号 工步内容工艺 装备主轴转 速(r/s)切削速度 (m/mi n)进给量 (mm/r)背吃刀量(mm)进给 次数工步工时(S) 机动辅助1 半精车①100端面812 半精车①100外圆柱面813213 半精车B 面 12611354 半精车①90外面柱面15 半精车①45端面18716 半精车①45外圆柱面9617 半精车①90端面13418车①100柱倒角1湖南工业大学机械加工工序卡片法兰盘加工工序卡片4产品型号零(部件)图号 产品名称法兰盘 车间零(部件)名称工序号法兰盘 共10 页 毛坯种类 铸件 设备名称 卧式车床毛坯外形尺寸工序名 半精车 「 每毛坯可制件数材料牌号设备型号 CA61401设备编号HT200每台件数1同时加工件数夹具编号夹具名称切削液工位器具编号 工位器具名称工序工时(S) 准终单件法兰盘加工工序卡片5产品型号零(部件)图号法兰盘加工工序卡片6准终单件 湖南工业大学机械加工工序卡片产品名称 法兰盘 零(部件)名称法兰盘 第5共10产品型号零(部件)图号湖南工业大学机械加工工序卡片产品名称法兰盘零(部件)名称法兰盘车间工序号工步号标记工步内容工序名粗铳第6页材料牌—共10页HT200毛坯种类铸件设备名称组合机床主轴转速(r/s)毛坯外形尺寸每毛坯可制件数设备型号夹具编号工位器具编号切削速度(m/min)进给量(mm/r)每台件数设备编号夹具名称工位器具名称背吃刀量(mm)进给次数同时加工件数切削液工序工时(s)准终单件工步工时(S)机动辅助粗铳距中心线34mm的平面粗铳距中心距24mm的平面设计(日期)审核(日期)处数更改文件号签字日期标记处数更改文件号签字日期135标准化(日期)4会签(日期)360法兰盘加工工序卡片7产品型号零(部件)图号湖南工业大学机械加工工序卡片产品名称法兰盘零(部件)名称法兰盘工步号标记处数工步内容精铳①90两平面更改文件号签字日期标记车间工序号工序名精铳第7页材料牌—共10页HT200处数毛坯种类铸件设备名称组合机床主轴转速(r/s)更改文件号毛坯外形尺寸每毛坯可制件数设备型号夹具编号工位器具编号切削速度(m/min)签字日期进给量(mm/r)设计审核每台件数设备编号夹具名称工位器具名称背吃刀量(mm)进给次数同时加工件数切削液工序工时(s)准终单件工步工时(S)机动辅助标准化2会签135(日期)(日期)(日期)(日期)法兰盘加工工序卡片8产品型号零(部件)图号湖南工业大学机械加工工序卡片产品名称法兰盘零(部件)名称法兰盘车间工序号工步号标记2012工步内容钻4*①9孔处数更改文件号签字工序名钻孔第8页材料牌—共10页HT200日期标记处数毛坯种类铸件设备名称立式钻床毛坯外形尺寸每毛坯可制件数设备型号设备编号夹具编号每台件数同时加工件数Z525夹具名称切削液工位器具编号工位器具名称工序工时(s)准终单件主轴转速(r/s)更改文件号切削速度(m/min)签字进给量(mm/r)背吃刀量(mm)进给次数工步工时(S)机动辅助30日期设计(日期)审核(日期)标准化(日期)会签(日期)法兰盘加工工序卡片9产品型号零(部件)图号湖南工业大学机械加工工序卡片产品名称CA6140 法兰盘零(部件)名称法兰盘车间工序号IX毛坯种类铸件设备名称立式钻床毛坯外形尺寸工序名钻、扩每毛坯可制件数设备型号Z525夹具编号工位器具编号设备编号夹具名称工位器具名称第9页材料牌—共10页HT200每台件数1 ~同时加工件数切削液工序工时(s)准终单件工步号工步内容工艺装备主轴转速(r/s)切削速度(m/mi