焊接材料烘焙记录
焊条烘焙温度与时间

附录 A (资料性附录)第二章焊接材料2.1 焊接材料的概述2.1.1 作用焊接过程中的各种填充金属以及为了提高焊接质量而附加的保护物质统称为焊接材料。
随着焊接技术的迅速发展,焊接材料的应用范围日益扩大。
而且,焊接技术的发展对焊接材料无论在品种和产量方面都提出了越来越高的要求。
焊接生产中广泛使用焊接材料主要包括焊条、焊丝、焊剂和保护气体等。
焊接材料的质量对保证焊接过程的稳定和获得满足使用要求的焊缝金属起着决定的作用。
归纳起来,焊接材料应具有以下作用:1.保证电弧稳定燃烧和焊接熔滴顺利过渡;2.在焊接过程中保护液态熔池金属,以防止空气侵入;3.进行冶金反应和过渡合金元素,调整和控制焊缝金属的成分与性能;4.防止气孔、裂纹等焊接缺陷的产生;5.改善焊接工艺性能,在保证焊接质量的前提下尽可能提高焊接效率。
2.1.2 各国焊接材料发展现状涂料焊条目前在世界各国焊接材料生产中仍占较大的比例。
在焊条的使用方面,美国目前主要使用钛型、高纤维型和低氢型焊条,为了提高熔敷效率,在钛型和低氢型焊条药皮里加入一定量的铁粉。
在欧洲主要是钛型、钛钙型和低氢型焊条,但北欧低氢型焊条比例较高,而且和美国一样,发展高效率铁粉焊条。
日本用于低碳钢的焊条药皮类型主要是钛铁矿型、钛钙型和铁粉氧化铁型,用于高强钢、特殊钢和表面堆焊的几乎都是低氢型焊条。
世界各国在埋弧焊焊接材料的使用方面近年来变化不大。
欧、美埋弧焊焊剂的用量一直保持在约占焊材总量的11%~15%之间,其中烧结焊剂的用量在逐渐增加,熔炼焊剂的用量逐渐减少。
目前,在欧、美及日本等工业发达国家,烧结焊剂的使用量已占全部焊剂使用量的70%以上,且品种齐全,形成系列。
日本在带极堆焊中,仍大量使用烧结焊剂。
从各国焊接材料的发展来看,近年来国外焊丝生产的增长速度较快,涂料焊条所占的比例有所下降,气体保护焊焊丝的品种和数量正在逐年增加,而且特别引人注意的是药芯焊丝的发展。
在实芯焊丝的使用方面,日本大量采用的是CO2气体保护焊,美国则大量采用混合气体保护焊。
焊接材料烘焙规范及操作规程(标准版)

( 操作规程 )单位:_________________________姓名:_________________________日期:_________________________精品文档 / Word文档 / 文字可改焊接材料烘焙规范及操作规程(标准版)Safety operating procedures refer to documents describing all aspects of work steps and operating procedures that comply with production safety laws and regulations.焊接材料烘焙规范及操作规程(标准版)1、焊条的烘焙温度和保温时间,严格按焊条生产厂家推荐的烘焙规定或有关的技术规范要求进行。
国外焊材的烘焙要求,按所提供的焊材质保书或有关技术规范要求进行烘焙。
2、如焊条生产厂家无烘焙规定或有关技术规范,则按下表的烘干规范进行:焊条类别酸性焊条碱性焊条碱性不锈钢焊条保温时间1h1h1h烘干温度70~150℃350-400℃150~250℃注:⑴酸性焊条储存时间短且包装良好的,使用于一般结构件焊接,在使用前不再烘焙。
⑵碱性焊条对含氢量有特别要求的,烘焙温度应提高到400~450℃,保温1~2h3、焊条烘干时,应缓慢升温、保温、缓慢降温,严禁将需烘干的焊条直接放入已升至高温的烘箱内,或者将烘至高温的焊条从高温炉中突然取出冷却,以防止焊条药皮因骤冷或骤热面产生开裂或脱落现象。
