表面粗糙度定义
表面粗糙度
• 表面粗糙度是指工件表面上具有的较小间距的微小峰谷组 成的微观几何形状特性。表面缺陷应从中排除,且不考虑 表面其他物理特性诸因素;为避免与光亮,清洁的概念混 淆并与国际间称呼一致,不采用“表面光洁度”这一术语, 而称作表面粗糙度。表面粗糙度是在机械加工过程中,由 于刀痕,材料的塑性变形,工艺系统的高频振动,刀具与 被加工表面的摩擦等原因引起的。它对零件的配合性能, 耐磨性,抗腐蚀性,接触刚度,抗疲劳强度,密封性和外 观等都有影响。为了提高产品质量,促进互换性生产,必 须对表面粗糙度的评定方法,测量手段等提出科学的规定 和要求。表面粗糙度是工件表面上的微观几何特性。形状 误差是工件表面上的宏观几何特性。而表面波纹度是工件 表面上介于微观和宏观几何特性之间的特性。形状误差, 波纹度,粗糙度常于一个表面轮廓叠加出现,这中结构即 为所有表面几何误差的总和。表面波纹度是间距比粗糙度 大得多,随机的或接近周期形式的成分构成的表面不平度。
• 2表面粗糙度的评定参数: 表面粗糙度的常用评定参 数有5个即: • 轮廓的算术平均偏差Ra • 轮廓单元的平均线高度Rc • 轮廓的最大高度Rz • 轮廓单元的平均宽度RSm • 轮廓的支承长度率Rmr(c) • 与高度特性有关的参数为Ra,Rc,Rz,它们是基本评定参数。 • 与间距特性有关的参数为RSm. • 与形状特性有关的参数为Rmr(c)。
• • • • • • • • •
加工纹理方向的符号有下列几种: ⑴ =:纹理方向平行于注有符号的视图投影面。 ⑵ ⊥:纹理方向垂直于注有符号的视图投影面。 ⑶ X:纹理对注有符号的视图投影面是两个相交的方相。 ⑷ M:纹理呈多方向。 ⑸ C:纹理对于注有符号表面的中心来说是近似同心圆。 ⑹ R:纹理对于注有符号表面的中心来说近似放射形。 ⑺ P:纹理无方向或呈凸起的细粒状。 表面粗糙度在图样的标注示例,如图所示。
零件的表面粗糙度
对配合性质的影响
总结词
表面粗糙度对零件的配合性质具有直接 影响。
VS
详细描述
在间隙配合中,如果表面粗糙度过高,会 导致配合间隙增大,影响配合精度和稳定 性。在过盈配合中,表面粗糙度会影响零 件的装配性能和配合紧密度。因此,合适 的表面粗糙度对于保证零件的配合性质至 关重要。
对抗腐蚀性的影响
总结词
刀具涂层的应用
涂层刀具是在刀具表面涂覆一层或多层耐磨材料,以提高刀具的耐磨性和耐热性,减小表面粗糙度值。常用的涂 层材料有TiC、TiN、Al2O3等。应根据实际加工需求选择合适的涂层材料和涂层厚度。
05
表面粗糙度对零件性能 的影响实例
对耐磨性的影响
总结词
表面粗糙度对零件的耐磨性具有显著影响。
详细描述
04
表面粗糙度的改善方法
切削参数的优化
要点一
切削速度
切削速度对表面粗糙度有显著影响。 提高切削速度可以减小表面粗糙度值 ,但同时也可能增加切削热和切削力 ,导致刀具磨损加剧。因此,需要根 据工件材料、刀具材料和加工条件等 因素选择合适的切削速度。
要点二
进给量
进给量的大小直接影响切削残留面积 的高度,进而影响表面粗糙度。适当 减小进给量可以减小表面粗糙度值, 但过小的进给量可能导致切削力增大 ,刀具磨损加剧。因此,需要根据实 际情况选择合适的进给量。
扫描隧道显微镜法
利用扫描隧道显微镜的高分辨率和高 灵敏度,直接观察和测量表面粗糙度。
测量仪器
表面粗糙度测量仪
专用的测量仪器,可以快速准确地测量各种 零件表面的粗糙度。
光学显微镜
配备不同的附件和镜头,可以观察和分析零 件表面的形貌和粗糙度。
扫描隧道显微镜
表面粗糙度的概念及计算方法