n)进给量(mm/r)背吃刀量(mm)进给次数工步工时(s)机动辅助1 钻①4mm孔302 扩①6mm孔30设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期法兰盘加工工序卡片10零(部件)图号湖南工业大学机械加工工序卡片产品名称法兰盘零(部件)名称CA6140法兰盘严----车间工序号工序名磨第10页材料牌—共10页HT200毛坯种类~铸件设备名称轻型外圆磨床毛坯外形尺寸每毛坯可制件数每台件数1 ~设备型号设备编号同时加工件数MQ1350A夹具编号夹具名称切削液工步号工步内容工艺装备主轴转速(r/s)切削速度(m/mi n)背吃刀量(mm)进给次数工步工时(s)进给量(mm/r)机动辅助1 磨B面18 1 1502 磨距离①90轴线24mm的侧平面 1设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期准终单件产品型号工序工时(s)工位器具编号工位器具名称。
CA6140法兰盘机械加工工艺过程卡片
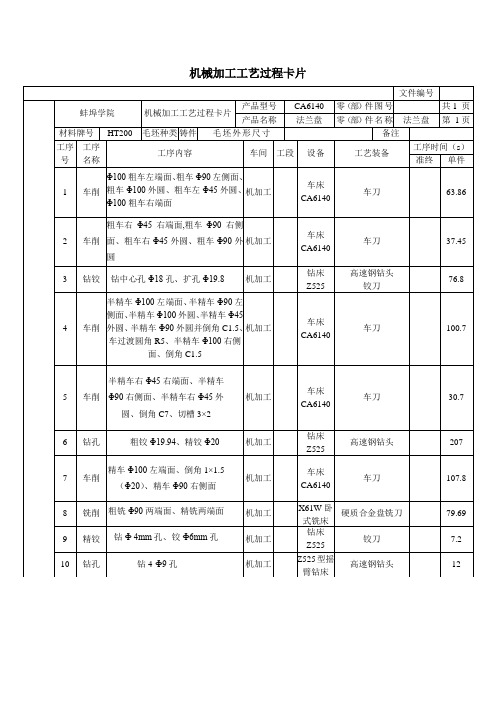
机械加工工艺过程卡片文件编号蚌埠学院机械加工工艺过程卡片产品型号CA6140 零(部)件图号共1 页产品名称法兰盘零(部)件名称法兰盘第1页材料牌号HT200 毛坯种类铸件毛坯外形尺寸备注工序号工序名称工序内容车间工段设备工艺装备工序时间(s)准终单件1 车削Φ100粗车左端面、粗车Φ90左侧面、粗车Φ100外圆、粗车左Φ45外圆、Φ100粗车右端面机加工车床CA6140车刀63.862 车削粗车右Φ45右端面,粗车Φ90右侧面、粗车右Φ45外圆、粗车Φ90外圆机加工车床CA6140车刀37.453 钻铰钻中心孔Φ18孔、扩孔Φ19.8机加工钻床Z525高速钢钻头铰刀76.84 车削半精车Φ100左端面、半精车Φ90左侧面、半精车Φ100外圆、半精车Φ45外圆、半精车Φ90外圆并倒角C1.5、车过渡圆角R5、半精车Φ100右侧面、倒角C1.5机加工车床CA6140车刀100.75 车削半精车右Φ45右端面、半精车Φ90右侧面、半精车右Φ45外圆、倒角C7、切槽3×2机加工车床CA6140车刀30.76 钻孔粗铰Φ19.94、精铰Φ20机加工钻床Z525高速钢钻头2077 车削精车Φ100左端面、倒角1×1.5(Φ20)、精车Φ90右侧面机加工车床CA6140车刀107.88 铣削粗铣Φ90两端面、精铣两端面机加工X61W卧式铣床硬质合金盘铣刀79.699 精铰钻Ф 4mm孔、铰Ф6mm孔机加工钻床Z525铰刀7.210 钻孔钻4-Ф9孔机加工Z525型摇臂钻床高速钢钻头1211 磨削磨外圆Φ100,右Φ45外圆,外圆Φ90。
磨B面,即左Φ45外圆面、Φ100右端面、Φ90左端面机加工M131W万能磨床砂轮166.312 磨削磨Φ90上距轴心24mm平面机加工磨床M7112砂轮9.613 抛光抛光B面机加工14 刻字刻线在Φ100端面上刻字刻线机加工15 镀铬Φ100外圆无光镀铬机加工16 检验入库描图描校底图号装订号编制审核会签标记处数更改文件号签字日期标记处数更改文件号签字日期。
法兰盘工序卡片一套
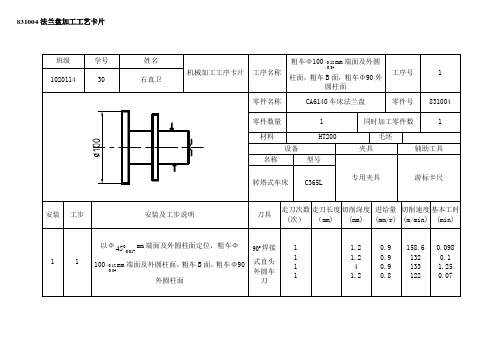