4、同一烘干箱每次只能入同种烘干规范的焊条进行烘干,对烘干规范相同,但批号、牌号或规格不同的焊条,堆放时必须有一定的物理间隔,且焊条堆放不宜过高(一般为1~3层),以保证焊条烘干均匀。
5、烘干后的焊条,应贮放在温度为50~100℃的恒温保温箱内,随用随取。
6、当焊条在施工现场放置超过4个小时以上时,应对焊条重新烘干处理,但焊条反复烘干次数不得超过三次。
焊接材料烘焙规范及操作规程
焊材库管理人员岗位职责1、检查入库焊材的质量证件及包装质量是否符合要求。
2、核对入库焊材的品种、规格、牌号、批号、数量是否符合要求,并按类堆放,作好标识。
3、掌握各类焊条的烘干要求。
根据焊材领用通知单,对所需要焊材烘干并作好烘干记录。
4、根据焊接材料领用单上的焊材品种、规格、数量发放焊材,并作好记录;焊接材料实行回收,作好焊条头、余留焊材回收登记。
5、定期检查焊材库内的环境温度、湿度、使之符合规定要求,并作好温、湿度记录。
6、对需要计量的仪器设备,如烘烤箱、湿度记录仪、温度计等提出计量要求,定期计量。
7、按月统计每月焊材总消耗量及单种焊材消耗量,统计每月使用焊材数量及回收数量,上交物资管理部门。
8、对库内焊接材料定期进行质量检查,如发现焊接材料质量不符合要求协同焊接技术人员、质量人员作出处理。
附件16:焊接材料烘焙规范及操作规程焊接材料烘焙规范及操作规程1、焊条的烘焙温度和保温时间,严格按焊条生产厂家推荐的烘焙规定或有关的技术规范要求进行。
国外焊材的烘焙要求,按所提供的焊材质保书或有关技术规范要求进行烘焙。
2、如焊条生产厂家无烘焙规定或有关技术规范,则按下表的烘干规范进行:注:⑴酸性焊条储存时间短且包装良好的,使用于一般结构件焊接,在使用前不再烘焙。
⑵碱性焊条对含氢量有特别要求的,烘焙温度应提高到400~450℃,保温1~2h3、焊条烘干时,应缓慢升温、保温、缓慢降温,严禁将需烘干的焊条直接放入已升至高温的烘箱内,或者将烘至高温的焊条从高温炉中突然取出冷却,以防止焊条药皮因骤冷或骤热面产生开裂或脱落现象。
4、同一烘干箱每次只能入同种烘干规范的焊条进行烘干,对烘干规范相同,但批号、牌号或规格不同的焊条,堆放时必须有一定的物理间隔,且焊条堆放不宜过高(一般为1~3层),以保证焊条烘干均匀。
5、烘干后的焊条,应贮放在温度为50~100℃的恒温保温箱内,随用随取。
6、当焊条在施工现场放置超过4个小时以上时,应对焊条重新烘干处理,但焊条反复烘干次数不得超过三次。
“焊接材料烘焙记录”填写说明与依据
“焊接材料烘焙记录”填写说明与依据
焊条、熔嘴、焊剂和药芯焊丝等在使用前,必须按产品使用说明书及有关工艺文件的规定进行烘干,对其烘焙过程进行记录。
烘焙记录内容包括:烘焙方法、烘干温度、烘干时间、实际烘焙时间和保温要求等。
一、表格解析
1.责任部门
项目工程部。
2.提交时限
焊材使用前填写完成。
二、填写依据
1.规范名称
(1)《钢结构工程施工质量验收规范》(GB 50205)
(2)《建筑钢结构焊接技术规程》(JGJ 81)
2.相关要求
(1)低氢型焊条烘干温度应为350℃~380℃,保温时间应为1.5~2h,烘干后应缓冷放置于110℃~120℃的保温箱中存放、待用;使用时应放置于保温筒中;烘干后的低氢型焊条在大气中放置时间超过4h应重新烘干;焊条重复烘干次数不宜超过2次;受潮的焊条不应使用。
(2)对于酸性焊条,在焊接规程中没有明确规定。
一般对于未受潮的酸性焊条可以不烘焙,但现场施工条件有限,焊条存放容易受潮,对受潮的酸性焊条应进行烘干,烘干温度150℃左右,烘干时间1.5~2h。
含有纤维素型焊条(如J 425)的烘干温度应控制在100℃~120℃左右。
(3)烘焙记录应由现场焊接操作人员进行记录。
焊接材料烘焙规范及操作规程范文(二篇)