表面粗糙度的概念及计算方法论用何种加工方法加工,在零件表面总会留下微细的凸凹不平的刀痕,出现交错起伏的峰谷现象,粗加工后的表面用肉眼就能看到,精加工后的表面用放大镜或显微镜仍能观察到。
这就是零件加工后的表面粗糙度。
过去称为表面光洁度。
国家规定表面粗糙度的参数由高度参数、间距参数和综合参数组成。
高度参数共有三个:轮廓的平均算术偏差(Ra)如图1所示,通过零件的表面轮廓作一中线 m ,将一定长度的轮廓分成两部分,使中线两侧轮廓线与中线之间所包含的面积相等,即F1+F3+........+Fn-1=F2+F4+.......+Fn图1 轮廓的平均算术偏差轮廓的平均算术偏差值Ra,就是在一定测量长度 l 范围内,轮廓上各点至中线距离绝对值的平均算术偏差。
用算式表示或近似写成不平度平均高度(Rz)就是在基本测量长度范围内,从平行于中线的任意线起,自被测轮廓上五个最高点至五个最低点的平均距离(图2),即图2 不平度平均高度轮廓最大高度Ry,就是在取样长度内,轮廓峰顶线和轮廓谷底线之间的距离。
间距参数共有两个:轮廓单峰平均间距S,就是在取样长度内,轮廓单峰间距的平均值。
而轮廓单峰间距,就是两相邻轮廓单峰的最高点在中线上的投影长度Si。
轮廓微观不平度的平均间距Sm。
含有一个轮廓峰和相邻轮廓谷的一段中线长度Smi,称轮廓微观不平间距。
综合参数只有一个,就是轮廓支承长度率tp。
它是轮廓支承长度np与取样长度l之比。
在原有的国家标准中,表面光洁度分为14级,其代号为1、 2........;14。
后的数字越大,表面光洁度就越高,即表面粗糙度数值越小。
在车间生产中,常根据表面粗糙度样板和加工出来的零件表面进行比较,用肉眼或手指的感觉,来判断零件表面粗糙度的等级。
此外,还有很多测量光洁度的仪器。
表面粗糙度对零件使用情况有很大影响。
一般说来,表面粗糙度数值小,会提高配合质量,减少磨损,延长零件使用寿命,但零件的加工费用会增加。
表面粗糙度的名词解释

表面粗糙度的名词解释嘿,表面粗糙度这个词啊,其实就是说一个物体表面是光滑还是粗糙的一种衡量方式。
你可以想象一下,就像我们摸东西的时候,有的东西摸起来滑溜溜的,像玻璃,那它的表面粗糙度就很低;而有的东西摸起来坑坑洼洼、疙疙瘩瘩的,比如那种没打磨好的石头,它的表面粗糙度就高啦。
我给你讲个好玩的事儿。
我之前去一个木工朋友那儿,他正在做一个桌子。
他先把木头锯好、拼接起来,然后就开始打磨。
一开始啊,那桌面摸起来可糙了,就像砂纸一样,我用手一摸,感觉都能把我的手划破似的,这就是表面粗糙度高。
我朋友就拿出各种打磨工具,从粗砂纸到细砂纸,一点点地打磨。
他可认真了,就像个艺术家在雕琢一件艺术品。
他先拿着粗砂纸,在桌面上“唰唰”地磨,那些木屑就像雪花一样纷纷飞落。
这时候,桌面虽然还是有点粗糙,但比之前已经好多了。
接着他换了更细的砂纸,继续磨。
他边磨边用手摸着感觉,就像在摸宝贝一样。
他还跟我说:“你看,这打磨可不能马虎,表面粗糙度要是不合适,这桌子就不好看,也不好用。
”经过他长时间的打磨,最后那桌面变得可光滑了,就像镜子一样,我的手在上面滑过,那感觉舒服极了。
这就是把表面粗糙度降低到了一个合适的程度。
在很多地方,表面粗糙度都特别重要。
比如说机械零件,如果表面粗糙度高,那些零件之间相互摩擦的时候就容易磨损,就像两个人都穿着带刺的衣服抱在一起,肯定会把对方划伤,这样机器就容易坏,使用寿命就短。
而要是零件表面光滑,它们配合起来就顺畅多了,机器就能好好工作啦。
还有汽车的外壳,如果表面粗糙,不仅看起来不美观,风在上面吹过的时候,阻力也大,就会更费油呢。
所以啊,表面粗糙度这个东西虽然听起来有点专业,但和我们的生活、生产都有很大的关系呢,就像一个隐藏在幕后的小秘密,影响着好多东西。
表面粗糙度及表示方法