831004法兰盘加工工艺卡片班级学号姓名机械加工工序卡片工序名称粗车Φ10012.034.0--mm端面及外圆柱面,粗车B面,粗车Φ90外圆柱面工序号 11020114 30 石真卫零件名称CA6140车床法兰盘零件号831004零件数量 1 同时加工零件数 1材料HT200 毛坯设备夹具辅助工具名称型号专用夹具游标卡尺转塔式车床C365L安装工步安装及工步说明刀具走刀次数(次)走刀长度(mm)切削深度(mm)进给量(mm/r)切削速度(m/min)基本工时(min)1 1以Φ0017.045-mm端面及外圆柱面定位,粗车Φ10012.034.0--mm端面及外圆柱面,粗车B面,粗车Φ90外圆柱面90︒焊接式直头外圆车刀11111.21.241.20.90.90.90.8158.61321331220.0980.11.250.07班级学号姓名机械加工工序卡片工序名称粗车Φ0017.045-mm端面及外圆柱面,粗车Φ90mm右端面。
工序号 21020114 30 石真卫零件名称CA6140车床法兰盘零件号831004零件数量 1 同时加工零件数 1材料HT200 毛坯设备夹具辅助工具名称型号专用夹具游标卡尺转塔式车床C365L安装工步安装及工步说明刀具走刀次数(次)走刀长度(mm)切削深度(mm)进给量(mm/r)切削速度(m/min)基本工时(min)1 1以Φ10012.034.0--mm端面及外圆柱面定位,粗车Φ017.045-mm端面及外圆柱面,粗车Φ90mm右端面。
90︒焊接式直头外圆车刀1111.21.31.20.90.80.8187891220.060.090.07班级 学号 姓名 机械加工工序卡片 工序名称 钻Φ20045.00+mm 孔,并粗铰。
工序号 3102011430石真卫零件名称 CA6140车床法兰盘零件号 831004 零件数量 1 同时加工零件数1 材料HT200毛坯设备夹具辅助工具名称 型号 专用夹具游标卡尺转塔式车床C365L安装 工步 安装及工步说明 刀具 走刀次数(次) 走刀长度(mm) 切削深度(mm) 进给量(mm/r) 切削速度(m/min) 基本工时(min)1 1以Φ10012.034.0--mm 端面及外圆柱面定位,钻Φ20045.00+mm 孔,并粗铰。
CA6140车床-机械加工工艺流程卡
0.17
2.4
1 0.87
装订号 标记 处数 更改文件号 签字 日期 标记 处数 更改文件号 签字
设计 (日期)
日期
审核 (日期)
标准化 (日期)
会签 (日期)
机械加工工序卡片
产品型号
零件图号
产品名称 CA614 车床 零件名称 拨叉 共 10 页 第 6 页
车间
工序号
工序名称
材料牌号
金工
070
铸造
立式铣床
XA5032
1
夹具编号
夹具名称
切削液
工位器具编号
工位器具名称
工序工时 (min)
准终
单件
工步号
工步内容
核校 1 粗铣 75×40 左端面
底图号
工艺装备
XA5032;铣床夹具; 硬质合金端铣刀;游 标卡尺
主轴转速 切削速度 进给量 背吃刀量
工步工时
进给次数
/(r/min) /(m/min) /(mm/min) mm
准终
单件
工步号
工步内容
核校 1 粗铣 16 底槽
底图号
工艺装备
X63;铣床夹具;高速 钢错镶齿三面刃铣刀 (B=4.0mm);游标卡尺
主轴转速 切削速度 进给量 背吃刀量
工步工时
进给次数
/(r/min) /(m/min) /(mm/min) mm
机动 辅助
118 59.28 375
4 1.17