焊接材料烘焙规范及操作规程范文焊接材料烘焙是一项重要的工序,它对焊接质量和工件性能具有直接影响。
为了确保焊接材料的质量和稳定性,下面将介绍焊接材料烘焙的规范及操作规程。
1. 烘焙规范1.1 温度控制规范烘焙温度应根据焊接材料的种类和规格进行调整。
常用焊接材料的烘焙温度范围一般在80℃~150℃之间。
在整个烘焙过程中,应保持温度的稳定性,避免温度波动过大。
1.2 烘焙时间规范烘焙时间应根据焊接材料的吸湿性和规格进行确定。
一般情况下,焊接材料的烘焙时间在1小时左右。
但对于特殊材料,烘焙时间可能会有所不同,需要根据厂家提供的要求进行操作。
1.3 烘焙条件规范烘焙过程应在密封的设备或容器中进行,以防止外界空气对焊接材料的影响。
同时,烘焙设备或容器应具备良好的通风条件,以排除焊接材料中的潮气和有害气体。
2. 操作规程2.1 准备工作2.1.1 清洁工作台及烘焙设备:使用清洁布将工作台和烘焙设备表面进行擦拭,确保无灰尘和杂质。
2.1.2 准备焊接材料:按照具体焊接工艺要求准备焊接材料,确保材料的种类和规格与焊接工艺一致。
2.2 烘焙操作2.2.1 开启烘焙设备:根据烘焙要求,将烘焙设备预热至指定温度,开启设备排除潮气和有害气体。
2.2.2 焊接材料放置:将焊接材料按照要求放置在烘焙设备的托盘或容器中,确保材料间的间隔适当,以保证烘焙的均匀性。
2.2.3 烘焙时间控制:根据焊接材料的吸湿性和规格,设定烘焙时间,开始烘焙过程。
2.2.4 确认烘焙结束:烘焙时间到达后,关闭烘焙设备,取出焊接材料。
用温度计测量焊接材料的温度,确认是否达到烘焙要求。
2.3 封存操作2.3.1 封存包装:将烘焙结束的焊接材料迅速放入密封包装袋中,并将包装袋封闭,以防止外界湿气的侵入。
2.3.2 标签记录:在包装袋上标注焊接材料的种类、规格、烘焙时间和日期,并进行记录。
2.3.3 存放要求:封存好的焊接材料应存放在干燥、通风、无腐蚀性气体的库房中,避免阳光直射和与湿气接触。
焊材管理记录表式
说明为便于焊材的使用追踪,建议按焊材的批次进行记录管理,即是:将验收(含检验材质证书)、复验、入库、烘烤记录、发放记录作为一个文件包来记录管理。
直到入库的该批焊材全部烘烤完毕,库存为零,并且已烘烤的焊材全部发放完毕,存量为零。
这时,连同该批焊材的领料单归并在一起,该批焊材的记录资料已经齐全,再设计一个封面和目录,可作为一个文件包存档。
这种管理方法极容易对某批焊材的使用进行追踪。
某电厂曾经发生过错用焊丝的事件:由于焊丝厂错将高碳钢当成合金钢拔成了焊丝,施工现场用于打底焊,盖面焊完后发现了错用焊丝,但无从查起。
当时召集全国焊接、探伤专家讨论,毫无办法。
最后只好全部杀头,代价很大。
如果按照上述的方法记录管理,某批焊材的使用部位很容易确定,处理起来也容易得多。
为便利于施工单位,编制了焊材管理项目和记录表式如下,在使用中可根据实际情况进行修改,以使焊材的管理记录更加简单、实用。
XXX XXXX 年XX 月XX 日XXXX公司XX工程项目部焊接材料管理记录焊材批号:焊材牌号:焊材规格:生产厂家:目录1 .入库单2 •材质证明书3.复验报告4 •烘焙发放记录5 •领用单记录6.温度、湿度记录日年月日至年月日期:归档人:日期:XXXX 公司焊材入库验收单库管员:第页主管:焊材批号:牌号:XXXX公司规格:材质证书编号:焊材烘焙、发放记录单复验单编号烘焙单编号共页第页施工队:焊工姓名:日期:编号:XXXX公司焊接材料领用单施工队:焊工姓名:日期:编号:XXXX公司焊接材料领用单施工队:焊工姓名:日期:编号:焊接技术员:焊接班长:日期:施工队:焊工姓名:日期:编号:。
焊接材料烘培记录