表面粗糙度及表示方法零件图除了图形、尺寸这外,还必须有制造零件应达到的一些质量要求,一般称为技术要求。
技术要求的内容通常有:表面粗糙度、尺寸公差、形状和位置公差、材料及其热处理、表面处理等。
下面先介绍表面粗糙度及其注法。
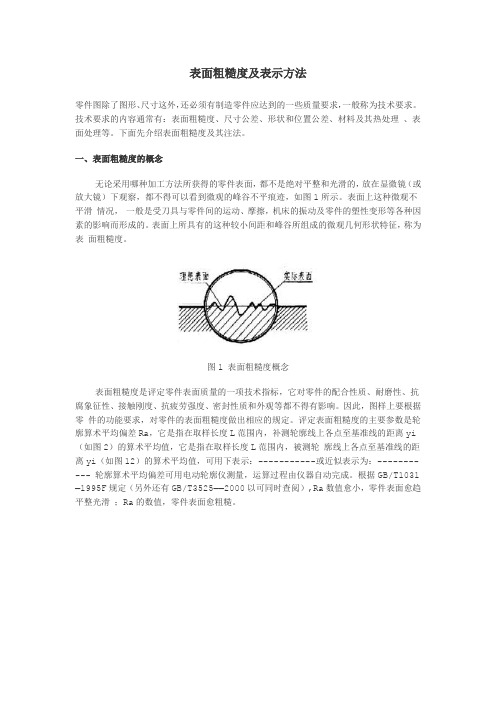
一、表面粗糙度的概念无论采用哪种加工方法所获得的零件表面,都不是绝对平整和光滑的,放在显微镜(或放大镜)下观察,都不得可以看到微观的峰谷不平痕迹,如图1所示。
表面上这种微观不平滑情况,一般是受刀具与零件间的运动、摩擦,机床的振动及零件的塑性变形等各种因素的影响而形成的。
表面上所具有的这种较小间距和峰谷所组成的微观几何形状特征,称为表面粗糙度。
图1 表面粗糙度概念表面粗糙度是评定零件表面质量的一项技术指标,它对零件的配合性质、耐磨性、抗腐象征性、接触刚度、抗疲劳强度、密封性质和外观等都不得有影响。
因此,图样上要根据零件的功能要求,对零件的表面粗糙度做出相应的规定。
评定表面粗糙度的主要参数是轮廓算术平均偏差Ra,它是指在取样长度L范围内,补测轮廓线上各点至基准线的距离yi(如图2)的算术平均值,它是指在取样长度L范围内,被测轮廓线上各点至基准线的距离yi (如图12)的算术平均值,可用下表示:-----------或近似表示为:----------- 轮廓算术平均偏差可用电动轮廓仪测量,运算过程由仪器自动完成。
根据GB/T1031—199 5F规定(另外还有GB/T3525——2000以可同时查阅),Ra数值愈小,零件表面愈趋平整光滑;Ra的数值,零件表面愈粗糙。
图2 轮廓算术平均编差图3 轮廓算术平均编差值二、表面粗糙度的选用表面粗糙度参数值的选用,应该既要满足零件表面的功能要求,又要考虑经济合理性。
具体选用时,可参照已有的类似零件图,用类比法确定。
在满足零件功能要求前提下,应尽量选用较大的表面粗糙度参数值,以降低加工成本。
一般地说,零件的工作表面、配合表面、密封表面、运动速度高和单位压力大的摩擦表面等,对表面平整光滑程度要求高,参数值应取小些。
表面粗糙度

表面粗糙度
1、表面粗糙度的概念:
零件加工后形成的微观表面状况叫表面粗糙度。
2、表面粗糙度的符号:
基本符号,单独使用这个符号没有意义。
基本符号上加一端线,表示表面粗糙度是用去除材料的方法获得,例如:车、铣、钻、磨、剪切、抛光、腐蚀、电火花加工等。
基本符号上加一圆圈,表示表面粗糙度是用不去除材料的方法获得,例如:铸、锻、冲压、热轧、冷轧、粉末冶金等。
3、表面粗糙度R a值:
R a值越大,表面越粗糙,R a值一般有50、12.5、6.3、3.2、1.6、0.8、0.4 ……0.006微米。
4、表面粗糙度R a值的标注方法:
○1:表面粗糙度标注的一般要求:在同一图样中,每一表面一般只标注一次符号,要标注在可见轮廓线、尺寸界线或延长线上,符号的等边三角形如同刀尖指向并指与被加工的表面。
○2:当零件全部表面的特征要求均相同时,其符号可以在图样的右上角同一标注。
5、表面粗糙度R a值的表面特征如下:
○1:R50 (明显可见刀痕)○2:R25 (微见刀痕)○3:R12.5(可见加工痕迹)○4:R6.3(微见加工痕迹)○5:R3.2(看不见加工痕迹)○6:R3.2(可见加工痕迹的方向)○7:R1.6(微见加工痕迹的方向)○8:R0.8(微辩加工痕迹的方向)○9:R0.4(不可微辩加工痕迹的方向)○10:R0.2 (暗光泽面)○11:R0.1 (亮光泽面)○12:R0.05 (镜状光泽面)○13:R0.025 (雾状光泽面)○14:R0.012 (镜面)。
表面粗糙度