装订号 标记 处数 更改文件号 签字 日期 标记 处数 更改文件号 签字
材料牌号
产品型号
零件图号
机械加工工艺过程卡片
产品名称 CA6140 车床 零件名称 拨叉
CA6140车床法兰盘

02 工艺路线 Process route
04 设计夹具 design of mechanical
06 毕设总结 Summary result
研究 背景
研究背景
PART ONE
“工业4.0”时代的 到来,人们生活质量 的提高与生产设备的 进步也是越来越密切, 人们对高质量低成本 的工业产品的需求也 随之提高。
25
感谢
感谢 老师
在整个毕设过程中,老师对我的指导不仅仅是知识层面的,付老师那一丝不 苟的工作作风与和蔼可亲的教导,也一直激励着我。从课题伊始到毕业论文 的完成那一刻,我还要感谢机械组的所有老师们,感谢他们对我的帮助。
使我初步具备了设计一个中等复杂程度零件的工艺规程的能力和运用夹具设计的基本 原理和方法,拟订夹具设计方案,完成夹具结构设计的能力,也是熟悉和运用有关手 册、图表等技术资料及编写技术文件等基本技能的一次实践机会。
第二步
认识零件各部位尺寸,熟读 零件图,通过绘制三维图查 看工具书确定毛坯件。
第三步
第四步
设计法兰盘钻孔专用夹具。
2
目录
CONTENTS
01 研究背景 Research Background
03 设计要求 design requirements
05 零件简介 Introduction of parts
partthree设计夹具ca6140车床法兰盘与用钻孔夹三维图钻孔夹具装配图钻孔夹具运行动画演示partfive总结我的收获04010302运用机械制造工艺学课程中的基本理论正确地归纳出零件在加工过程中的定位夹紧等问题比较正确的设计出零件工艺路线工序尺寸的等问题能够制订出保证生产质量的机械加工工艺规程
PART TWO
CA6140车床后托架工艺加工卡片以及过程卡片

CA6140车床后托架工艺加工卡片以及过程卡片工艺加工卡片:工件名称:CA6140车床后托架工件材料:钢工序序号:1工序名称:车削外圆工艺要求:外圆精度≤0.05mm设备:CA6140车床刀具:车刀夹具:三爪卡盘加工工艺:1.将工件夹持在三爪卡盘上,确保夹持牢固。
2.根据图纸要求,调整车床工作台的位置和速度。
3.使用车刀进行外圆车削,根据尺寸要求选取合适的车刀尺寸。
4.调整车刀的高度和角度,保证切削符合要求。
5.开始车削外圆,注意控制进给量和切削速度,以保证加工质量。
6.确保车削过程中切屑及时排出,以免对加工质量产生影响。
7.检查车削后的外圆尺寸,达到要求后进行下一道工序。
过程卡片:工序名称:车削外圆工序编号:1工序操作员:XXX工序设备:CA6140车床工序夹具:三爪卡盘工件图号:XXXX工艺要求:外圆精度≤0.05mm1.准备工作:a.检查工件和夹具,并确保夹持牢固。
b.根据图纸要求调整车床工作台位置和速度。
c.准备好车刀和其他所需刀具。
2.加工过程:a.将工件夹持在三爪卡盘上,并进行相应的固定。
b.调整车床工作台高度和速度,保证加工质量。
c.根据工艺要求选择合适的车刀,并进行安装。
d.调整车刀的高度和角度,确保切削符合要求。
e.开始车削外圆,注意控制切削速度、进给量和刀具位置。
f.观察加工过程中的切屑情况,确保切屑顺利排出。
g.定期检查加工尺寸,确保外圆精度达到要求。
h.完成车削后,及时清理工件和机床。