焊接材料烘培记录C 2.2.2.3 编号:专业技术负责人:质检员:专业工长:记录:建筑施工技术,建筑施工组织,建筑工程计量与计价,建筑工程经济,混凝土结构,建筑构造与识图,钢结构,砌体结构,高层建筑施工,工程测量,工程结构抗震,装配化施工技术,建筑工程资料管理,建筑工程质量与安全管理,建筑CAD,天正建筑,BIM。
建筑工程技术专业主要包括土建、采暖卫生与煤气工程、电梯和消防,给排水工程五个方面,专业应具备建筑工程技术人员从业必须的文化基础与专业理论知识,从事建筑工程施工一线技术与管理等工作的高等技术应用型人才。
技术交底的作用与分类1什么是施工技术交底技术交底是施工企业极为重要的一项技术管理工作,是施工方案的延续和完善,也是工程质量预控的最后一道关口。
其目的是使参与建筑工程施工的技术人员与工人熟悉和了解所承担的工程项目的特点、设计意图、技术要求、施工工艺及应注意的问题。
2技术交底的作用使参与施工活动的每一个技术人员,明确本工程的特定施工条件、施工组织、具体技术要求和有针对性的关键技术措施,系统掌握工程施工过程全貌和施工的关键都位。
使参与工程施工操作每一个工人,通过技术交底,了解自己所要完成的分部分项工程的具体工作内容,操作方法、施工工艺、质量标准和安全注意事项等,做到施工操作人员任务明确,心中有数达到有序地施工,以减少各种质量通病,提高施工质量的目的。
3施工技术交底的分类(1)施工组织设计交底①重点和大型工程施工组织设计交底:由施工企业的技术负责人把主要设计要求、施工措施以及重要事项对项目主要管理人员进行交底。
其他工程施工组织设计交底由项目技术负责人进行交底。
②专项施工方案技术交底:由项目专业技术负责人负责,根据专项施工方案对专业工长进行交底。
(2)分项工程施工技术交底由专业工长对专业施工班组(或专业分包)进行交底。
“四新”技术交底:由项目技术负责人组织有关专业人员编制并交底。
(3)设计变更技术交底设计变更技术交底:由项目技术部门根据变更要求,并结合具体施工步骤、措施及注意事项等对专业工长进行交底。
焊材管理记录表式

焊材管理记录表式(总7页) -CAL-FENGHAI.-(YICAI)-Company One1-CAL-本页仅作为文档封面,使用请直接删除说明为便于焊材的使用追踪,建议按焊材的批次进行记录管理,即是:将验收(含检验材质证书)、复验、入库、烘烤记录、发放记录作为一个文件包来记录管理。
直到入库的该批焊材全部烘烤完毕,库存为零,并且已烘烤的焊材全部发放完毕,存量为零。
这时,连同该批焊材的领料单归并在一起,该批焊材的记录资料已经齐全,再设计一个封面和目录,可作为一个文件包存档。
这种管理方法极容易对某批焊材的使用进行追踪。
某电厂曾经发生过错用焊丝的事件:由于焊丝厂错将高碳钢当成合金钢拔成了焊丝,施工现场用于打底焊,盖面焊完后发现了错用焊丝,但无从查起。
当时召集全国焊接、探伤专家讨论,毫无办法。
最后只好全部杀头,代价很大。
如果按照上述的方法记录管理,某批焊材的使用部位很容易确定,处理起来也容易得多。
为便利于施工单位,编制了焊材管理项目和记录表式如下,在使用中可根据实际情况进行修改,以使焊材的管理记录更加简单、实用。
xxx xxxx年xx月xx日XXXX 公司XX工程项目部焊接材料管理记录焊材批号:焊材牌号:焊材规格:生产厂家:目录1.入库单2.材质证明书3. 复验报告4.烘焙发放记录5.领用单记录6.温度、湿度记录日期:年月日至年月日归档人:日期:XXXX 公司焊材入库验收单主管:库管员:共页第页XXXX 公司焊材烘焙、发放记录单XXXX 公司焊接材料领用单XXXX 公司焊接材料领用单XXXX 公司焊接材料领用单XXXX 公司焊接材料领用单XXXX 公司焊材库房温度、湿度记录表温(湿)度计型号:校验日期:校验有效期至:说明:1.焊材库应配除湿机。