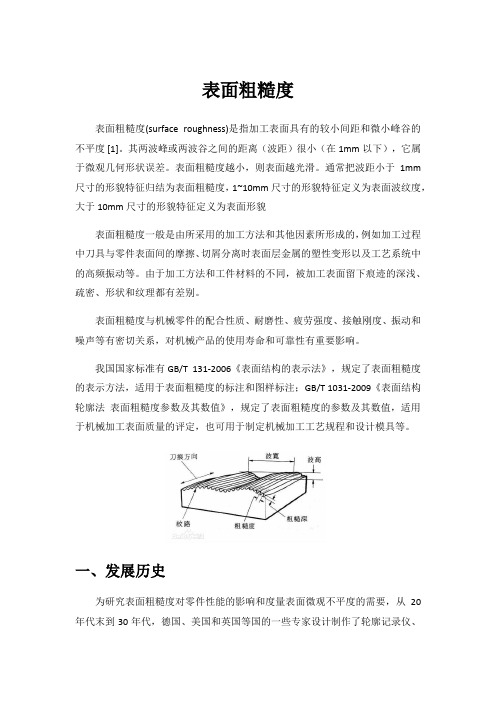
表面粗糙度表面粗糙度(surface roughness)是指加工表面具有的较小间距和微小峰谷的不平度 [1]。
其两波峰或两波谷之间的距离(波距)很小(在1mm以下),它属于微观几何形状误差。
表面粗糙度越小,则表面越光滑。
通常把波距小于1mm 尺寸的形貌特征归结为表面粗糙度,1~10mm尺寸的形貌特征定义为表面波纹度,大于10mm尺寸的形貌特征定义为表面形貌表面粗糙度一般是由所采用的加工方法和其他因素所形成的,例如加工过程中刀具与零件表面间的摩擦、切屑分离时表面层金属的塑性变形以及工艺系统中的高频振动等。
由于加工方法和工件材料的不同,被加工表面留下痕迹的深浅、疏密、形状和纹理都有差别。
表面粗糙度与机械零件的配合性质、耐磨性、疲劳强度、接触刚度、振动和噪声等有密切关系,对机械产品的使用寿命和可靠性有重要影响。
我国国家标准有GB/T 131-2006《表面结构的表示法》,规定了表面粗糙度的表示方法,适用于表面粗糙度的标注和图样标注;GB/T 1031-2009《表面结构轮廓法表面粗糙度参数及其数值》,规定了表面粗糙度的参数及其数值,适用于机械加工表面质量的评定,也可用于制定机械加工工艺规程和设计模具等。
一、发展历史为研究表面粗糙度对零件性能的影响和度量表面微观不平度的需要,从20年代末到30年代,德国、美国和英国等国的一些专家设计制作了轮廓记录仪、轮廓仪,同时也产生出了光切式显微镜和干涉显微镜等用光学方法来测量表面微观不平度的仪器,给从数值上定量评定表面粗糙度创造了条件。
从30年代起,已对表面粗糙度定量评定参数进行了研究,如美国Abbott就提出了用距表面轮廓峰顶的深度和支承长度率曲线来表征表面粗糙度。
1936年出版了Schmaltz论述表面粗糙度的专著,对表面粗糙度的评定参数和数值的标准化提出了建议。
但粗糙度评定参数及其数值的使用,真正成为一个被广泛接受的标准还是从40年代各国相应的国家标准发布以后开始的。
表面粗糙度定义

答:是用以评定轮廓所必需的一段长度,可包括一个或几个取样长度。由于零件表面加工存在不均匀性,为了充分合理地反映被测表面的粗糙度特征,需要用几个取样长度来评定。评定长度的选用值见GB/T 1031-1995表面粗糙度参数及其数值。
8.什么称为基准线?
答:评定表面粗糙度参数数值大小的一条参考线称为基准线。基准线有两种:轮廓最小二乘中线和轮廓算术平均中线。
答:见图8
图8
零件大部分表面要求相同时,在右上角统一标注,并加注“其余”二字。为了简化标注,或位置受到限制时,可标注简化代号,也可采用省略注法,但必须在标题栏附近说明这些简化代(符)号的意义。采用统一标注和简化标注时,其代号和文字说明均应是图形上其它表面所注代号和文字的1.4倍。
36.表面粗糙度参数和各项规定注写的位置如何规定?
答:表面粗糙度对零件的摩擦和磨损、疲劳强度、抗腐蚀性及零件间的配合性质等都有重要的影响。
4.目前我国的“表面粗糙度”国家标准主要有哪些?
答:GB/T35052000表面粗糙度术语表面及其参数;
GB/T 1031-1995表面粗糙度参数及其数值;
GB/T 131-1993机械制图表面粗糙度符号、代号及其注法。
48.表面粗糙度Ra为0.1μm时,表面形状什么特征,如何应用?
答:表面形状特征为暗光泽面,应用于精密机床主轴箱与套筒配合的孔,仪器在使用中要承受摩擦的表面,如导轨、槽面等,液压传动用的孔的表面,阀的工作面,汽缸内表面,活塞销的表面等。一般机械设计界限值。磨削加工很不经济。
49.表面粗糙度Ra为0.05μm时,表面形状什么特征,如何应用?
17.表面粗糙度的符号、代号为 时,它的意义是什么?