3.安全注意事项:a.操作人员要戴好安全防护用品,确保安全。
b.加工过程中要注意刀具和工件的位置,防止碰撞和伤害。
c.注意车床机床的稳定性,确保机床不会晃动。
d.加工过程中要保持工作区域整洁,防止切削液溅泼。
通过以上工艺加工卡片和过程卡片,可以使操作人员清晰地了解CA6140车床后托架的加工工艺和操作步骤,确保加工质量和安全生产。
CA6140工艺卡

小件 小件 小件 小件
端面铣刀 镗刀 麻花钻、扩孔刀、铰刀、 小锉刀 刷子
描图
描绘 底图号
装订号 编制日期 徐明渊 标记 处数 更改文件 签字 3.6 日期 审核日期 会签 日期 图号
浙江机电职业技术学院
机械加工工序卡片
产品型号 产品名称 车间 加工中心 毛坯种类 铸件 设备名称 卧式铣床 夹具编号 夹具名称 CA6140 工序号 20 毛坯外形尺 寸 220*60*70 设备型号 X52K
机械加工工艺过程卡片
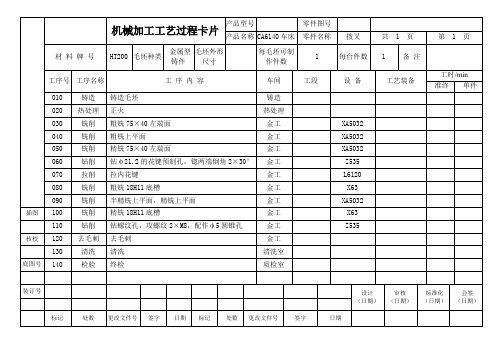
材 料 牌 号 工 序 号 10 20 30 40 50 60 70 80 工 序 名 下料 铣 镗 钻 钳 清洗 终检 入库 铸件 220×60×70 粗/精铣托架底面 镗φ 25.5,φ 30.2,φ 40 的孔 钻、扩、铰 4×φ 13 的孔;钻 φ6 的孔,攻 M6 的孔 钳工去毛刺 清洗除去工件表面污垢 抽样检查零件尺寸 放进仓库 HT150 毛坯种类 铸件 毛坯外形尺寸
切削速度 (m/min) 1.22 1.52
进给量 (mm/r) 0.18 0.15
背吃刀量 (mm) 3 1.5
进 给 次 1 数 1
时间定额 机动 0.26 0.33 辅助 0.2 0.2
编制日期 徐明渊 标记 处数 更改文件号 签字 3.6 日期
审核日期
会签日期
浙江机电职业技术学 院
机械加工工序卡片
零(部)件图 号 零部件名称 工序名称 铣 每坯件数 设备编号 夹具名称 专用铣床夹具 后托 架
共 第
页 页
材料牌号
每台件数 同时加工件数 切削液
工序时间 准备终结 单件
工步号 1 2
工
步 内 容 粗铣底面 精铣底面
工 艺 装 备 卧式铣床 X52K 卧式铣床 X52K
法兰盘工序卡片

工艺 装备
主轴 转速 (r/s)
切削速度 (m/min)
进给量 (mm/r)
背吃刀 量
(mm)
进给 次数
工步工时 (s)
机动 辅助
8
158.6
0.9
4
1 5.88
8
132
0.9
1
2
6
6.7
126
0.9
2
15 75
3.05
51.7
0.76
4
1 0.20
9.22
89
0.8
1.2
1 3.6
12.5
89
0.8
工艺
Ⅷ
毛坯种 类
毛坯外形尺寸
铸件
设备名 称
设备型号
立式钻 床
Z525
夹具编号
钻孔 每毛坯可制件数
1 设备编号
夹具名称
HT200 每台件数
1 同时加工件
数
切削液
工位器具编号
工位器具名称
工序工时 (s)
准终 单件
主轴 切削速度 进给量 背吃刀 进给 工步工时
19 / 25 下载文档可编辑
号
1
钻 4* Φ9 孔
1
工 步内容 精铰Φ 20 的孔
工艺 装备
更改文 标记 处数
件号
签
标
日期
字
记
处数
主轴 转速 (r/s)
切削速度 (m/min)
进给量 (mm/r)
背吃刀 量
(mm)
进给 次数
工步工时 (s)
机动 辅助
5
19.3
0.5
43.8
设计 (日 期)
审核 (日 期)