2.白班至少每隔小时记录一次。
XXXX 公司XX工程项目部焊接材料管理资料目录1.焊材管理制度2.烘干箱温度仪校验报告3.热电偶校验报告4.焊接材料库设备清单和使用说明书。
最新整理焊接材料烘焙规范及操作规程.docx

最新整理焊接材料烘焙规范及操作规程
1、焊条的烘焙温度和保温时间,严格按焊条生产厂家推荐的烘焙规定或有关的技术规范要求进行。
国外焊材的烘焙要求,按所提供的焊材质保书或有关技术规范要求进行烘焙。
2、如焊条生产厂家无烘焙规定或有关技术规范,则按下表的烘干规范进行:
焊条类别
酸性焊条
碱性焊条
碱性不锈钢焊条
保温时间
1h
1h
1h
烘干温度
70~xxxx℃
350-400℃
xxxx~250℃
注:⑴酸性焊条储存时间短且包装良好的,使用于一般结构件焊接,在使用前不再烘焙。
⑵碱性焊条对含氢量有特别要求的,烘焙温度应提高到400~450℃,保温1~2h
3、焊条烘干时,应缓慢升温、保温、缓慢降温,严禁将需烘干的焊条直接
放入已升至高温的烘箱内,或者将烘至高温的焊条从高温炉中突然取出冷却,以防止焊条药皮因骤冷或骤热面产生开裂或脱落现象。
4、同一烘干箱每次只能入同种烘干规范的焊条进行烘干,对烘干规范相同,但批号、牌号或规格不同的焊条,堆放时必须有一定的物理间隔,且焊条堆放不宜过高(一般为1~3层),以保证焊条烘干均匀。
5、烘干后的焊条,应贮放在温度为50~100℃的恒温保温箱内,随用随取。
6、当焊条在施工现场放置超过4个小时以上时,应对焊条重新烘干处理,但焊条反复烘干次数不得超过三次。
焊接材料烘焙规范及操作规程(新版)

焊接材料烘焙规范及操作规程(新版)The safety operation procedure is a very detailed operation description of the work content in the form of work flow, and each action is described in words.( 安全管理 )单位:______________________姓名:______________________日期:______________________编号:AQ-SN-0256焊接材料烘焙规范及操作规程(新版)1、焊条的烘焙温度和保温时间,严格按焊条生产厂家推荐的烘焙规定或有关的技术规范要求进行。
国外焊材的烘焙要求,按所提供的焊材质保书或有关技术规范要求进行烘焙。
2、如焊条生产厂家无烘焙规定或有关技术规范,则按下表的烘干规范进行:焊条类别酸性焊条碱性焊条碱性不锈钢焊条保温时间1h1h1h烘干温度70~150℃350-400℃150~250℃注:⑴酸性焊条储存时间短且包装良好的,使用于一般结构件焊接,在使用前不再烘焙。
⑵碱性焊条对含氢量有特别要求的,烘焙温度应提高到400~450℃,保温1~2h3、焊条烘干时,应缓慢升温、保温、缓慢降温,严禁将需烘干的焊条直接放入已升至高温的烘箱内,或者将烘至高温的焊条从高温炉中突然取出冷却,以防止焊条药皮因骤冷或骤热面产生开裂或脱落现象。
4、同一烘干箱每次只能入同种烘干规范的焊条进行烘干,对烘干规范相同,但批号、牌号或规格不同的焊条,堆放时必须有一定的物理间隔,且焊条堆放不宜过高(一般为1~3层),以保证焊条烘干均匀。
5、烘干后的焊条,应贮放在温度为50~100℃的恒温保温箱内,随用随取。
6、当焊条在施工现场放置超过4个小时以上时,应对焊条重新烘干处理,但焊条反复烘干次数不得超过三次。
XXX图文设计本文档文字均可以自由修改。
焊接材料烘焙规范及操作规程
焊材库管理人员岗位职责1、检查入库焊材的质量证件及包装质量是否符合要求。