答:基本符号加一短划,表示表面是用去除材料的方法获得。例如:车、铣、钻、磨、剪切、抛光、腐蚀、电火花加工、气割等。
表面粗糙度概念

表面粗糙度的概念和表面粗糙度符号表面粗糙度的概念和表面粗糙度符号1.表面粗糙度的基本概念经过机械加工的零件表面,总会出现一些宏观和微观上几何形状误差,零件表面上的微观几何形状误差,是由零件表面上一系列微小间距的峰谷所形成的,这些微小峰谷高低起伏的程度就叫零件的表面粗糙度。
表面粗糙度是衡量零件表面加工精度的一项重要指标,零件表面粗糙度的高低将影响到两配合零件有接触表面的摩擦、运动面的磨损、贴合面的密封、配面的工作精度、旋转件的疲劳强度、零件的美观等等,甚至对零件表面的抗腐蚀性都有影响。
在工程中,评定表面粗糙度的高度参数,有轮廓算术平均偏差<R),微观不平度十b5E2RGbCAP图1轮廓算术平均偏差轮廓算术平均偏差的定义是:在取样长度L<用上判别具有表面粗糙度特征的一段基准线长度)内,轮廓偏距绝对值的算术平均值即为R a,如图1所示。
在图中,x轴为基准线,轮廓线上的各点到基准线之间的偏距为Y1,Y2,…Yp…Yn,Rs只为轮廓算术平均偏差值,则其数学表达式为式中 n 测点数;Yi 峰谷任一测点到基准的偏距。
Rs的值越大,表面就越粗糙。
轮廓算术平均偏差Rs的数值见表1设计时应优先选用表中的第一系列值。
在图纸上规定表面粗糙度要求时,还必须给出测定粗糙度的取样长度,必要时还可以叙定其它附加条件和要求。
但是,若测量R时的取样长度按表2的对应值选取时。
在图样上L值可省略不标。
p1EanqFDPw2.表面粗糙度的符号、代号在图件上对零件表问质量的要求,用表面粗糙度符号、代号表示。
国家标准<GB131-93)规定了表面粗糙度的符号、代号及其注法。
同时指出,图样上所标注的粗糙度符号、代号是指该表面加工后的要求。
<l)表面粗糙度的符号。
图样上表示表面粗糙度的符号,如表3所示。
表面粗糙度参数值的注写表面粗糙度高度参数轮廓算术平均偏差r值的标注见表4 r在代号中用数值表示<单位为微M),参数值前可不标注参数代号。
表面粗糙度的评定标准及方法

表面粗糙度的评定标准及方法当钢材表面经喷射清理后,就会获得一定的表面粗糙度或表面轮廓。
表面粗糙度可以用形状和大小来进行定性。
经过喷射清理,钢板表面积会明显增加很多,同时获得了很多的对于涂层系统有利的锚固点。
当然,并不是粗糙度越大越好,因为涂料必须能够覆盖住这些粗糙度的波峰。
太大的粗糙度要求更多的涂料消耗量。
一般的涂料系统要求的粗糙度通常为 Rz40~75微米。
1.粗糙度的定义对表面粗糙度的定义有以下几种:hy:在取样长度内,波峰到波谷的最大高度, ISO8503-3(显微镜调焦法)Ry:在取样长度内,波峰到波谷的最大高度,ISO8503-4(触针法)Ra:波峰和波谷到虚构的中心线的平均距离, ISO 3274Ry5:在取样长度内,五个波峰到波谷最大高度的算术平均值,ISO8503-4(触针法)有关 Rz的表述与 Ry5其实是相同的,Rz的表述来自于德国标准 DIN 4768-1。
Ra和 Rz 之间的关系是 Rz相当于 Ra 的 4~6倍。
2. 表面粗糙度的评定标准为了测定钢板表面粗糙度,不同的标准规定了相应的仪器可以使用,测量值以微米(µm)为单位。
国际标准分 ISO 8503 成五个部分在来说明表面粗糙度:ISO8503-1:1995表面粗糙度比较样块的技术要求和定义ISO8503-2:1995喷射清理后钢材表面粗糙度分级―样板比较法ISO8503-3:1995 ISO基准样块的校验和表面粗糙度的测定方法―显微镜调焦法ISO8503-4:1995 ISO基准样块的校验和表面粗糙度的测定方法,触针法ISO8503-5:2004表面轮廓的复制胶带测定法我国的国家标准 GB/T 13288-91《涂装前钢材表面粗糙度等级的评定(比较板块法)》,参照 ISO8503所制订。
3. 比较样块法评定表面粗糙度在涂装现场较为常用的粗糙度评定方法是比较样块法。
常用的粗糙度比较块有英国易高elcometer125,荷兰TQC LD2040、LD2050以及英国PTE R2006、R2007等。
表面粗糙度的评定标准及方法