法兰盘夹具设计说明书+工序卡片

目录序言 (2)1 零件的分析 (3)1。
1零件的作用 (3)1.2 零件的工艺分析 (3)2 工艺规程设计 (4)2。
1确定毛坯的制造形式 (4)2。
2基面的选择 (5)2.3制定工艺路线 (5)2。
4机械加工余量,工序尺寸及毛坯尺寸的确定 (9)2。
5确定切削用量及基本工时 (12)3 夹具设计 (30)3.1问题的提出 (30)3.2夹具设计 (30)参考文献 (33)致谢 (34)序言课程设计是我们在学完《机床夹具设计》课程后进行的,是我们对本课程的学习的一次深入的综合性的总考核,也是一次理论联系实际的训练,这次设计使我们能综合运用机械制造工艺学中的基本理论,并结合实习中学到的实践知识,独立地分析和解决工艺问题,初步具备了设计一个中等复杂程度零件(CA6140法兰盘)的工艺规程的能力和运用夹具设计的基本原理和方法,拟订夹具设计方案,完成夹具结构设计的能力,也是熟悉和运用有关手册、图表等技术资料及编写技术文件等基本技能的一次实践机会.因此,它在我们大学生活中占有重要地位.就我个人而言,我也希望通过这次设计对自己未来将从事的工作进行一次适应性心理,从中锻炼自己分析问题,解决问题的能力,对未来的工作发展打下一个良好的基础。
由于能力所限,设计尚有许多不足之处,恳请老师给予指教。
1 零 件 的 分 析1。
1零件的作用题目所给定的零件是CA6140车床上的法兰盘(见附图1), 法兰盘起联接作用是车床上的重要零件。
1.2 零件的工艺分析法兰盘是一回转体零件,有一组加工表面,这一组加工表面以Φ20045.00+为中心 ,包括:两个Φ12.034.0100--mm 的端面, 尺寸为Φ0017.045-mm的圆柱面,两个Φ90mm 的端面及上面的4个Φ9mm 的透孔。
Φ06.045-mm 的外圆柱面及上面的Φ6mm 的销孔, Φ90mm 端面上距离中心线分别为34mm 和24mm 的两个平面。
这组加工表面是以Φ20045.00+mm 为中心,其余加工面都与它有位置关系,可以先加工它的一个端面,再借助专用夹具以这个端面为定位基准加工另一端面,然后再加工其它加工表面.2 工艺规程设计2.1确定毛坯的制造形式零件材料为HT200,由于零件年产量为1000件,已达到中批生产的水平,而且零件轮廓尺寸不大,故采用金属模铸造,法兰盘因毛坯比较简单,采用铸造毛坯时一般是成队铸造,再进行机械加工。
法兰盘工序卡全套
机械加工工序卡片
产品型号
大批量
零件图号
彭艺策
产品名称
法兰盘
零件名称
法兰盘
共
1
页
第
1
页
车间
工序号
工序名称
材料牌号
金工车间
1
粗车左端成型
HT150
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
铸件
1
1
设备名称
设备型号
设备编号
同时加工件数
车床
CA6140型卧式车床
1
夹具编号
夹具名称
切削液
乳化液
工位器具编号
0.1
1
725
137.2
25
0.6
1
2
铣平面
铣刀,游标卡尺
725
137.2
25
0.6
1
辽宁科技大学
机械加工工序卡片
产品型号
大批量
零件图号
彭艺策
产品名称
法兰盘
零件名称
法兰盘
共
11
页
第
8
页
车间
工序号
工序名称
材料牌号
金工车间
8
精铣两平面
HT150
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
铸件