2、核对入库焊材的品种、规格、牌号、批号、数量是否符合要求,并按类堆放,作好标识。
3、掌握各类焊条的烘干要求。
根据焊材领用通知单,对所需要焊材烘干并作好烘干记录。
4、根据焊接材料领用单上的焊材品种、规格、数量发放焊材,并作好记录;焊接材料实行回收,作好焊条头、余留焊材回收登记。
5、定期检查焊材库内的环境温度、湿度、使之符合规定要求,并作好温、湿度记录。
6、对需要计量的仪器设备,如烘烤箱、湿度记录仪、温度计等提出计量要求,定期计量。
7、按月统计每月焊材总消耗量及单种焊材消耗量,统计每月使用焊材数量及回收数量,上交物资管理部门。
8、对库内焊接材料定期进行质量检查,如发现焊接材料质量不符合要求协同焊接技术人员、质量人员作出处理。
附件16:焊接材料烘焙规范及操作规程焊接材料烘焙规范及操作规程1、焊条的烘焙温度和保温时间,严格按焊条生产厂家推荐的烘焙规定或有关的技术规范要求进行。
国外焊材的烘焙要求,按所提供的焊材质保书或有关技术规范要求进行烘焙。
2、如焊条生产厂家无烘焙规定或有关技术规范,则按下表的烘干规范进行:注:⑴酸性焊条储存时间短且包装良好的,使用于一般结构件焊接,在使用前不再烘焙。
⑵碱性焊条对含氢量有特别要求的,烘焙温度应提高到400~450℃,保温1~2h3、焊条烘干时,应缓慢升温、保温、缓慢降温,严禁将需烘干的焊条直接放入已升至高温的烘箱内,或者将烘至高温的焊条从高温炉中突然取出冷却,以防止焊条药皮因骤冷或骤热面产生开裂或脱落现象。
4、同一烘干箱每次只能入同种烘干规范的焊条进行烘干,对烘干规范相同,但批号、牌号或规格不同的焊条,堆放时必须有一定的物理间隔,且焊条堆放不宜过高(一般为1~3层),以保证焊条烘干均匀。
5、烘干后的焊条,应贮放在温度为50~100℃的恒温保温箱内,随用随取。
6、当焊条在施工现场放置超过4个小时以上时,应对焊条重新烘干处理,但焊条反复烘干次数不得超过三次。
焊接材料烘干记录

陕西省建筑工程质量验收技术资料统一用表
钢结构工程施工质量控制资料
焊接材料(焊条、焊丝、焊剂)烘焙记录
陕GKZ-1008
工程名称
总承包企业
制作企业
烘箱型号
品名、牌号、 生产厂家
烘焙日期
一次烘焙 数量kg
烘焙
温度 ℃
时间 min
年 月日
建设单位
监理单位
安装企业
烘箱容量
保存
温度 ℃
时间 min
回烘
温度 ℃
时间 min回烘 次数年 源自日年 月日年 月日
年 月日
年 月日
备注 烘焙人员
制作企业、安装企业
班组长
工长、工段长
年月日
年月 日
年月日
质检员
监制(建设)单位 核查结论:
年月 日
检查结果
专业技术负责人
监理工程师(建设单位 项目专业技术负责人)
年月日
陕GKZ-1008 备 注
建设)单位
师(建设单位 技术负责人)
焊接材料烘焙
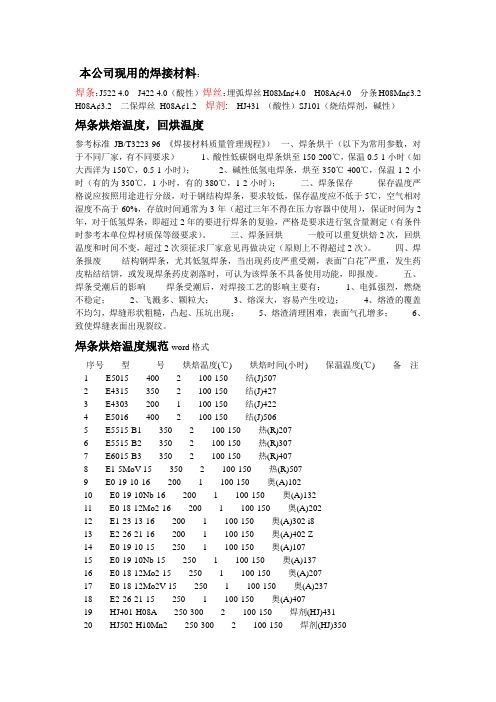
本公司现用的焊接材料:焊条:J522 4.0 J422 4.0 (酸性)焊丝:埋弧焊丝H08Mn¢4.0 H08A¢4.0 分条H08Mn¢3.2 H08A¢3.2 二保焊丝H08A¢1.2 焊剂:HJ431 (酸性)SJ101(烧结焊剂,碱性)焊条烘焙温度,回烘温度参考标准JB/T3223-96 《焊接材料质量管理规程》) 一、焊条烘干(以下为常用参数,对于不同厂家,有不同要求) 1、酸性低碳钢电焊条烘至150-200℃,保温0.5-1小时(如大西洋为150℃,0.5-1小时); 2、碱性低氢电焊条,烘至350℃-400℃,保温1-2小时(有的为350℃,1小时,有的380℃,1-2小时); 二、焊条保存 保存温度严格说应按照用途进行分级,对于钢结构焊条,要求较低,保存温度应不低于5℃,空气相对湿度不高于60%,存放时间通常为3年(超过三年不得在压力容器中使用),保证时间为2年,对于低氢焊条,即超过2年的要进行焊条的复验,严格是要求进行氢含量测定(有条件时参考本单位焊材质保等级要求)。