表面粗糙度的评定标准及方法当钢材表面经喷射清理后,就会获得一定的表面粗糙度或表面轮廓。
表面粗糙度可以用形状和大小来进行定性。
经过喷射清理,钢板表面积会明显增加很多,同时获得了很多的对于涂层系统有利的锚固点。
当然,并不是粗糙度越大越好,因为涂料必须能够覆盖住这些粗糙度的波峰。
太大的粗糙度要求更多的涂料消耗量。
一般的涂料系统要求的粗糙度通常为Rz40~75微米。
1.粗糙度的定义对表面粗糙度的定义有以下几种:hy:在取样长度内,波峰到波谷的最大高度,ISO8503-3(显微镜调焦法)Ry:在取样长度内,波峰到波谷的最大高度,ISO8503-4(触针法)Ra:波峰和波谷到虚构的中心线的平均距离,ISO 3274Ry5:在取样长度内,五个波峰到波谷最大高度的算术平均值,ISO8503-4(触针法)有关Rz的表述与Ry5其实是相同的,Rz的表述来自于德国标准DIN 4768-1。
Ra和Rz之间的关系是Rz相当于Ra的4~6倍。
2.表面粗糙度的评定标准为了测定钢板表面粗糙度,不同的标准规定了相应的仪器可以使用,测量值以微米(μm)为单位。
国际标准分ISO 8503成五个部分在来说明表面粗糙度:ISO8503-1:1995表面粗糙度比较样块的技术要求和定义ISO8503-2:1995喷射清理后钢材表面粗糙度分级―样板比较法ISO8503-3:1995 ISO基准样块的校验和表面粗糙度的测定方法―显微镜调焦法ISO8503-4:1995 ISO基准样块的校验和表面粗糙度的测定方法,触针法ISO8503-5:2004表面轮廓的复制胶带测定法我国的国家标准GB/T 13288-91《涂装前钢材表面粗糙度等级的评定(比较板块法)》,参照ISO8503所制订。
3.比较样块法评定表面粗糙度在涂装现场较为常用的粗糙度评定方法是比较样块法。
常用的粗糙度比较块有英国易高elcometer125,荷兰TQCLD2040、LD2050以及英国PTER2006、R2007等。
详解表面粗糙度
详解表面粗糙度一、什么是表面粗糙度?在技术交流中,很多人习惯使用“表面光洁度”指标。
其实,“表面光洁度”是按人的视觉观点提出来的,而“表面粗糙度”是按表面微观几何形状的实际提出来的。
因为要与国际标准(ISO)接轨,国标中早已不再使用“表面光洁度”这个表达术语,正规、严谨的表达均应使用“表面粗糙度”一词。
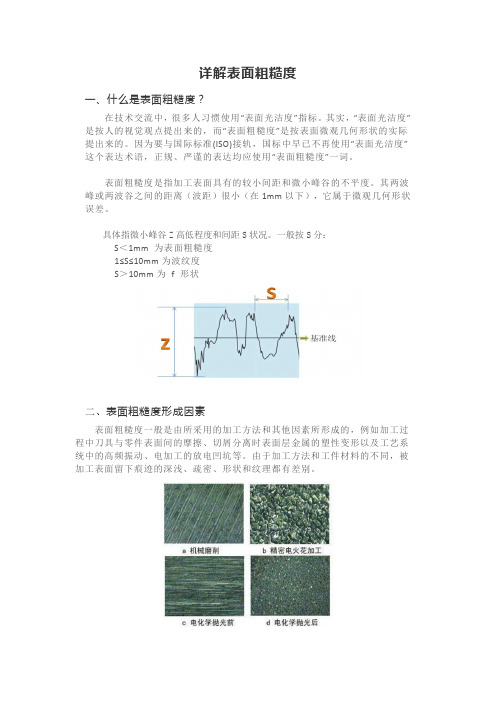
表面粗糙度是指加工表面具有的较小间距和微小峰谷的不平度。
其两波峰或两波谷之间的距离(波距)很小(在1mm以下),它属于微观几何形状误差。
具体指微小峰谷Z高低程度和间距S状况。
一般按S分:S<1mm为表面粗糙度1≤S≤10mm为波纹度S>10mm为f形状二、表面粗糙度形成因素表面粗糙度一般是由所采用的加工方法和其他因素所形成的,例如加工过程中刀具与零件表面间的摩擦、切屑分离时表面层金属的塑性变形以及工艺系统中的高频振动、电加工的放电凹坑等。
由于加工方法和工件材料的不同,被加工表面留下痕迹的深浅、疏密、形状和纹理都有差别。
三、表面粗糙度评定依据1)取样长度各参数的单位长度,取样长度是评价表面粗糙度规定一段基准线的长度。
在ISO1997标准下一般使用0.08mm、0.25mm、0.8mm、2.5mm、8mm为基准长度。
Ra、Rz、Ry的取样长度L与评定长度Ln选用值2)评定长度由N个基准长度所构成。
零部件表面各部分的表面粗糙度,在一个基准长度上无法真实地体现出粗糙度真实参数,而是需要取N个取样长度来评定表面粗糙度。
在ISO1997标准下评定长度一般为N等于5。
3)基准线基准线是用以评定表面粗糙度参数的轮廓中线。
四、表面粗糙度评定参数1)高度特征参数Ra轮廓算术平均偏差:在取样长度(lr)内轮廓偏距绝对值的算术平均值。
在实际测量中,测量点的数目越多,Ra越准确。
Rz轮廓最大高度:轮廓峰顶线和谷底线之间的距离。
在幅度参数常用范围内优先选用Ra。
在2006年以前国家标准中还有一个评定参数为“微观不平度十点高度”用Rz表示,轮廓最大高度用Ry表示,在2006年以后国家标准中取消了微观不平度十点高度,采用Rz表示轮廓最大高度。
表面粗糙度的基本概念