1
1
设备名称
设备型号
设备编号
金工车间
3
半精车左端成型
HT150
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
铸件
1
1
设备名称
设备型号
设备编号
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
机械加工工序卡产品型号零件图号工序号010 共11页零件名称法兰盘工序名称第1 页材料名称铸铁硬度HT200机床型号车床C6140单件工时0.63准备终结时间班产件数:↓↓工序号加工内容转速r/min 切削速度m/min切削深度mm进给量mm/r夹具名称专用夹具1 粗车100柱体左端面136 4.5 4.50.73量具名称游标尺制定:校对:批准:机械加工工序卡产品型号零件图号工序号020 共11页零件名称法兰盘工序名称第2页材料名称铸铁硬度HT200机床型号车床C6140单件工时准备终结时间班产件数:↓↓工序号加工内容转速r/min 切削速度m/min切削深度mm进给量mm/r夹具名称专用夹具1 钻18孔322 18 91 0.762 扩19.8孔136 8.5 910.923 粗铰19.94 132 8.26 91 1.684 精铰20 132 8.29 91 1.245 倒角(内孔左侧)430 27量具名称游标尺制定:机械加工工序卡产品型号零件图号工序号030 共11页零件名称法兰盘工序名称第3页材料名称铸铁硬度HT200机床型号车床C6140单件工时准备终结时间班产件数:↓↓↓↓工序号加工内容转速r/min 切削速度m/min切削深度mm进给量mm/r夹具名称专用夹具1 粗车左端面136 38.4 4.5 0.732 粗车100右端面136 42.7 4.5 0.733 半精车左端面238 74.7 0.7 0.244 半精车100右端面238 74.7 1.1 0.245 半精车90左端面322 91 1.1 0.246 精车100左端面322 101.1 0.8 0.237 粗车100外圆183 57.5 2.1 0.768 粗车90外圆183 51.7 2.10.769 粗车45外圆322 45.5 0.55 0.5210 半精车100外圆322 101.1 0.55 0.2811 半精车90外圆280 91 0.2812 倒角(100)238 74.713 倒角(90)238 6714 车过渡圆430量具名称游标尺制定:机械加工工序卡机械加工工序卡产品型号零件图号工序号040 共11页零件名称法兰盘工序名称第4页材料名称铸铁硬度HT200机床型号车床C6140单件工时准备终结时间班产件数:↓↓工序号加工内容转速r/min 切削速度m/min切削深度mm进给量mm/r夹具名称专用夹具1 粗车¢90右端面136 38.4 4.2 0.732 半精车90左端面322 91.0 1.1 0.243 精车90右端面322 91.0 0.8 0.234 车3*2退刀槽322 50.6 3 0.415 粗车¢45外圆322 45.5 2.175 0.526 半精车¢45外圆550 77.7 0.5 0.28量具名称游标尺制定:机械加工工序卡机械加工工序卡产品型号零件图号工序号050 共11页零件名称法兰盘工序名称第5页材料名称铸铁硬度HT200机床型号车床C6140单件工时准备终结时间班产件数:工序号加工内容转速r/min 