三、焊条回烘 一般可以重复烘焙2次,回烘温度和时间不变,超过2次须征求厂家意见再做决定(原则上不得超过2次)。
四、焊条报废 结构钢焊条,尤其低氢焊条,当出现药皮严重受潮,表面“白花”严重,发生药皮粘结结饼,或发现焊条药皮剥落时,可认为该焊条不具备使用功能,即报废。
五、焊条受潮后的影响 焊条受潮后,对焊接工艺的影响主要有: 1、电弧强烈,燃烧不稳定; 2、飞溅多、颗粒大; 3、熔深大,容易产生咬边; 4、熔渣的覆盖不均匀,焊缝形状粗糙,凸起、压坑出现; 5、熔渣清理困难,表面气孔增多; 6、致使焊缝表面出现裂纹。
焊条烘焙温度规范word格式序号型号烘焙温度(℃) 烘焙时间(小时) 保温温度(℃) 备注1 E5015 4002 100-150 结(J)5072 E4315 350 2 100-150 结(J)4273 E4303 200 1 100-150 结(J)4224 E5016 400 2 100-150 结(J)5065 E5515-B1 350 2 100-150 热(R)2076 E5515-B2 350 2 100-150 热(R)3077 E6015-B3 350 2 100-150 热(R)4078 E1-5MoV-15 350 2 100-150 热(R)5079 E0-19-10-16 200 1 100-150 奥(A)10210 E0-19-10Nb-16 200 1 100-150 奥(A)13211 E0-18-12Mo2-16 200 1 100-150 奥(A)20212 E1-23-13-16 200 1 100-150 奥(A)302 i813 E2-26-21-16 200 1 100-150 奥(A)402 Z14 E0-19-10-15 250 1 100-150 奥(A)10715 E0-19-10Nb-15 250 1 100-150 奥(A)13716 E0-18-12Mo2-15 250 1 100-150 奥(A)20717 E0-18-12Mo2V-15 250 1 100-150 奥(A)23718 E2-26-21-15 250 1 100-150 奥(A)40719 HJ401-H08A 250-300 2 100-150 焊剂(HJ)43120 HJ502-H10Mn2 250-300 2 100-150 焊剂(HJ)35021 烧结焊剂250-300 2 100-150 SJ10122 烧结焊剂250-300 2 100-150 SJ301J422,中“J”表示结构钢焊条,按用途分第一、二位数字“42”表示焊缝金属的抗拉强度等级(用MPa值的1/10表示),末位数字“2”表示药皮类型及焊接电源的种类A132中“A”表示奥氏体不锈钢焊条;第一、第二位数字表示焊缝金属主要化学成分组成末位数字表示药皮类型和焊接电源种类E4315中“E”表示焊条;前两位数字表示熔敷金属抗拉强度的最小值,单位为MPa值的1/10;第三位数字表示焊条焊接位置,“0”及“1”表示用于全位置焊接(平、立、仰、横),“2”表示适用于平焊及平角焊,“4”适用于向下立焊;第三位和第四位数字组合时表示焊接电流种类及药皮类型。
焊材烘焙规定

表号:Q/YHHJ ZYWJ07-2015焊材烘焙规定1 目的为规范焊材烘焙管理,确保产品焊接质量,特制定本规定。
2 适用范围适用于本公司焊接材料的烘焙管理。
3 职责和权限焊材保管员:按焊接工艺要求、烘焙设备能力及生产任务安排合理领用不同规格、型号的焊条、焊剂进行烘焙。