表面粗糙度的基本概念表面粗糙度的基本概念表面粗糙度的定义(本站相关粗糙度仪的产品介绍:粗糙度仪)表面粗糙度(Surface roughness)是指加工表面上具有的较小间距和峰谷所组成的微观几何形状特性性它是一种微观几何形状误差,也称为微观不平度。
表面粗糙度应与形状误差(宏观几何形状误差)和表面波度区别开。
通常,波距小于 1mm 的属于表面粗糙度,波距在 1~10mm 的属于表面波度,波距大于 10mm 的属于形状误差。
表面粗糙度对机械零件使用性能的影响表面粗糙度的大小对零件的使用性能和使用寿命有很大影响。
1. 影响零件的耐磨性表面越粗糙,摩擦系数就越大,相对运动的表面磨损得越快。
然而,表面过于光滑,由于润滑油被挤出或分子间的吸附作用等原因,也会使摩擦阻力增大和加速磨损。
2. 影响配合性质的稳定性零件表面的粗糙度对各类配合均有较大的影响。
对于间隙配合,两个表面粗糙的零件在相对运动时会迅速磨损,造成间隙增大,影响配合性质;对于过盈配合,在装配时表面上微观凸峰极易被挤平,产生塑性变形,使装配后的实际有效过盈减小,降低联接强度;对于过渡配合,因多用压力及锤敲装配,表面粗糙度也会使配合变松。
3. 影响疲劳强度承受交变载荷作用的零件的失效多数是由于表面产生疲劳裂纹造成的。
疲劳裂纹主要是由于表面微观峰谷的波谷所造成的应力集中引起的。
零件表面越粗糙,波谷越深,应力集中就越严重。
因此,表面粗糙度影响零件的抗疲劳强度。
4. 影响抗腐蚀性粗糙表面的微观凹谷处易存积腐蚀性物质,久而久之,这些腐蚀性物质就会渗入到金属内层,造成表面锈蚀。
此外,表面粗糙度对接触刚度、密封性、产品外观、表面光学性能、导电导热性能以及表面结合的胶合强度等都有很大影响。
所以,在设计零件的几何参数精度时,必须对其提出合理的表面粗糙度要求,以保证机械零件的使用性能。
公差等级与粗糙度的关系表面粗糙度是反映零件表面微观几何形状误差的一个重要技术指标,是验证零件表面质量的主要依据;它选择的合理与否,直接关系到产品的质量,使用寿命和生产成本。
表面粗糙度定义及基本概念
表面粗糙度定义及基本概念
一表面粗糙度的基本概念
零件经过机械加工后的表面会留有许多高低不平的凸峰和凹谷,零件加工表面上具有的较小间距和峰谷所组成的这种微观几何形状特征,称为表面粗糙度。
表面粗糙度与加工方法、所用道具和工件材料等各种因素都有密切关系。
表面粗糙度是评定零件表面质量的一项重要技术指标,是零件加工中必不可少的一项技术要求。
轮廓算术平均偏差(Ra)是目前生产中评定表面粗糙度用的最多的参数,(Ra)值越小,表面质量越好。
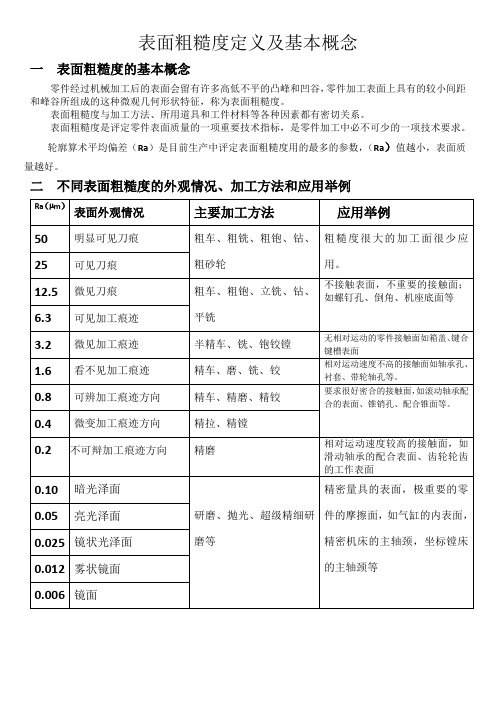
二不同表面粗糙度的外观情况、加工方法和应用举例
1 表面粗糙度符号及意义说明
2 表面粗糙度代号
在表面粗糙度符号上注写所要求的表面特征参数后,即构成表面粗糙度代号。
最新国家标注:表面粗糙度

电子工业
在电子工业中,表面粗糙度对于电子器件的性能和稳定性具有重要影响。例如, 在集成电路的制造过程中,表面粗糙度会直接影响电路的性能和可靠性。
电子工业中的表面粗糙度控制对于提高电子器件的稳定性、降低噪声和提高信号 传输质量等方面具有重要作用。
其他领域
• 除了上述领域外,表面粗糙度还在建筑、能源、化工、医疗器械等领域得到广泛应用。在这 些领域中,表面粗糙度的控制对于提高产品质量、保证安全性和延长使用寿命等方面都具有 重要意义。
针描法是一种接触式的表面粗糙度测量方法,它通过在表面上移动细针来测量 表面的微观结构。这种方法具有较高的精度和分辨率,但需要特殊的针具和测 量设备,且对针的形状和硬度要求较高。
激光反射法
总结词
利用激光反射原理来测量表面粗糙度的方法。
详细描述
激光反射法是一种非接触式的表面粗糙度测量方法,它利用激光反射原理来测量 表面的微观结构。这种方法具有高精度、高速度和高分辨率的特点,但需要特定 的实验环境和条件,且对激光器和检测器的要求较高。
• · 除了上述领域外,表面粗糙度还在建筑、能源、化工、医疗器械等领域得到广泛应用。在这 些领域中,表面粗糙度的控制对于提高产品质量、保证安全性和延长使用寿命等方面都具有 重要意义。
05