切削速度m/min切削深度mm进给量mm/r夹具名称专用夹具1 粗车¢45右端面322 45.7 3.5 0.542 倒角(内孔右侧)430 27 13 倒角(¢45右侧)430 60.76 3.5量具名称游标尺制定:机械加工工序卡机械加工工序卡产品型号零件图号工序号060 共11页零件名称法兰盘工序名称第6页材料名称铸铁硬度HT200机床型号铣床X61W单件工时准备终结时间班产件数:工序号加工内容转速r/min 切削速度m/min切削深度mm进给量mm/r夹具名称专用夹具1 粗铣两侧面980 255 3 0.142 精铣两侧面83.6 47.5 0.55 0.08量具名称游标尺制定:机械加工工序卡机械加工工序卡产品型号零件图号工序号070 共11页零件名称法兰盘工序名称第7 页材料名称铸铁硬度HT200机床型号独臂钻床Z525单件工时准备终结时间班产件数:↓↓工序号加工内容转速r/min 切削速度m/min切削深度mm进给量mm/r夹具名称专用夹具1 钻6孔1700 21 0.22 铰6孔679 12.8 1 0.26量具名称游标尺制定:机械加工工序卡机械加工工序卡产品型号零件图号工序号080 共11页零件名称法兰盘工序名称第8 页材料名称铸铁硬度HT200机床型号独臂钻床Z525单件工时准备终结时间班产件数:工序号加工内容转速r/min 切削速度m/min切削深度mm进给量mm/r夹具名称专用夹具1 钻4*9孔850 21.6 0.40量具名称游标尺制定:机械加工工序卡机械加工工序卡产品型号零件图号工序号090 共11页零件名称法兰盘工序名称第9 页材料名称铸铁硬度HT200机床型号万能外圆磨床M114W单件工时准备终结时间班产件数:工序号加工内容转速r/min 切削速度m/min切削深度mm进给量mm/r夹具名称专用夹具1 磨削外圆100 26702 磨削90外圆26703 磨削45外圆2670量具名称游标尺制定:机械加工工序卡机械加工工序卡产品型号零件图号工序号0100 共11页零件名称法兰盘工序名称第10 页材料名称铸铁硬度HT200机床型号万能外圆磨床M114W单件工时准备终结时间班产件数:工序号加工内容转速r/min 切削速度m/min切削深度mm进给量mm/r夹具名称专用夹具1 磨削B面40 6.3量具名称游标尺制定:机械加工工序卡机械加工工序卡产品型号零件图号工序号0110 共11页零件名称法兰盘工序名称第11 页材料名称铸铁硬度HT200机床型号卧轴矩台平面磨床(M7112)单件工时准备终结时间班产件数:工序号加工内容转速r/min 切削速度m/min切削深度mm进给量mm/r夹具名称专用夹具1 磨削90突台距离轴线24mm的侧平面100.01量具名称游标尺制定:四参考文献1.《机械制造技术基础》吉林大学于俊一、邹青主编,2006年1月第一版,机械工业出版社。
2.《机械制造工艺学课程设计指导书》哈尔滨工业大学赵家齐编,2002年6月第二版,机械工业出版社。
3.《金属切削机床夹具设计手册》上海柴油机厂工艺设备研究编,1984年12月北京第一版,机械工业出版社。
4.《金属切削手册》上海市金属切削技术协会编,1984年4月第二版,上海科学技术出版社。
5.《实用机械加工工艺手册》陈宏钧主编,2003年7月第二版,机械工业出版社。
6.《机械制造工艺设计手册》哈尔滨工业大学王绍俊主编,1985年11月第一版,机械工业出版社。
7.《机械制造工艺学》王启平主编,1995年11月第二版,机械工业出版社。