焊接技术员:对焊材烘焙过程及现场焊材使用过程进行监督和管理。
4 质量活动4.1烘焙设备性能良好,有可靠的温度控制、显示、接地、排风设施。
焊条、焊剂在烘焙时应排放合理、有利于均匀受热及潮气排除,烘焙焊条时应注意防止焊条因骤冷骤热而导致药皮开裂或脱落。
4.2不同类型的焊接材料原则上应分别烘焙,但符合下列条件可以同炉烘焙:1)烘焙规范相同;2)不同类型焊接材料之间有明显的标记,不至于混杂。
4.3焊条、焊剂的烘焙温度、时间一般应按其说明书的要求进行,如无规定时可按下列规定进行:钛钙型焊条烘焙温度为150—200℃,恒温60--120分钟;低氢型焊条烘焙温度为300—400℃,恒温60--120分钟;熔炼焊剂烘焙温度为250—300℃,恒温120分钟;烧结焊剂烘焙温度为300—400℃,恒温120分钟。
4.4焊条、焊剂烘焙时应启动烘焙设备鼓风机和打开排气口,便于排除烘箱内湿气和保持温度均匀。
焊接材料的放置至少应距离发热板(管)100MM以上,焊条堆放不应超过三层,焊剂散布在盘中的厚度最大不超过50MM。
4.5焊条、焊剂烘焙结束后应在低温烘箱内保存,烘箱温度一般为80—110℃。
如焊材型号不同应有明显标记,谨防错用焊材。
4.6焊条、焊剂烘焙、领用应有专人负责,并作好烘焙及领用记录。
领用焊条时应依据焊接工艺规定及焊接工作量的需要用焊条保温筒随用随领,焊条保温筒应通电恒温。
焊剂应用专门的器具领用,施工现场应作好保温措施。
4.7焊接结束后,应将剩余焊条、焊剂退回焊材二级库,分类存放。
4.8 焊条烘焙后在常温下搁置4小时以上,再使用时应重新烘焙,重复烘焙一般不应超过两次,不锈钢焊条不应重复烘焙。
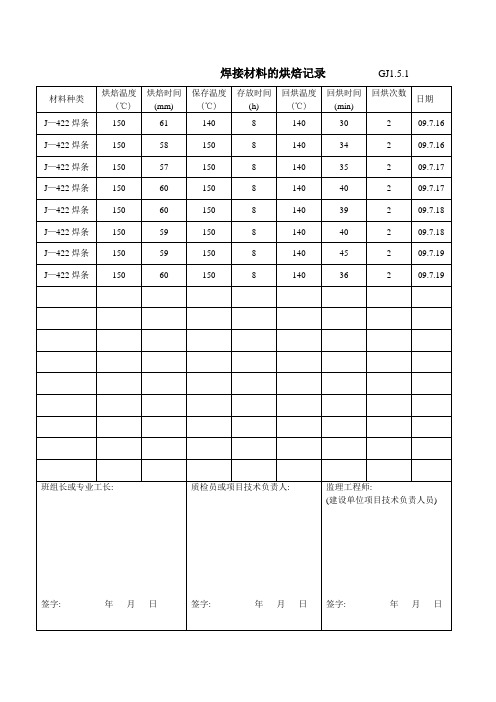
焊接材料的烘焙记录GJ1.5.1
09.7.17
J—422焊条
150
60
150
8
140
40
2
09.7.17
J—422焊条
150
60
150
8
140
39
2
09.7.18
J—422焊条
150
59
150
8
140
40
2
09.7.18
J—422焊条
150
59
150
8
140
45
2
09.7.19
J—422焊条
150
60
150
8
140
36
2
09.7.19
焊接材料的烘焙记录GJ1.5.1
材料种类
烘焙温度
(℃)
烘焙时间
(mm)
保存温度
(℃)
存放时间
(h)
回烘温度
(℃)
回烘时间
(min)
回烘次数
日期
J—422焊条
1பைடு நூலகம்0
61
140
8
140
30
2
09.7.16
J—422焊条
150
58
150
8
140
34
2
09.7.16
J—422焊条
150
57
150
8
140
35
埋弧焊剂
150
58
150
8
140
34
2
09.7.16
埋弧焊剂
150
57
150
8
140
35
2
09.7.17
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
焊材牌号
规格(mm)
焊材厂家
钢材材质
烘焙方法
烘焙日期
序号
施焊
部位
烘焙数
量(kg)
烘焙要求
保温要求
备注
烘干
温度
(ቤተ መጻሕፍቲ ባይዱ)
烘干
时间
(h)
实际烘焙
降至恒
温(℃)
保温时
间(h)
烘焙
日期
从
时分
至
时分
说明:
1.焊条、焊剂等在使用前,应按产品说明书及有关工艺文件规定的技术要求进行烘干。
2.焊接材料烘干后应存放在保温箱内,随用随取,焊条由保温箱(筒)取出到施焊的时间不得超过2h,酸性焊条不宜超过4小时。烘干温度250~300℃。
施工单位
项目(专业)技术负责人
专业质检员
记录人
焊接材料烘焙记录
本表由施工单位填写并保存。