表面粗糙度的最新国家标准
国家标准的制定与修订
制定过程
01
国家标准的制定通常需要经过广泛的调研、实验验证和专家评
审,以确保标准的科学性和实用性。
修订原因
02
随着科技的发展和生产工艺的改进,表面粗糙度的要求也在不
断变化,因此需要定期修订国家标准以适应这些变化。
修订周期
03
国家标准通常会有一定的修订周期,以确保标准能够及时反映
表面粗糙度
表面粗糙度1、表面粗糙度定义定义:加工表面上具有的间距很小的微小峰谷所形成的(微观几何形状特征)。
形成原因:①材料的塑性变形;②工艺系统的高频振动;③刀具与被加工材料之间的摩擦。
2、表面粗糙度测量和评定应规定(取样长度)、(评定长度)、(基准线)和(评定参数),且测量方向应(垂直)于表面的加工纹理方向。
3、取样长度目的用符号(lr )表示;目的是(限制、减弱)(波纹度、形状误差)对(测量结果)的影响。
4、评定长度目的用符号(ln )表示;目的是(限制、减弱)(表面加工不均匀性)对(测量结果)的影响;评定长度可以包含一个或几个取样长度;一般取5个取样长度。
5、基准线①轮廓算术平均中线;②轮廓最小二乘中线。
6、评定参数①轮廓算术平均偏差Ra;②轮廓最大高度Rz;③轮廓单元的平均宽度RSm;④轮廓支承长度率Rmr(c)。
7、标记含义①用去除材料的方法获得的表面粗糙度Ra的最大值为3.2μm ;②用去除材料的方法获得的表面粗糙度Ra最大值为3.2μm,最小值为1.6μm ;③用任何方法获得的表面粗糙度Ra的上限值为1.6μm ;④用去除材料的方法获得的表面粗糙度Ra上限值为6.3μm,下限值为3.2μm;⑤用不去除材料的方法获得的表面粗糙度Rz的上限值为200μm;⑥用去除材料的方法获得的表面粗糙度Rz上限值为6.3μm,Rz下限值为3.2μm。
8、①给定上限值:同一评定长度范围内,幅度参数所有实测值中,大于上限值的个数少于总数的16%,则认为合格。
②给定上限值和下限值:同一评定长度范围内,幅度参数所有实测值中,大于上限值的个数少于总数的16%,且小于下限值的个数少于总数的16%,则认为合格。
③给定最大值:整个被测表面上幅度参数所有的实测值皆不大于允许值,则认为合格。
④给定最大值和最小值:整个被测表面上幅度参数所有的实测值皆在最大与最小允许值范围内,才认为合格。
9、表面粗糙度的选用原则①在满足功能要求的前提下,尽量选用较大的粗糙度参数值。
表面粗糙度及其评定标准

二、表面粗糙度对零件使用性能的影响
5. 对结合面密封性的影响
粗糙的表面结合时,两表面只在局部点上接触,中间有缝隙,影响密封性。 6. 表面接触刚度
粗糙的表面在表面间的实际接触面积越小,单位面积受力越大,会使峰顶 处的局部塑性变形加剧,接触刚度降低,影响机器的工作精度和抗振性。
此外,表面粗糙度对零件的外观、测量精度、表面光学性能、导电导热性能和 胶合强度等也有着不同程度的影响。因此,在零件设计过程中必须合理选择表 面粗糙度。
一、表面粗糙度的定义
在放大镜下,可以观察出零件表面具有高低不平的峰谷,这种由较小 间距和峰谷所组成的微观几何形状误差,称为表面粗糙度。
一、表面粗糙度的定义
通常按照零件表面相邻波峰或相邻波谷之间的距离来划分零件表面的 几何形状误差
(1)表面粗糙度:零件表 面峰谷波距λ <1mm,属微 观误差,图5-2(b) (2)表面波纹度:零件表 面峰谷波距λ在1~10mm之 间,图5-2(c) (3)形状公差:零件表面 峰谷波距λ >10mm,属宏 观误差,图5-2(d)
(8)评定长度ln 评定长度是指用于评定被评定轮廓的X轴方向上的长度。评定长度包含一个 或几个取样长度,通常取ln=5lr。
三、表面粗糙度的评定标准
2. 几何参数术语
(1)R参数、P参数、W参数 在粗糙度轮廓上计算所得的参数称为R参数。而在原始轮廓和波纹度轮廓上 计算所得的参数分别称为P参数和W参数。
3. 表面轮廓参数定义 (1)幅度参数(峰和谷) ④轮廓单元的平均高度Rc 是指在一个取样长度内轮廓单元高度Zt的平均值
三、表面粗糙度的评定标准
3. 表面轮廓参数定义
(2)幅度参数(纵坐标平均值)
①评定轮廓的算术平均偏差Ra 是指在一个取样长度lr内纵坐标值Z(x)绝对值的算术平均值